二辊周期式轧管机孔型设计_周小芳
计算机辅助设计二辊定径机孔型
计算机辅助设计二辊定径机孔型肖永忠 罗 涛 黄大兵(610069 成都无缝钢管有限责任公司)摘 要 介绍了以计算机为辅助工具,用宽展量法设计二辊定径机椭圆孔型的基本步骤及计算机设计框图。
此方法比传统设计方法具有设计效率高、质量好等优点。
关键词 二辊定径机 孔型设计 计算机辅助设计CAD OF ROLL GROOVE OF TWO-H IGH SIZING MILLXiao Y o ng zho ng L uo T ao Huang Dabing(Chengdu Sea mless Steel T ube Co.,Lt d.)Abstract Intr oduced in the ar ticle a re the pr ocedur e o f desig ning ov al gr o ove o f the tw o-high sizing mill r oll by means o f the percentag e spread method and w it h computer as an aid too l and the CAD blo ck diag par ed w ith the co nv ent ional metho d,the said CA D metho d is mo re effec-tiv e and pro duces bet ter desig n quality.Key words T wo-hig h sizig mill G ro ov e desig n CAD前言二辊定径机具有结构简单、换辊快速的特点,并可实现外径调整的闭环控制,在钢管生产中它占有重要的地位。
成都无缝钢管有限责任公司1992年投入使用的12架微张力减径机,其孔型的设计长期采用宽展系数法,用此法设计需进行反复校核和计算,且对宽展系数的取值要求经验性强,没有一个设计标准参考函数,故无法利用计算机进行自动优化设计。
周期式轧管机轧辊孔型设计的改进
只 能 在 轧 辊直径 增 大 时 工 作 辊孔
!∋
“ 。
一压 下 系 数
。
。
空 轧 段的 长度
年 开始 用 直 径 增 大 的 周 期 式 轧 辊
进 行 工 业 性 试轧
因 为轧 辊 是 根 据 它 们 的
方可
。 。
/ 。
1
例如
∗ ) ∗∀
”
,
原 设 计沛了∗ − −
.
/
,
型 的 空 轧段 中心 角从
,
式中 的
和
7 &
,
为
直径
3
,
和 3
5
轧 辊 增
不过
。
,
要受 喂料 器气 缸活
&
的转 速
那 么
; −
火
轧 辊 直 径
,
9 由 了 :− −
塞 速度 性能 的 限制
回转时 间 内
,
周 期轧管机 工 作辊 的
大 到 ∗
7
5
时
二
轧 辊 转 速 便 提 高 到
∋
・
转 速不 应 超过 这个 限度
即在轧 辊空轧 段
和 喂入 量 都不 变 的 情 况 下 2 车管 质 量
。
在轧 辊 转 速
,
还可 以 采 用 轧
提高) Β和 ) Β 6
很 有 前 途 的 辊 身 直 径为
。
机 作业 制 度 稳定 化方 法 改 善 大 直 径 轧辊 的
∃ 年 用最
和 ΔΕ ; − − 的 轧辊 孔 型 设 计 方案
辊 身直 径 增 大 的 轧 辊除 了 能 够 在 不 增
以为 改 善 轧 管 质 量 而调 整 轧 制 制 度
二辊周期钢管冷轧过程轧制力研究
( 2 0 8 I n s t i t u t e o f Ch i n a Or d n a n c e I n d u s t r y . B e i j i n g 1 0 2 2 0 2)
Hale Waihona Puke 而新增 的轧制 金属 体积 一样 ,必 然会 导致 反 行程 轧 制力要 比正行程 轧制力 大 。
3 结 论
p i  ̄e i f n g o f z i r c l a o y t u b e s [ J ] . J o u r n l a o f Ma t e r i a l s P o r c e s s i n g T e c h —
c o l d — p i l g e r i n g p r o c e s s [ J ] . T u b e P i p e T e c h n o l , 1 9 8 8 ( 1 ) : 2 7 — 3 1 .
2 3 5 2 3 . 6 2 3 7 2 3 8 2 3 9 2 40
o g y ,2 01 4, 21 4: 1 6 2 7 —1 6 3 7 .
[ 3 ] S t i n n e r t z , H . C o l d md u c i n g o f n o n — f e r r o u s me t a l t u b e s b y t h e
[ c ] , / 美 国 MS C软件公司北京代表处 . MS C . S o t f w a r e虚拟产品开 发( V P D) 中国用户大会 E 京: MS C . , 2 0 1 0 : 1 — 9 .
钢管生产工艺中二辊穿孔机轧辊装置的改进与应用

[ 关键词] 钢管二辊穿孔机 轧辊装置 双列圆锥滚子轴承
中图分类号 :F 3 2 3 . 3 文献标识码:A 文 章编号 :1 0 0 9 - 9 1 4 X( 2 0 1 3 )0 8 — 1 4 0 - 0 1 配 ),轧辊联轴器是与穿孔机前台部分 的万 向联轴节联接 ,单列圆锥 滚子轴承 同时承载着联轴节运动过程中的径 向载荷 和轧辊辗轧过程中 的轴 向载荷 ( 以径 向载荷为主 )。由于单列圆锥滚子轴承只能传递单 向轴 向载荷 ,因此 ,为传递相反方向的轴向载荷需安装一个与之对称 的圆锥滚子轴承 。单列 圆锥滚子轴承有一个外 圈,其 内圈和一组锥形 滚子 由筐形保持架包罗成一个 内圈组件 ,外圈可以与内圈组件分离 , 安装时可调整轴承的游隙 ,外圈滚道的圆锥角在 1 0 — 1 9 。之前 ,能够 同时承受径 向 ( 为主) 与轴 向载荷的联合作用 。由于轧辊在持续辗轧 的生产过程 中,轧辊经常 出现径 向跳动的现象 ,主要原 因是轴 向冲击 力产生使辗轧 出来 的钢管毛管呈现波浪形 ,严重影响钢管毛管外表面 质量 问题 。 故选用 同轴径 的双列 圆锥滚子轴承 ( 背对 背装配 ),根据机械设 计手册查 出得知 ,原单列 圆锥滚 子轴 承 3 0 2 2 6的基本额定载荷 c r = 3 6 5 K N , C o r = 5 2 0 K N, 现选用的双列 圆锥滚子轴承 3 5 2 1 2 6的基 本额定 载荷 C r = 5 4 0 K N, C o r =1 0 0 0 K N ,由此可以看 出,现双列 圆锥滚子轴 承基本额定轴 向载荷与径 向载荷远远大于单列圆锥滚 子轴承 , 尤其是 基本径 向载荷 。同时, 双列 圆锥滚子轴承外圈 ( 或内圈 ) 是一个整体 , 两个 内圈 ( 或外 圈 ) 小端面相近 ,中间有隔圈 ,游隙是靠 中间的隔圈 的厚 薄来调 整的 , 也 可用 隔圈的厚薄来调整双列圆锥滚子轴承预过盈 。 单 列圆锥滚 子轴 承游隙需在用户安装时调整 ,而且游隙不易被检测 ,
轧管机环形孔型工作段曲线设计及应用
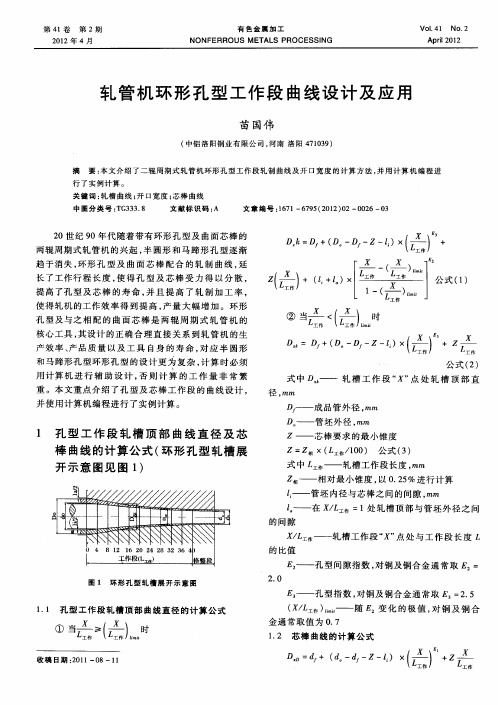
3 孔 型 工 作段 轧槽 的 实例 计 算
孔型工 作 段 轧 槽 尺 寸 及 芯棒 直径 实 例 计 算 。 已 知轧 机轧制 坯料 为 4 0Xl m 轧 制 成 品规格 4 , O m, 8 2X 2 2 m, 进量 为 1 m 孑 型工 作段 长度 为 6 0 m。 .m 送 2 m, L 0m
1 1 孔型 工作段 轧槽 顶部 曲线直 径 的计算公 式 .
① 去≥ 当 ( 去 时
收 稿 日期 :0 1— 8—1 21 0 1
。
一
。
dZi ( ,- × - l 去 z 去
第 2期
有 色金 属 加 工
2 7
X +m kX
公式 ’ 式 中 D柚—— “ 点处 的 芯棒直 径 , m ” m z
孔型 及与 之 相 配 的 曲 面芯 棒 是 两 辊 周 期 式 轧 管 机 的
。 邶。I -× + 一- l( DZi 去广 )
z川 × ㈥ I 『
,
=
㈩
核心 工具 , 其设计 的正确 合 理 直接 关 系 到轧 管 机 的生 产效 率 、 品质 量 以 及 工 具 自身 的 寿 命 , 应 半 圆形 产 对
的 比值 E — — 芯棒 指数 , 对铜 及铜 合金 通 常取 E 2 5 = . 从 以上 孔 型及 芯 棒 曲线 的计算 公 式 中 可 以看 出 , 孔 型工 作 段轧槽 顶 部 直径 的变 化 与管 子 的 内径无 关 , z
② ,去) 当 < l ( i l l i 时
面管 子 的断面 面积之 比
F : — w b k
-
二辊周期冷轧管机孔型侧壁开口度分析
出现拉裂现象 , 还会使所轧出的管子 出现大的椭 圆
度, 成为 废 品。 总 之 孔 型 侧 壁 开 口度 的过 大 过 小 ,
都将恶化管子的壁厚不均匀变形 , 影响管子质量降
低 生产 产量 , 间接 增 加 生产 成 本 。故 为 轧 出具 有 良 好 精度 和质 量 的钢管 , 需 寻 找 出一 个 合 适 的孔 型 侧 壁 开 口度变 化 曲线 。
文章编 号 : 1 6 7 3— 2 0 5 7( 2 0 1 5 ) 0 5—0 3 5 7— 0 5
二 辊周 期 冷 轧 管 机 孑 L 型侧 壁 开 口度分 析
张志娜 , 双远 华 , 张志武 , 周 研
( 太原 科技 大 学 , 太原 0 3 0 0 2 4 )
摘 要: 通过选取不 同的轧辊孔 型侧壁 开 口度 对管材 轧制质 量 , 生产效率 等方 面的影响 着手 , 分析
作者简介 : 张志娜( 1 9 8 9一) , 女, 硕士研究生 , 主要研究方 向为周期 冷轧管机孔型设计及其工艺参数优化。
3 5 8
太
原
科
技
大
学
学
报
2 0 1 5焦
槽宽度确定 的恰到与否又更多 的受孔型侧壁开 口
度影 响 , 故 在 得 到 合 理 的 轧槽 宽 度 时 , 应 先 得 到 合 理 的孔 型侧 壁开 口度值 。
于 HN T N — H T 3 设 计 方法 , 具有 一定 局 限性 。
本 文基 于传 统孔 型 侧壁 开 口度 设 计公 式 , 综 合 考 虑不 锈钢 在往 复辗 轧 过程 中塑性 变 形 特点 , 及 轧
质量和轧机的产量。此外大量 的生产实践表明 , 开
二辊斜轧穿孔机的设计与调整

二辊斜轧穿孔机的设计与调整潘峰【摘要】分析探讨了二辊斜轧穿孔机穿孔轧制的变形特点,在达到设计毛管规格的基础上,分析了确保穿孔质量的减径量最小和自由变形区长度最小的两个原则,并据此提出穿孔设计调整的理论和计算方法.分析认为:采用全新的三段式入口锥穿孔辊辊型设计理念可以优化传统的辊型,推动穿孔工艺由经验向理论、定性向定量方向发展.【期刊名称】《钢管》【年(卷),期】2016(045)001【总页数】4页(P27-30)【关键词】二辊斜轧穿孔机;穿孔变形区;穿孔减径量;自由变形区长度;三段式人口;穿孔辊【作者】潘峰【作者单位】宝山钢铁股份有限公司,上海201900【正文语种】中文【中图分类】TG333.8潘峰(1959-),男,教授级高级工程师,主要从事热轧无缝钢管的轧制工艺研究及连轧管机的孔型设计工作。
斜轧穿孔是热轧无缝钢管轧制的第一道变形工序,对成品管质量和尺寸精度有根本性的影响;而大部分轧制缺陷产生于穿孔工序,且较为严重。
因此,若在穿孔工序中钢管壁厚精度出现偏差,在后续变形工序是很难消除的,其尺寸和形状的偏差具有“遗传性”;即使后续采用纵轧生产,孔型约束性很强,虽有一定改善,但也不能完全消除来料的形状偏差[1-7]。
穿孔工序的基本特点是斜轧和单机架。
单机架与纵轧连轧多机架相比,没有多机架间保持金属秒流量稳定的要求,相对简单;斜轧与纵轧相比,斜轧空间关系更为复杂,纵轧变形区在孔型设计时可以简化视为平面图形,斜轧变形区需视为立体空间,孔型封闭性不如纵轧。
虽然在斜轧穿孔时可以通过调整多种参数组合来获得毛管目标尺寸,但会增加选择难度,理论分析不准确,反而更依赖于生产现场的经验。
目前,斜轧穿孔的孔型设计和轧机调整基本属于经验型。
与纵轧相比,斜轧的穿孔阻力更小,但存在横向变形的缺点,是影响钢管变形的“瓶颈”工序。
另一方面,相同延伸系数下,斜轧变形作用更强,反而有利于金属变形组织的形成[8-13]。
进入21世纪,桶形辊穿孔机向锥形辊穿孔机发展,两者的变形区相同,只是运动学方面的特征不同。
周期轧管机孔型优化设计
周期轧管机孔型优化设计宋光鑫,唐泽华(衡阳华菱钢管有限公司,湖南衡阳421001)摘要:介绍了周期轧管机孔型设计的基本原理,并结合实际生产经验,对部分参数给出了参考范围,对参数的选择原理进行了简单的剖析,方便在周期轧管机孔型开发过程中更好的适应实际生产的需要,提高产品质量和生产效率。
关键词:周期轧管机;轧辊;孔型设计;锻轧段曲线;侧壁角Metallurgy and materials作者简介:宋光鑫(1983-),男,汉族,湖南常德人,硕士,研究方向:轧钢工程。
衡阳华菱钢管有限公司(以下简称衡钢)φ720机组采用德国SMS Meer 公司引进的周期轧管机组,周期轧管工艺采用单机架往复轧制的方式,具有变形量大、轧制范围广、品种规格适应性强的优点,但是周期轧管工艺与其他纵轧工艺相比有两个方面的典型特征:一是孔型的断面形状和尺寸随着轧辊的转动是变化的;二是金属的流动方向与轧制方向相反,这种工艺特性决定了合理的周期轧管机孔型设计是保证产品质量和生产效率的关键。
本文通过对周期轧管机孔型设计原理进行分析,借鉴国内外周期轧管机组孔型设计经验,结合衡钢φ720机组的生产实践,浅析周期轧管机孔型优化设计的基本原理,为实际生产操作和孔型开发提供参考依据。
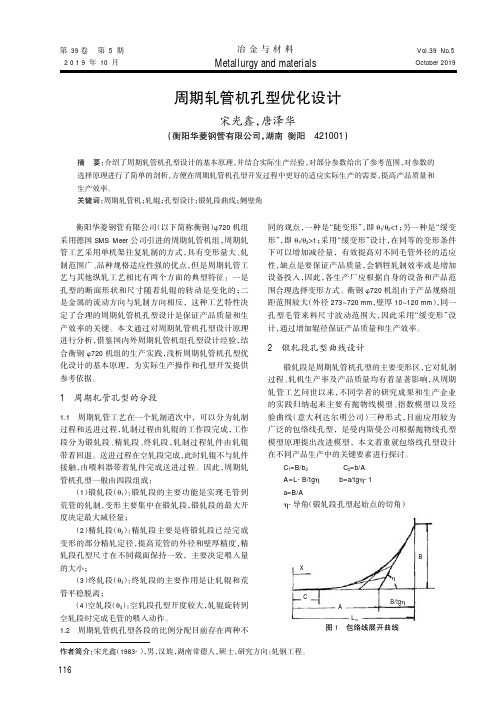
1周期轧管孔型的分段1.1周期轧管工艺在一个轧制道次中,可以分为轧制过程和送进过程,轧制过程由轧辊的工作段完成,工作段分为锻轧段、精轧段、终轧段,轧制过程轧件由轧辊带着回退。
送进过程在空轧段完成,此时轧辊不与轧件接触,由喂料器带着轧件完成送进过程。
因此,周期轧管机孔型一般由四段组成:(1)锻轧段(θ1):锻轧段的主要功能是实现毛管到荒管的轧制,变形主要集中在锻轧段,锻轧段的最大开度决定最大减径量;(2)精轧段(θ2):精轧段主要是将锻轧段已经完成变形的部分精轧定径,提高荒管的外径和壁厚精度,精轧段孔型尺寸在不同截面保持一致,主要决定喂入量的大小;(3)终轧段(θ3):终轧段的主要作用是让轧辊和荒管平稳脱离;(4)空轧段(θ4):空轧段孔型开度较大,轧辊旋转到空轧段时完成毛管的喂入动作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 设计原理与方法
壁厚压下段等分为7段,设计的各截面壁厚及 孔型直径如 图 3 所 示, 横 坐 标 表 示 截 面 位 置, “0” 表示壁厚压下段开始位 置, “7” 表 示 壁 厚 压 下 段 末
第3期
周小芳:二辊周期式轧管机孔型设计
57
端。由图3可以看出,设计的孔型直径为斜率逐渐 减小的Байду номын сангаас线。
f 为摩擦系数;t0 为 管 坯 壁 厚;tx 为 计 算 断 面 的 管
现代金属管材生产,尤其是合金钢、有色合金 及各种高变形抗力合金管材的生产广泛采用周期式 冷轧管机 。 [1] 轧管 工 具 孔 孔 型 设 计 是 管 材 轧 制 工 艺 中的核心问题,孔型设计的好坏直接影响到产品质 量、轧机生产率、工具寿命以及金属消 耗 。 [2-6] 压 下 段为管材轧制主要变形区,该段孔型设计主要体现 在孔型顶点的曲线上 (即设计各截面孔 型 直 径 Dx), 它是孔型设计的关键,直接决定着轧管的质量和产 量。目前,在设计压下段孔型直径 Dx的 方 法 中, 存 在两种设计方式 : [7-8] 其中一种考虑到轧制过 程 中 金 属塑性的显著降低,以相对变形量沿孔型长度按金 属硬化的程度逐渐减小为设计原则,按这一原则编 制 孔型设计的有奥萨得 ЯЕ、谢瓦金 Ю Ф、НИТИ- НТЗ和 НТЗ等; 另 一 种 是 从 金 属 对 轧 辊 的 压 力 不 变这一条件出发,以绝对压下量沿孔型方向按一定
第37卷 第3期 Vol.37 No.3
FORGING & STAMPING TECHNOLOGY
2012 年 6 月 Jun. 2012
二辊周期式轧管机孔型设计
周小芳
(长治学院 电子信息与物理系,山西 长治 046011)
摘要:根据轧制管材过程的变形特点,并结合单向拉伸曲线,提出设计孔型直径 Dx 的 新 方 法。 设 计 的 各 截 面 壁 厚 及孔型直径逐渐减小,而面缩率随着行程的增加而增加,但增量逐渐减小,以弥补金属加工硬化引起的塑性下降 不足。结果表明,工作锥截面相对变形量沿轧制长度方向逐渐减小,可以充分利用金属的塑性,而且工作锥各截 面的轧制压力总体变化不大,且最大压力分布在中间位置,有利于轧制变形。 关键词:轧制;管材;孔型设计 DOI:10.3969/j.issn.1000-3940.2012.03.013 中图分类号:TG356.5 文献标识码:A 文章编号:1000-3940 (2012)03-0055-04
(6)
φ
=so(so
+do)-s(s+d) so(so +do)
(7)
式中:so 为 原 始 管 料 壁 厚;do 为 原 始 管 料 内 径;s
为管料壁厚;d 为管料内径。
面缩率为管料壁厚与内径的函数,在轧制变形
区,管材内径由芯棒尺寸决定,若已知第n 截面芯
棒直径dn,则可根据面缩率 计 算 工 作 锥 第n 截 面 的 壁 厚sn 。
压下量;Sx 为所求 断 面 上 的 管 壁 厚 度;x 为 动 点 坐
标 (0~l0)。
联立式 (12)、(13) 和 (14),可计算各截面的
轧制压力,如图5所示,图中显示各截面的轧制力
比较平稳,且较大的轧制力分布在轧机行程中间位
置,这与轧机的曲柄连杆运行方式相弥补,保证轧
机顺利平稳运行。
图 4 各 截 面 面 缩 率 的 设 计 值 Fig.4 Designed area reduction rate in cross section
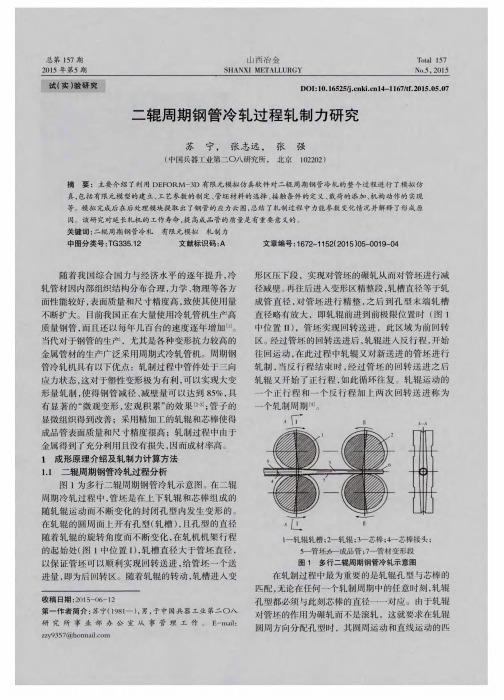
1.1 设 计 原 理 轧管时,管料套在锥形芯棒上,管料每送进一
定长度 (这里用 m 表 示 ), 轧 槽 块 在 管 料 上 碾 轧 一 次,见图1。管 材 的 轧 制 过 程 为 上 下 轧 辊 在 管 料 工 作锥上来回滚压,使工作锥逐步变形,最后得到合 适尺寸的成品管。即工作锥中某一截面管料在轧制
材壁厚;R0 为轧辊主动齿轮半径。
不锈钢的强度极限随变形量可近似为线性关
系 , [10] 计算中强度极限和面缩率的关系为:
σb =650+1297φ
(12)
3 讨论
图 3 各 截 面 设 计 的 壁 厚 和 孔 型 直 径 Fig.3 Designed wall thickness and hole diameter
56
锻 压 技 术
第 37 卷
过程中经历多次 “加载-卸载-加载” 的循环过程, 最后达到成品尺寸。轧制过程中,工作锥中某一截 面材料的 变 形 行 为 与 单 向 拉 伸 中 “加 载—卸 载—加 载—卸载” 的过 程 相 似, 见 图 2。 图 2 中 1、2、3、 4表示加载次数。从图中可以看出,随着不断地加 载和卸载,应力、应变逐渐增加,载荷变化比较平 缓。将此特征应用于轧制变形过程中,将壁厚压下 部分等分为n 段,把总变形量均分到每段,即每段 相对原始的变形量相等,从而可以合理分散变形量, 避免载荷集中,从而实现平稳地轧制。
εn = Nnεl
(5)
式中:n 为截 面 序 数;N 为 壁 厚 压 下 部 分 的 均 分 段
数;εn 为 第n 截 面 的 轴 向 伸 长 率;εl 为 轧 制 过 程 总 伸长率。
轴向伸长率与面缩率的关系为:
图 1 冷 轧 管 时 的 金 属 变 形 1.管 料 2.轧 槽 块 3.芯 棒 Fig.1 Tube deformation under cold-rolling
变化率函数:壁厚变化率按直线变化和指数形式变 化,其中实际生产中主要采用第2种方法 。 [9]
减薄率直线变化:
( ) Δsx
sx
= A 1-2n1lxo
减薄率指数变化:
(13)
Δsx sx
Ae =
-n2lxo
(14)
式中:A 为 待 定 系 数;n1、n2 为 系 数, 依 次 取 0.1
和0.64;l0 为压下段长度;ΔSx 为x 截 面 上 的 管 壁
按 Ф57mm×4.5mm-Ф38mm×1.8mm 的程序轧 制1Cr18Ni9Ti钢 管 时 的 孔 型 设 计。 孔 型 压 下 部 分 的长度lp=410mm, 其 中 减 径 段 长 度ld=74mm, 壁 厚 压 下 段 长 度lo=336mm, 把 壁 厚 压 下 段 等 分 为 7段,每段 的 长 度 为 48mm, 在 镗 制、 研 磨 或 者 在 轧制时 两 轧 槽 之 间 的 间 隙 ΔK =0.4 mm, 送 进 量 m=6mm[7]。 2.2 设 计 结 果 2.2.1 孔 型 设 计
Abstract:A new method to design the diameter of pass (Dx )was established according to the deformation characteris- tics of rolling and the properties of unidirectional tensile curve.The thickness of the cross-section and pass diameter were decreased,while the reduction of area increases with the process,but the increment decreases to compensate the insufficient of plasticity decreasing caused by metal hardening.The design results show that the relative deformation gradually decreases along the rolling direction,which can make full use of metal plasticity.The rolling force almost un- changeds during rolling,and the maximum force is located in the middle part,which is convenient to rolling deforma- tion. Keywords:rolling;tube;pass design
收 稿 日 期 :2011-10-09; 修 订 日 期 :2011-12-28 基金项目:山西省高校科技开发资助项目 (2010128) 作者简介:周小芳 (1980-),女,博士 电 子 信 箱 :xfzhou7259@163.com
规律变化为设计原则,如捷捷林 П К 的孔型设计。 这些设计方法都先假设壁厚相对压下量或绝对压下 量随孔型长度符合某种关系,然后通过试验确定设 计公式中的 相 关 系 数。 周 宜 森 等 提 [9] 出 了 设 计 冷 轧 管孔型的 Ks计 算 方 法 (用 等 差 规 律 分 配 各 道 次 的 壁厚减缩系数 Ks.i的计算方法)。
槡 -dn +
sn =
dn +4Nsn0ε(sl0++Nd0) 2
(8)
已 知 截 面 壁 厚 可 计 算 第 n 截 面 的 孔 型 直 径 Dxn 的值:
Dxn = dn +2sn
(9)
2 设计试验和结果
2.1 设 计 实 例 以文献 [7] 的 例 子, 在 XⅡT-75 冷 轧 管 机 上
2.2.2 轧 制 力 分 布 由单位压力和金属同轧辊的接触面积,可计算
出金属对轧辊的总压力。金属同轧辊的接触面积按 谢瓦金 Ю Ф 推荐公式 : [7]
F0 =1.41ηDx 槡R·Δt