3-1模具材料标准
模具验收标准

一.成型产品外观、尺寸、配合。
1、产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断) 、烘印、皱纹。
2、熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3、收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4、一般小型产品平面不平度小于0、3mm,有装配要求的需保证装配要求。
5、外观明显处不能有气纹、料花,产品一般不能有气泡。
6、产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7、产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0、1mm。
8、产品配合:面壳底壳配合:表面错位小于0、1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔与使用要求。
2、铭牌应固定在模脚上靠近模板与基准角的地方。
铭牌固定可靠、不易剥落。
3、冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4、冷却水嘴不应伸出模架表面5、冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6、冷却水嘴应有进出标记。
7、标记英文字符与数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
8、模具配件应不影响模具的吊装与存放。
安装时下方有外露的油缸、水嘴,预复位机构等,应有支撑腿保护。
9、支撑腿的安装应用螺钉穿过支撑腿固定在模架上,过长的支撑腿可用车加工外螺纹柱子紧固在模架上。
10、模具顶出孔尺寸应符合指定的注塑机要求,除小型模具外,不能只用一个中心顶出。
11、定位圈应固定可靠,圈直径为100mm、250mm两种,定位圈高出底板10~20mm。
顾客另有要求的除外。
12、模具外形尺寸应符合指定注塑机的要求。
13、安装有方向要求的模具应在前模板或后模板上用箭头标明安装方向,箭头旁应有“UP”字样,箭头与文字均为黄色,字高为50 mm。
模具零件公差与配合尺寸标注标准(试行版)
5、重要配合尺寸的形位公差选用5~7级。
6、粗糙度:外观面~。配合、滑动面等~。
6、上述配合公差及等级为一般精度模具。
7、一般配合尺寸公差不在图纸上标注,只注明本张图纸或某部分尺寸加工等级(既指定公差级别),车间按此等级公差标准进行生产与检验的方法也是一种方法。但从成本与效率及长远角度讲应在图纸上标注为好。
三、运水井孔
位置公差:小于150㎜、±㎜,大于150㎜、±㎜。
深度公差:+1㎜。 直径公差:+㎜。
四、避空位、倒角、底孔钻孔深度、有效牙深度等如下表:
螺纹规格
M4
M5
M6
M8
M10
过孔直径
φ
φ
φ
φ
φ11
杯头直径
φ7
φ
φ10
φ13
φ16
沉孔直径
φ8
φ10
φ12
φ14
φ18
杯头长度
4
5
6
8
10
沉孔深度
9
3)、除上述极端尺寸外,多数模具零件重要配合尺寸选用6级~9级。
2、优先配合孔、轴公差表等相关配合类表依据国家标准。
3、常用公差5~12级和尺寸分段如下表(表一)
基本尺寸㎜
IT5
IT6
IT7
IT8
IT9
IT10
IT11
IT12
IT13
IT14
≤3
4
6
10
14
12
18
30
48
75
20
29
46
72
115
185
290
模具类别和分类方法
模具类别和分类方法模具是一种在工业生产中广泛应用的工具,用于制造大量产品,例如汽车零部件、电子产品外壳、塑料产品等。
模具类别和分类方法是指对模具进行划分和分类的方式和标准,可以根据不同的特性和用途进行分类,以方便选择和应用。
一、模具类别:根据模具的制造材料、用途和结构特点,可以将模具分为以下几类:1.按照制造材料分类:(1)金属模具:金属模具通常由金属材料(如铁、铝等)制成,用于制造金属产品或经过热塑性变形的非金属产品。
(2)塑料模具:塑料模具通常由塑料材料(如树脂、聚氨酯等)制成,用于制造塑料制品,如塑料壳体、注塑件等。
(3)橡胶模具:橡胶模具通常由橡胶材料制成,用于制造橡胶制品,如橡胶密封件、橡胶制动垫等。
2.按照用途分类:(1)冲压模具:冲压模具主要用于金属材料的冲压成型,可以分为单工位模、多工位模和连续模等。
(2)注塑模具:注塑模具主要用于塑料材料的注塑成型,包括冷却模具、热流道模具和多腔模具等。
(3)压铸模具:压铸模具主要用于金属材料的压铸成型,包括冷室模具和热室模具等。
3.按照结构特点分类:(1)单件模具:单件模具是指由一个模具部件组成的模具,适用于生产单一型号的产品。
(2)组合模具:组合模具是将多个模具部件组合在一起,适用于生产多种型号的产品。
(3)复合模具:复合模具是将两种或以上不同类型的模具组合在一起,适用于生产结构复杂的产品。
二、模具分类方法:1.按照应用行业分类:模具可以根据应用行业的不同进行分类,如汽车模具、电子模具、家电模具等。
这种分类方法可以根据模具所应用的行业领域来确定使用的材料和制造工艺。
2.按照加工工艺分类:模具可以根据加工工艺的不同进行分类,如冲压模具、注塑模具、压铸模具等。
这种分类方法可以根据模具所使用的加工工艺来确定其结构特点和制造要求。
3.按照产品形状分类:模具可以根据产品形状的不同进行分类,如平面模具、曲面模具、异型模具等。
这种分类方法可以根据模具所制造的产品形状来确定其结构设计和制造工艺。
材料密度表

0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000825 0.00000825 0.00000825 0.00000825 0.00000825 0.00000825 0.00000825 0.00000825 0.00000825 0.00000825 0.00000825 0.00000825 0.0000135
优质碳素结构钢 优质碳素结构钢 优质碳素结构钢 优质碳素结构钢 优质碳素结构钢 优质碳素结构钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 高速工具钢 高速工具钢 高速工具钢 高速工具钢 高速工具钢 高速工具钢 高速工具钢 高速工具钢 高速工具钢 粉末高速钢 粉末高速钢 粉末高速钢 钨钢/硬质合金
35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67
25 30 35 40 45 50 T7 T8 T9 T10 T12 T13 T7A T8A T9A T10A T11A T12A T13A T8MnA SKH-9 SKH-51 MH51 XYM1 M2 M42 M35 CPM10V W6Mo5Cr4V2 ASP-23 ASP-30 ASP-60 YG20
塑胶模具钢材的识别和选用

仁 2. 1.2344(為德國品牌,常用於無鏡面放電要求的母模或母模框)
3. 718HH(為壹勝百品牌,用於無成品形狀母模框) 4. NAK80(為日本品牌,硬度上相當於718HH)
2.結構件部分材料選用
定位環:S55C
常用於無成品形狀之模仁框
50
用於硬度需求高的結構件 用於硬度需求高的結構件 用於硬度需求高的結構件
5.放電(VDI)規格參數表
6.D-M-E打光規格表
7.壹勝百鋼材一覽表.
壹勝百鋼材一覽表
廠家
岀廠硬度 主要成份
特性
淬火溫度
回火後硬度
用途
8.補充說明部分.
1.如何建議客戶選擇哪一種電花規格? a:首先要判斷客戶成品組裝情況,了解哪裡是外觀面,並根據成品的用途 即可做岀最合理的建議.例如如果成品需要亮面(如NCVM),則建議表 面處理規格為VDI-06,如果需要有放電花紋則建議VDI-21或VDI-24. (放電花紋太細容易划傷影響後制程.) b:通過成品反應到模具上的加工方法和加工的難易程度可做建議的另 一種依據.
CORE
③ 公模內縮
CALMAX HRC56±2° 8407MS HRC50±2° VIKING HRC56±2°
CALMAX HRC56±2°
CAVITY
8407MS HRC50±2° ④ 母模SLIDE
SKD11 HRC58±2° SKD61 HRC50±2° SKD11 HRC58±2° 8407 HRC50±2°
1.滑配件部分材料的選用
CAVITY
VIKING HRC56±2° 8407MS HRC50±2°
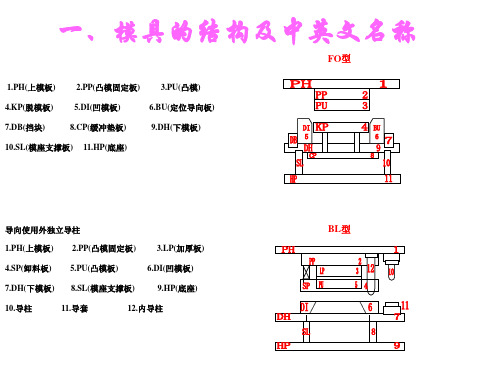
模具结构
2.2.5 CO型模具简介 CO模叫复合落料模它是集外形落料,穿孔,翻边,压花,拉深,刻印,切断,折弯等符加工为一体的模具,它采用内外导柱,导向,能很好的保证部 品加工精度,当然这种模具本身的制作精度也很高,一但这种模具导向被破坏,修理起来很困难,所有的导向装置都将全部全换位置,而更换 后的模具,也很难达到初始的精度. 2.2.6 COA型与B型的区别: A型CO模是最普遍的复合落料模具,它采用弹簧卸料,这种模具结构形式在我公司多用于200T,110T,60T,及部45T. B型CO模具,是一种较特殊的复合落料模具这种模具适用于部品较小或部品加工的孔数较多时无法在SP板上布置弹簧的情况,它的工作 原理是通过顶杆将卸料力传送给SP板,在我公司的45T模具上使用较多,但当部品较小.以致不能布置弹簧时通常采用打料杆卸料. 2.2.7 CO型模具一般易出现的问题及造成的原因: 问题点:1.毛刺(原因:A.中心不重合;B.冲裁间隙不一致;C.中心位置偏移<导向不良>) 2.上下模粘料(原因:A.卸料力不足,<SP,SC板>;B.DU与SP,SC与PD变形或间隙变小.
2.5 BE型模具
2.5.1 BE型模具结构及相应名称 1.PH(上模板) 2.PP(凸模固定板) 3.PU(V型凸模) 4.DI(V型凹模) 5.DH(下模板) 6.SL(模座支撑板) 7.HP(底座) 8.导柱 9.导套 10.保护柱 2.5.2 BE型模具各板所使用的材料 1,2,5,6,7,10使用45#钢,3,4使用SKD-11或铬钢 2.5.3 BE模具的简介 BE模又叫“V”型折弯模,它的折弯范围广,它可以折大于900小于1800的任何弯,如果可能它也可以折大于00小于1800的任何角, 而且还可以折Z型弯(如BE B型<如图>)BE折弯对垂直度的控制比较容易,也不会发生单边拉料现象,便它对折弯的平面度影响较大 ,BE模调试时模高不可下的太多,它是最容易破损的模具,为防止破损,BE模一般都有保护柱(SE)
模具维修标准
模具维修标准《模具维修标准》**前言**嘿,朋友们!咱们在制造业里呀,模具那可太重要啦。
就好比厨师做饭得有好厨具一样,生产各种产品很多时候就得靠模具。
但是呢,模具这东西用久了或者遇到些特殊情况就会出毛病。
这时候就需要维修啦。
为了让模具维修得又好又规范,咱们就得来聊聊这个模具维修标准。
这标准就像是个指南,告诉维修师傅们应该怎么做,这样就能保证模具修完之后还能好好地干活,生产出合格的产品。
**适用范围**这个模具维修标准适用于各种各样的模具哦。
不管是生产塑料小玩具的注塑模具,还是制造汽车零部件的冲压模具,或者是那些做金属铸件的压铸模具,都得按照这个标准来维修。
比如说,有个小工厂专门生产塑料梳子,他们的注塑模具用了一段时间后,发现梳子的齿有些变形了,这时候维修师傅要去修这个模具,就得按照咱们这个标准来操作。
再比如,一家汽车制造企业,冲压车门部件的模具出现磨损了,同样也需要遵循这个标准进行维修。
**术语定义**1. **模具型腔**:简单来说呢,就是模具里面那个形状和咱们要生产的产品一样的部分。
比如说做个小杯子的模具,那个杯子形状的凹进去的部分就是模具型腔啦。
它要是出了问题,生产出来的杯子可能就会变形或者有缺陷。
2. **脱模机构**:这个是用来把生产好的产品从模具里取出来的部分。
你可以想象一下,就像从一个很精致的模具里把蛋糕完整地取出来,得有个东西帮忙,这个就是脱模机构。
如果脱模机构不好使了,产品可能就卡在模具里,取不出来,还可能损坏模具。
3. **导向柱**:它就像是模具的“导航员”。
模具开合的时候,靠它来保证上下模能够准确地合在一起。
要是导向柱磨损或者歪了,上下模就可能对不齐,生产出来的产品就会有很大的问题。
**正文**1. 维修前的检查- 1.1外观检查- 首先,维修师傅得仔细看看模具的外观。
看看有没有裂缝啊,有没有明显的磨损或者划伤。
比如说,注塑模具的表面如果有裂缝,在注塑的时候,塑料就可能会从裂缝里渗出来,导致产品表面不平整。
H13模具热处理规范
戴卡轮毂制造有限公司Q/DC002-2002H13模具热处理规范1主题内容与适用范围本标准适用于低压铸造模具材质为H13材料的热处理。
2引用标准德胜钢材有限公司(German-Steel Co.,LTD)的GS-334热处理规范。
3 标准要求H13模具材料硬度标准:最终产品硬度要达到HRC34°~ 35°之间。
4热处理规范阶段一:消除应力1) 升温:由室温加热,用5个小时的时间加热至600℃~650℃之间。
2) 保温:在此温度之间保温至少2个小时,较厚部件保温时间最少为每50mm厚需1小时。
3) 冷却:保温完成后在炉中徐徐冷却至室温(50℃~65℃)。
阶段二:淬火4) 升温1:盐浴加热,由室温加热用2个小时的时间加热至400℃.5) 保温1:在此温度保温,保温时间为每毫米工件厚半分钟,使表面和中心温度一致。
6) 升温2:保温完成后,由400℃加热至650℃,升温速度为每毫米工件厚1分钟。
7)保温2:在此温度进行保温,保温时间为每毫米工件厚半分钟,使表面和中心温度一致。
8)升温3:由650℃加热至850℃,升温速度为每毫米工件厚1分钟。
9)保温3:在850℃保温,保温时间为每毫米工件厚1分钟,使表面和中心温度一致10)升温4:由850℃加热至1050℃,升温速度为每毫米工件厚1分钟。
11)保温4:在1050℃保温,保温时间为每毫米工件厚1分钟,使表面和中心温度一致。
12)冷却1:在温度保持在500℃~550℃之间的盐浴池中冷却,并使保持在此温度之间。
13)冷却2:待工件温度降至500℃~550℃之间时,取出空冷至室温(50℃~65℃)。
阶段三:均质化14)升温:待工件温度降至50℃~65℃之间时,立即放入回火炉加热至100℃~150℃之间,升温速度为每毫米工件厚1分钟。
15)保温:在100℃~150℃时保温每100mm厚1小时。
阶段四:回火(第一次回火)16)升温:均质化保温完成后,升温至700℃,升温速度为每毫米工件厚1分钟。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具材料限用标准
1. 范围
本标准对星凯科技有限公司模具设计材料的选用作出了规定。
根据模具零件的功能和重要程度按必须贯彻执行﹑推荐采用建议执行﹑按客户要求执行和不受本标准限制按贯例选用的四种情况在本标准内选用。
按照本标准规定的选用材料原则进行选材,可以达到在确保模具品质的情况下合理选材﹑压缩品种﹑减少规格﹑简化供应渠道﹑减少呆料和库存积压。
本标准适用于星凯科技在模具设计和制作过程中的黑色金属(即钢、铜和铝)材料的选用。
本标准不适用于非金属(如塑料﹑塑胶)材料的选用。
2. 引用文件
模具工业标准应用手册香港生产力促进局
模具钢手册冶金工业部出版社
机械设计手册化学工业出版社
3. 材料限用的一般规定
3.1选择材料一般应遵循的原则
a. 选择材料一般应以满足产品的功能和生产要求为原则
b. 在满足模具品质的情况下, 不要随意提高材料成本,要以节省资源为原则
c. 要选择货源充裕﹑有信誉度的供应商的材料。
3.2选择注塑模具材料时应考虑的影响因素
3.2.1受注塑产品的影响因素
a. 啤塑产品在啤塑过程中是否会对材料产生腐蚀性影响。
b. 塑胶树脂的种类对模具钢材的影响。
c. 塑胶件的生产批量对模具钢材的要求。
d. 塑胶件的外观品质对模具材料的要求。
3.2.2模具本身对材料的要求
a. 要求有良好的加工性(包括易切削性、良好的电加工性、好的抛光特性和溶接性)。
b. 对硬度和可预硬性的要求(包括材料内部组织纯洁均匀,可进行热处理和表面处理)。
c. 模具出现故障时易于修复,有良好的可烧焊性能。
4.材料限用的具体规定
根据注塑模具的特点及其模具零件的功能和重要程度将模具零件分为成型零件﹑模胚组件和结构组件,对模具材料的限制选用分为以下四种情况:
a. 成型零件——如上下模肉﹑行位﹑斜顶﹑直顶﹑上下模肉镶件﹑行位镶件等;成型零件的选用原则属于推荐采用建议执行,限用材料详见表二、表三、表四。
b. 模胚组件——如上下码模板﹑“A”板﹑“B”板﹑热流道框板﹑顶针板等;模胚组件的选用原则属于限制选用强制执行,限用材料详见表五。
c. 结构组件——如硬片﹑法兰﹑唧咀﹑司筒针压片等;结构组件的选用原则属于必须贯彻执行,若客户有特别的要求应建议客户接受我们的意见。
限用材料详见表六。
d. 除上述三种情况以外的所有零﹑组件的选材原则不作规定,按以往贯例选取。
※为便于查找资料和选材本标准将通用模具材料分类和材料牌号列于表一:
表一:通用模具材料分类和材料牌号
※在图样BOM中成型零件材料应写材料的具体牌号,而不应写材料的大类号,如:不应写P20、H13、420…。
若只写大类号则应理解为:对材料具体型号无特别要求,供货可在此大类内选择任何材料供应;
表二:注塑模具成型零件钢材选材表(德胜资料供参考)
※英文缩写注解:
表三:各国(及品牌)模具用特殊钢材对照表
表四:模具成型零件的材料限用
模具成型零件上模肉CAVITY INSERT、下模肉CORE INSERT、行位SLIDE BLOCK、斜顶CAM、直顶EJECTOR BAR、推方STRIPPER BAR、上模镶件 CAVITY SMALL INSERT、下模镶件 CORE SMALL INSERT、行位镶件 SLIDE INSERT、斜顶镶件CAM INSERT、可换镶件EXCHANGEABLE INSERT、水口镶件 RUNNER INSERT的材料选用:
INSERT PIN原则上要求标准件改制,如标准件改制不可行则根据模具要求选用上述成型钢材。
※上模肉压块 CAVITY CLAMP和下模肉压块 CORE CLAMP材料选用:1050、P20、01
※需要德胜的材料时必须加GS,如无德胜材料要求时不加GS,例如:GS2738或738;成型组件不可用大类但上下模肉压块除外。
※模胚组件必须用AISI标准的钢材大类编号,例如:P20等,未注明P20要求则优选国产P20。
附录A模具钢相关知识
模具钢是模具工业最重要的技术和物质基础。
近年来,随着模具工业的迅速发展,模具钢的发展也极为迅猛。
世界各国都把模具钢产量统计到合金工具钢中,其产量约占合金工具钢产量的70%~80%。
东江科技是注塑模具设计、制造厂商,我们使用模具钢是大量和广泛的,因此,本附录想对模具钢的一些相关知识作以简略介绍。
A1.模具用钢的分类:
由于各种模具的工作条件差别很大,所以从化学成分看,模具钢的范围很广,从一般的碳素结构钢、碳素工具钢、合金工具钢、合金结构钢、高速工具钢,直到满足特殊模具要求的无磁模具钢、耐蚀模具钢以及高合金模具材料等,…本附录对以下几种常用模具钢进行分类:
●塑料模具钢:
钢材硬度相对低、易切削、尺度稳定、抛光性佳、容易加工。
多用于注塑模内模。
生产出来的注塑产品可有一定的光泽。
●热作钢:
热作钢材的延伸性好,有较低的硬度,中度抗热软化阻力,能承受高工作温度。
多用于压铸模、挤压模和塑胶模等。
●冷作钢:
此种钢材有良好的切削性,高含碳量提供良好耐磨性,但韧性低。
主要用于制造在冷状态(室温) 条件下进性压制成形的模具,冷冲压模具、冷拉伸模具、冷镦模具、冷挤压模具、压印模具和滚
压模具等。
●高速钢:
这类钢材是主要用来切削其它钢材的刀具钢,能耐高温、耐磨损、高温之下不易软化。
A2.不同国家的常用模具钢材对照表:
模具钢材的种类和牌号较多,下面根据东江科技常用的几种模具钢进行有针对性的对照:
A3.模具用钢的热处理方法:
不论注塑模具、冲压模具或压铸模具其所使用的材料都有可能通过一些热处理方法,来满足性能要求,例如经常受到磨擦、拉伸、冲击的地方。
热处理是一种使材料改变机械性质的处理方式,即使钢材的组成成分相同,由于热处理的方法不同,经处理后钢材的性质就有显著的不同。
本附录介绍几种常见的热处理、表面处理方法:
注:Acm : 铁碳平衡图中的Acm 线 1147~723℃,0.8<C%<2.06,自奥氏体开始析出渗碳体。
Ac3: 铁碳平衡图中的Ac3线 910~723℃, C%<0.8,自奥氏体开始析出铁素体。
Ac1: 铁碳平衡图中的共析线 723℃,自奥氏体开始析出铁素体和渗碳体的共析混合物。
A3.1普通热处理:
图一:铁碳平衡简图
A3.2表面热处理:
A3.3表面涂镀处理:
A3.4部分钢材表面热处理数据(主要参考ASSAB产品资料)
A3.5零件热处理在图样上的标注要求:。