立式加工中心进给传动系统的分析与设计研究
立式加工中心工作台Z轴进给传动系统设计
立式加工中心工作台Z轴进给传动系统设计1. 引言本文档旨在介绍立式加工中心工作台Z轴进给传动系统的设计方案。
该方案旨在提高运动的精确度、稳定性和效率,从而满足现代制造业对高精度加工的需求。
2. 设计要求立式加工中心工作台Z轴进给传动系统的设计要求如下:- 高精度:能够实现微小加工精度要求,最小单位需达到0.001毫米;- 稳定性:能够抵抗振动和冲击,确保加工过程的稳定性;- 高效率:能够提高加工速度和效率,减少加工时间。
3. 设计原理立式加工中心工作台Z轴进给传动系统设计方案基于以下原理:- 采用精密滚珠丝杠传动:使用高精度、低摩擦的滚珠丝杠传动机构,实现Z轴的精确移动;- 应用伺服电机控制:通过伺服电机控制滚珠丝杠传动系统,实现精确的位置控制和速度控制;- 配备位置传感器:在滚珠丝杠传动系统中安装位置传感器,实时检测工作台Z轴的位置,以实现闭环控制。
4. 设计方案基于上述设计原理,立式加工中心工作台Z轴进给传动系统的设计方案如下:4.1 滚珠丝杠传动机构- 选择高精度的滚珠丝杠,确保传动精度;- 采用预加载技术,提高传动系统的刚性和精密度;- 选择适当的滚珠丝杠螺距,以满足加工的需求。
4.2 伺服电机控制系统- 选择适合的伺服电机,具有高转矩和高响应速度;- 配备精密的位置检测装置,以实现精确的位置控制;- 使用先进的控制算法,实现平稳的速度控制。
4.3 位置传感器- 安装高精度的位置传感器,实时检测工作台Z轴的位置;- 将位置传感器的信号反馈给伺服电机控制系统,实现闭环控制;- 通过闭环控制,实现对工作台Z轴位置的精确控制。
5. 结论通过采用精密滚珠丝杠传动、伺服电机控制和位置传感器反馈的设计方案,现代立式加工中心工作台Z轴进给传动系统可以实现高精度、稳定性和高效率的加工。
该设计方案能够满足制造业对精确加工的要求,提高产品质量和加工效率。
立式数控铣床进给传动系统设计
课程设计任务书目录1.概述 (3)1.1技术要求 (3)1.2总体设计方案 (3)2.滚珠丝杠螺母副的选型和计算 (3)2.1主切削力及其切削分力计算 (3)2.2导轨摩擦力的计算 (4)2.3计算滚珠丝杠螺母副的轴向负载力 (4)2.4滚珠丝杠的动载荷计算与直径估算 (5)3.工作台部件的装配图设计 (9)4.滚珠丝杠螺母副的承载能力校验 (9)4.1滚珠丝杆螺母副临界压缩载荷的校验 (9)4.2滚珠丝杆螺母副临界转速的校验 (9)4.3滚珠丝杆螺母副额定寿命的校验 (10)5.计算机械传动系统的刚度 (10)5.1机械传动系统的刚度计算 (10)5.2滚珠丝杠螺母副扭转刚度的计算 (11)6.驱动电动机的选型与计算 (11)6.1计算折算到电动机轴上的负载惯量。
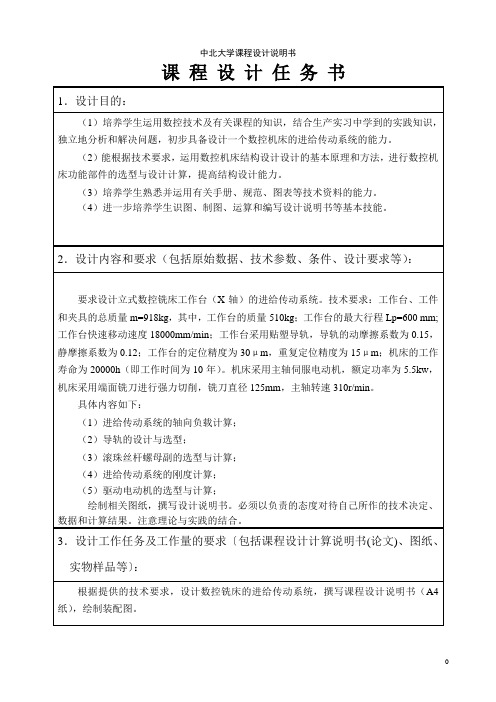
(11)6.2计算折算到电动机轴上的负载力矩 (12)6.3 计算坐标轴折算到电动机轴上的各种所需力矩 (13)6.4选择驱动电动机的型号 (14)7.确定滚珠丝杠螺母副的精度等级和规格型号 (14)7.1确定滚珠丝杠螺母副的精度等级 (14)7.2滚珠丝杠螺母副的规格型号 (15)8. 课程设计总结 (15)9.参考文献 (15)1.概述1.1技术要求工作台、工件和夹具的总质量m=918kg,其中,工作台的质量510kg;工作台的最大行程Lp=600 mm;工作台快速移动速度18000mm/min;工作台采用贴塑导轨,导轨的动摩擦系数为0.15,静摩擦系数为0.12;工作台的定位精度为30μm,重复定位精度为15μm;机床的工作寿命为20000h(即工作时间为10年)。
机床采用主轴伺服电动机,额定功率为5.5kw,机床采用端面铣刀进行强力切削,铣刀直径125mm,主轴转速310r/min。
切削状况如下:数控铣床的切削状况1.2总体设计方案为了满足以上技术要求,采取以下技术方案:(1)工作台工作面尺寸(宽度×长度)确定为400mm×1200mm。
JCS018加工中心研究特选
行业实操
17
五、典型部件结构(3)
自动换刀装置(ATC)(2)
刀套下转90° 本机床的刀库位于立柱左侧,刀具在 刀库中的安装方向与主轴垂直,如图7-24所示。换刀 之前,刀库2转动将待换刀具5送到换刀位置,之后把 带有刀具5的刀套4向下翻转90°,使得刀具轴线与主 轴轴线平行。
具有自动装卸刀具的机械手 在加工中心机床上 刀具的自动更换,多数借助机械手来进行。
具有主轴准停机构、刀杆自动夹紧松开机构和 刀柄切屑自动清除装置 这是加工中心机床主轴 部件中三个主要组成部分,也是加工中心机床 能够顺利地实现自动换刀所需具备的结构保证。
具有自动排屑、自动润滑和自动报警的系统等。
行业实操
28
五、典型部件结构(9)
机械手结构 (3)
抓刀动作结束时,齿条17上的挡环12压下位置开关14, 发出拔刀信号,于是液压缸15的上腔通压力油,活塞 杆推动机械手臂轴16下降拔刀。在轴16下降时,传动 盘10随之下降,其下端的销子8插入连接盘5的销孔中, 连接盘5和其下面的齿轮4也是用螺钉联接的,它们空 套在轴16上。当拔刀动作完成后,轴16上的挡环2压 下位置开关1,发出换刀信号。这时液压缸20的右腔 通压力油,活塞杆推着齿条19向左移动,使齿轮4和 连接盘5转动,通过销子8,由传动盘带动机械手转 180°,交换主轴上和刀库上的刀具位置。
轨迹控制方式
直线/圆弧方式或空间直线/螺旋方式
纸带代码
EIA/ISO
程序格式
写地址式可变程序段
脉冲当量
0.001㎜/脉冲
x5032立式铣床进给系统改造定稿大学论文

学号2011040191037密级武汉东湖学院本科生毕业论文(设计) X5032立式铣床进给传动系统改造院(系)名称:专业名称:学生姓名:指导教师:二〇一六年五月八日郑重声明我郑重声明:本人恪守学术道德,崇尚严谨学风,所呈交的学术论文是本人在老师的指导下,独立进行研究工作所取得的结果。
除文中明确注明和引用的内容外,本论文不包含任何他人已经发表和撰写过得内容。
论文为本人亲自撰写,并对所写内容负责。
本人签名:日期:摘要数控机床是当代机械制造业中实现机电一体化先进设备的代表。
伴随着先进制造业的发展,旧机床的数控化改造,尤其是普通机床数控化改造早已成为摆在我们面前迫切而艰巨的任务。
本课题是对X5032铣床进给系统的数控改造方案,在数控技术的历史、现状和发展的基础之上,通过对X5032旧机床的分析,结合机床改造的思路,提出了数控化改造的方案。
主要是针对机械部分进行改造,即对丝杠、驱动元件步进电机和减速齿轮的改造。
改造后的铣床不仅能加工平面、铣削键槽、等简单的零件外,还能加工形状复杂(如圆弧面加工、斜面及凸轮等)的零件,具有精度高、效率高及加工产品范围广等特点。
机床经过改造后,可以凸显机床强大的工作能力和深度的可靠性,加工精度和生产率同时有较大的提高,给企业提供一条切实可行的路径。
[关键词]数控改造;进给传动;X5032铣床目录第一章引言 (1)1.1数控机床的发展简史 (1)1.2数控机床发展趋势 (1)1.2.1高速性、高效性、高精度、高可靠性 (1)1.2.3开放性 (3)1.3课题背景、意义 (3)1.4研究目标 (4)第二章机械传动系统的改造设计 (5)2.1机械传动系统改造设计方案 (5)2.1.1改造设计任务 (5)2.1.2总体方案设计的确定 (5)2.2机械传动系统改造设计与计算 (6)2.2.1已知条件 (6)2.2.2进给系统计算,设计 (8)2.2.2.1纵向(X向)设计计算 (8)2.2.2.2横向(Y向)设计计算 (20)2.3数控铣床的导轨 (28)第三章数控机床控制方式选择 (31)3.1步进电机的开环控制 (31)3.1.1步进电机的工作原理 (31)3.1.2开环控制系统构成 (31)3.2数控机床开环系统速度计算 (32)第四章结论与展望 (32)第五章致谢 (33)参考文献 (35)第一章引言1.1数控机床的发展简史从第一台电子计算机诞生开始,美国北密执安的小型飞机承包商帕尔森斯公为了制造飞机机翼轮廓的板状样板,提出了采用数字控制技术进行加工的思路,1949年由帕尔森斯企业与美国麻省理工学院伺服机构研究院合作开始从事数控机床的研制工作,1952年,研究出第一台实验性数控系统,并把它安装在一台立式铣床上,成为全球第一台数控机床,完美实现了同时控制三轴的运动。
JCS-018立式加工中心主轴箱及进给系统设计

摘要:本次设计通过对现有加工中心的分析研究,提出一种新的设计方案,其自动化程度更高,结构也相对比较简单.这一点在论文会得以体现.本方案中,主轴箱采用交流调速电机实现无级变速,在X、Y、Z三个方向上的进给运动均采用滚珠丝杠,而动力则由步进电动机通过调隙齿轮来传递,并且采用单片机进行数字控制.控制系统采用MCS-51系列单片机,通过扩展程序存储器、数据存储器和I/O 接口实现硬件电路的设计.论文中也对软件系统的设计做出了相关说明.关键词:交流调速电机滚珠丝杠步进电机单片机系统扩展Abstract: This design tries a new method after the analyze and research of the exited machining center with the higher automatization degrees and the simpler configuration,which will be explained in the paper. In the method, AC adjustable-speed motor is used for the realization of the level shift in variable speed,and in the motion of, we all adopt ball bearing thread haulm for the X、Y、Z direction,The power of which is step by step electromotor transferred by gear that used for adjusting gaps.And more,we used singlechip for numerical control.The control system introduces MCS-51 series singlechip,and the realization of hardware circuit was accomplished by enlarging program memorizer、data memorizer and I/O meet meatus.Also,the paper explained the design for software system. Keywords: AC adjustable-speed motor、ball bearing thread haulm、the step by step electromotor、the enlarge for SCM system目录前言 (1)1、机床总体方案设计 (1)1.1 机床总体尺寸参数的选定 (1)1.2 机床主要部件及运动方式的选定 (2)1.3 机床总体布局的确定 (3)2、主传动的设计计算 (8)2.1 电机的选择 (8)2.2 齿轮传动的设计计算 (9)2.3 轴的设计计算 (13)2.4 离合器的选用 (21)3、进给系统的设计计算 (22)3.1 概述 (22)3.2 设计计算 (22)3.3 工作台部件的装配图设计 (29)3.4 滚珠丝杠螺母副的承载能力的校验 (30)3.5 计算机械传动系统的刚度 (31)3.6 驱动电动机的选型与计算 (33)3.7 机械传动系统的动态分析 (36)3.8 机械传动系统的误差计算与分析 (37)3.9 确定滚珠丝杠螺母副的精度等级和规格型号 (38)3.10 滚珠丝杆副的预紧方式 (38)3.11 齿轮传动消隙 (39)4、控制系统的设计 (39)4.1 控制系统总体方案的拟订 (39)4.2 总控制系统硬件电路设计 (39)参考文献 (56)谢辞 (57)科技译文 (58)前言加工中心集计算机技术、电子技术、自动化控制、传感测量、机械制造、网络通信技术于一体,是典型的机电一体化产品,它的发展和运用,开创了制造业的新时代,改变了制造业的生产方式、产业结构、管理方式,使世界制造业的格局发生了巨大变化。
数控机床进给传动系统定位误差的实验研究
第 4期
陈完成等 : 数控 机 床 进 给 传 动 系 统 定 位 误 差 的 实 验 研 究
2 1
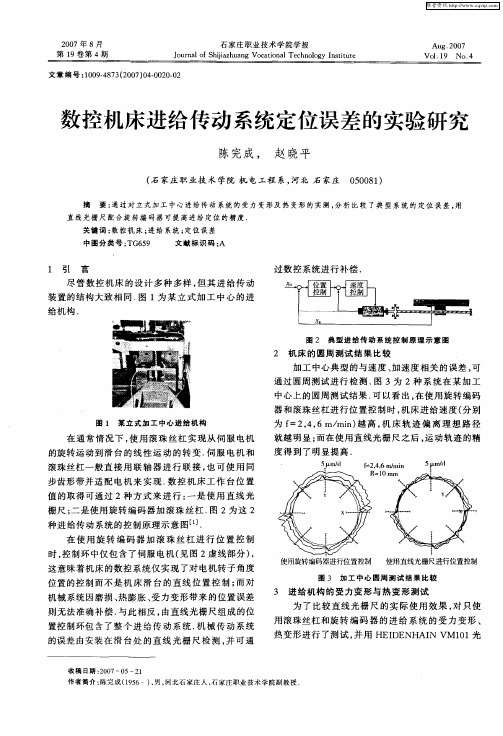
栅 进行 标定 . 4为测试 原理 图 图
给时 , 丝杠螺母 会产生 10 2 0W 的热量 , 而 因热 0 - 0 进 膨胀 引起进 给系统的定位误差 . 6为 2种 系统 由于 图 丝杠热膨胀 引起的位置飘移 的测试结 果 比较 .
摘 要 : 通过 对 立 式加 工 中心进 给 传 动 系 统 的 受 力 变形 及 热 变形 的 实 测 , 析 比 较 了典 型 系统 的 定 位 误 差 , 分 用 直 线光 栅 尺 配 合 旋 转 编 码 器 可 提 高进 给 定 位 的精 度 .
关键词 : 数控 机 床 ; 给 系统 ; 位 误 差 进 定
热变形 进行 了测试 , 用 H D NHAI 并 EI E N VM1 1光 0
收 稿 E 期 :0 7 5—2 t 2 0 —0 1
作 者 简 介 : 完 成 (9 6一) 男 , 北石 家 庄人 , 家 庄 职 业 技 术学 院 副教 授 陈 15 、 河 石
维普资讯
Au 2 7 g. 00
Vo . No. 1 19 4
文章 编 号 : 0 94 7 ( 0 7 0 .0 0 0 1 0 . 8 3 2 0 ) 4 0 2 .2
数控机床进给传动 系统定位误 差的实验研究
陈完 成 , 赵 晓平
( 家庄 职 业技 术 学 院 机 电工程 系, 石 河北 石 家庄 00 8 ) 5 0 1
中 图 分 类 号 : G 5 T 69 文献标识码 : A
1 引 言
过 数控 系统进 行补 偿
尽 管数 控 机床 的设 计 多种 多 样 , 但其 进 给传 动 装 置的结 构大致 相 同 . 1为 某立 式 加 工 中 心 的进 图 给机 构 .
立式数控加工中心的进给系统和主轴系统分析

立式数控加工中心的进给系统和主轴系统分析立式数控加工中心是一种常用于金属加工的先进设备,可以实现高效、精确的加工过程。
其中,进给系统和主轴系统是立式数控加工中心的两个核心部分。
本文将对立式数控加工中心的进给系统和主轴系统进行详细的分析和解释。
进给系统是立式数控加工中心的关键部件之一,在加工过程中负责控制工件的运动速度和位置。
它由进给电机、进给螺杆、导轨、伺服系统等组成。
进给电机通过传动装置将动力传递给进给螺杆,通过螺杆的旋转实现工件在三个坐标轴上的移动。
而导轨则起到支撑和导向工件的作用。
进给系统的主要功能是实现加工过程中工件的精确定位和运动控制。
通过在电脑数控系统中设定加工程序,可以精确控制进给系统的运动速度、加速度和位置,实现复杂零件的加工。
进给系统的精度和可靠性对加工质量和效率起着重要的影响。
因此,在设计和选择进给系统时,需要考虑其精度、刚性、稳定性等因素。
与进给系统相比,主轴系统在立式数控加工中心中的作用更为重要。
主轴系统是控制刀具转速和切削参数的关键部件,直接影响加工效果和加工质量。
主轴系统由主轴电机、主轴轴承、主轴传动装置等组成。
主轴电机是主轴系统的动力源,通常采用交流伺服电机或直流伺服电机。
它通过传动装置将动力传输给主轴轴承,进而带动刀具转动。
主轴轴承是主轴系统的核心部件,它承受着高速旋转和切削载荷。
因此,主轴轴承需要具备高刚度、高精度、高转速等特点,以确保刀具的稳定运转和加工质量。
主轴传动装置的设计也非常重要,它可以采用直接驱动或传统的皮带传动方式。
直接驱动主轴系统具有传动效率高、动态响应速度快等优点,适用于高速精密加工。
而皮带传动方式则具有结构简单、维护方便等优势,适用于一般加工需求。
除了运转稳定性之外,主轴系统还需要具备快速的切削速度和灵活的切削能力。
通过电脑数控系统对主轴电机的转速进行调控,实现不同工件的精确加工。
同时,主轴系统还应具备冷却装置,以保持刀具和工件的适宜温度,提高切削质量和加工效率。
数控加工中心—主传动系统设计

数控加工中心—主传动系统设计数控加工中心是一种高效精密的机械加工设备,主要用于加工具有一定形状和尺寸要求的工件。
主传动系统作为数控加工中心的核心部件之一,在数控加工中心的运行中起着至关重要的作用。
本文将从主传动系统设计的角度,详细介绍数控加工中心主传动系统的设计方法和要点。
在确定主传动系统的结构形式后,设计者还需要考虑传动方式。
数控加工中心主传动系统的传动方式主要有齿轮传动、同步带传动和链条传动等。
齿轮传动是最常见的传动方式,其传动效率高、传动精度高,但噪音大;同步带传动具有传动平稳、噪音低、维护方便等优点;链条传动则适用于大功率、大转矩传动。
在进行传动方式选择后,设计者还需要根据加工中心的实际工作要求和性能需求,确定主传动系统的传动比,即主轴转速与驱动电机转速之间的比值。
传动比的大小直接影响到主轴的转速范围和加工中心的加工能力。
一般情况下,数控加工中心的主轴转速范围为几百转/分钟到几万转/分钟不等。
另外,主传动系统的传动精度也是设计中需要关注的重点。
传动精度是指传动系统中输出轴的转速与输入轴的转速之间的误差大小。
由于主传动系统的传动精度直接影响到加工中心的加工精度,所以设计者需要根据加工要求和机械精度标准,选择适当的传动精度要求,并通过选用合适的传动装置和特殊的配合方式,来提高主传动系统的传动精度。
此外,设计者还需要注意主传动系统的可靠性和稳定性。
在设计过程中,应遵循可靠性设计原则,选用具有高可靠性的主传动装置和零部件,并合理安排主传动系统的结构形式和传动方式,以提高主传动系统的工作稳定性和使用寿命。
综上所述,数控加工中心主传动系统的设计是一项复杂而重要的工作,设计者需要根据具体的情况选择最合适的结构形式和传动方式,并合理确定主传动系统的传动比、传动精度等参数,以提高数控加工中心的加工能力和加工精度。
同时,设计者还要注重主传动系统的可靠性和稳定性,以确保数控加工中心的正常运行。