焊接过程记录与检查表最新版
焊接工艺纪律检查表

针对这次焊接工艺纪律检查 的情况,要求施工单位采取的 措施为: 说明:每周五抽查一次
4
5ห้องสมุดไป่ตู้
焊接/热处理设备必须具备正常的工作状 态
6
焊后焊口附近有明显的焊缝、 焊工标识信 息,焊后热处理曲线。
7 8
焊缝外观的质量检查 (气孔、 加渣、 咬边、 焊缝外观成型 焊瘤、母材电弧擦伤等) 超标准要求的缺陷 做好焊后的现场管理和多余的焊材的合 理保管需要回收的回收, 不乱扔乱放、 严 禁混放。 现场焊条存放 混放现象 焊材型号/规格与回收记录相符性
焊接工艺纪律检查表
焊接件名称 检查项目及相关内容 1 2 3 产品的图纸落实到现场施工班组 焊接工艺卡、焊接技术交底落实到位 检查结果
焊 区 日期
接 域
检查人 施工现场使用图纸 。 焊接工艺卡张贴 ,焊接技术交底记录 。
对焊接工艺中指定的焊接参数进行检查: 抽查正在作业焊工; 1).焊工持证检查, 焊工操作规程执行情况 焊材型号/规格: 2). 焊接方法和焊材的使用与工艺要求是 所用焊材与领用记录 否相符(牌号、规格,当日领用与焊材库 焊接电流: 电压: 是否对应) 预热温度: 层间温度: 与工艺要求的符合性 。 焊条保温筒使用是否合理 保温桶加热线连接 保温桶扣盖 保温桶内温度 焊机、热处理温控仪经现场安全检查合格 设备的仪表显示清晰、准确 设备接地(接零)良好 施工场地是否有禁止存放的易燃易爆物品 抽查焊缝号: 焊工号: 焊接日期: 对应热处理曲线:
焊接过程与检验记录表
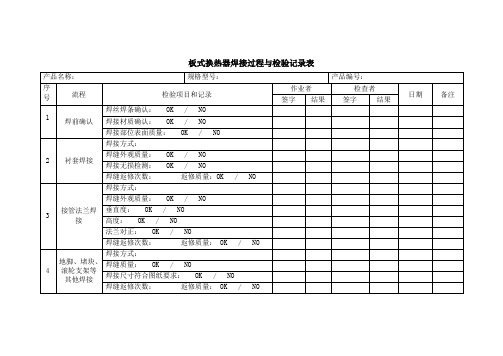
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果1ຫໍສະໝຸດ 焊前确认焊丝焊条确认: OK / NO
焊接材质确认:OK / NO
焊接部位表面质量:OK / NO
2
衬套焊接
焊接方式:
焊缝外观质量:OK / NO
焊接无损检测:OK / NO
焊缝返修次数:返修质量:OK / NO
3
接管法兰焊接
焊接方式:
焊缝外观质量:OK / NO
垂直度:OK / NO
高度:OK / NO
法兰对正:OK / NO
焊缝返修次数:返修质量:OK / NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK / NO
焊接尺寸符合图纸要求:OK / NO
焊缝返修次数:返修质量:OK / NO
焊接过程记录与检查表

. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
焊接自检记录表

自检记录表
焊4—1
注:接头已清理和焊逢尺寸符合要求时,以“√”表示,“未清理”和“焊逢尺寸不符合要求”以“×”
表示。
班组长:焊工:
焊接质量等级评定结果通知单
焊4—4
公司(处)质检部门(公章)焊接质检员:签发日期:
分项工程焊接接头表面质量检验评定表
单位:mm 焊4—2
注:验评结果符合格级标准者,在相应检验指标下记√,优良者记Δ。
合格级与优良级标准相同亦记Δ。
公司(处)质检代表:工地(队)技术负责人:
工地(队)质检员:班组长:验评日期:
分项工程焊接综合质量等级评定表
焊4—3
设单位代表:工地(队)技术负责人:
公司(处)质检代表:验评日期:
工地(队)质检员:。
B.3.4制造厂焊接检查表

8
焊接资料
(20分)
焊缝检验记录
■焊缝检查后应形成记录表,包括外观及尺寸;
□缺少1件扣2分,扣完为止。
5
无损检测记录
■无损检测记录应包括检测报告、焊缝检测委托单、返修记录;
□缺少1件扣2分,扣完为止。
5
过程巡检记录
■QC人员对焊接过程人员资质、工艺执行、环境控制、设备检定等因素进行巡检并形成巡检记录,工作日每日填写
(15分)
方案编制
■使用的焊评应满足工程的焊接需求,包括板厚、焊接方式、焊接材料等信息;
□出现一次焊评无法覆盖焊缝的情况扣2分,扣完为止。
10
方案交底
■焊接方案及焊评应进行三级交底,包括焊接参数、施焊顺序等信息,确保焊工施焊前接受过交底;
□不熟悉交底内容,每次扣1分,扣完为止。
3
现场存底பைடு நூலகம்
■焊接现场应有焊接方案及焊评的存底,(可采用挂牌显示等相关方式);
5
5
焊接环境
(5分)
湿度
■焊接时,相对湿度应满足90%以下的要求;
□发现违规一次扣除权重分,扣完为止。
2
风速
■风速超过焊接要求时,应采取有效措施;
□出现一次违规焊接的情况,扣除权重分。
2
焊接表面
■焊接表面不应潮湿或暴露于雨、冰、雪中;
□发现不满足要求的情况,扣除权重分,扣完为止。
1
6
工艺执行
(15分)
□现场检查,出现无方案存底情况的班组,发现一个扣1分,扣完为止。
2
3
焊工资质
(10分)
■焊工应持有焊考委颁发的焊接合格证,有注册编号和发证机构盖章;
□出现1个无证件情况扣1分,扣完为止。
焊接过程与检验记录表
接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程与检验记录表
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程与检验记录表

接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程与检验记录表
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
2衬套焊接Fra bibliotek焊接方式:焊缝外观质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接类设备检修过程质量验收检查表

、锈蚀及不规则现象。
2
WP
检查所用焊材是否与管件材质相适应,焊材是否烘干并置 于保温桶内。
3
WP
焊接时天气状况检查,是否存在雨天、大风天施工等现象 。
4
WP
焊接完成后是否进行了热处理工艺。(如需要)
5
HP
焊接完成后是否进行了无损探伤检测(可抽检),检测结 果是否符合质量等级要求。
是否存在尾项
最终验收人员
焊接类检修过程质量验收检查表
车间名称
装置名称
设备位号
设备名称
工作包编号
工作内容
要求停止检查点参加人员(HP):车间设备主管、施工监护人员、施工单位现场施工负责人。(可视情况增加、调整人员)
检查内容
序号
类型
检查项
检查人员/时间
结论
焊接前检查管件材质、型号是否一致,有无鼓包、裂纹、
1
WP 腐蚀严重等缺陷,管件是否已打磨坡口,坡口处有无裂纹
年月日
备注
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QR11.05-106
说明:1 —记录频率:每隔2小时/次。
2—检验人员检查操作者是否按操作者自检记录表内容执行,并将不符合内容记录在 QR\QC看板。
3—检验员按<焊接作业指导书>进行首巡末检查
QR11.05-107
说明:1 ――记录频率:每隔 2小时/次。
2――检验人员检查操作者是否按操作者自检记录表内容执行
并将不符合内容记录在 QR\QC 看板。
3—检验员按 <焊接作业指导书 >进行首巡末检查
QR11.05-108
焊接过程记录与检查表(纵焊缝)
说明:1 ――记录频率:每隔 2小时/次。
2――检验人员检查操作者是否按操作者自检记录表内容执行并将不符合内容记录在 QR\QC看板。
3—检验员按<焊接作业指导书>进行首巡末检查
QR11.05-109。