TiAl合金与高温合金的扩散焊接头组织及性能
钛合金与铝合金材料钎焊接头组织及力学性能

钛合金与铝合金材料钎焊接头组织及力学性能邱 花(西安航空职业技术学院,陕西 西安 710089)摘 要:利用现代超声辅助焊接方式,对钛合金和铝合金材料进行钎焊连接。
通过光学试验机、扫描镜和光谱仪对钎焊接头处的微观组织成分进行观察,并对焊接头的剪切强度和相关力学性能进行微观分析研究。
关键词:钛合金;钎焊接头;力学性能;辅助焊接中图分类号: F272 文献标识码: A 文章编号:1002-5065(2018)04-0276-2Microstructure and mechanical properties of brazed joint of titanium alloy and aluminum alloyQIU Hua(Xi'an Aeronautical Polytechnic Institute,Xi'an 710089,China)Abstract: the titanium alloy and aluminum alloy materials are brazed by modern ultrasonic assisted welding. The microstructure components of brazed joints were observed by optical testing machine, scanning mirror and spectrometer, and the shear strength and related mechanical properties of welded joints were analyzed by microcosmic analysis. Keywords: titanium alloy; brazing joint; mechanical properties; auxiliary welding收稿日期:2018-02作者简介:邱花,女,生于1980年,汉,哈尔滨人,硕士,助教,研究方向:理化测试与质检技术。
γTiAl合金自身及其与高温合金的钎焊技术研究进展与趋势

γTiAl合金自身及其与高温合金的钎焊技术研究进展与趋势0 前言γ-TiAl合金具有密度低,比强度、比刚度高,抗氧化性、抗蠕变性能良好等优点,长期工作温度可达760~850℃,是未来极具应用潜力的航空航天用轻质高温结构材料之一[1]。
但是γTiAl合金的工程应用离不开可靠的焊接技术。
γTiAl合金存在室温延性低的问题,采用熔焊方法进行焊接时,表现出较为严重的脆性开裂倾向,需要高达800℃的预热温度[2],并严格控制冷却速率,工艺条件苛刻,施焊困难。
另外,γTiAl合金在铸造过程中容易产生热裂、缩孔、缩松、表面几何缺失等缺陷,这一问题也严重制约γTiAl合金铸件的工程化应用。
钎焊是国际上公认的、广泛应用于精密零部件和复杂薄壁构件焊接以及铸件缺陷修复的再制造方法[3],其采用整体加热,焊接热应力小,零件变形小,可克服诸如熔焊工艺局部加热引起的不均匀热收缩等问题,理论上十分适合于室温脆性大的γTiAl合金材料的精密连接以及合金铸件缺陷的修复。
而且采用钎焊方法,可以实现多个零部件、多条焊缝的一次性同炉焊接,具有高的稳定性。
由于γTiAl合金的密度只有高温合金的一半,在航空航天领域为了实现结构减重,迫切需要采用γTiAl合金替代高温合金,如先进飞行器的蜂窝隔热结构、航天发动机导向器结构等,急需解决γTiAl合金与高温合金的钎焊技术问题。
但是,这两种母材成分体系完全不同、热膨胀系数存在差异、焊接时极易形成TiNi,AlTiNi等脆性金属间化合物,同时缺乏成熟的耐高温钎料,导致γTiAl合金与高温合金的异种钎焊连接非常困难。
文中概述了γTiAl合金自身及其与高温合金钎焊技术的研究现状,讨论了当前存在的问题和不足,并提出了展望。
1 γTiAl合金自身钎焊国内外关于γTiAl合金自身的钎焊连接技术已有较多报道,按采用的加热方式可分为红外加热、感应加热以及真空炉中辐射加热;以中间层钎料的类型来区分,主要有Ti基、Ag基以及Al基钎料。
扩散处理对K403铸造高温合金大间隙钎焊接头组织和力学性能的影响
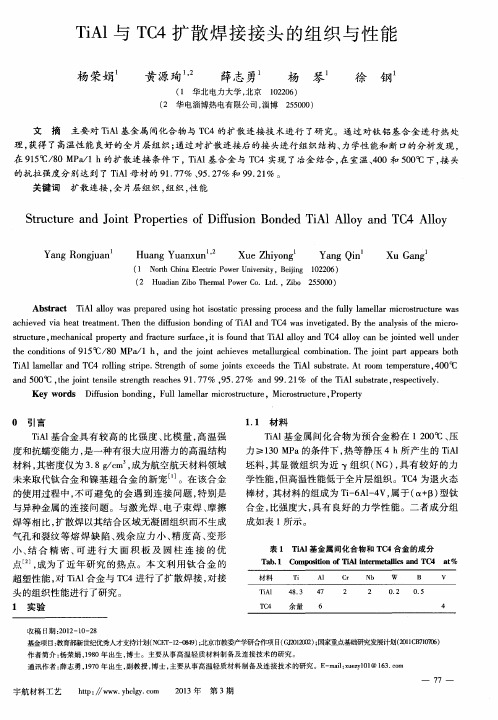
第26卷 第3期2006年6月 航 空 材 料 学 报JOURNAL OF AERONAUTI CA L MATER I ALSVol .26,No .3June 2006扩散处理对K403铸造高温合金大间隙钎焊接头组织和力学性能的影响李大斌1,梁 海2,孙计生2,潘 晖2,刘效方2(1.中国人民解放军第四七二三工厂,河北永年057150;2.北京航空材料研究院,北京100095)摘要:研究采用自制钎料加入FG H95高温合金粉末的K 403铸造高温合金大间隙钎焊后扩散处理参数对接头组织和持久性能的影响。
结果表明,钎焊后进行温度1180℃,32h 的扩散处理,钎缝化学成分及组织均匀,钎缝基体组织为γ固溶体,占体积50%~53%的γ′相均匀分布。
骨架状硼化物化合物消除,少量小块和粒状碳化物和硼化物分布在晶界上。
钎焊接头975℃的持久强度较高。
关键词:组织;性能;扩散处理;大间隙钎焊;铸造高温合金中图分类号:TG 454 文献标识码:A 文章编号:100525053(2006)0320107204收稿日期6226;修订日期6232作者简介李大斌(6),男,硕士,主要从事军用航空发动机的翻修技术工作。
高温合金的大间隙钎焊技术一般是将钎缝间隙中填入纯镍或镍基合金粉与钎料粉的混合物,以改善接头的成形和组织,并提高接头的高温性能[1,2]。
近些年来,国内已有一些研究成果被用于航空发动机涡轮叶片和导向叶片堵盖的钎焊[3]。
由于大间隙钎焊的工艺过程可控性好,比熔焊的焊接温度低,易于实现精确焊接,并具有良好的被焊材料适应性,因此在国外大间隙钎焊技术还被广泛用于涡轮发动机铸造高温合金叶片的修复[4~7]。
而在国内用大间隙钎焊进行钎焊修复的研究工作则刚开始。
因此为满足国内铸造高温合金涡轮叶片修复中的大间隙钎焊的特殊要求,需要研究大间隙钎焊的扩散处理工艺,改善大间隙钎焊接头的成分和组织构成,提高接头合金化程度及重熔温度,从而提高接头高温性能和使用温度[8]。
第3章焊接接头的组织和性能

第3章焊接接头的组织与性能控制
• 焊接接头由焊缝、熔合区和热影响区三部分组成、熔池金属在经历了一系列化学冶金反应后,随着热源远离温 度迅速下降,凝固后成为牢固的焊缝,并在继续冷却中发生固态相变。熔合区和热影响区在焊接热源的作用下,也将 发生不同的组织变化,很多焊接缺陷,如气孔、夹杂物、裂纹等都是在上述这些过程中产生,因此,了解接头组织与 性能变化的规律,对于控制焊接质量、防止焊接缺陷有重要的意义。 • •
• •ቤተ መጻሕፍቲ ባይዱ• • • • •
• • • • • • • •
3.1.3焊缝金属的固态相变 1、熔池结晶组织与焊缝固相转变组织的关系 (1)焊缝结晶的一次组织和二次组织 熔池凝固后得到的组织通常叫做一次组织,大多数钢高温奥氏体.在凝固后的继续冷却 过程中,高温奥氏体还要发生固态相变,又称为二次结晶,得到的组织称为二次组织。 焊缝经过固态相变得到的二次组织即为室温组织。二次组织是在一次组织的基础上转 变而成,对焊缝金属的性能都有着决定性的作用。 (2)焊缝一次组织对二次组织的影响 焊缝金属经历了从液态冷到室温的全过程,其二次组织是在快冷的条件下所形成的逸 出结晶组织的基础上在连续冷却的条件下形成的。因此,焊缝的最终组织不仅与γ→α 转变有关,而且与凝固过程有关。焊缝在不平衡条件下得到的一次组织,直接影响继 续冷却时过冷奥氏体的分解过程及分解产物。 1)焊缝一次组织组织粗大,影响焊缝对二次组织的晶粒度的大小,同时为产生魏氏 体创造了前提。 2)焊缝的偏析在熔池一次结晶时产生,对二次组织和性能产生影响。 2、焊缝金属固相转变 焊缝金属的固态相变遵循一般钢铁固态相变的基本规律。一般情况下,相变形式 取决于焊缝金属的化学成分与连续冷却过程的冷却速度。 1低碳钢焊缝的固态相变 材料极缓慢的冷却条件下,由铁碳合金状态图可知,在平衡状态下低碳钢的低碳钢其 中铁索体约占82%,珠光体约占18% ,其硬度约为83 HB。 (1)焊缝的固态相变过程 熔池凝固后,全部变成A,继续冷却,冷至Ac3线A→A+F至Ac1线,剩余的A→P低碳钢 焊缝金属二次结晶结束时,其组织为F+ P。
TiAl与TC4扩散焊接接头的组织与性能
0 引 言
T i A 1 与T C 4扩 散 焊 接 接 头 的组 织 与 性 能
杨 荣娟 黄 源殉 薛志 勇 杨 琴
1 0 2 2 0 6 )
徐
钢
( 1 华北 电力 大学 , 北京
( 2 华 电淄博 热电有限公司 , 淄博
2 5 5 0 0 0 )
文
摘
主要 对 T i A 1 基金 属 间化合 物 与 T C 4的 扩散 连 接技 术进 行 了研 究 。通过 对 钛 铝基 合 金 进行 热处
Abs t r a c t Ti A1 a l l o y wa s pr e p a r e d us i n g h o t i s o s t a t i c p r e s s i n g p r o c e s s a nd t he f u l l y l a me l l a r mi c r o s t r u c t u r e wa s a c h i e v e d v i a h e a t t r e a t me nt . Th e n t he di f f u s i o n b o n d i n g o f Ti A1 a n d TC 4 wa s i n v e t i g a t e d .By t h e a n a l y s i s o f t h e mi c r o -
理, 获得 了高温性 能 良好 的全 片层 组 织 ; 通过 对扩散 连 接后 的接 头进 行组 织 结构 、 力 学性 能和 断 口的分 析发 现 , 在9 1 5  ̄ C / 8 0 MP a / 1 h的 扩散 连接 条 件 下 , T i A 1 基合 金 与 T C 4实现 了 冶金 结合 , 在 室 温、 4 0 0和 5 0 0 ℃ 下, 接 头
TiAl基合金及其连接技术的研究进展

1r 02i E C 一 . S 等 。
表 1 钛合金、 钛铝化合物及高温合金的性能对 比…
2 TiI 合金 的熔焊 A基
但所获接头易产生凝固裂纹, 淬硬倾 向较大, 因而力学 性能普遍较差。此外 , T 1 对 i 基合金冶金方面的研究 A
貌 , 别是 全片层 ( L 、 片层 ( L 、 态 ( ulx 和 分 F )近 N )双 D pe ) 近 ( G) 织 。 目前 具 有 工程 意 义 的 双相 合 金 主 N 组 要有 T 一 8 1 2 r 2 b T 一 7 1 2 5 b一2 C + i 4 A — C 一 N 、i 4 A — .N (r
延高温合成和摩擦焊等连接方法 , 了各种方法用 于 TA 基合金连 接时 的优缺点 。由于 TA 基 合金室 温塑性 分析 i1 il
差, 采用熔 焊方法连接时焊后冷却速度块 , 接头组织淬硬倾 向大 , 易形成 固态裂纹。固态连接方 法大多可控 制焊接 热循环 , 焊接过程 中加热峰值温度相对较低 , 对母材组 织影 h d , 避免裂纹 等缺陷 , i ,可 n 因而采 用 固态 连接方法 具有 优势 。如果能进一步降低冷却速 度 , 则将熔焊方法用于 TA 基合金的连接有很好 的应 用前 景。 i1
量, 但却 产 生裂纹 。熔 化区 的硬 度 相 比于母 材 增 大 , 导
生。M C ht vd 等 人_ 还发 现 , . .C a r i ue 8 电子 束焊 焊接 TA 基合金 时 ,0 / 是 — 相变 的极 限冷却速 i1 60 o s C 度, 高于这个冷速时 , 相并没有分解成 相 , 只是发
TA15钛合金扩散钎焊界面微观组织及性能研究
TA15钛合金扩散钎焊界面微观组织及性能研究李雪飞;邹鹤飞;陈志凯;岳海金;高晶;邢斌;王硕【摘要】TA15 alloy is vacuum brazed with Ti37.5Zr15Cu10Ni ifller metal. The microstructure of in-terface diffusion welding brazing is analyzed. Meanwhile, the mechanical properties of the joint are tested at room temperature and low temperature of liquid nitrogen. The results show that the fast diffusion between the solder and the TA15 alloy occurs, and the microstructure of weld is needle like. The joints are brittle fracture in the joint at room temperature and low temperature of liquid nitrogen. The tensile strength of the joints at room temperature reaches 93.8%of the base material.%采用钛基钎料Ti37.5Zr15Cu10Ni作为中间层对TA15钛合金进行了真空扩散钎焊,对扩散钎焊接头界面微观组织进行了分析,同时测试了接头室温和液氮低温力学性能。
试验结果表明:钎料与TA15基体发生了快速的互扩散,焊缝微观组织全部呈针状,接头室温和液氮低温状态下均脆断于焊缝,室温拉伸强度达到基体材料拉伸强度的93.8%。
【期刊名称】《航空制造技术》【年(卷),期】2015(000)017【总页数】3页(P73-75)【关键词】扩散钎焊;TA15钛合金;力学性能;微观组织【作者】李雪飞;邹鹤飞;陈志凯;岳海金;高晶;邢斌;王硕【作者单位】首都航天机械公司;首都航天机械公司;首都航天机械公司;首都航天机械公司;首都航天机械公司;首都航天机械公司;首都航天机械公司【正文语种】中文钛合金由于具有高比强度、耐蚀、耐温和耐热等优点,在国内外航空、航天领域得到广泛研究和应用。
TiAl
T i A l基合金是一种新型高温结构材料,其密度低,高温性能如强度,抗蠕变性能较好,是650~1000℃使用的最佳候选材料。
(蠕变:固体材料在保持应力不变的条件下,应变随时间延长而增加的现象。
它与塑性变形不同,塑性变形通常在应力超过弹性极限之后才出现,而蠕变只要应力的作用时间相当长,它在应力小于弹性极限施加的力时也能出现。
)但是室温塑性差、高温抗氧化性不是很好。
其性能与显微组织密切相关,其中粗大的全层状组织具有优良的高温抗蠕变性能和较高的断裂韧性,但其室温延性低;细小的双态组织具有优良的室温延性,但其高温抗蠕变性能和断裂韧性低。
TiAl基合金属于极难加工材料,通常在700℃以下范围内,其塑性极差,伸长率很低,无法进行塑性加工,在大于1100℃高温下,虽然塑性有所改变,但变形抗力仍然很大,因而很难对其进行塑性加工。
TiAl 合金4种典型组织:全片层组织、近层片组织、双态组织、近 单相组织。
全片层组织的TiAl合金表现出最佳的抗蠕变能力,但是其脆性高,室温塑性差。
高温时会得到全片层和近片层组织,提高抗蠕变性能。
所以焊接过程中可以通过预热和减小焊接速度来提高接头抗蠕变性能,TIAI基合金进行熔焊时,由于塑性变形能力差,所获接头易产生热裂纹,因而力学性能普遍较差。
所以降低冷却速度是减少裂纹产生的重要方法,TIG钨极惰性气体保护焊、激光焊、电子束焊:当在一定温度预热时,没有产生裂纹,但是在无预热的相同条件时接头存在大量裂纹;同时降低焊接速度也会减少裂纹的产生。
所以当采取预热和降低焊速等减缓冷却速度的方式时,可以避免裂纹产生。
因为冷速较大下α→γ相变完全被抑制,单一α相脆性很高,a+r相塑性好。
要想获得无裂纹焊缝必须促进α→γ相变,转变为块状γ相和层片组织。
固态连接:与熔焊相比,固态连接方法大多可控制热循环,从而改善连接质量。
扩散焊是一种有效连接TIAI基合金的方法。
连接过程中母材保留了原有的力学性能,并且接头拉伸性能几乎和母材相当, 但是扩散所需的温度高、时间长。
工艺参数对过渡液相扩散连接TiAl基合金界面组织及接头强度的影响
t r a n s i e n t l i q u i d p h a s e d i f f u s i o n b o n d i n g j o i n t o f T i A ! 一 b a s e d a l l o y
Li Ha i x i n ,Li n Ti e s o n g ,H e P e n g ,Li Li a n g ,Fe n g J i c a i
中图分 类号 : TG 4 5 4 文献标志码 : A 文章编 号 : 2 0 9 5 —2 7 8 3 ( 2 0 1 3 ) 0 8— 0 8 0 1 —0 3
Ef f e c t s o f b o n d i n g pa r a me t e r s o n i n t e r f a c e s t r u c t u r e a n d b o nd i ng s t r e ng t h o f
( 1 .S t a t e Ke y L a b o r a t o r y o f Ad v a n c e d We l d i n g a n d J o i n i n g,Ha r b i n I n s t i t u t e o f T e c h n o l o g y,Ha r b i n 1 5 0 0 0 1 , C h i n a ; 2 .I n s t i t u t e o f O c e a n o g r a p h i c I n s t r u me n t a t i o n ,S h a n d o n g Ac a d e my o f S c i e n c e s , Q i n g d a o , S h a n d o n g 2 6 6 0 0 1 , C h i n a )
Ti150与TC19异种钛合金钎焊工艺与接头性能研究
ElectricWelding MachineVol.52No.6Jun.2022第52卷第6期2022年6月Ti150与TC19异种钛合金钎焊工艺与接头性能研究淮军锋1,2,尚泳来1,2,任海水1,2,丁宁3,静永娟1,2,郭万林1,21.中国航发北京航空材料研究院焊接与塑性成形研究所,北京1000952.北京市航空发动机先进焊接工程技术研究中心,北京1000953.空军装备部驻北京地区第六军事代表室,北京100024摘要:高温钛合金Ti150是能在600℃环境下长期服役的新型高温钛合金,TC19钛合金是一种富β的α+β两相钛合金,具有高强度、高韧性的特点。
采用Ti-21Cu-13Zr-9Ni (wt .%)非晶合金箔带作为钎料,进行了Ti150高温钛合金与TC19钛合金的真空钎焊连接工艺研究。
通过扫描电镜分析接头组织,利用万能试验机测试接头室温和高温拉伸强度。
结果表明:在930℃/35min 钎焊条件下,接头室温抗拉强度955.3MPa ,500℃高温抗拉强度达到540.0MPa ,550℃高温抗拉强度达到505.6MPa ,接头室温拉伸试样断裂于焊缝,断口总体为脆性断裂,接头高温500℃、550℃拉伸试样均断于Ti150基体上或近Ti150端面上,Ti150基体端断口有明显的延伸塑性变形。
关键词:Ti150高温钛合金;TC19钛合金;异种材料连接;钎焊;力学性能中图分类号:TG454文献标识码:A文章编号:1001-2303(2022)06-0093-06Research on the Brazing Process and Joint Properties of Ti150/TC19Dissimilar Titanium AlloysHUAI Junfeng 1,2,SHANG Yonglai 1,2,REN Haishui 1,2,DING Ning 3,JING Yongjuan 1,2,GUO Wanlin 1,2boratory of Welding and Forging,Beijing Institute of Aeronautical Materials,Beijing 100095,China2.Beijing Engineering Technology Research Center for Advance Welding of Aero-Engines,Beijing 100095,China3.The Sixth Military Representative Office of Airforce in Beijing,Beijing 100024,ChinaAbstract:High temperature titanium alloy Ti150was developed for the aero-engines with high thrust-weight ratio and with long-term service temperature of 600℃.TC19is a two-phase (α+β)titanium alloy with high strength and toughness.The vacuum brazing process of the two titanium alloys was conducted using Ti-21Cu-13Zr-9Ni (wt .%)as filler metal.The joint microstructure and element distribution of joint were analyzed by means of SEM and EDS,meanwhile the tensile strength of the joint was measured at the room temperature and high temperatures by universal testing machine.The results showed that under the brazing condition of 930℃/35min,the joint tensile strength at room temperature reached up to 955.3MPa,and the strength of 540.0MPa and 505.6was maintained at 500℃and 550℃,respectively.The tensile specimens at room tem ‐perature fractured within the brazed seam and the fractured surface exhibited brittle characteristics.The tensile specimens fractured within the Ti150metal substrate when tested at 500℃and 550℃,and plastic deformation was observed at the fractured surface.Keywords:Ti150high temperature titanium alloy;TC19;dissimilar material connection;brazing;mechanical properties引用格式:淮军锋,尚泳来,任海水,等.Ti150与TC19异种钛合金钎焊工艺与接头性能研究[J ].电焊机,2022,52(6):93-98, 104.Citation:HUAI Junfeng,SHANG Yonglai,REN Haishui,et al.Research on the Brazing Process and Joint Properties of Ti150/TC19Dissimilar Tita ‐nium Alloys[J].Electric Welding Machine,2022,52(6):93-98,104.*收稿日期:2022-04-15基金项目:国家自然科学基金资助项目(51804286);北京市自然科学基金资助项目(3212014)作者简介:淮军锋(1980—),男,学士,工程师,主要从事钎焊材料及钎焊工艺研究。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
区) 第 三类 则是 未充 分 扩 散 的 中间 层 合 金残 留相 ( , 图 2中“ ” “ ” , 中还 溶 入 了部 分从 Ti 母材 中扩 4 , 5 区) 其 Al 散 过来 的 Al 原子 。在 剪切 试样 断 口表 面 的 X射 线 衍 射 图谱 中分 析 出 焊 缝 中含 有 T ( C ) ( 3 i Ni u 相 图 ( ) 。推 断 焊 缝 中 的 “ ” 应 为 中 间层 T — r u Ni a) 3 区 i — — Z C 合金的 C u原 子 占据部 分 Ni 晶格 点 阵 中的 Ni 子 Ti 原
位 置 所 形 成 的 T ( i C ) 。 在 断 口 表 面 X D 图 iN u 相 R
散进 入焊 缝 中的 Ni 子 含 量 都 明 显 提 高 , Ti r 原 与 — — z
CuNi 金 中的 T 原 子 发 生 反 应 生 成 大 量 的 Ti — 合 i 3 Al 相 和 N- i ( 2中的“ ” 9 区) T相 图 7 和“ ” 。T — rC — 合 i — uNi Z 金 中的 C , r 子 则 富 集 在 “ ” “ ” , uZ 原 6 , 8 区 与其 他 元 素 形 成 新 的物 相 。从 剪 切 试 样 断 口表 面 X 射 线 衍 射 图 谱 ( 3 b ) 知 , r 和 T ( u A1 图 ()可 AlNi 相 Z iC , ) 相 可 能 就 分 布在 这些 区域 。
T Al i 合金 与 钢 、 合 金 及 陶 瓷 这 些 异 种 材 料 组 合 开 钛 展l , 6 而对 更 能 发 挥 高 温 性 能 优 势 、 潜 在 应 用 前 ] 有 景 的 T Al高 温 合 金 组 合 接 头 的 扩 散 焊 技 术 研 究 相 i /
间层进 行 T Al GH3 3 异 种 材 料组 合 的 液相 扩散 i 和 56
U sng TiZrCu Nia l y a h n e l y r。 lq i — a e d f u i n n e w e n i — — lo s t e i t ra e i u d ph s if son bo di g b t e Ti la d G H 3 6 A n 53
t ra e . ee e itd ma y h lsi h AlGH2 3 on n e h i u in b n ig c n i o f e ly r Th r x se n o e n t eTi / 0 6j i tu d rt edf so o d n o d t n O f i 10 ℃/0 0 0 2 MPa 1 / h,a d t e a e a e s e r sr n t fj it a o m e e au e W3 n y l M P . n h v r g h a te g h o on tr o tmp rt r S o l 6 a
焊 实验 _ , 9 采用 的扩散 焊规 范是 9 5 , ] 3 ℃ 加压 3 a 保 MP ,
温 1 mi 0 n和 1 h。
Ti 合 金 与 高 温 合 金 的扩 散 焊 接 头 组 织 及 性 能 A1
9 1
成 的 ( 2中 “ ” ) 一 类 是 由 于 GH3 3 图 1区 , 5 6母 材 中 的 Ni 子 向 中 间 层 合 金 基 体 中 扩 散 形 成 的 ( 2中 “ ” 原 图 2
t ik e sa p a e n t e b t n ef c e p ciey S u d j it wa b an d u d rt e d fu in hc n s p e rd i h o h i tra e r s e tv l. o n on s o ti e n e h i so f
wa n e tg td a 3 ℃ h li g 1 mi n h u d rt e p e s r f3 P . Th on s dfu in si v sia e t9 5 odn 0 n a d l n e h r s u e o M a e j it if so
J i t t e A1Al y a d Two Ki d fS p r l y o n s Be we n Ti l n o n so u e a l s o
周 媛 , 华平 , 熊 毛 唯 , 陈
波, 叶
雷
( 北京航 空材 料研究 院 焊接 及锻压 工 艺研究 室 , 京 1 0 9 ) 北 0 0 5
b one de he t on to r o d un rt wo c dii ns we e c mpo e y muli l ha e sdb tp e p s s,s c s TiA1a d Ni . Asa r — u h a 3 n Ti e s l f t e e c i n e we n h nt ra e nd t s e a s t e c i n l y r t a c r a n u to h r a to b t e t e i e l y r a wo ba e m t l , WO r a to a e s wih e t i
摘 要 : 用 直 接 扩 散 焊 和加 中 间层 的 扩 散 焊 方 法 进 行 了 T A 合 金 和 高温 合 金 异 种 材 料 组 合 的 连 接 实 验 。 在 10 ℃/ 采 iI 00 2 MP / h规 范 下 直 接 扩 散 焊 获 得 的 Ti / O a1 AIGH2 3 0 6接 头 组 织 中 存 在 大 量 未 焊 合 的孔 洞 , 头 室 温 剪 切 强 度 平 均 值 仅 有 接 1 MP 。 采用 Ti rC — 合 金 作 为 中 间层 在 9 5 加 压 3 a 温 1 mi 6 a — uNi Z 3℃ MP 保 0 n和 1 h进 行 了 Ti / Al GH33 组 合接 头 的 液相 56 扩 散 焊 , 得 的 扩 散 焊 缝 中含 有 T。 , T 等 多 种 物 相 , 间层 合 金 与 两 侧 母 材 发 生 作 用 形 成 了具 有 一 定 厚 度 的 反 应 获 i A1Nii 中
层 。在 9 5 / MP / h规 范 下 获 得 了与 两 侧 母 材 结 合 良好 的 无 缺 陷 扩 散 焊 接 头 , 温 剪 切 强 度 达 到 l 5 a 3℃ 3 a1 室 2 MP 。
关键词 : i 合金 ; TAl 高温 合 金 ; 散 焊 ; — r uN 合 金 扩 Ti — — i ZC
本工作 采用 直接 固相扩 散 焊和加 入 中间层合 金扩
散焊 的两种 方法 进行 了 T Al 金 与 高 温合 金 异 种 材 i 合 料组 合连 接实 验 。由于 Ti 合 金 与 高 温合 金 的热 强 Al 性高, 变形 困难 , 实现 直 接 扩 散 焊需 要 的温 度 高 、 间 时 长 , i 和 GH2 3 T A1 0 6异种 材料 组合 的直 接 固相扩 散 焊 实 验采 用 1 0 ℃/ 0 a 1 0 0 2 MP / h规 范 进 行 。加 入 中 间层 合 金进行 Ti 合金 与 高温合 金扩 散焊 , 以降低 扩散 Al 可 焊 温度 和压力 。选 择 Ti 合金 钎 焊 时 使 用较 多 并 且 A1 取 得性 能 较好 的 Ti 钎 料 Ti r uNi 金 作 为 中 基 — — — 合 Z C
b n ig c n iin o 3 ℃ / M P / h,a d t e i tra e l y e hb td sr n o e i n wih Ti o dn o dt f9 5 3 a l o n h n ely r al x i i to g c h so t A1 o e
Ti 1 属 间化 合 物 合 金 具 有 密 度 低 、 强 度 高 A 金 比
对较 少 。
等优 点 , 极 具 应 用 前 景 的新 型 轻 质 耐 高 温 结 构 材 是 料Ⅲ 。T Al 金 替代 高 温 合金 应 用 于 航 空 、 天 及 】 ] i 合 航
车 用发 动 机 可 以 通 过 结 构 减 重 提 高 发 动 机 工 作 效 率[ ] 已经 获 得 应 用 或 正 在 进 行 研 究 的 T Al 合 3 , “ i 基 金 部件 有 航 空发 动 机 叶 片 、 天 用 整 体 叶 盘 、 航 车用 增 压 器 涡轮 等 ¨ 。在 Ti 合 金 的工 程 应 用 中 , 常需 5 ] Al 常 要 将其 与 异 种 材 料 连 接 起 来 , 以充 分 发 挥 各 自的 优 良性 能 。扩 散 焊是 实 现 T Al 金 与异 种 材 料连 接 的 i 合 有 效 方 法 之 一 。较 多 的 扩 散 焊 技 术 研 究 工 作 围 绕
中 图分 类 号 :TG4 4 5 文 献 标 识 码 :A 文 章 编 号 :1 0 - 3 1 2 1 ) 80 8 4 0 14 8 ( 0 2 0 — 0 80
Ab ta t J i i g Ti l y a d s p r l y wa a re u y d fu i n b n i g wi n t o ti — s r c : o n n Al l n u e a l s c r i d o tb i so o d n t a d wih u n a o o f h
a dGH3 3 .Th o r s o dn h a te g h o on e c e 2 M P . n 56 ec re p n ig s e rsrn t f itra h d 1 5 j a
Ke r : A 1a l y; upe a l y; if i n bo i y wo ds Ti lo s r lo d fuso l y
8 8
材料 工程 /2 1 O 2年 8期
T AI 金 与 I 口金 的 扩 散 焊 i 合 吉 同 n 日△ n 接 头 组 织 及 性 能
M i r s r t r s a o r y o fuso nd d c o t uc u e nd Pr pe t fDif in Bo e