立式设备安装
化工设备安装工程施工质量验收标准
化⼯设备安装⼯程施⼯质量验收标准1 总则1.0.1 为统⼀化⼯设备安装与现场设备组焊⼯程质量检查、验收的程序和⽅法,加强⼯程质量管理,确保⼯程质量,特制定本标准。
1.0.2本标准适⽤于化⼯设备⼯程的整体设备安装和分段设备现场组焊;储罐、低温储罐预制、安装;试验、设备附件安装;设备及附属梯⼦平台防腐蚀⼯程和设备绝热⼯程的施⼯质量验收。
1.0.3本标准不适⽤于承压设备现场组焊⼯程的质量验收。
1.0.4设备⼯程施⼯时,应执⾏相应的技术标准、设计⽂件的规定,并与⼯程同步做好施⼯记录;设备⼯程竣⼯时,按本标准进⾏施⼯质量验收。
1.0.5本标准应与现⾏国家标准《⼯业安装⼯程施⼯质量验收统⼀标准》GB50252-2018”和《化⼯设备⼯程施⼯及验收规范》HG/T 20275-2017配合使⽤。
1.0.6化⼯设备安装⼯程施⼯质量的验收,除应符合本标准外,尚应符合国家现⾏有关标准的规定。
12 术语2.0.1化⼯设备化⼯原料预处理、化学反应、反应产物的分离、精制等⼀系列化⼯过程,实现这些过程所需的设备叫化⼯设备。
2.0.2设备安装⼯程质量设备安装⼯程固有的特性、安全和使⽤功能满⾜业主需要的,符合国家法律、法规、技术规范标准规定、设计⽂件、合同合约和隐含要求的程度。
2.0.3检验批在安装⼯程中按设计⽂件、标准规范或合同、检验试验⽂件的规定,对在同⼀⽣产条件下的产出或同⼀作业条件下完成的实物量进⾏检验时所涉及的全部被检查体;2.0.4⼯程质量检查⼯程质量检查是指对⼯程实体的⼀个或多个特性进⾏的诸如测量、检查、试验或度量,并将结果与规定要求进⾏⽐较,以确定每项特性的合格情况⽽进⾏的活动。
2.0.5⼯程验收在施⼯单位⾃检合格的基础上,参与⼯程建设的有关⽅共同对⼯程施⼯质量进⾏抽样复验,对技术⽂件进⾏审核,并根据设计⽂件和相关标准以书⾯形式对⼯程质量是否达到合格作出确认。
2.0.6 主控项⽬保证⼯程安全和使⽤功能,对⼯程质量起决定性作⽤的检验项⽬。
立式储罐吊装方案
立式储罐吊装方案立式储罐是一种常用的工业设备,广泛应用于石油化工、化工、制药等行业。
储罐的吊装是其安装过程中的重要环节,合理而安全的吊装方案对于确保储罐的稳定性和工作效果至关重要。
本文将针对立式储罐吊装方案进行论述,介绍几种常见的吊装方法及其特点,以供参考。
1. 直立式吊装方法直立式吊装是最常见和常用的吊装方法之一。
其特点是将储罐垂直放置,并通过吊装设备将储罐从地面吊装到设定好的位置。
直立式吊装方法适用于储罐重量较轻、高度适中的情况。
具体操作步骤如下:(1)确定好吊装点,并进行充分的准备工作,包括保证吊装点的牢固性和充分的预埋固定点。
(2)使用适当的吊装设备,如起重机、吊车等,将储罐垂直吊装到设定位置,并确保吊装平稳。
(3)吊装到位后,进行储罐的固定,确保其稳定性。
可以采用焊接或者螺栓连接的方式进行固定,具体方法取决于现场情况和需求。
直立式吊装方法的优点是操作相对简单,适用范围广泛,但对于较大、较重的储罐来说,直立式吊装可能存在吊装高度受限、悬臂过长等问题,需要相应的解决方案。
2. 斜卧式吊装方法斜卧式吊装方法是针对一些高度较大且重量较大的立式储罐而设计的一种吊装方案。
其特点是在吊装过程中将储罐放置在一个斜卧的角度,通过吊装设备将储罐从地面吊装到指定位置。
具体操作步骤如下:(1)选取合适的斜卧角度,并根据储罐的尺寸和重量确定斜卧角度的大小。
(2)进行充分的准备工作,包括预埋固定点的设置和吊装点的设定。
(3)使用适当的吊装设备,控制好吊装过程中的斜卧角度,在保证平稳吊装的同时,确保吊装安全。
斜卧式吊装方法的优点是可以有效解决储罐重量和高度受限的问题,同时避免直立式吊装中悬臂长度过长导致的不稳定因素。
但斜卧式吊装在施工过程中可能需要占用更大的空间和更复杂的操作步骤。
3. 分段吊装方法对于一些超大型立式储罐,采用分段吊装方法是一种较为常见的解决方案。
此方法是将储罐根据尺寸和重量分成若干个部分,分别进行吊装,然后再进行组装。
SHT3503 立式设备安装检验记录 模版
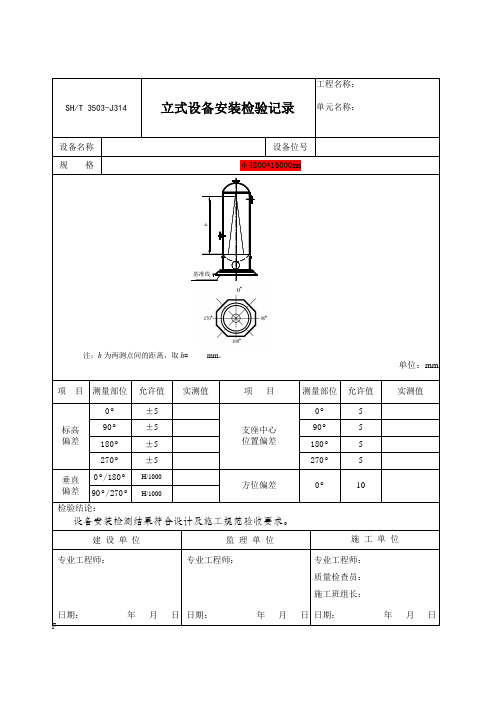
SH/T 3503-J314 立式设备安装检验记录工程名称:单元名称:
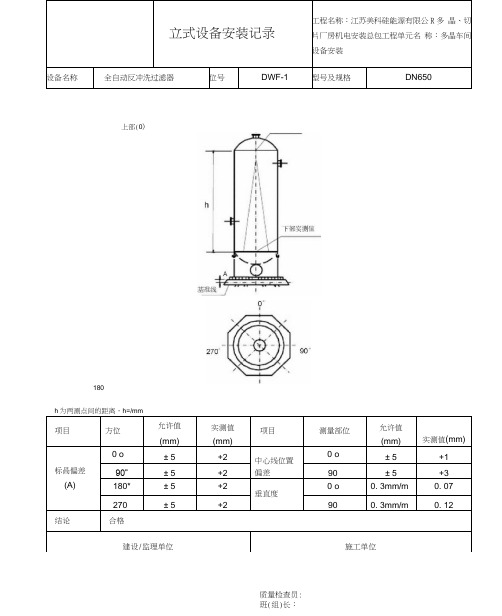
设备名称设备位号
规格φ4800*16000mm
h
基准线
注:h为两测点间的距离,取h= mm。
单位:mm 项目测量部位允许值实测值项目测量部位允许值实测值
标高偏差
0º±5
支座中心
位置偏差
0º 5 90º±5 90º5 180º±5 180º 5 270º±5 270º 5
垂直偏差
0º/180ºH/1000
方位偏差0º10 90º/270ºH/1000
检验结论:
设备安装检测结果符合设计及施工规范验收要求。
建设单位监理单位施工单位
专业工程师:
日期:年月日专业工程师:
日期:年月日
专业工程师:
质量检查员:
施工班组长:
日期:年月日
F
HGJ211-85化工塔类设备施工及验收规范
GB50461-2008 石油化工静设备安装工程施工质量验收规范。
立式设备安装检验记录
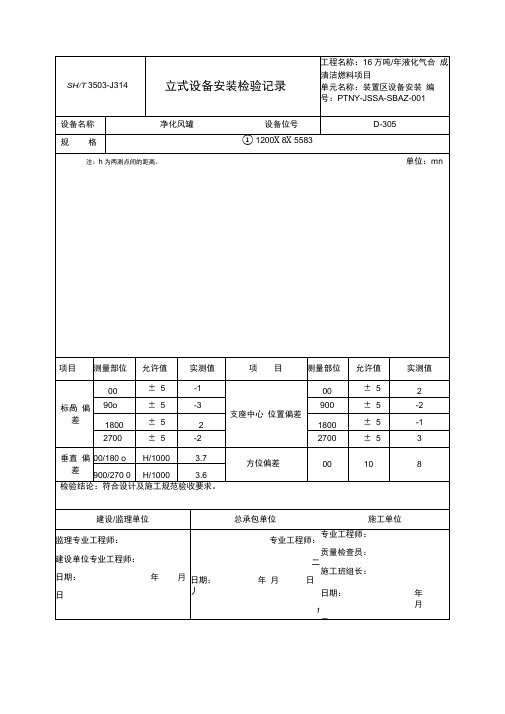
立式设备安装检验记录
工程名称:16万吨/年液化气合 成清洁燃料项目
单元名称:装置区设备安装 编号:PTNY-JSSA-SBAZ-001
设备名称
净化风罐设备位号
D-305
规格
①1200X8X5583
注:h为两测点间的距离。单位:mn
项目
测量部位
允许值
实测值
项目
测量部位
允许值
实测值
标咼 偏差
00
±5
2
支座中心 位置偏差
00
±5
-1
90o
±5
-1
900
±5
4
1800
±5
3
1800
±5
2
2700
±5
2
2700
±5
-3
垂直 偏差
00/180o
H/1000
23
方位偏差
00
15
10
900/270 0
H/1000
18
检验结论:符合设计及施工规范验收要求。
建设/监理单位
总承包单位
施工单位
监理专业工程师:
/
规格
①1600X10X5185
注:h为两测点间的距离。单位:mn
项目
测量部位
允许值
实测值
项目
测量部位
允许值
实测值
标咼 偏差
00
±5
4
支座中心 位置偏差
00
±5
-2
90o
±5
-2
900
±5
3
1800
±5
1
1800
±5
2
江苏某公司立式设备安装记录

江苏某公司立式设备安装记录1. 安装前准备在江苏某公司进行设备安装前的准备工作主要包括以下几个方面:•确定设备类型:在确定要安装的是立式设备后,我们进行了设备选择和采购工作。
根据公司需求,我们选购了一台适用于工业生产领域的立式设备。
•设备验收:在设备到达公司之后,我们对设备进行了验收工作。
检查设备的外观、配件是否完整,并进行了初步的功能测试,确保设备的质量和性能符合要求。
•安装位置确定:根据生产线布局和工艺要求,我们确定了设备的最佳安装位置,并做好了相应的准备工作。
2. 安装过程设备安装过程分为以下几个主要步骤:2.1 准备工作•清理安装区域:我们首先对设备所在的安装区域进行了清理工作,确保安装环境整洁。
•安装基础准备:根据设备的安装要求,我们做好了设备安装基础的准备工作,包括铺设设备底座、调整水平等。
2.2 设备组装根据设备安装指南,我们按照以下步骤进行设备组装: 1. 拆开设备包装:首先,我们小心地将设备包装拆开,确保不损坏设备。
2. 组装设备主体:根据设备说明书,我们按照顺序组装设备主体,并紧固相关螺丝。
3. 安装配件:根据设备说明书,我们安装相关配件,如传感器、控制器等。
4. 连接管道和电源:我们进行了管道连接和电源接线工作,并严格按照设备安装说明书的要求进行。
2.3 功能测试设备组装完成后,我们进行了功能测试,以确保设备安装正确且工作正常。
具体测试内容包括: - 设备启动测试:我们通过按下设备启动按钮,观察设备是否能够正常启动,并进行相关参数的调整。
- 运行测试:我们对设备进行了正常运行测试,检查设备的动作是否正常、传感器的反应是否准确等。
3. 安装后工作在设备安装完成后,我们还进行了一些相关的工作,以确保设备投入使用后能够正常工作:•设备保养计划制定:我们制定了设备保养计划,包括定期的清洁、润滑等工作,以确保设备的长期稳定运行。
•操作规程编制:我们编制了设备操作规程,包括设备的启停步骤、注意事项等,以便操作人员正确使用设备。
立式设备安装记录
上部(0)180h 为两测点间的距离,h=/mm位号DEXH・卜3型号及规格换热量11 OOOKWh为两测点间的距离,h=/mm设备名称袋式水过滤器位号DWF2 3型号及规格180'班(组)长:设备名称全自动反冲洗过滤器 位号上部(0)h 为两测点间的距离、h=9000mm项目 方位允许值(mm)实测值(mm) 项目 测量部位允许值(mm)实测值(mm)标咼偏差(A)0 o± 5 +2 中心线位置 偏差 0 o ± 590° ± 5 +2 90° ± 5180° ± 5 +2 垂直度0 o h/1000 0 270°± 5+290°h/10001结论 合格建设/监理单位施工单位专业工程师:技术负责人:WWF-1 型号及规格 DN8000 I180°型号及规格换热量5000KW上部(0)180°h为两测点间的距离,h=/mm上部(0)h 为两测点间的距离、h=6000mm项目 方位允许值(mm)实测值(mm) 项目 测量部位允许值(mm) 实测值(mm)标咼偏差(A)0 o± 5 ・2 中心线位置 偏差 0 o ± 5+190° ± 5 ・2 90° ± 5180° ± 5 ・2 垂直度0 o h/1000 0 270°± 5・290°h/10001结论 合格建设/监理单位施工单位位号WBF-1〜2型号及规格DN4000 I180°上部(0)180hh=1700mm质量检查员:班(组)长:h 为两测点间的距离、h=2000mm项目 方位允许值(mm)实测值(mm) 项目 测量部位允许值(mm)实测值(mm)标咼偏差(A)0 o± 5 ・1中心线位置 偏差0 0 ± 5 ・3 90” ± 590° ± 5 + 1 180* ± 5 ・1 垂直度0 o h/1000 0 270°± 5-190°h/10001结论 合格建设/监理单位施工单位SH 3503 - J302立式设备安装记录单元名称: 静设备安装(B)设备名称 常压离心机水封罐位号 SF-142101A型号及规格$ 500*2000mmh为两测点间的距离、h=2000mm专业工程师:年月日技术负责人:质里检杳贝:班(组)长:年月日SH 3503 - J302 立式设备安装记录单元名称:静设备安装(B)设备名称常压离心机水封罐位号SF-142101B 型号及规格$ 500*2000mm上部(0)180h 为两测点间的距离,h=800mm质量检查员:上部(0)180h 为两测点间的距离,h=800mm质量检查员:上部(0)180h 为两测点间的距离, h=2000mm质量检查员:上部(0)180h 为两测点间的距离, h=2000mm质量检查员:。
立式离心泵安装方法
立式离心泵安装方法立式离心泵是一种常见的工业设备,广泛应用于供水、排水、冷却循环等领域。
正确的安装方法对于立式离心泵的正常运行和使用寿命至关重要。
本文将介绍立式离心泵的安装步骤和注意事项。
一、准备工作在安装立式离心泵之前,需要进行一些准备工作。
首先,需要确定安装位置和基础尺寸,根据立式离心泵的尺寸和重量选择合适的基础尺寸。
其次,需要检查安装环境是否符合要求,如是否有足够的空间和通风条件。
最后,准备好所需的安装工具和材料,如螺栓、螺母、密封垫片等。
二、安装泵体1. 将泵体放在安装基础上,并使用水平仪进行水平校准。
2. 根据泵体底部的固定孔位置,在基础上打孔,然后使用螺栓将泵体固定在基础上。
3. 安装好泵体后,检查泵体与基础之间的间隙是否均匀,如有不均匀的情况,可以使用垫片进行调整。
三、安装电机1. 将电机放在泵体上方的支架上,并使用水平仪进行水平校准。
2. 根据电机的固定孔位置,在支架上打孔,然后使用螺栓将电机固定在支架上。
3. 安装好电机后,检查电机与支架之间的间隙是否均匀,如有不均匀的情况,可以使用垫片进行调整。
四、连接进出口管道1. 根据立式离心泵的进出口口径和位置,选择合适的管道和接头。
2. 将进口管道连接到泵体的进口处,并使用螺栓和螺母进行固定。
3. 将出口管道连接到泵体的出口处,并使用螺栓和螺母进行固定。
4. 在管道连接处使用密封垫片,确保连接处密封可靠。
五、安装配件和附件1. 安装好立式离心泵后,根据需要安装其他配件和附件,如流量计、压力表等。
2. 根据配件和附件的安装位置和连接方式,进行相应的安装和固定。
六、检查和测试安装完成后,需要进行检查和测试,确保立式离心泵安装正确,可以正常运行。
1. 检查所有连接处是否牢固,无松动和漏水现象。
2. 检查电机和泵体的转动是否灵活,无卡阻现象。
3. 接通电源,启动立式离心泵,观察运行情况和指示器的显示。
4. 测试立式离心泵的出水流量、压力和效率,确保其满足工作要求。
高线立式轧机安装技术

高线立式轧机的安装技术摘要:某精品高速线材设备安装工程,全线采用全连续式无扭转轧制工艺,轧机分为水平轧机和立式轧机。
立式轧机底座安装在立式基础上,底座垂直于地面,不仅给垫板座浆带来了施工难度,同时对底座的安装找正也带来了难度;万向接轴是重要的力矩传输装置位于减速机与轧机中间且垂直于地面不利于吊装。
我单位通过以往的施工经验及现场实际的情况,总结经验勇于实践,验证了一套比较好的安装立式轧机的施工方法。
关键词:设备安装;立式轧机;安装技术中图分类号: tg333.51 文献标识码: a 文章编号:1 工程概况某精品高速线材工程是设计能力为两条年产50万吨的高速线材加工项目,第一条生产线共有30架轧机,第二条生产线共计32架轧机。
该工程中的粗中轧区域内的轧机分为水平轧机和立式轧机。
2 施工方案根据轧机底座垂直于基础面,制定垫板反顺序进行安装;由于轧机单套机组与多套机组都存在着一定联系,确定设备安装的先后顺序;根据实际情况确定如何能够提高安装效率的方法,制作相应的辅助工具。
根据确定好的安装方案再进行设备基础与土建进行交接及验收,对整个轧线进行总体的测量控制并布置控制网、标高点、中心标板。
3 操作要点3.1基础验收根据基础中交验收单进行基础验收,验收标准如下:标高误差为: 0~-20mm预埋地脚螺栓中心偏差:±2mm螺栓顶部标高误差: 0~+20mm3.2建立测量控制网、标高及中心标板的埋设1)高速线材生产线为连续生产线,对轧机机组的纵向中心的直线度要求精度较高。
因此在需要建立一个测量控制网来控制整个轧线设备的安装,以保证整条线的安装精度要求。
选定粗轧第一台轧机内侧建立一个基准点,整条线的中心标板及表高点均以此点进行反设,以消除累计误差确保安装质量。
2)根据建立的测量控制网在安装前应进行永久性中心标板及标高基准点的埋设工作,中心标板埋设在轧制中心线上的设备空隙处,间隔为30—40米。
横向则埋设在各个立式轧机机架的横向中心上,基准点设置在机组旁易于检测的位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
总承包单位
施工单位
监理工程师:
专业工程师:
年月日
质量检查员: 技术负责人:
中国石油呼和浩特石化公
年月日
立式设备安装记录
年月日
单项工程名称:
罐车洗涤设施
SY03-C002 SY03-C002
司 500 万吨/年炼油扩能改
单项工程编号: 0315
造工程
单位工程名称 罐车洗涤设施设备安装工程
单位工程编号
0315-02
设备名称
储气罐
位 号 0315-TK-103 型号及规格
VN=1.0m³
h 为两测点间的距离 h= 1756 mm。
项目 方位
允许值 实测值
项目
士5 பைடு நூலகம்º
标高
90º
士5
偏差
180º
士5
270º
士5
0º 方位偏差
10
结论:
-4
中心线
-2
位置偏差
3 垂直度
4
8
单位:mm
测量 部位
允许值 实测值
中国石油呼和浩特石化公 司 500 万吨/年炼油扩能改
造工程
立式设备安装记录
单项工程名称: 罐车洗涤设施
单项工程编号: 0315
单位工程名称 罐车洗涤设施设备安装工程
单位工程编号
0315-02
设备名称
储水罐
位 号 0315-TK-101 型号及规格 VN=10m³
上部实测值
h 下部实测值
A 基准线
0°
270°
90°
h 为两测点间的距离
180°
h= 4570 mm。
项目 方位
允许值 实测值
项目
士5 0º
标高
90º
士5
偏差
180º
士5
270º
士5
0º 方位偏差
10
结论:
-3
中心线
1
位置偏差
-2 垂直度
2
6
单位:mm
测量 部位
允许值 实测值
5
4
0º
90º
5
3
0º H/1000
4
90º H/1000
2
监理单位
5
3
0º
90º
5
4
0º H/1000
1
90º H/1000 1.5
监理单位 监理工程师:
总承包单位 专业工程师:
施工单位 质量检查员: 技术负责人:
年月日
年月日
年月日