华中数控车床宏程序图纸及程序)
数控车床半自动对刀宏程序
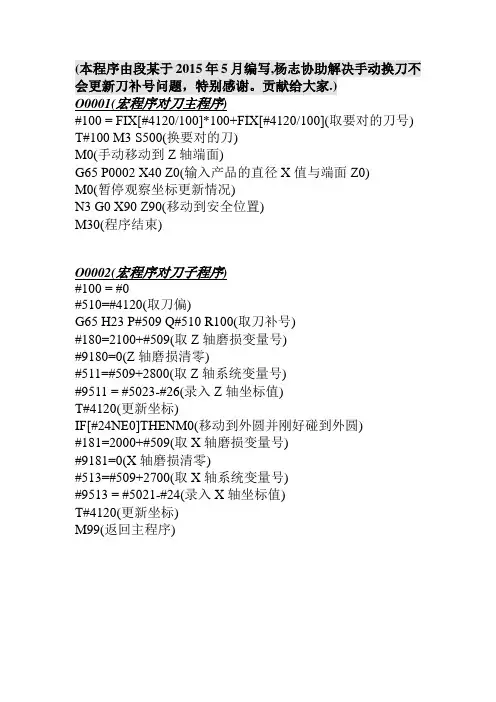
(本程序由段某于2015年5月编写,杨志协助解决手动换刀不会更新刀补号问题,特别感谢。
贡献给大家.)
O0001(宏程序对刀主程序)
#100 = FIX[#4120/100]*100+FIX[#4120/100](取要对的刀号) T#100 M3 S500(换要对的刀)
M0(手动移动到Z轴端面)
G65 P0002 X40 Z0(输入产品的直径X值与端面Z0)
M0(暂停观察坐标更新情况)
N3 G0 X90 Z90(移动到安全位置)
M30(程序结束)
O0002(宏程序对刀子程序)
#100 = #0
#510=#4120(取刀偏)
G65 H23 P#509 Q#510 R100(取刀补号)
#180=2100+#509(取Z轴磨损变量号)
#9180=0(Z轴磨损清零)
#511=#509+2800(取Z轴系统变量号)
#9511 = #5023-#26(录入Z轴坐标值)
T#4120(更新坐标)
IF[#24NE0]THENM0(移动到外圆并刚好碰到外圆)
#181=2000+#509(取X轴磨损变量号)
#9181=0(X轴磨损清零)
#513=#509+2700(取X轴系统变量号)
#9513 = #5021-#24(录入X轴坐标值)
T#4120(更新坐标)
M99(返回主程序)。
宏程序在华中数控车床上的应用
云南省第 四届数控技能大赛数控车床 的实操试 2 非 圆曲面 的加 工 题, 是个装配体 , 3 由 个零件组成 , 中一个零件是 其 椭 圆面 ,一 个 零 件有 抛 物 线 的 内孔 。如 果用 自动 编 加 工 零 件 2的椭 圆表 面 和 零 件 3的 抛 物 线 内 程, 花费时 间较长 , 成的程序段较多 , 生 而且加工精 孔 , 由于一般 的数控系统无椭 圆和抛物线插补功能 , 度不高 ; 如果用数控系统提供 的高效编程功能 , 如复 采用手工编程 , 如果用直线逼近的话 , 我们要算很多
合 循 环程 序 、 子程 序 、 程 序 等 , 宏 采用 手 工编 程 , 而 反 可 以缩短 编程 时 间 , 高加 工效 率 。 提 节点 , 手工来 计算 节点 坐标 实 际上是 不 可 能 的事 。华
中数控系统提供 了逻辑运算 和表达式等功能 ,通过 本文 以这几个零件为例 ,介绍宏程序在华 中数 数学计算或逻辑运算 , 以一个坐标值 的不断变化 , 根 控车床上实际加工的应用 。 据表达式就可算 出另一个坐标 的值 ,即可得 出曲线 上的节点坐标值。这就是数控系统里宏程序 的功能。
粗 车循 环 N 0G 0X 6 快速退 刀 4 O 2 0
N5 0Z6 0
() 3 利用宏程序进行手工编程时 , 可以通过数学 公式 自动计算节点坐标 ; () 4 宏程序 的插补精度可 以根据加工要 求进行
修改。 22 运 用宏 程序 编 写椭 圆加 工实例 .
N 0M 3 10 00 精车刀具 、 6 0 30 3 3 S T 转速 N 0G 0 6 0 快速定位到循环起 点 7 O 0 . X Z5 N 0 O 4 . 8 精车外圆起点 8 1 9 9 0 C X 6F
数控车宏程序编程讲解
矩形螺纹
刀具
• 12. [矩形螺纹].
• 编程:
• O0001:(主程序) O0002: (子程序)
• N1 T0202 G99; G0 U–0.3; G0 U10; U–10;
• N2 M3 S200;
G32 Z–55 F12; Z14; M99;
• N3 G0 X82 Z12; G0 U10;
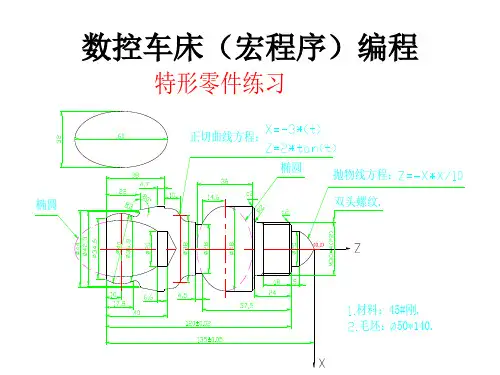
数控车床(宏程序)编程
特形零件练习
正切曲线方程:
椭圆
抛物线方程:
椭圆
双头螺纹.
材料:45#刚. 毛坯: 50*140.
华中系统(宏程序)编程
• 1. 图1.
方向
右偏刀
1.
• 抛物线方程:– X*X/10. • ①以(X轴)作变量. • 编程: • O0001; • N1 #1= 0; (X轴的起点) • N2 WHILE #1 LE [10]; (X轴的终点). • N3 #2= – #1*#1/10; (抛物线的公式) • N4 G01 X[2*#1] Z[#2]; (X,Z轴的坐标变量) • N5 #1= #1+0.1; (X轴的增量) • N6 ENDW; (调用返回) • ②以(Z轴)作变量. • 编程: • O0001; • N1 #1= 0; (Z轴的起点) • N2 WHILE #1 LE [10]; (Z轴的终点) • N3 #2= SQRT[#1*10]; (抛物线的公式) • N4 G01 X[2*#2] Z[–#1]; (X,Z轴的坐标变量) • N5 #1= #1+0.1; (Z轴的增量) • N6 ENDW; (调用返回)
图2.
方向
图2
右偏刀
• 2. 抛物线方程:–X*X/10. • ①以(X轴)作变量. • 编程: • O0001; • N1 #1= 0; • N2 #2= – #1*#1/10; • N3 G01 X[2*#1] Z[#2]; • N4 #1= #1+0.1; • N5 IF #1 LE [10] GOTO2; • ②以(Z轴)作变量. • 编程: • O0001; • N1 #1= 0; • N2 #2= SQRT[#1*10]; • N3 G01 X[2*#2] Z[–#1]; • N4 #1= #1+0.1; • N5 IF #1 LE [10] GOTO2;
数控车床宏程序【范本模板】
数控车床宏程序FANUC数控车第一章编程代码---——-————--——-—-————--——--—--—--——-—-———-——-----—--——-———11.准备功能G-———-——————---—--——-—————-—-————-———--—-----—-—--—-—-—————--12.辅助功能M—--—--—----—-———-—-————-—-----———---——---—-——-----—-————-——6第二章用户宏程序————---—-—-—————-——---—---——-—--—————--—————--—-——--—--71。
运算符号—-——-—-—-—--——-------——————-———--—--—-—-—-—-——————-——--—-————-—72.转移和循环-——-——————-—--—-—--——————-———-—--———--—-—-———-——-———--———-—7 3.运算指令——-—--——-———---——---—-------——--———----——————--——-—-—--—--———-8第三章宏程序编程—---———-—-——---—-———---—--—-—--—---—--——--—--——-——-—--111.车V型圆锥—--—-———--—-———-——----—--—-—--——--—-—-——--—--—————-——————112.车U圆弧———-———-———-———--—---—-—--———--——-———-—-——————----—-—--———-——12 3.方程曲线车削加工-—--—-----————-—-—-——--——--———-—----———---—-—--——135.车梯形螺纹36×6--—-—-——---—--——-----——--——--———--—-——-—-———-—-—-—146.蜗杆——-——-—---———-——-—-——--—————--——--—-——-—--—--—-—--————-----—-—--———157.加工多件—-——--—---—--—-—---—-—-—-—————--——-———--—-———-———---—-——--——-—17第四章自动编程---——————--—-—----—------—----—--—————--——---——--—-----—-—-—--—211.UG建模——-----——---————--————-—-----—-——--—-—--—---——--—-—--———-————-—----—212.创建几何体-——-—-————-—-——------—--—-———--—-------——---——————-—--—---—-——--24附录—-——-—---———--———-—-——-——--—-——------——-—————-—————-—-—-——--—-———-—-———--—29第一章编程代码1.准备功能G00快速定位 G01直线插补 G02顺弧插补G03逆弧插补 G04暂停G9,G60,G64准确/连续停G20英制输入 G21米制输入 G40取消刀具补偿G41建立左刀具补偿 G42建立右刀具补偿G50坐标设定/主轴最高速设定G70精车循环格式: G70 P(ns) Q(nf)ns: 精加工形状程序的第一个段号。
华中数控车削椭圆曲线宏程序解析
开发研究华中数控车削椭圆曲线宏程序解析河南科技大学机电工程学院范光辉杨建玺摘要:在数控车削加工中,应用宏程序编程,从而完成 工件的轮廓或曲面加工是数控系统加工的一个基础功能 和重要方法,也是数控加工生产和数控技能竞赛的重要技 术知识。
本文以华中世纪星HNC -21T 型数控车削系统 为平台,介绍椭圆宏程序的编制方法。
通过实例研究宏程 序编程的重点和难点,为实际加工生产中的应用提供借鉴。
关键词:数控;宏程序;椭圆曲线;车削#3= a (初始值)WHILE #3GE0 G01 X [2*#4] Z [#3]#4=#2/#lSQ R T [#1 *#1 -#3*#3 ]=b / a SQRT[a * a -#3*#3](公式二带入) #3= #3-0.5 (步距)ENDW〇序言在数控车床加工中,加工对象主要为各种规则回转体 零件。
对于圆柱面、圆锥面、圆弧面、台阶面等轮廓加工, 可以简单利用系统自带的直线插补和圆弧插补功能指令 来完成。
而对于椭圆、抛物线等一些非圆曲线所构成的零 件体加工时,无法直接运用插补指令进行加工。
此时运用 宏程序进行编程,是解决实际加工过程中此类问题的一个 重要方法。
本文针对常见的几种椭圆曲线加工进行举例 分析,并简单归纳总结。
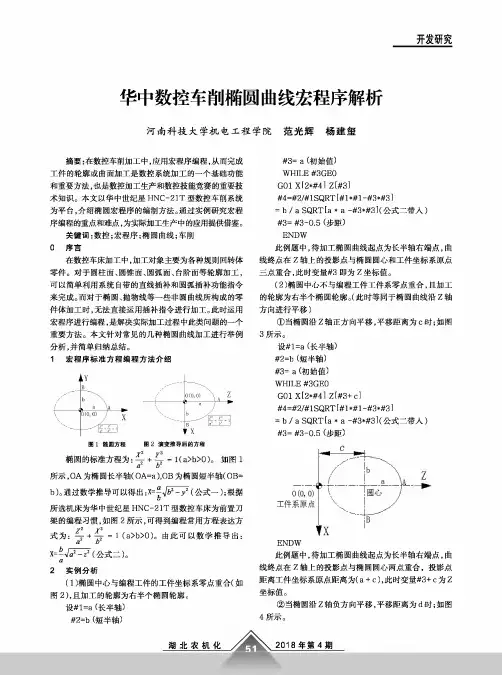
1宏程序标准方程编程方法介绍图2演变推导后的方程-+ :所示,OA 为椭圆长半轴(〇A =a ),〇B 为椭圆短半轴(〇B =酬的标准方程为《图2演耍推导后Eb )。
通过数学推导可以得出:〇2 -y 2 (公式一);根据所选机床为华中世纪星HNC -21T 型数控车床为前置刀 架的编程习惯,如图2所示,可得到编程常用方程表达方式为:^ + ^ = 1 (a >b >0)。
由此可以数学推导出:a 2b 2X 二 ~a 2-z 2(公式二)0a2 实例分析(1)椭圆中心与编程工件的工件坐标系零点重合(如图2),且加工的轮廓为右半个椭圆轮廓。
设#l =a (长半轴)#2=b (短半轴)此例题中,待加工椭圆曲线起点为长半轴右端点,曲 线终点在Z 轴上的投影点与椭圆圆心和工件坐标系原点 三点重合,此时变量#3即为Z 坐标值。
数控宏程序教程(车床篇)1(经典)
由浅入深宏程序1-宏程序入门基础之销轴加工对于没有接触过宏程序人,觉得它很神秘,其实很简单,只要掌握了各类系统宏程序的基本格式,应用指令代码,以及宏程序编程的基本思路即可。
对于初学者,尤其是要精读几个有代表性的宏程序,在此基础上进行模仿,从而能够以此类推,达到独立编制宏程序的目的。
本教程将分步由浅入深的将宏程序讲解给大家,作者水平有限,也希望各位同仁提供更好的思路。
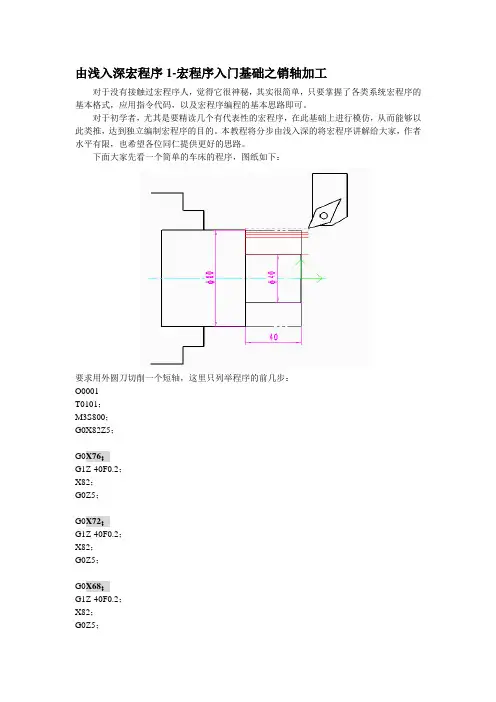
下面大家先看一个简单的车床的程序,图纸如下:要求用外圆刀切削一个短轴,这里只列举程序的前几步:O0001T0101;M3S800;G0X82Z5;G0X76;G1Z-40F0.2;X82;G0Z5;G0X72;G1Z-40F0.2;X82;G0Z5;G0X68;G1Z-40F0.2;X82;G0Z5;G0X68;G1Z-40F0.2;X82;G0Z5;........G0X40;G1Z-40F0.2;X82;G0Z5;G0X150Z150;M5;M30;从上面程序可以看出,每次切削所用程序都只是切削直径X有变化,其他程序代码未变。
因此可以将一个变量赋给X,而在每次切削完之后,将其改变为下次切削所用直径即可。
T0101;M3S800;G0X82Z5;#1=76;赋初始值,即第一次切削直径N10 G0X[#1] ;将变量赋给X,则X方向进刀的直径则为#1变量中实际存储值。
N10是程序G1Z-40F0.2;段的编号,用来标识本段,为后面循环跳转所用。
X82;G0Z5;#1=#1-4;每行切深为2mm,直径方向递减4mmIF [#1GE40] GOTO 10如果#1 >= 40,即此表达式满足条件,则程序跳转到N10继续执行。
G0X150Z150;当不满足#1 >= 40,即#1<40,则跳过循环判断语句,由此句继续向后执行。
M5;M30;由浅入深宏程序2-宏程序之销轴粗精加工本篇文章利用宏程序简单模仿数控系统的外圆车削循环功能。
华中数控宏程序
华中数控铣床宏程序实例
G18G01X[#2]Z[#3]
#5=#2
WHILE#5GE2
G17G01X[#5]
#6=0
WHILE#6LT360
#7=#5*COS[#6*PI/180]
#8=#4*SIN[#6*PI/180]
G01X[#7]Y[#8]
#6=#6+1ENDW
#5=#5+5
ENDW
G54G00X0Y0Z50
M3S1500
Z3
G01Z0F250
#1=90
WHILE#1GE0
#2=30*COS[#1*PI/180]
#3=30*SIN[#1*PI/180]-30
G18G01X[#2]Z[#3]
#4=#2
WHILE#4LT43
G17X[#4]
G02I[-#4]
#4=#4+5
ENDW
G01X[-#2]
Z5
G01Z0F250
#1=180
WHILE#1LT270
#2=30*COS[#1*PI/180]
#3=30*SIN[#1*PI/180]
G18G01X[#2]Z[#3]
#4=#2
WHILE#4GE0
G17G01X[#4]
G02I[-#4]
#4=#4-5
ENDW
G01X[#2]
#1=#1+1
ENDW
G00Z50
M30
(精铣)
G54G00X0Y0Z50
M03S1500
Z5
G01Z0F250
#1=180
WHILE#1LT270
#2=30*COS[#1*PI/180]
#3=30*SIN[#1*PI/180]
华中数控车床实训图纸及参考程序
工作任务11.1 机械加工工序卡片1.2 刀具卡片1.3 加工参考程序1.3.1 工件左端程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X42Z2G71U1.2R0.5P10Q20X0.5G00X100Z100M05M00T0101G95M03S1500F0.05 精加工;G00X42Z2N10G00X27G01Z0Z-20X35X36W-0.5Z-68N20X42G00X100Z100M05M301.3.2 工件右端程序;O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X42Z2G71U1.2R0.5P10Q20X0.5G00X100Z100M05M00T0101G95M03S1500F0.05G00X42Z2N10G00X19G01Z0X20Z-0.5Z-10X23X24W-0.5Z-25X34.5X36W-15X35X36W-0.5N20X40G00X100Z100M05M30工作任务22.1 机械加工工序卡片2.2 刀具卡片2.3 加工程序2.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G0X37.99G1Z0N20Z-22G0X100Z100M5M302.3.2 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G0X6G1Z0X10W-2Z-10G02X20Z-15R5G1Z-25G03X28W-4R4G1Z-42N20X37.99Z-52G00X100Z100M5M30工作任务33.1 机械加工工序卡片3.2 刀具卡片3.3 加工程序3.3.1 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X32Z2G71U1.5R0.5P10Q20X0.6Z0.1G00X100Z100M05M00T0101G95M03S1500F0.06G00X32Z2N10G00X0G01Z0X18.98G03X24.98Z-3R3G1Z-25G00X100Z100M05M303.3.2 工件右端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X32Z2G71U1.5R0.5P10Q20X0.6Z0.1G00X100Z100M05M00T0101G95M03S1500F0.06G00X32Z2N10G00X0G01Z0G03X12Z-6R6G01Z-13X15.8W-2Z-33X18X20Z-43W-5G02X24Z-50R2G1X24.98G00X100Z100M05M00T0202 4mm宽的切槽车刀;G95M03S450F0.03G00X18Z-33G01X12G04P2G0X18X100Z100M05M00T0303 60°螺纹刀;G95M03S450G00X18Z-10G82X15Z-29F1.5X14.6Z-29X14.2Z-29X14Z-29X13.85Z-29X13.85Z-29G00X100Z100M05M30工作任务44.1 机械加工工序卡片4.2 刀具卡片4.3 加工程序4.3.1 工件左端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G00X32Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M05M00T0101G95M03S1500F0.05 精加工;G0X32Z2N10G00X16G01Z0G03X24Z-4R4Z-20X26X28W-1Z-32N10X32G00X100Z100M05M304.3.2 工件左端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00X4.68G01Z0G03X10.58Z-2.48R3G01X14.98Z-8Z-12X16X20W-2Z-27X26X28W-1N20X32G00X100Z100M05M00T0202 4mm切槽刀G95M3S500F0.03G00X32Z2Z-27G01X16.1X21W1X16G04P2W-1G00X22W3G01X16W-2G00X32G00X100Z100M05M00T0303 60°螺纹车刀G95M03S400G00X22Z-10G82X19.2Z-23F1.5X18.6Z-23X18.2Z-23 X18.04Z-23 X18.04Z-23 G00X100Z100M05 M30工作任务55.1 机械加工工序卡片5.2 刀具卡片5.3加工程序5.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0X14X28Z-12N20W-30G00X100Z100M5M00T0202 3mm的切槽刀;G95M03S500F0.03G0X32Z2Z-34G01X24.1X30W3X24W-3X30W8X24.1X30W3X24W-3X30G00X100Z100M5M3025.3.2 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G00X32Z2N10G00X0G01ZX12X16Z-2Z-20X16.45G03X20.45X-21.94R2N20G02X28Z-41R60G0X100Z100M5M00T0202 3mm的切槽刀;G95M3S500F0.03G00X20Z2Z20G01X12X18W1X12W-1X20G00X100Z100M5M00T0303 60度螺纹刀;G95M3S500G00X20Z2G82X25.6Z-18F1X25.4Z-18X25.3Z-18X25.2Z-18X25.1Z-18X24.99Z-18X24.99Z-18G00X100Z100M5M30工作任务66.2 刀具卡片6.3加工程序6.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0X20X24Z-2Z-20X27.4X28Z-20.3N20Z-45G00X100Z100M05M00T0202 3mm的切槽刀;G95M3S500F0.03G00X32Z2Z-20G01X18.1X25W2X18W-2X25G00X100Z100M5M0T0303 60度螺纹刀;G95M3S500G00X26Z2G82X23.2Z-17F2X22.8Z-17X22.6Z-17X22.4Z-17X22.2Z-17X21.84Z-17X21.84Z-17G00X100Z100M5M306.3.2 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 35°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0G03X9Z-2.03R6X17.44Z-35.51R30N20G02X28Z-55R14G00X100Z100M5M30工作任务77.1 机械加工工序卡片7.2 刀具卡片7.3 加工程序7.3.1 工件左端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X37.38G01Z0X37.98Z-0.3Z-25N20X42G00X100Z100M05M00T0202 5mm切槽刀;G95M3S500F0.03G00X42Z2Z-14G01X34G04P2G00X42G00X100Z100M05M307.3.2工件右端加工程序:%0002T0101 90°外圆车刀;G95M3S600F0.15G00X42Z2G71U1.2R0.5P10Q20X0.8 G00X100Z100M05M00T0101G95M3S1500F0.05G00X42Z2N10G00X0G01Z0G03X16Z-8R8G01X18X20W-1Z-28X20.08X24.98Z-48Z-52X37.38X37.98W-0.3N20X42G00X100Z100M05M00T0404 4mm切槽刀;.G95M03S500F0.03G00X22Z2Z-28G01X18G04P2G00X22W1G01X18W-1G00X100Z100M05M00T0303 60°螺纹车刀;G95M03S400G00X22Z-6G82X19.2Z-25F1.5X18.6Z-25X18.2Z-25X18.04Z-25X18.04Z-25G00X100Z100M05M30工作任务88.1 机械加工工序卡片8.2 刀具卡片8.3 加工程序8.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 35°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00ZX0G01Z0X31.4X32Z-0.3Z-20G02X32Z-35R12N20G01W-5G00X100Z100M5M308.3.2 工件右端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00ZX0G01Z0X22X26Z-2Z-5G03X26Z-20R15G01Z-30X28N20X32Z-50G00X100Z100M5M00T0202 60度螺纹刀;G95M3S500G00X34Z-29G82X31.2Z-51I2.1F2X30.6Z-51X30.2Z-51X29.8Z-51X29.4Z-51X29.4Z-51G00X100Z100M5M30工作任务99.1 机械加工工序卡片9.2 刀具卡片9.3 加工程序9.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X26X30-2Z-19X41.4X42Z-19.3Z-31 加了4毫米;X47.4X48Z-37.3N20Z-55G00X100Z100M05M00T0202 3mm的切槽刀;G95M3S500F0.03G00X52Z2Z-19G01X26.1X32W1X26W-1G00X52Z-38G01X32.1X50W2X32W-2X50W5X48X32W-3X50W-5X48X32W3X50G00X100Z100M5M00T0303 60度的螺纹刀;G95M3S500G82X28.9Z-17F2X28.3Z-17X27.7Z-17X27.3Z-17X27.2Z-17X27.2Z-17G00X100Z100M5M308.3.2 工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0G03X30Z-7.5R18.75X45Z-30R37.5X32Z-51.11R37.5G01W-5.89X48W-3N20X50G00X100Z100M5M30工作任务1010.2 刀具卡片10.3 加工程序10.3.1 工件左端外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X62Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X62Z2N10G00X49.4G01Z0X50Z-0.3Z-22N20X62G00X100Z100M05M3010.3.2 工件左端内孔加工程序:O0002 文件夹名;%0002 程序名;T0202 内孔车刀;G95M3S400F0.15G0X22Z2G71U1R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0202G95M3S800F0.05G0X22Z2N10G00X34.4G01Z0X30.4Z-2Z-20X25.42X26.02W-0.3Z-31N20X22Z2G00X100Z100M05M00T0303 5mm内孔切槽刀;G95M03S500F0.03G00X22Z2Z-20G01X28.4X22W2X28.4W-2G00X22Z2G00X100Z100M05M00T0404 60°内螺纹车刀;G95M03S400G00X22Z2G82X30Z-16F1.5X30.6Z-16X31Z-16X31.8Z-16X32Z-16X32Z-16G00X100Z100M05M3010.3.3 工件右端外圆加工程序:O0003 文件夹名;%0003 程序名;T0101 35°尖刀;G95M3S500F0.15G0X62Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X62Z2N10G00X56G01Z0G03X45.73Z-16.16R28G02X50Z-50R27G00X62G00X100Z100M05M3010.3.4 工件右端内孔加工程序:O0004 文件夹名;%0004 程序名;T0202 内孔车刀;G95M3S400F0.15G0X22Z2G71U1R1P10Q20X-0.5Z0.1G0X100Z100M5M0T0202G95M3S800F0.05G0X22Z2N10G0050G01Z0G03X28.02Z-20.71R25G01Z-40.71X23.42X24.02W-0.3N20X22Z2G00X100Z100M05M30工作任务1111.1 机械加工工序卡片11.2 刀具卡片11.2 加工程序11.3.1工件左端加工程序O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X42.4X43Z-0.4N20Z-35G00X100Z100M5M3011.3.2工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X42.4X43Z-0.3N20Z-12G00X100Z100M5M3011.3.3工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0G03X23.03Z-3.49R20.76X27.57Z-5.81R7.83N20G02X43Z10R9G00X100Z100M5M3011.3.4 工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101G95M3S500F0.15G0X10Z2G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X10Z2N10G00X43G01Z0G02X27.57Z-4.91R9G03X23.03Z-6.51R7.83N20X12Z-9.12R20.76G0X10Z2X100Z100M5M30工作任务1212.1 机械加工工序卡片12.2 刀具卡片12.3 加工程序12.3.1 件2左端外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X25.98X29.98Z-2Z-25N20X42G00X100Z100M05M00T0202 4mm切槽刀;G95M03S500F0.03G00X35Z2Z-25G1X26X35G00X100Z100M05M30件2 右端程序:0002 文件名;%0002 程序名;T0101 90°外圆车刀;G95M3S600F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1 G00X100Z100M05M00T0101G95M3S1500F0.05G0X42Z2N10G0X0G1Z0N20G03X30Z-30.66R19G0X100Z100M512.3.2 件1左端外圆程序:0003 文件名;%0003 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G0X47.99N20Z-15G00X100Z100M5M30T0303 内孔车刀;G95M3S400F0.15G0X242G71U1.2R1P10Q20X-0.5Z0.1G0X100Z100M5M0T0303G95M3S550F0.08G0X24Z2N10G03X38Z-[SQRT19*19-15*15]R19 G1X24N20Z2G00X100Z100M5M30件1 右端程序:0003 文件名;%0003 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1 G00X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N20G00X36G1Z0X40W-2X40Z-25N20X48W-15G00X100Z100M5M00T0303 内孔车刀;G95M3S450F0.15G0X24Z2G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0303G95M3S550F0.08G0X24Z2N10G0X34G1Z0X30W-2Z-40N20X28G0Z2G00X100Z100M5M30工作任务1313.2 刀具卡片13.3 加工程序13.3.1 件2外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00X0G01Z0X47.4X48Z-0.3N20Z-32:G00X100Z100M5M3013.3.2 件1左端外圆加工程序;O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00X0G01Z0X46X48Z-1N20Z-25G00X100Z100M5M3013.3.3 件1 右端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X5Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X5Z2N10G00X0G01Z0X30X36Z-30N20X50G00X100Z100M5M3013.3.1 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 内孔车刀;G95M3S500F0.15G0X26G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0101G95M3S800F0.05G0X26Z2N10G00X36G01Z0N20Z-30G0X28Z2X100Z100M5M30工作任务1414.1 机械加工工序卡片14.2 刀具卡片14.3 加工程序14.3.1 件2外圆加工程序:O0001 文件夹名;%000 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X37.4X38Z-0.3N20Z-35G00X100Z100M5M3014.3.2 件1左端圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X34X38Z-2Z-25N20X40G00X100Z100M5M3014.3.3 件1右端外圆加工程序;O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2:G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X26X30Z-2Z-30N20X40G00X100Z100M5M00T0202 3mm刀宽切槽刀;G95M3S500F0.03G00X42Z2Z-30G01X26.1X32W2X26.1X32W2X30X26W-2W-2X32G00X100Z100M5M00T0303 60°螺纹刀;G95M3S500G00X38Z2G82X29.2Z-25F1.5X28.8Z-25X28.4Z-25X28.2Z-25X27.83Z-25X27.83Z-25G000X100Z100M5M3014.3.3 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 内孔车刀;G95M3S400F0.15G0X26Z2G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0101G95M3S800F0.05G0X26Z2N10G00X31.83G01Z0X27.83Z-2N20Z-32G0X24Z2X100Z100M5M00T0202 60度内孔螺纹刀;G95M3S400G00X28Z2G82X28.6X-32F1.5X29Z-32X29.4Z-32X29.8Z-32X29.9Z-32X30Z-32X30Z-32G00X100Z100M5M30。
华中数控车床实训图纸及参考程序
工作任务11.1 机械加工工序卡片1.2 刀具卡片1.3 加工参考程序1.3.1 工件左端程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X42Z2G00X100Z100M05M00T0101G95M03S1500F0.05 精加工;G00X42Z2N10G00X27G01Z0Z-20X35X36W-0.5Z-68N20X42G00X100Z100M05M301.3.2 工件右端程序;O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X42Z2G00X100Z100M05M00T0101G95M03S1500F0.05G00X42Z2N10G00X19G01Z0X20Z-0.5Z-10X23X24W-0.5Z-25X34.5X36W-15X35X36W-0.5N20X40G00X100Z100M05M30工作任务2 2.1 机械加工工序卡片2.2 刀具卡片2.3 加工程序2.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G0X37.99G1Z0N20Z-22G0X100Z100M5M302.3.2 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G0X6G1Z0X10W-2Z-10G02X20Z-15R5G1Z-25G03X28W-4R4G1Z-42N20X37.99Z-52G00X100Z100M5M30工作任务33.1 机械加工工序卡片3.2 刀具卡片3.3 加工程序3.3.1 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X32Z2G00X100Z100M05M00T0101G95M03S1500F0.06G00X32Z2N10G00X0G01Z0X18.98G03X24.98Z-3R3G1Z-25G00X100Z100M05M303.3.2 工件右端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X32Z2G00X100Z100M05M00T0101G95M03S1500F0.06G00X32Z2N10G00X0G01Z0G03X12Z-6R6G01Z-13X15.8W-2Z-33X18X20Z-43W-5G02X24Z-50R2G1X24.98G00X100Z100M05M00T0202 4mm宽的切槽车刀;G95M03S450F0.03G00X18Z-33G01X12G04P2G0X18X100Z100M05M00T0303 60°螺纹刀;G95M03S450G00X18Z-10G82X15Z-29F1.5X14.6Z-29X14.2Z-29X14Z-29X13.85Z-29X13.85Z-29G00X100Z100M05M30工作任务44.1 机械加工工序卡片4.2 刀具卡片4.3 加工程序4.3.1 工件左端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G00X32Z2G0X100Z100M05M00T0101G95M03S1500F0.05 精加工;G0X32Z2N10G00X16G01Z0G03X24Z-4R4Z-20X26X28W-1Z-32N10X32G00X100Z100M05M304.3.2 工件左端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00X4.68G01Z0G03X10.58Z-2.48R3G01X14.98Z-8Z-12X16X20W-2Z-27X26X28W-1N20X32G00X100Z100M05M00T0202 4mm切槽刀G95M3S500F0.03G00X32Z2Z-27G01X16.1X21W1X16G04P2W-1G00X22W3G01X16W-2G00X32G00X100Z100M05M00T0303 60°螺纹车刀G95M03S400G00X22Z-10G82X19.2Z-23F1.5X18.6Z-23X18.2Z-23X18.04Z-23X18.04Z-23G00X100Z100M05M30工作任务55.1 机械加工工序卡片5.2 刀具卡片5.3加工程序5.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0X14X28Z-12N20W-30G00X100Z100M5M00T0202 3mm的切槽刀;G95M03S500F0.03G0X32Z2Z-34G01X24.1X30W3X24W-3X30W8X24.1X30W3X24W-3X30G00X100Z100M5M3025.3.2 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G0X100Z100M5M0T0101G95M3S1500F0.05G00X32Z2N10G00X0G01ZX12X16Z-2Z-20X16.45G03X20.45X-21.94R2N20G02X28Z-41R60G0X100Z100M5M00T0202 3mm的切槽刀;G95M3S500F0.03G00X20Z2Z20G01X12X18W1X12W-1X20G00X100Z100M5M00T0303 60度螺纹刀;G95M3S500G00X20Z2G82X25.6Z-18F1X25.4Z-18X25.3Z-18X25.2Z-18X25.1Z-18X24.99Z-18X24.99Z-18G00X100Z100M5M30工作任务66.1 机械加工工序卡片6.2 刀具卡片6.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0X20X24Z-2Z-20X27.4X28Z-20.3N20Z-45G00X100Z100M05M00T0202 3mm的切槽刀;G95M3S500F0.03G00X32Z2Z-20G01X18.1X25W2X18W-2X25G00X100Z100M5M0T0303 60度螺纹刀;G95M3S500G00X26Z2G82X23.2Z-17F2X22.8Z-17X22.6Z-17X22.4Z-17X22.2Z-17X21.84Z-17X21.84Z-17G00X100Z100M5M306.3.2 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 35°外圆车刀;G95M3S500F0.15G0X32Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0G03X9Z-2.03R6X17.44Z-35.51R30N20G02X28Z-55R14G00X100Z100M5M30工作任务77.1 机械加工工序卡片7.2 刀具卡片7.3 加工程序7.3.1 工件左端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X37.38G01Z0X37.98Z-0.3Z-25N20X42G00X100Z100M05M00T0202 5mm切槽刀;G95M3S500F0.03G00X42Z2Z-14G01X34G04P2G00X42G00X100Z100M05M307.3.2工件右端加工程序:O0002%0002T0101 90°外圆车刀;G95M3S600F0.15G00X42Z2G00X100Z100M05M00T0101G95M3S1500F0.05G00X42Z2N10G00X0G01Z0G03X16Z-8R8G01X18X20W-1Z-28X20.08X24.98Z-48Z-52X37.38X37.98W-0.3N20X42G00X100Z100M05M00T0404 4mm切槽刀;.G95M03S500F0.03G00X22Z2Z-28G01X18G04P2G00X22W1G01X18W-1G00X42G00X100Z100M05M00T0303 60°螺纹车刀;G95M03S400G00X22Z-6G82X19.2Z-25F1.5X18.6Z-25X18.2Z-25X18.04Z-25X18.04Z-25G00X100Z100M05M30工作任务88.2 刀8.1 机械加工工序卡片具卡片8.3 加工程序8.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 35°外圆车刀;G95M3S500F0.15G0X42Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00ZX0G01Z0X31.4X32Z-0.3Z-20G02X32Z-35R12N20G01W-5G00X100Z100M5M308.3.2 工件右端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00ZX0G01Z0X22X26Z-2Z-5G03X26Z-20R15G01Z-30X28N20X32Z-50G00X100Z100M5M00T0202 60度螺纹刀;G95M3S500G00X34Z-29G82X31.2Z-51I2.1F2X30.6Z-51X30.2Z-51X29.8Z-51X29.4Z-51X29.4Z-51G00X100Z100M5M30工作任务99.1 机械加工工序卡片9.2 刀具卡片9.3 加工程序9.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X26X30-2Z-19X41.4X42Z-19.3Z-31 加了4毫米;X47.4X48Z-37.3N20Z-55G00X100Z100M05M00T0202 3mm的切槽刀;G95M3S500F0.03G00X52Z2Z-19G01X26.1X32W1X26W-1G00X52Z-38G01X32.1X50W2X32W-2X50W5X48X32W-3X50W-5X48X32W3X50G00X100Z100M5M00T0303 60度的螺纹刀;G95M3S500G82X28.9Z-17F2X28.3Z-17X27.7Z-17X27.3Z-17X27.2Z-17X27.2Z-17G00X100Z100M5M308.3.2 工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X45Z-30R37.5X32Z-51.11R37.5G01W-5.89X48W-3N20X50G00X100Z100M5M30工作任务1010.1 机械加工工序卡片10.2 刀具卡片10.3 加工程序10.3.1 工件左端外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X62Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X62Z2N10G00X49.4G01Z0X50Z-0.3Z-22N20X62G00X100Z100M05M3010.3.2 工件左端内孔加工程序:O0002 文件夹名;%0002 程序名;T0202 内孔车刀;G95M3S400F0.15G0X22Z2G71U1R1P10Q20X-0.5Z0.1G0X100Z100M5M0T0202G95M3S800F0.05G0X22Z2N10G00X34.4G01Z0X30.4Z-2Z-20X25.42X26.02W-0.3Z-31N20X22Z2G00X100Z100M05M00T0303 5mm内孔切槽刀;G95M03S500F0.03G00X22Z2Z-20G01X28.4X22W2X28.4W-2G00X22Z2G00X100Z100M05M00T0404 60°内螺纹车刀;G95M03S400G00X22Z2G82X30Z-16F1.5X30.6Z-16X31Z-16X31.8Z-16X32Z-16X32Z-16G00X100Z100M05M3010.3.3 工件右端外圆加工程序:O0003 文件夹名;%0003 程序名;T0101 35°尖刀;G95M3S500F0.15G0X62Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X62Z2N10G00X56G01Z0G03X45.73Z-16.16R28G02X50Z-50R27G00X62G00X100Z100M05M3010.3.4 工件右端内孔加工程序:O0004 文件夹名;%0004 程序名;T0202 内孔车刀;G95M3S400F0.15G0X22Z2G71U1R1P10Q20X-0.5Z0.1G0X100Z100M5M0T0202G95M3S800F0.05G0X22Z2N10G0050G01Z0G03X28.02Z-20.71R25G01Z-40.71X23.42X24.02W-0.3N20X22Z2G00X100Z100M05M30工作任务1111.1 机械加工工序卡片11.2 刀具卡片11.2 加工程序11.3.1工件左端加工程序O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;;G95M3S500F0.15G0X52Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X42.4X43Z-0.4N20Z-35G00X100Z100M5M3011.3.2工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X42.4X43Z-0.3N20Z-12G00X100Z100M5M3011.3.3工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0N20G02X43Z10R9G00X100Z100M5M3011.3.4 工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101G95M3S500F0.15G0X10Z2G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X10Z2N10G00X43G01Z0G02X27.57Z-4.91R9G0X10Z2X100Z100M5M30工作任务1212.1 机械加工工序卡片12.2 刀具卡片12.3 加工程序12.3.1 件2左端外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X25.98G01Z0X29.98Z-2Z-25N20X42G00X100Z100M05M00T0202 4mm切槽刀;G95M03S500F0.03G00X35Z2Z-25G1X26X35G00X100Z100M05M30件2 右端程序:0002 文件名;%0002 程序名;T0101 90°外圆车刀;G95M3S600F0.15G0X42Z2G00X100Z100M05M00T0101G95M3S1500F0.05G0X42Z2N10G0X0G1Z0N20G03X30Z-30.66R19G0X100Z100M5M3012.3.2 件1左端外圆程序: 0003 文件名;%0003 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G0X47.99N20Z-15G00X100Z100M5M30T0303 内孔车刀;G95M3S400F0.15G0X242G71U1.2R1P10Q20X-0.5Z0.1G0X100Z100M5M0T0303G95M3S550F0.08G0X24Z2N10G03X38Z-[SQRT19*19-15*15]R19 G1X24N20Z2G00X100Z100M5M30件1 右端程序:0003 文件名;%0003 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G00X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N20G00X36G1Z0X40W-2X40Z-25N20X48W-15G00X100Z100M5M00T0303 内孔车刀;G95M3S450F0.15G0X24Z2G71U1.2R1P10Q20X-0.5Z0.1G0X100Z100M5M0T0303G95M3S550F0.08G0X24Z2N10G0X34G1Z0X30W-2Z-40N20X28G0Z2G00X100Z100M5M30工作任务1313.1 机械加工工序卡片13.2 刀具卡片13.3 加工程序13.3.1 件2外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00X0G01Z0X47.4X48Z-0.3N20Z-32:G00X100Z100M5M3013.3.2 件1左端外圆加工程序;O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00X0X46X48Z-1N20Z-25G00X100Z100M5M3013.3.3 件1 右端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X5Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X5Z2N10G00X0G01Z0X30X36Z-30N20X50G00X100Z100M5M3013.3.1 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 内孔车刀;G95M3S500F0.15G0X26G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0G95M3S800F0.05G0X26Z2N10G00X36G01Z0N20Z-30G0X28Z2X100Z100M5M30工作任务1414.1 机械加工工序卡片14.2 刀具卡片14.3 加工程序14.3.1 件2外圆加工程序:O0001 文件夹名;%000 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X37.4X38Z-0.3N20Z-35G00X100Z100M5M3014.3.2 件1左端圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X34X38Z-2Z-25N20X40G00X100Z100M5M3014.3.3 件1右端外圆加工程序;O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2:G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X26X30Z-2Z-30N20X40G00X100Z100M5M00T0202 3mm刀宽切槽刀;G95M3S500F0.03G00X42Z2Z-30G01X26.1X32W2X26.1X32W2X30X26W-2W-2X32G00X100Z100M5M00T0303 60°螺纹刀;G95M3S500G00X38Z2G82X29.2Z-25F1.5X28.8Z-25X28.4Z-25X28.2Z-25X27.83Z-25X27.83Z-25G000X100Z100M5M3014.3.3 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 内孔车刀;G95M3S400F0.15G0X26Z2G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0101G95M3S800F0.05G0X26Z2N10G00X31.83G01Z0X27.83Z-2N20Z-32G0X24Z2X100Z100M5M00T0202 60度内孔螺纹刀;G95M3S400G00X28Z2G82X28.6X-32F1.5X29Z-32X29.4Z-32X29.8Z-32X29.9Z-32X30Z-32X30Z-32G00X100Z100M5M30工作任务1515.1 机械加工工序卡片。