轮廓精度培训
数控车床外轮廓加工课件
数控车床在加工复杂外轮廓零件方面具有显著优势,可以大大提高生产效率和产品质量。
案例二:不锈钢零件的加工
总结词
材料硬度高、加工难度大
详细描述
该案例以一个不锈钢零件为例,说明了数控车床在加工高硬度材料方面的优越性。不锈钢的硬度较高,加工难度较大 ,需要使用特殊的刀具和加工参数。在数控车床上,通过精确控制刀具的速度和深度,可以实现对不锈钢的高效加工 。
加工效率高
数控车床可以连续进行加工,能够有效提高 生产效率。
技术含量高
数控车床需要专业的技术人员进行编程、操 作和维护,技术含量较高。
数控车床外轮廓加工的工艺流程
装夹
将工件固定在数控车床上,确 保工件位置准确、稳定。
加工
按照程序进行加工,注意控制 加工速度和进给速度。
编程
根据零件图纸和技术要求,编 写数控程序。
加工精度概述
数控车床外轮廓加工的精度是指加工后零件的实际几何参数与理想几何参数的符 合程度,包括尺寸精度、形状精度和位置精度。
影响因素分析
影响数控车床外轮廓加工精度的因素主要包括机床误差、刀具误差、夹具误差、 测量误差、工件误差等。
表面质量及影响因素
表面质量概述
数控车床外轮廓加工的表面质量是指加工后零件表面微观几何形状误差和物理力学性能的总和,包括表面粗糙度 、表面波纹度、表面加工硬化等。
冷却方式选择
根据加工要求和刀具材料选择合 适的冷却方式,如喷雾冷却、切
削液冷却等。
润滑方式选择
根据加工要求和工件材料选择合适 的润滑方式,如切削液润滑、固体 润滑等。
冷却润滑剂选用
根据加工要求和刀具、工件材料选 用合适的冷却润滑剂,如切削液、 润滑油等。
05
轮廓度测量仪安全操作及保养规程
轮廓度测量仪安全操作及保养规程前言轮廓度测量仪是一种高精度的测量仪器,广泛应用于制造业、材料科学、汽车和航空航天等领域。
为了保证测量的精度和仪器的正常运行,正确使用和定期维护是至关重要的。
本文档旨在提供轮廓度测量仪的安全操作和保养规程,以确保操作者的人身安全和仪器的长期稳定运行。
1. 安全操作规程1.1 机台安全操作1.在使用轮廓度测量仪之前,操作者必须了解仪器的安全操作原则和使用方法。
2.在使用轮廓度测量仪时,必须遵循公司的安全管理规章制度,穿着络口袜、无菌手套,避免出现链球菌感染的危险。
3.在使用过程中,操作者必须戴防护手套,以防止对手部的皮肤造成损伤。
4.轮廓度测量仪应该放置在平坦、干燥、容易操作的工作区域。
5.在检查轮廓度测量仪的任何部分之前,请确保仪器已完全停机。
6.在调整轮廓度测量仪的任何部分之前,请确保仪器已完全停机,并且已拔掉电源线。
7.在检查轮廓度测量仪的任何部分之前,除非维护说明书上特别指示,否则不要触摸轮廓度测量仪,以免触及带电部分并造成电击。
8.在使用轮廓度测量仪时,请严格按照提供的操作手册执行操作,不得进行任何非正常操作或修改设备的部分。
9.在使用过程中,请勿在轮廓度测量仪上放置任何物品,以防止他人或自己触碰到设备而导致设备的损坏或人身伤害。
1.2 电子机件安全操作1.在更换电子零件之前,请确保已拔掉电源线,同时释放所有能储存能量的部件,并在更换时遵循维护说明书上的操作步骤。
2.在维修或更换电子件之前,请勿企图自行修理电子设备或调节电子设备的任何部分,以防止电击或设备的不稳定运行。
3.在更换电子元件时,请勿使用棕色、蓝色、绿色或者黄色等留言、笔记或者小纸条等物品。
1.3 其他安全规程1.在测量过程中,操作者必须离开测量仪,以防止某些事物或任何非正常操作被纵容并导致安全事故。
2.在操作者不明白操作指令或设备维修时,必须请专业工程师进行处理。
3.操作者不应将轮廓度测量仪放置到潮湿或者有潮气的地方,以防止设备损坏。
提高Fourier变换轮廓术测量精度的新方法

数控机床轮廓运动精度 的分析与研究
Fr o 2=0 F r t , o 3=0 7 7( — y , 则 记 录 误 差 值 。 t .0 )E 当 K = 1 , 果 疋 ≠ 。 得 下 表 : 时 如 可
Ⅱ
数 学模型
图 1 所 采 用 的 一 典 型 双 环 进 给 伺 服 单 元 的 传 递 为 当 :7 0 =6 而 变 化 时 , 得 下 表 : 2, 可
h lf r h du t e t f N a hn o , e u f ea js n o C m c e t l pl o t m C i os
Ke o ds CN C ac i o s yW r : M h ne To l Co t u o me t n o r M ve n Ac ur c c ay Er o rr
素影响 下 , 轮廓运动 的典型误 差分 布曲线 , 对数控机床精 度调试 具有指导意义。
关键 词 : 控 机床 数 中 图分 类 号 :P 7 T 23
A bsr c : s d n t i l to t dy a d ts o e erlma n fc o si h e d s se a d rv c a s o h t a t Ba e o he smu ai n su n e tfrs v a i a t r n t e fe y t m n d e me h nim fte CNC ma i — c i e t os tata e tt o t rmo e nta c r c t y i a ro iti to ure fte c ntu o eme ta e g v n,wh c r h n o l h f c he c nou v me c u a y,he tp c e r rd srbui n c v s o o o rm v l h n r ie ih a e
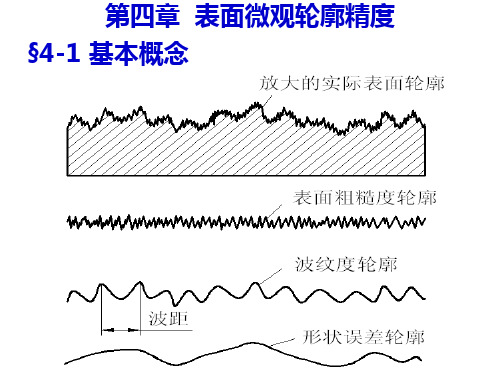
表面微观轮廓精度
Xsi
Xsm
lr
RSm
1 m
m
X
i1
si
3 形状特征参数 轮廓支承长度率 Rmr(c) 在评定长度 ln 内,一条平行于中线的
直线从峰顶线向下移动到某一水平位置 (移动距离 c )时,轮廓的实体材料长度 Ml(c) 与评定长度 ln 之比(用百分率表 示)。
Rz c
基准线
ln
Rmr( c ) Ml( c ) ln
目的是限制、减弱表面加工不均匀性 对测量结果的影响。评定长度可以包含一 个或几个取样长度。一般取5个取样长度。
基准线
lr
lr
lr
lr
lr
ln
二 基准线(中线) 通过测量手段获得表面轮廓曲
线以后,需要提供一条定量评定表 面粗糙度量值的基准线,作为计算 各种参数的基础。
轮廓算术平均中线 轮廓最小二乘中线
三 评定参数 为了满足对表面不同的功能要求,
GB/T3505-2009从表面粗糙度微观几何 形状的高度、间距和形状等三个方面的 特征,相应规定了表面的高度特征参数、 间距特征参数和形状特征参数。
1 高度特征参数 (1)轮廓算数平均偏差Ra
在取样长度 lr 内,被测轮廓上各点到 基准线的距离 Zi 的绝对值的算术平均值。
用去除材料的方法获得的表 面粗糙度Ra的最大值为3.2μm
3.2 max 1.6 min
Ra max 3.2 Ra min 1.6
§4-2 表面微观轮廓精度的评定
零件表面的粗糙度是否满足设计要求, 需要进行测量和评定。
为了使测量和评定结果统一,根据国家 标准的要求,应规定取样长度、评定长度、 基准线和评定参数。
一 取样长度和评定长度
轮廓仪作业指导书

轮廓仪作业指导书引言概述:轮廓仪是一种用于测量物体外形尺寸和形状的仪器,广泛应用于工业生产和质量控制领域。
正确使用轮廓仪可以提高工作效率和产品质量,本文将详细介绍轮廓仪的操作指导。
一、准备工作1.1 确保轮廓仪处于稳定平整的工作台上,避免仪器晃动影响测量准确性。
1.2 检查轮廓仪的电源线是否连接稳固,确保电源供应正常。
1.3 清洁轮廓仪的测量平台和传感器头,避免灰尘或杂物影响测量结果。
二、测量操作2.1 将待测物体放置在轮廓仪的测量平台上,确保物体与平台接触紧密。
2.2 启动轮廓仪,根据仪器操作界面指引选择测量模式和参数。
2.3 使用轮廓仪的探测器头沿着物体轮廓移动,确保探测器头与物体表面接触良好,保持稳定速度进行测量。
三、数据处理3.1 测量完成后,将测量数据导出到计算机或打印机进行保存或输出。
3.2 对测量数据进行分析和处理,比对标准尺寸,判断物体尺寸和形状是否符合要求。
3.3 如有异常数据或不符合要求的情况,及时调整测量参数或重新测量,确保数据准确性。
四、维护保养4.1 定期清洁轮廓仪的传感器头和测量平台,避免灰尘或杂物影响测量精度。
4.2 检查轮廓仪的电源线和连接线是否有损坏,及时更换或修复。
4.3 定期校准轮廓仪,确保测量精度和稳定性。
五、安全注意事项5.1 使用轮廓仪时,避免将手指或其他物体伸入测量范围,以免造成伤害。
5.2 在清洁和维护轮廓仪时,务必先断开电源并等待仪器完全停止工作。
5.3 如发现轮廓仪有异常情况或故障,应及时停止使用并联系专业维修人员进行处理。
结语:通过正确的操作和维护保养,轮廓仪可以更好地发挥作用,提高测量精度和效率。
遵循本文所述的操作指导和注意事项,将能够更好地使用轮廓仪进行测量工作。
标准化培训——GPS篇(形状和位置公差)

2、形状和位置公差带——定位公差带
(3) 位臵度公差带
根据被测要素的不同,位臵度公差可以分为点的位臵度公差、线的位臵 度公差和面的位臵度公差。 面的位臵度公差带,是宽度为位臵度公差值 线的位臵度公差带,当给定一个方向时,是宽度为位臵度公差值 t、中心平面在面的理想位臵上的 t,对 点的位臵度公差带常见的是直径为位臵度公差值φt,或S φt、 两平行平面之间的空间区域。面的位臵度公差的形状具有唯一性。 理想轮廓面对称分布的两等距曲面之间的空间区域。理想轮廓面的形状由 以点的理想位臵为中心的圆或球面内的平面或空间区域。 理论正确尺寸确定,其方向和位臵由理论正确尺寸和基准确定 如果要求方向和位臵完全固定的位臵度公差带,必须标明足够
2、形状和位臵公差带——定向公差带
(2)垂直度公差带
如图,表示ΦD孔的实际轴线必须位于宽度为垂直度公差值0.08mm、垂 如图所示,表示Φd轴的实际轴线必须位于宽度分别为垂直度公差值 0.1mm 和0.2mm、 垂直度公差带的位臵是浮动的。它可以由被测要素与其他要素间的尺寸极限控制。以平面 如图所示,表示ΦD轴的实际轴线位于宽度为垂直度公差值 如图表示端面的实际轮廓必须位于宽度为垂直度公差值 0.05mm 0.1mm 、垂直于基准 、垂 直于公共基准线 A-B的两平行平面公差带内。 如图所示,表示右侧的实际轮廓必须位于宽度为垂直 垂直于基准平面 A的两平行平面公差带内。 ,且各自垂直于给定方向的两组平行平面所形成的公差带内。 为基准的两平行平面垂直度公差带必须看不起于基准平面,因此具有固定的方向;但又允许 平面 直于轴线 A的两平行平面公差带内。 A
2、形状和位置公差带——定位公差带
(1) 同轴度(同心度)公差带 定位公差带是关联实际被测要素对具有确定位臵的理想被测要 素的允许变动。理想被测要素的位臵由基准及理论正确尺寸(长度 或角度)确定。 当理论正确尺寸(长度)为零,且基准要素和被测要素均为轴 线时,称为同轴度公差 若基准要素和被测要素的轴线足够短,或均为中心点时,称为 同心度公差 当理论正确尺寸(长度)为零,基准互素和被测要素至少有一 个为中心平面时,称为对称度公差; 当理论正确尺寸(长度或角度)不为零时,泛称位臵度公差
数控机床零件轮廓加工精度的分析与控制

6 胡恩平 , 罗兴 柏 , 国 庆 jb
方 法 . 阳工 业 学 院 学 报 ,0 0 9 沈 20 ( )
的控 制方法 , 以减小 跟 随 误 差对 工 件 轮 廓 加 工 精 度 的
统特 性 出发 , 分析 了跟 随误 差产 生 的根本 原 因 , 述 了在 加 工直 线 轮廓 时跟 随 误差 与 轮 廓 误差 之 间 论
的关 系 , 导 出 了具 体 的计 算公 式 , 提 出 了采用 单轴 高精 度 复合控 制 的方法 减小 跟 随误差 。 推 并 从而 进
一
步 提高 工件 轮廓 加 工的精 度 。实践 证 明 , 方法 具 有一定 的 可行性 。 该
Ab t a t Th ol w ro fe ey a i a a g n u n e o o t u ro sr c : efl o e r ro v r x s h s a l r e if e c n c n o r er r whe r c si g p r o t u . Th s l n p o e sn a tc n o r i
S UN n we , DONG e ,W ANG Xi g i W i Ke,CUIH a i
( c ol f c a i l nier g S ey n nvri f e h o g , h n ag10 7 , H Sh o o h n a E g ei , hn a gU iesyo c nl y S e yn 1 1 8 C N) Me c n n t T o
跟 随误差 加工 精度 复合控 制
关键 词 : 控 机床 数
An lss a d Co to fP o e sn e iin o a t ay i n n r l r c s ig Pr cso fP r Co t u n CNC Ma hn o o no r o c ie T o
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表面(粗糙度)结构的评定
1.取样长度
是指测量或评定表面粗糙度时所规定的一段 基准长度,用符号 lr 表示。 目的是限制、减弱波纹度、形状误差对测量 结果的影响。从以下的系列中选取: 0.08,0.25,0.8,2.5,8.0 (mm)
基准线
lr
lr
lr ln
lr
lr
2.评定长度 为了合理且较全面地反映整个表面的粗糙度 特征,而在测量和评定表面粗糙度时所必需的一 段最小长度,用符号 ln 表示。 一般取3~5个取样长度。 3.基准线 通过测量手段获得表面轮廓曲线以后,需要
Ra 6.3
( )
用细实线相 连的不连续的同 一表面只标注一 次。当零件所有 表面具有相同的 粗糙度时,其代 号可在图样的标 题栏附近统一标 注。
Ra 6.3
减速器的输出轴
三、表面微观轮廓精度
GB/T3505-2009《产品几何技术规范 表面结 构 轮廓法 术语、定义及表面结构参数》 GB/T10610-2009《产品几何技术规范 结构 轮廓法 GB/T131-2006《产品几何技术规范 产品文件中表面结构的表示法》 GB/T15757-2002《产品几何技术规范表面缺 陷 术语、定义及参数》等。 表面 技术 评定表面结构的规则和方法》
提供一条定量评定表面粗糙度量值的基准线,作
为计算各种参数的基础。
轮廓算术平均中线
轮廓最小二乘中线
4.评定参数
(1)高度特征参数 ①轮廓算术平均偏差Ra 在取样长度 lr 内,被测轮廓上各点到 基准线的距离 Zi 的绝对值的算术平均值。
Z
Ra
z1 z2 z3
基 准 线
zi
zn
1 Ra | Z ( x ) | dx l
许值。
⒉评定值用的最多的是上限值。
6.表面粗糙度在图样上的标注 标注表面粗糙度代号时,代号的尖端指 向可见轮廓线、尺寸线、尺寸界线或它们的 延长线上,必须从材料外指向零件表面。
Rz 12.5
Ra 0.8
3.表面粗糙度在图样上的标注 标注表面粗糙度代号时,代号的尖端指 向可见轮廓线、尺寸线、尺寸界线或它们的 延长线上,必须从材料外指向零件表面。 Rz 3.2
l 0
x lr
1 n Ra | Z i | n i 1
②轮廓最大高度Rz 在取样长度 lr 内,最大轮廓峰高Zp与 最大轮廓谷深Zv之和的高度。Rz=Zp+ Zv
Z P1
Z P2
Z P3
Rz
Z v1
Z v2
Z v3
lrZ v4Z 源自45. 粗糙度参数及数值的选择
参数的选择:
⒈ 必标参数是高度特性 Ra 或 Rz 及允