环锭细纱机EliTe紧密纺实用生产技术的探究
紧密纺环锭纱的纺纱技术
生产 技 术
现 代纺 织 技 术 ・ 1 第 0卷 (0 2 2 0 )第 2期
紧 密 纺 环 锭 纱 的纺 纱 技 术
秦 贞俊
( 安徽 省 纺 织 工 程 学 会 ,安 徽 淮 南 2 20 ) 3 0 1
【 要 】 生 产 紧密 纱 的 环 锭 细 纱 机 ,成 功 地 消 除 了 细 纱 产 生 的 毛 羽 及 飞 花 .并 能 提 高纱 线 强 力 及 耐 磨 摘
强 度 .使 纱 线 外 观 、纱 线 结 构 及物 理 性 质 有 很 大 提 高 与 改 善 ,在 普 通 环 锭 纺 纱 技 术 基 础 上 有 了 突 破 性 的 进 步 。 文 章 对 紧密 纺 环 锭 纺 纱 的有 关 技 术 作 了讨 论 ,认 为 紧 密 纺 环 锭 纺 纱 技 术 将 会 得 到 快 速 的 发 展 。 关 键 词 :紧 密 环 锭 纺 纱 机 纺纱 三角 区 凝 聚 作 用 毛 羽 飞花 强度 耐 磨 度
而 又符 合上 述 两 原则 的 技术 突破 ,实现 了紧密 纱线
的纺 纱 。
瑞士 立 达 公 司 、德 国 绪 森 公 司 、青 泽 公 司及
M L公 司 等 研 制 成 新 型 环 锭 纺 纱 机 ,成 功 地 解 决 A 了上 述普 通 环 锭 细纱 机纺 纱质 量 问题 。将普 通 环锭 细纱 机进 行 适 当 改进 ,增 加 了对 从前 罗拉 钳 口到加 捻点 的纺 纱 三 角 区纤 维 的控 制 ,从 而消 除 了纺 纱三
所 有纤 维 的 作 用 ,使 纱 线 断 裂 强 力 达 不 到 应 有 的
水平 。 ຫໍສະໝຸດ 此外 在 加捻 过 程 中 ,从纺 纱 三角 区散 落的 纤维 不 仅影 响 纱 线 的物 理性 质 ,而 且也 影 响 了纺 纱 的制 成率。
浅谈对环锭纺细纱机紧密纺改造过程中应用实践

工业技术科技创新导报 Science and Technology Innovation Herald76DOI:10.16660/ki.1674-098X.2020.12.076浅谈对环锭纺细纱机紧密纺改造过程中应用实践①赵强1 郭沁生2 刘文2(1.经纬智能纺织机械有限公司技术质量部 山西晋中 030600;2.经纬智能纺织机械有限公司技术中心 山西晋中 030600)摘 要:紧密纺技术是传统纺纱技术的进步,它的主要特点减少成纱3mm毛羽,提高成纱强力和耐磨性,在同等配棉条件下,与普通环锭纺成纱相比具明显的质量优势,我公司紧密纺改造技术水平是国内先进水平,为不同机型环锭纺细纱机进行改造升级,经回访客户评价改造后设备运行可靠,成纱质量指标稳定,能满足后工序质量要求,达到紧密纺装置目标。
关键词:改造过程 专用工具 关键部件维护保养 紧密纺中图分类号:TS103.2 文献标识码:A 文章编号:1674-098X(2020)04(c)-0076-02①作者简介:赵强(1983,6—),男,汉族,山西晋中人,本科,助理工程师,研究方向:纺织机械装配与安装。
郭沁生(1965,11—),男,汉族,山西沁源人,本科,高级工程师,研究方向:纺织机械设计与开发。
刘文(1971,7—),女,汉族,山西河南人,本科,高级工程师,研究方向:纺织机械设计与开发。
1 环锭纺细纱机主要部件改造过程1.1 改造车头部件原车为带集体落纱的细纱机故车头需增高50mm,首先将原车车头门、两侧板、左右两车门、链轮托脚及顶板及相关联零件、电器元器件拆除,同时放置定点位置,改造完成后恢复使用,其次使用专用工具将车头油浴箱体平稳抬高50mm,其底部嵌入4块增高垫块,再将短机梁头罗拉座抬高50mm,其底部分别嵌入2块增高垫块,然后安装双头螺柱轻轻紧固,以防发生安全事故,最后按主机安装说明进行操作调试,达到设计要求。
1.2 改造车中部件首先,更换紧密纺专用带齿前罗拉和专用罗拉座。
拥有出色经济性的立达环锭细纱机和紧密纺纱机
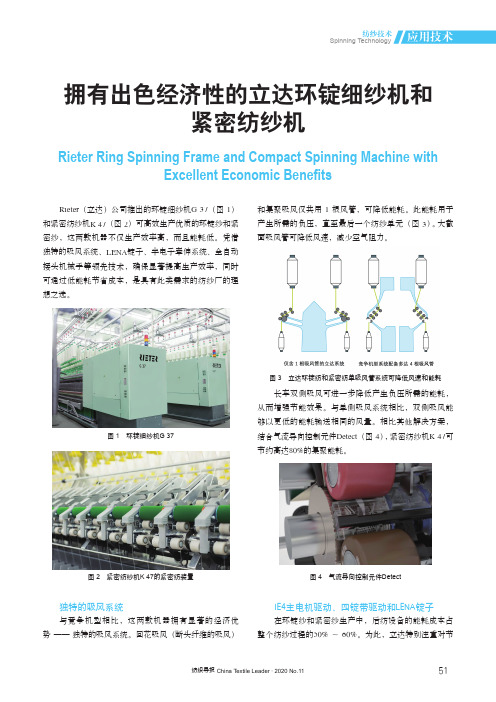
图 1 环锭细纱机G 37图 2 紧密纺纱机K 47的紧密纺装置独特的吸风系统与竞争机型相比,这两款机器拥有显著的经济优——独特的吸风系统。
回花吸风(断头纤维的吸风)长车双侧吸风可进一步降低产生负压所需的能耗,从而增强节能效果。
与单侧吸风系统相比,双侧吸风能够以更低的能耗输送相同的风量。
相比其他解决方案,结合气流导向控制元件Detect(图 4),紧密纺纱机K 47节约高达80%的集聚能耗。
图 4 气流导向控制元件DetectIE4主电机驱动、四锭带驱动和LENA锭子在环锭纱和紧密纱生产中,后纺设备的能耗成本占整个纺纱过程的50% ~ 60%。
为此,立达特别注重对节图 3 立达环锭纺和紧密纺单吸风管系统可降低风速和能耗纺织导报China Textile Leader · 2020 No.1152纺织导报 China Textile Leader · 2020 No.11图 7 接头机械手ROBOspin 可确保稳定的纱线接头质量如此一来,机械手可自动运行完整的接头循环,从寻找管纱上的纱线到将纱线穿过钢丝圈,并置于输出皮辊之后。
机械手从单锭监测系统ISM 接收关于对应断头位置的信息。
单锭监测系统ISM Basic 是所有立达环锭细纱机和紧密纺纱机的标配。
各纺纱单元上的LED 灯显示各纺纱单元的运行性能,并向挡车工指示出现断头问题的锭子。
这样的指示能够提高挡车工的工作效率。
选配的集成单锭监测系统ISM premium 可进一步提高效率。
它在各节段设有LED 灯,并在机头和机尾处设有附加信号灯。
它们在超出断头限制时会立刻亮起,这样会缩短挡车工的巡回距离。
通过每个纺纱单元上的两个不同LED 灯,集成单锭监测系统ISM premium 可指示各单锭的速度偏差、从络筒机获得质量反馈的准确纺纱单元以及断头时的粗纱停止。
图 5 90°缠绕有助于实现出色的能量传递降低总能耗紧密纺纱机K 47的总能耗如图 6 所示,与竞争机型相比,紧密纺纱机K 47的锭子驱动、牵伸系统驱动和总吸风所需的能耗更少。
紧密纺环锭细纱机生产中的实用技术

导 纱 喇 叭是 控制 须 条喂 人 点 的零件 , 普纺 中导纱 喇叭 的 位 置要 求 不 很 严 格 , 由此 , 紧密 纺 细纱 机 上 在
也 习惯 性 地 常常 不 被重 视 , 出现导 纱 喇叭 安装 较偏 的 现 象 。 图 4 使得 喂入 的须条 不能 正确 地经 过 紧密 区 如 . ( 槽 ) 影 响紧密 效果 。 斜 ,
1 7・ 2
第 2 卷 第 2期( 5 总第 14期) 1
机 械 管 理 开 发
21 0 0年 4月
虽然 以上 现象 ,表面上看 起来是 由于纺 织车 间的
小龙带 跑偏 、 断裂等等 。 风扇 的维 护保养 是 比较辛 苦 的 ,但为 了收到效果 必须做 好 。必 要时进 行负压 系统 的改 造 。
紧密纺环锭细纱机生产中的实用技术
周永刚 . 王 洁
( 纬纺机股份榆次分公司 , 西 经 山 榆次 000 ) 3 6 1
【 摘 要 】 文 章 简要 叙 述 紧 密纺 系统 运 行 的环 境 要 求及 运 行 中经 常 出现 的 问题 、 意 事项 及 针 对 问题 的 处 理 方 法。 注 【 关键 词 】 紧密 纺 ; 负压 ; 型 管 ; 异 牵伸 系统
第2 5卷 第 2期 f 第 14期) 总 1
Vo.5 No2 fU No1 4 1 2 . S M . 1 )
机 械 管 理 开 发
ME CHANI AL C MANAGE ME A NT ND D EVE J ME I 0P NT
21 0 0年 4 月
Apr 2 0 . 01
进行 仔 细地调 整 。
仅 会严 重 影 响紧 密纺 系 统 的正 常运 行及 运 行效 果 , 而
紧密纺的纺纱原理

紧密纺的纺纱原理主要是通过改变纺纱工艺,增加纤维束之间的摩擦力和相互间的吸附力,使纤维束更加紧密。
具体来说,它是在环锭细纱机上经过改造实现的,核心技术是在前罗拉输出端加装一个集聚装置。
这个装置使须条经过集聚后再输出加捻,实现了牵伸和集聚的分离。
这样能避免牵伸区中由于集合作用的存在而影响摩擦力分布,牵伸后的须条经集合后宽度减少,使加捻三角区减少甚至消除。
从而消除了因加捻三角区的存在而产生的不利影响,改善了纱线质量。
此外,紧密纺纱的原理还包括纤维束的并列排列和摩擦力、吸附力的增加。
通过采用细纱和合纱工艺,使纤维束并列排列,减小纤维束之间的间隙。
同时,调整纺纱过程中的拉伸力和摩擦系数,增加纤维束之间的摩擦力,使其更加紧密。
此外,通过改变纺纱液的粘度、温度和纺纱机械结构等因素,增加纤维束的吸附力。
以上信息仅供参考,如需了解更多信息,建议查阅紧密纺相关论文或咨询纺织专家。
应用Elite紧密纺纱装置减少成纱毛羽的探讨
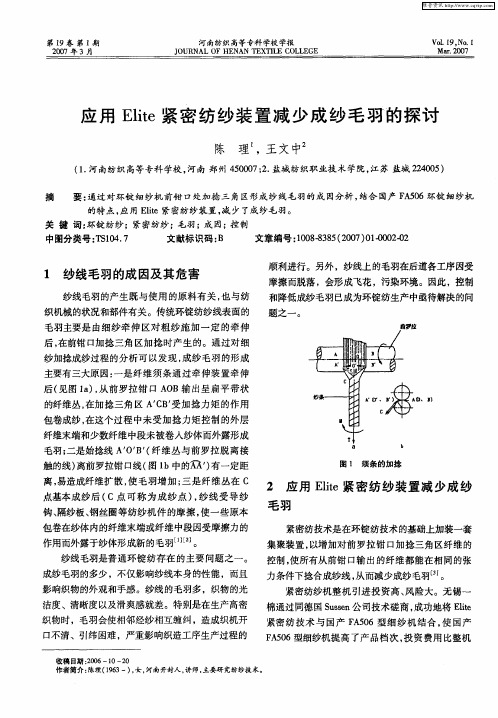
槽, 狭槽长度与须条和输送胶圈的接触长度相适应 , 并在横 向呈一定斜度 。胶圈套在吸管外面受引出上 皮辊摩擦传动, 引出上皮辊通过小齿轮受前上皮辊
传动。当须条离开前 罗拉钳 口时, 受真空的作用 被
吸附在多孔胶圈的狭槽部位 , 向前移送到输 出罗 并 拉钳 口, 在狭槽 区域内, 须条中的纤维受负压作用互 相凝聚在一起。引出上 皮辊 的直径 比前 上皮辊稍
表 2 棉 紧 密纺 纱 与棉 环锭 纺纱 成纱 质量对 比
项 目 —
大, 使须条在凝聚过程中产生纵向张力 , 将弯曲纤 维 拉直 , 使纤维抱合紧密。
紧密 纺纱
—
环锭纺纱
一
C 1 .tx 3 5e C 1. tx 1.t x J4 5e 1 .tx J 45e 3 5e
表 1表 2试验数据表明 : 、 紧密纺较传统环锭纺
图 2 德 国 S se 司 Ei usn公 le紧 密 纺 纱 技 术 简 图 t
的棉纱毛羽有显著 降低 , 尤其是 3 m及 以上长度的 m
Ei 紧密纺纱技术在 牵伸 与加 捻之 间加 装 了 le t 气动集聚区, 利用负压空气对纤维产生气动集聚作 用, 使须条边缘 的纤维 向中心聚集 ,最大限度地缩
引进下 降 5 % [ 。 0 4 j
2 1 Ei . le紧密 纺技 术特 点 t羽及成 纱Biblioteka 量 指标 见表 1表 2 、 。
表 1 棉 紧密 纺 与环 锭 纺成 纱毛 羽数
根/ 0 1m
Ei le纺纱装 置 是 在 F S6型 细 纱 机 的 牵 伸 装 t A0 置上增 加 了异形 截 面吸 管 ( 压 ) 网 格 多孔 胶 圈 和 负 、 引 出上 皮辊 , 机 构 示 意 图 见 图 25。 改装 后 的 牵 其 - 伸 系统 在 F 56细 纱 机 牵 伸 装 置 的前 罗 拉 前 面 形 A0 成 了凝 聚 区 , 吸风装 置 的作 用 下 , 形 截 面吸管 内 在 异 部处 于负压 状态 , 管 上 部 每 个 纺 纱 位 置 上 开 一 狭 吸
环锭纺和紧密纺的定制解决方案
>($!环锭纺和紧密纺的定制解决方案A.Hellwig立达机械有(瑞士)瑞士立达公司进一步升级了其终端纺纱技术设备——新型环锭细纱机G37和G38及新型紧密纺纱机K27和K28。
G38(图1)和K28适合人员配备有限,同时对生产灵活纱要求高的情况。
这类“无所不包-具有高的自动化水能,对标准纱种纱线具有很好的灵活性,其配备有电子牵伸驱动器、集成单锭监(ISM premium)和集成竹节纱装置。
图1G38纺纱机G37和K27机型专为不缺人员配备但对纺纱灵活性和纱有高要求的市场。
其全范围不#种纱线,具有高度的灵活性。
电子牵伸驱动减换品种产生的停机时间。
基础版单锭监(ISM Basic)提升了操作员的效率,从而提高效率。
对于纱线品种和人员充足的情况,G37和K27是理想的解决方案。
环锭细纱机G32和紧密纺纱机K22带有机械牵伸系统驱动装置,可加工标的中细型纱线。
1卓越的性能G38和K28具有双侧吸风特征,可加工所有类型的纤维,纤维种类不受限制。
凭借集成的Variospin竹节纱系统,只需按动按钮使丰在标准纱和竹节纱之间切换。
的电子牵伸驱动装置Flexidraft使纱为简便,直接在操作。
不同于G32和K22,新型机方面的,这使得因更换纱线品种而产生的停机时间由75min减少至5min,从而使时间最大化。
此外,这些纺纱机还集成了升级版ISM,如图2所示。
这意味着相较于G32和K22,客户可节省5,的人工成本。
的末端安装有信号灯,并在每个纺纱节有LED指示灯,可控制每个纺纱的运行,优化对操作人员的指导,从而提高效率。
重要的纺纱数据可直接存储于的操作中。
若需要,还可根据纺纱机监Spiderweb做出详细的评估。
这两款!所有类型的纤维。
图2G38和K48配备的升级版ISMG37和K27提供电子牵伸系统驱动FleXdraft,使更换纱线支数产生的停机时间小于5min,充分提高了机器的效率。
这两款机型均标配ISMBasic。
环锭细纱机的一种紧密纺纱装置[实用新型专利]
![环锭细纱机的一种紧密纺纱装置[实用新型专利]](https://img.taocdn.com/s3/m/9f65bf58c77da26924c5b08f.png)
专利名称:环锭细纱机的一种紧密纺纱装置专利类型:实用新型专利
发明人:汪倚君,胡洪才
申请号:CN200620049131.X
申请日:20061218
公开号:CN201010722Y
公开日:
20080123
专利内容由知识产权出版社提供
摘要:纺织工业环锭细纱机的紧密纺纱装置,包括两端固定在两相邻罗拉座上的吸气管(2),张力棒(3),套在吸气管(2)和张力棒(3)上的输送网圈(1)及其传动加压装置(4),传动加压装置(4)包括前罗拉加压皮辊(4-2)、输送网圈(1)的输出加压皮辊(4-1)及皮辊(4-2)和皮辊(4-1)间的传动构件构成。
特征是还设计有固定在传动加压装置(4)上的板形弹簧加压构件(7),该加压件包括用于安装的安装面(7-1)和安装孔(7-2),承受弹簧加压件变形的弯曲圆弧(7-3),与摇架前爪(6-1)的前端面(6-2)接触的圆弧形的施压点(7-4),使弹簧变形并对输出加压皮辊(4-1)施压,以驱动输送网圈(1)运转。
优点是采用此装置时不必对原摇架或摇架前爪的加压弹簧进行改造。
申请人:上海二纺机股份有限公司
地址:200434 上海市虹口区场中路687号
国籍:CN
代理机构:上海东亚专利商标代理有限公司
代理人:沈天培
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 关 于设 备状 态 存 在 的 问题 与解 决 方法
在纺纱 过程 中设备 是基 础 ,工 艺是保 证 , 在
1关于 环境 对 设 备 的影 响与 建 议
紧密纺 系统 是 根据 “ 负压 ” 理 来实 现 紧密 原
效果 的 , 也正是这 种 负压的效 果使得 整个 紧密纺 系统 具 有 “ 吸尘 器 ” 的功 能 , 易 吸取 环境 飞花 极 等杂物 。 如果 紧密纺细纱 机与普纺 细纱机 同在一 个 车 间 , 发 现 紧密纺 细纱 机 尤为 “ ” 这种 状 会 脏 ,
紧 密纺纱过 程 中也是 如此 , 以我 们就Eie 所 l 紧密 T 纺环 锭细纱 机 , 在牵 伸部件 及牵伸 区域 内和Eie l T 紧 密纺 的负 压 系统 的生 产 实 践做 以下分 析 和要
求。
21S E S N H 3 1 摇 架 的调整 . U S E P 0 0
— V T 哆啦l 下罗 拉2
2 7 2 确经 过紧 密区 .
4 约 45 ] O 2 4 0 I m 3
喂 入须条 正 确经过 异 型管斜 槽 ( 密 区 )保 紧 , 同 时对 这 三 只摇 架 的工 作 高度 压 力 进 行 初 步校调 , 上 隔距调 整完 成后 将 高度规 放 人摇架 在 上f 此时 拿掉 中上 罗拉 和上 肖) 把三 只摇 架 的工作 高 度 都 调整 到 位 即摇 架 的摇 架 体下 平 面 和 高度 规 的下 平 面平 齐时 用扭 力 扳手 1 . . 力矩 紧 固 25 i Nn 摇 架 的锁紧 螺钉 , 固后 必须 重复 检查 摇架 高度 紧 证须 条充 分得 到紧 密作用 。 导纱 喇叭是 控制须 条
摇架 是牵 伸部件 的重 要零 件之 一 , 摇架 调整 是否达 到要求关 系 到纺纱 质量好 坏 , 直接影 响到 纺纱 的经 济效益 , 以对 S E S N H 3 1摇 架 所 U SE P 00
的调整步 骤和要 求给予重 点描述 。 ① 前下 罗拉 中心 至摇架 支杆 中心 距2 311 0 1 11 1
要 求、 行 中需要 注意 事项几点 问题 , 运 及针 对这几 点 问题 的处理 方法 。
[ i 紧密纺 负压 异 型管 牵伸 系统 关键 a]
【 中图分类号] S 2 . . T 122 1 3 3
我 国 自20年 开始 引进紧 密纺纱 , 01 至今 紧密
纺纱 已在 国 内不 断普及 , 紧密纺 细纱机 的生产 实
常运行及运行 效果 ,而且显 著增 加维护 成本 , 加
剧 零部件 的磨 损 , 下文各 例 中各 部位 出现 的纤 在 维堆 积现象 , 境条件差 均是其 中 因素之一 。 环 紧密纺系_ , e -  ̄x 环境的清洁度要求较高 。建议 j - 将 配备 紧密 纺 系统 的细 纱机 放 置在 单独 的车 间 内, 而且 , 间内要具 备完善 的除尘 系统 , 车 车间 的
能与导 纱 喇叭 干涉 , 我们 在 调整 时应 注意在 半 释
一
一 』 一
~ 一
_ 一 } 一 ~_ 一 _ { 一
i『
}
表 一
纤维 长度
放压 的状态 下要 保证不 与导 纱喇 叭干涉 即可 。 这
D I l ] 2
四 2 8
X
Z Y
换 气次数一般要达到3 — 5 e 时 , 0 3 Z b 并具有 良好 的 X/
温 湿度控制 , 这点对于机器的正常运转非常必要 。
践 不 断成熟 , 仅 就 当前德 国S E S N Eie 现 U SE l 紧 T
密纺 系统在 生 产运转 中经 常 出现 的现 实 问题 探 求解 决办法 。其探讨 思路如下 :
喂入 点 的零件 , 定位 必须 利用 工具 并根 据经 验 其 逐个 进行仔 细地 调整 。 221 __普通 紧密 纺
在移 纱 动 程 范 围 内必 须 确保 须 条 最 大 可 能 经过 斜槽 。 条经 过此斜 槽 的正确状 态如 图三 中 须 左图, 须条 应沿 着斜 槽右 边缘 呈斜 细条 状 。普纺 中导 纱 喇 叭 的位 置要 求 不很 严 格 , 由此 , 紧密 在
收稿 日 :0 0 1 — 8 期 2 1— 2 2
每一节都 要达到 要求 , 对 每一个 摇架 前皮辊 的 并
压 力设置 为高加 压压力 , 下皮 圈调整 到滚花 罗 把
拉 工作面距 中的位 置 。
② 通过 对一 节三 只摇 架 的上 隔距 进行 调 整
如 图一 , 表一
o
江苏纺织JA G UT X IE IN S E TL
I 技】 科
环 锭细 纱机 Eie l 紧密纺 实用 生产 技 术 的探 究 T
宋国泉 杜美香
( 纬纺机股 份榆次 分公司 技术 中心 山西 晋 中 0 0 0 ) 经 3 6 1
【 要】本文 简要 叙 述德 ! U S E l 紧 密纺 系统运 行 的环境 摘  ̄S E S N Ei Te
在调整 时一定注 意摇架 支杆 要 与前下 罗拉平行 ,
况 并 不是 由于紧密 纺细 纱 机产 生 的 飞花 特别 多 ( 们 知 道 ,紧密 纺 系统 显 著 降低 了环 境 飞 花 我
量 ) 而是 车间 环境 中 的飞花 都被 这 台“ 尘器 ” , 吸
吸取 了 。这样 , 不仅 会严重 影响 紧密纺系统 的正
【 技l 科
图 一
高度 的调整 , 使其 都达 到要求 。 注 意 ( ) 架调 整 工 作 高度 时 , 1摇 要全 部 释 放 摇架 压 力后再旋 动 调整螺 钉 。 () 2 最后 一次 调整 工作 高度 时在 锁 紧摇架 螺 钉前 须将 摇架 工 作高度 调得 偏抬 高 一点 , 一段 在 锁 紧后 工 作高度 会使 摇架 的压力 增大 。 ( ) 抬起 和 放 下 摇架 时 , 3在 后皮 辊 的位 置 可