一种渐薄型孔无铜原因探析
孔内无铜分析

对于金属化孔板来讲,其实孔内无铜产生原因很多,并不像一般人认为的是化学铜的原因,对于不同的板件不同的设备。
主要从人机料法环几个方面和生产工艺流程方面作简要的解说,希望可以给业者和技术服务人员一些启发和提示。
人员方面主要操作方面的控制问题特别是对于手动线来讲。
化学处理与其他处理相比,需要比较严格的生产工艺控制,常见如温度,浓度,处理时间,污染物,槽液老化的控制等方面,稍有不慎都有可能造成一些生产质量问题。
生产原料方面除了化学药水要寻找相对正规的药水供应商,保证药水的品质稳定外,还要注意其他相关物料,如硫酸,双氧水,微蚀剂过硫酸盐,甲醛,过滤芯,清洗水,槽液配制用水等的质量和使用效果。
在机械方面主要设备的定期维护,检修,调校,以及生产自动程序的定期检查调教,加热器,过滤泵温度,温控系统,摇摆震动系统等和必要的分析技术。
生产工艺方面主要也是工艺控制调整改善等问题。
生产中的各个环节的特别是转存挪运等状况是很多工厂控制的弱点和盲区。
以上是粗略的从生产的环节作简要地分析,下面从生产工流程方面对上述问题作一个系统地分析:1.首先是基材本身组成和材质(如陶瓷,玻璃基,铝基板等),采用不同树脂系统和材质的基板,如环氧树脂,聚四氟乙烯树脂,聚酯树脂,聚亚酰胺树脂,复合基CEM等,树脂系统的不同,也导致沉铜处理时活化效果和沉铜时的明显差异差异性。
特别是一些CEM复合基板材和高频板银基材的特异性,在做化学沉铜处理时,需要采取一些较为特殊的方法处理一下,假若按正常的化学沉铜有时很难达到良好的效果。
2.基板前处理问题。
一些基板可能会吸潮和本身在压合成基板时部分树脂固化不良,这样在钻孔时可能会因为树脂本身的强度不够而造成钻孔的质量很差,钻污多或孔壁树脂撕挖严重等,因此开料时进行必要的烘烤是应该的。
此外一些多层板层压后也可能会出现pp半固化片基材区的树枝固化不良的状况,也会直接影响钻孔和除胶渣活化沉铜等。
3.钻孔的问题。
钻孔状况太差,主要表现为:孔内树脂粉尘多,孔壁粗糙(孔内玻璃纤维突出,树脂撕挖拉扯严重,孔内的凹凸度大(特别是对小孔来说一般0。
孔无铜

孔无铜分析
一.造成孔无铜的原因很多,通常是干区与湿区两大制程造成;其次是镀铜过薄时,在工序经过的“微蚀”段过多、造成孔无铜(返工板最常见)。
二.沉铜气泡造成孔无铜:主要特征是二铜包一铜,断口铜是由薄变厚(沉铜时有气泡、孔内杂物、遥摆与振动幅度不够造成,主要是药水没有在孔内穿透、药水在孔内存在静置状态,板电时出现断续或连续断点现场,图电后形成二铜包一铜)。
孔粗及药水质量差也会造成此现象发生。
三.油墨入孔造成孔无铜:断口处的二铜没有将一铜包住,甚至有一铜底铜、无二铜;1印湿膜时,油墨在孔里严重堵塞、显影时无法全部显影掉,在图电时没有镀上铜造成,在后面的工序经过多个微蚀段的咬蚀、形成无孔铜,湿膜返工板最易造成油墨塞孔。
2或是干膜返工板,在片碱(NaOH)缸里的时间太久造成(片碱缸里存在大量的干膜碎与杂物质等,片碱缸长时间没有更换或干膜碎无清理)。
四.图电时孔内杂物或气泡造成孔无铜:孔铜断口处由薄变厚、但是距离短小,形成气泡弧形状,杂物规则不等,二铜无包住一铜。
主要体现是断口处的铜由薄变厚且距离短小(气泡或杂物下的一铜2-7UM,在生产过程中则会被微蚀工序咬蚀掉,返工板咬蚀的更多,孔铜断口处更长些)。
五.成品板客户投诉孔无铜:主要表现为过程镀铜偏薄、后工序生产时,微蚀过度或返工次数过多造成,通常是客户端上零件后,功能失效,原本有几个微米的铜,在上件后,经过大电流或强电流下,将薄的孔铜烧断开,造成过孔不通。
孔无铜控制方案
3.查看过滤机压力表是否在范围内,每班点检一次,每班打开排气阀排气一次。
4.除油后的水洗流量控制6升
5.需要以及记录天车报警时生产的板,报警后必须找出报警的原因,采取相应的应急预案
6.每周保养确认,毁坏夹具立即更换
7.上板时边条必须比板长出1-2cm
8.a.掉除油槽时需检查干膜是否有浮离,若有则退洗,反之首件确认渗镀,掉槽板需单独记录与表单,便于追踪品质.
1.每1小时打一次背光,确认背光状况,背光需要≥8级; 2.每班测一次除胶速率;0.1-0.4um
3.震动每班测试一次,标准为≥20mm/s ,生产时气顶和摇摆全开。
4.化验室每班分析化验药液浓度(拖缸板保养开线前拖6挂,每挂30PNL,拖缸板必须是PP板,不可用报废的铜板)
5.生产点检表每四小点检水洗流量、自动添加状况
测试
1、坏板混板
将待测试的板放置于蓝胶框内,好板放于蓝胶框内,坏板放置于红胶框内,做好区域划分,开启防呆误放装置
喷锡
1、在微蚀段卡板
2、喷锡返工
1.对于出现卡板的生产板,需要分隔处理,并100%测量孔铜,合格后放行,不合格的将直接作报废处理。
2.对于重工板重工次数最多不能超过二次
OSP
3、在微蚀段卡板
5.对于重工板重工次数最多不能超过三次
6.对于重工之后的板需确认孔铜厚度,达到客户规范,然后流下制程并记录于〈OSP线重工记录表〉
外观检查
1、黑孔
1、外观检查时候发现孔内颜色为黑色的,将挑出重新退回电测测试处理,如发现大批量的黑色孔,需要通知QA、ME进行现场分析后再处理。
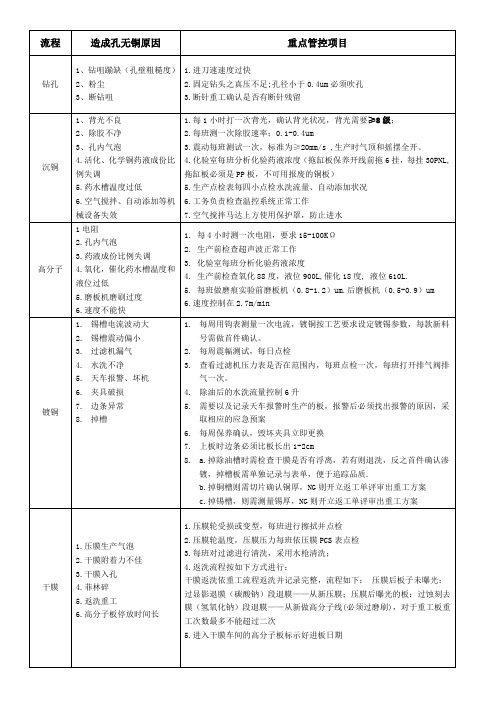
流程
造成孔无铜原因
重点管控项目
钻孔
1、钻咀蹦缺(孔壁粗糙度) 2、粉尘 3、断钻咀
一种渐薄型孔无铜是什么原因

一种渐薄型孔无铜是什么原因
孔金属化是PCB制程中最重要的工序,本文就一种渐薄类型的孔无铜表现形态、成因及解决方案谈一点个人理解和认识。
渐薄类型的孔无铜均有一共性,即:孔内铜层从孔口至孔中央逐渐减薄,直至铜层消失。
具体图片如下:
部分客户对此类型孔无铜的误判如下:
1、锡光剂深镀(走位)能力差而致电锡不良;
2、PTH异常,孔内未沉上铜;
3、镀铜的深镀能力差。
在实际生产中,渐薄型孔无铜屡见不鲜。
究其原因,无外乎是导电基材上(板电一铜或沉厚铜层)存在阻碍电镀铜沉积的阻镀层。
以下就这种阻镀层。
孔无铜缺陷判读及改善

缺陷描述11
整孔无铜,而且大孔、小孔均无铜:
失效分析
➢ 特点:表面只有一层电镀层,孔内整孔无铜, ➢ 主要原因:
板件未沉铜就直接进行平板或图形电镀, 图形电镀时由于吊车故障等原因在微蚀缸停留时间 过长,平板层被全部蚀掉(从内层铜层形成负凹蚀 的情况进行确认)。
➢ 措施:对异常停机情况进行纠正,及时吊出微 蚀缸板件。
性差等原因,填胶不满导致碱蚀药水进入造成 孔内无铜; 措施:改用流动性较好B片,如高树脂含量等。
第四部分:纠正行动及改善方案
采用D-M-A-I-C改进模式: 界定(Define):对切片缺陷进行认真界定 测量(Measure):通过通断、BB机和切片 分析(Analyze):根据具体流程进行分析 改进(Improve):针对存在问题进行改进 控制(Control):有效控制形成文件指导生产
缺陷描述6
无铜处全部发生在树脂部位:
失效分析
特点:孔内无铜位置全部发生在树脂部位; 原因:除胶渣不够,树脂蜂窝状结构尚未形成; 措施:检查凹蚀段条件,提高除胶渣能力(如:
提高浓度、温度或延长时间等)
缺陷描述7
电镀层包住平板层,切片从孔口向孔中央平板层逐渐消失:
失效分析
➢ 特点:图形层包住平板层,切片从孔口向孔中 央平板层逐渐变薄并最后消失;
孔无铜缺陷判读及预 防
课程目标
帮助学员对切片缺陷进行判读; 通过案例对原因进行分析并预防; 降低孔定义 第二部分:原因分析 第三部分:缺陷现象及失效分析 第四部分:纠正行动及改善方案
第一部分:孔无铜定义
孔无铜是指印制板金属化孔孔内开路; 在通断检测时失去电气连接性能; 金属化孔包括:通孔、盲孔和埋孔; 孔壁不导通也称“破孔”或“孔内开路”。
微孔无铜原因分析与改善

微孔无铜原因分析与改善周毅;崔青鹏;陈雯【摘要】文章主要分析了PCB制造过程中微孔出现孔无铜的各类原因以及改善预防措施,并且详细介绍了对于火山灰堵孔造成的微孔孔无铜的原因分析。
%Specially in Micro-hole,void in hole is a big trouble that bother PCB manufactures.With the development of Electric-production,hole in the PCB becomes smaller and smaller.So it is necessary to find the root cause and sum up the experience of the solution method in this field.By analyzing every possible cause in the PCB production,especially in front-process,this paper explained some key-points in process which are overlooked in manufacturing.【期刊名称】《印制电路信息》【年(卷),期】2012(000)009【总页数】4页(P33-36)【关键词】微孔;孔无铜;高纵横比产品【作者】周毅;崔青鹏;陈雯【作者单位】深圳崇达多层线路板有限公司,广东深圳518132;深圳崇达多层线路板有限公司,广东深圳518132;深圳崇达多层线路板有限公司,广东深圳518132【正文语种】中文【中图分类】TN411 前言随着电子行业的不断发展,印制线路板亦越来越精细,不仅表现在线宽/线距更细、更密集,层数更高,同时导通孔的孔径也越来越小,即厚径比越来越高,这不仅对钻孔工艺和设备提出了更高的要求,也对与导通相关的其他工艺如沉铜、线路、电镀等亦提出了更高的要求,由于孔径过小,很多钻孔后制程都可能对孔导通产生重要的影响。
孔内无铜成因分析
2020/9/10
修理不良 此处添加公司信息
点击此处添加脚注信息 9
孔内无铜成因分析
LOGO
2020/9/10
铜缸周期末期 此处添加公司信息
点击此处添加脚注信息 10
孔内无铜成因分析
LOGO
2020/9/10
电镀铜渣堵孔 此处添加公司信息
点击此处添加脚注信息 11
孔内无铜成因分析
LOGO
2020/9/10
LOGO
2020/9/10
点击此处添加脚注信息 此处添加公司信息
点击此处添加脚注信息 6
孔内无铜成因分析
LOGO
2020/9/10
干膜堵孔 此处添加公司信息
点击此处添加脚注信息 7
孔内无铜成因分析
LOGO
2020/9/10
蚀刻后咬蚀 此处添加公司信息
点击此处添加脚注信息 8
孔内无铜成因分析
LOGO
孔内无铜成因分析
LOGO
2020/9/10
铜缸气泡 此处添加公司信息
点击此处添加脚注信息 19
LOGO
感谢观映
单击此处添加公司信息
LOGO
2020/缸气泡 此处添加公司信息
点击此处添加脚注信息 12
孔内无铜成因分析
LOGO
2020/9/10
锡缸气泡 此处添加公司信息
点击此处添加脚注信息 13
孔内无铜成因分析
LOGO
2020/9/10
铜缸气泡 此处添加公司信息
点击此处添加脚注信息 14
孔内无铜成因分析
LOGO
2020/9/10
钻孔不良 此处添加公司信息
2
孔内无铜成因分析
LOGO
孔无铜跟进分析报告
To :正天伟/朱副总Cc :冉总Fm :正天伟客服/唐永生Date :2012-1-9APP :NO :HY120101SUB :孔无铜原因分析及跟进报告一、 目的为贵司找出孔无铜的根本原因,提高品质合格率。
增加与贵司良好的合作关系。
二、问题描述据贵司反馈近段时间生产板孔无铜的问题比较频繁。
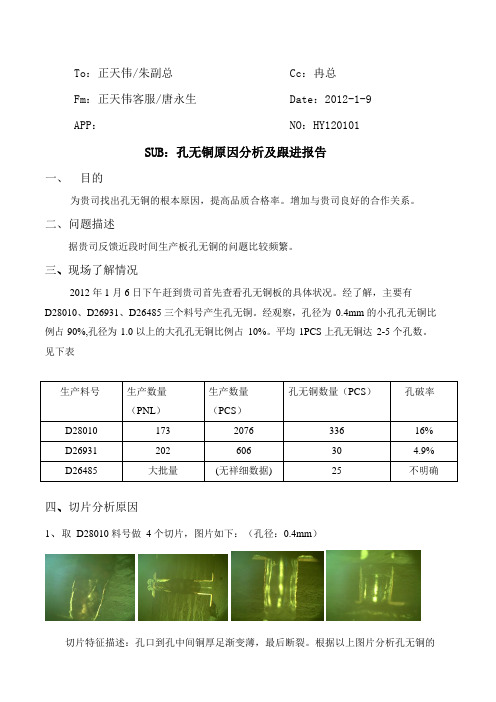
三、现场了解情况2012 年 1 月 6 日下午赶到贵司首先查看孔无铜板的具体状况。
经了解,主要有D28010、D26931、D26485 三个料号产生孔无铜。
经观察,孔径为 0.4mm 的小孔孔无铜比例占 90%,孔径为 1.0 以上的大孔孔无铜比例占 10%。
平均 1PCS 上孔无铜达 2-5 个孔数。
见下表生产料号 生产数量 (PNL )生产数量 (PCS )孔无铜数量(PCS ) 孔破率D28010 173 2076 336 16% D26931 202 606 30 4.9% D26485大批量(无祥细数据)25不明确四、切片分析原因1、取 D28010 料号做 4 个切片,图片如下:(孔径:0.4mm )切片特征描述:孔口到孔中间铜厚足渐变薄,最后断裂。
根据以上图片分析孔无铜的孔内残留油墨磨板过度导致孔口无铜钻孔粗糙度达钻孔粗糙度达钻孔粗糙度达钻孔粗糙度达钻孔粗糙度达蓝色为孔内残留油蓝色为孔内残留油原因为镀铜深镀不良或显影不净。
但把图片放大400 倍后观察孔内状况,各孔内均有钻孔粗糙度过大的问题。
2、取D26931 料号做4 个切片,图下如下:根据以上图片分析孔无铜的原因有油墨入孔,蚀刻后磨板过度,钻孔粗糙度过大导致沉不上铜而最终产生孔无铜。
3、取D26485 料号做8 个切片,图片如下:切片特征描述:断裂位在于孔中间或孔口处,且孔铜呈对称平行状断裂现象。
根据以上图片分析孔无铜主要因油墨入孔所致,且部份切片用肉眼可明显看到有油墨在孔内残留。
另在现场跟进过程中,发现此料号显影后的板孔内也有大量油墨在孔内残留。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一种渐薄型孔无铜原因探析
孔金属化是PCB制程中最重要的工序,本文就一种渐薄类型的孔无铜表现形态、成因及解决方案谈一些个人理解和认识。
渐薄类型的孔无铜均有一共性,即孔内铜层从孔口至孔中央逐渐减薄,直至铜层消失。
具体见图片一、二:部分客户对此类型孔无铜的误判如下:
1. 锡光剂深镀(走位)能力差而致电锡不良;
2. PTH 异常,孔内未沉上铜;
3. 镀铜的深镀能力差。
在实际生产中,渐薄型孔无铜屡见不鲜。
究其原因,无外乎是导电基材上(板电一铜或沉厚铜层)存在阻碍电镀铜沉积的阻镀层。
以下就这种阻镀层的产生及预防进行分析。
在板电一铜或沉厚铜的下工序线路显影过程中,PCB板面未交联聚合的油墨溶解于显影液,含有油墨高分子的显影液经循环泵再次喷洒至PCB板面及孔内,此时如果后续的压力水洗(含水洗水质)不足以将PCB板面及孔内含油墨高分子的残存物冲洗干净,那么残存的油墨高分子化合物就会在孔壁反粘从而形成一层薄薄的阻镀层,愈到孔中央,清洗效果愈差,阻镀层出现的机率愈大,小孔尤甚。
(显影段的多级水洗只是一个不断稀释残留物的过程,目的是将残留物尽可能地稀释)
明白高分子反粘阻镀层是导致孔内电铜层渐薄的罪魁祸首后,问题的焦点就集中于保证孔内的清洗效果以清除反粘的阻镀层。
对症下药,方能治本。
此外,处理现实问题的前提是必需正视、尊重客户现有的生产条件,如线路和阻焊、干膜和湿膜共享显影机、水洗流量受环保限制等。
曾有客户寄希望于加大图电前处理的微蚀量能除去孔内阻镀层,但遗憾的是于事无补,反倒落下微蚀过度而导致孔无铜。
正确的解决方法应该是强化显影干制程的保养,同时图电前处理选用除油效果优良的酸性除油剂。
EC-51酸性除油剂能配合客户很好地解决此类孔铜自孔口至孔中央逐渐减薄的孔无铜现象,正确使用EC-51酸性除油剂需注意以下事项:1. EC-51水洗要求稍严,要求水洗充分,因其含有的湿润剂清洗不净可能导致铜缸和镍缸有较多的泡沫。
2. EC-51专为湿膜设计,使用湿膜或者黑油的板,如果孔内镀不上镍或铜,用EC-51处理后可解决。
对细线距干膜应适当降低开缸量,控制EC-51含量为4%,防止过高的除油剂含量攻击干膜线边导致犬齿状镀层,另外,EC-51对干膜渐薄型孔无铜效果也不错。
3. 冬天是此类问题的高发时段(因气温低,水洗性差),提高除油效果的最有效办法是升温(升高浓度贡献不大,还会加大水洗压力),温度一般控制30~35度,过低的温度不利于保证除油效果;过高的温度易发生除油剂攻击油墨而导致渗镀。
在手动线,还应
配合手动摇摆、加装过滤器来保证孔内药液贯通。
如客户生产条件恶劣,EC-51的换缸周期应缩短为15~20平方尺/升。