DIN 5480-2006渐开线花键标准
DIN5480渐开线花键跨棒距、棒间距

DIN5480德标花键检测、测量、量棒、跨棒距、棒间距计算公式
DIN5480花键标准是德国于1986年颁布实施的米制模数变位制花键标准;该标准于2005年及2006年做了修订,标准号为DIN5480-1及DIN5480-2,这两个新标准各包含不同的内容,共同构成新的标准。
自80年代以来,我国大规模引进了德国汽车及液压产品技术,DIN5480花键在我国已被广泛使用,除了采用定型刀具(主要是拉刀)大批量生产定型产品外,采用通用加工手段少量配制DIN花键的情况也日益增多。
DIN花键检测方法是用量棒来测定跨棒距或棒间距,但是DIN花键计算公式繁琐,一般加工单位无法掌握。
我司对花键的加工和检测有丰富的检验,常年为上海、苏州、无锡等地的外资企业生产DIN花键,对跨棒距或棒间距的计算方法非常熟悉,因此欢迎有需要的厂家、工厂技术人员洽谈合作,为你们提供棒间距和跨棒距的计算服务,也可以探讨技术问题。
微信号:ydc8789
收费标准:不论花键大小,一律30元。
DIN5480 花键棒间距、跨棒距速查手册
苏州某企业齿轮内花键DIN5480 N55X3X30X17X7H 量棒直径5.25 棒间距43.836~43.885
无锡某企业齿轮外花键DIN5480 W200X5X30X38X8g 量棒直径10 棒间距210.025~210.094
滚齿机
数控插齿机。
din5480渐开线花键标准

din5480渐开线花键标准DIN5480渐开线花键标准。
DIN5480渐开线花键是一种常见的机械连接元件,广泛应用于工程机械、汽车、航空航天等领域。
它具有传递大扭矩、高传动效率和稳定性好等特点,因此备受工程师和设计师的青睐。
本文将对DIN5480渐开线花键标准进行详细介绍,希望能为相关领域的从业人员提供一些参考和帮助。
首先,我们需要了解渐开线花键的基本结构。
渐开线花键是一种带有渐开线齿廓的轴向连接元件,其齿廓具有一定的曲线特性,能够在传递大扭矩的同时减小齿面载荷集中,提高传动效率和使用寿命。
在DIN5480标准中,花键的齿廓参数、尺寸公差、材料要求等都有详细规定,以确保其在不同工况下的可靠性和稳定性。
其次,我们需要了解DIN5480渐开线花键的标准规范。
DIN5480标准是德国标准化协会发布的一项机械传动元件标准,其中包括了渐开线花键的设计、制造、安装和使用等方面的规定。
在标准中,对于花键的齿廓参数、齿形公差、齿顶间隙、齿根间隙、齿槽等都有详细的规定,以确保花键在不同设备中的互换性和可靠性。
此外,DIN5480渐开线花键的应用也需要遵循一定的原则。
在实际工程中,我们需要根据具体的传动要求和工作环境来选择合适的花键型号和尺寸。
同时,在安装和使用过程中,需要严格按照标准规定的工艺要求进行操作,以确保花键的传动效率和安全可靠性。
总的来说,DIN5480渐开线花键标准是机械传动领域中非常重要的一部分,它为工程师和设计师提供了一种高效、可靠的机械连接方案。
通过本文的介绍,希望能够对相关领域的从业人员有所帮助,同时也希望大家能够在实际工程中充分发挥渐开线花键的优势,为工程机械和汽车等设备的性能提升和可靠运行做出贡献。
din5480花键标准

din5480花键标准DIN5480花键标准。
DIN5480花键是一种用于连接轴和轴套的标准化零件,其设计符合德国标准化协会(DIN)的规范。
这种花键广泛应用于工业领域,特别是在机械传动系统中扮演着重要的角色。
本文将介绍DIN5480花键的标准规范、特点及应用领域。
DIN5480花键的标准规范包括了其尺寸、材料、加工精度等方面的要求。
在尺寸方面,DIN5480花键的尺寸分为多种型号,以适应不同直径和长度的轴。
此外,标准还规定了花键的齿数、齿形和齿廓等几何参数,以确保其与轴套的配合精度和传动性能。
在材料方面,DIN5480花键通常采用优质合金钢制造,以保证其强度和耐磨性。
加工精度方面,标准要求花键的加工精度达到一定的标准,以确保其与轴套的配合精度和传动性能。
DIN5480花键具有以下特点,首先,其结构设计合理,能够有效传递扭矩和轴向负载,提高传动效率。
其次,花键的安装和拆卸方便,能够减少维护和更换成本。
最后,花键的标准化设计使得不同厂家生产的花键可以通用,提高了零部件的互换性。
在实际应用中,DIN5480花键广泛应用于各种机械传动系统中,如齿轮传动、链传动、带传动等。
其主要作用是固定轴和轴套,传递扭矩和轴向负载,保证传动系统的正常运转。
例如,在汽车发动机、船舶传动系统、风力发电机等领域都有DIN5480花键的身影。
总之,DIN5480花键作为一种标准化零件,在工业领域扮演着重要的角色。
其标准规范、特点和应用领域都使得其成为机械传动系统中不可或缺的一部分。
希望本文能够为大家对DIN5480花键有更深入的了解,并在实际应用中发挥其作用。
DIN5480

2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其 随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。凡是不注日期的引用文 件,其最新版本(包括所有修改)适用于本标准。
DIN 323-1:标准值和标准系列-主值、精确值、近似值 DIN 780-1:齿轮的模数系列-圆柱齿轮的模数 DIN 3960:渐开线圆柱齿轮副和圆柱齿轮的概念和参数 DIN 5480-2:基于参考直径的渐开线花键轴连接-基本尺寸和检验尺寸 DIN 5480-15:基于参考直径的渐开线花键轴连接-质量检验 DIN 5480-16:基于参考直径的渐开线花键轴连接-刀具 DIN ISO 6413:技术制图-花键和锯齿形花键的表示方法
为此将整套标准分为了4部分,而不是分成16部分。
德国工业标准 DIN 5480“基于参考直径的渐开线花键轴连接”由下列几部分组成: - 第 1 部分:总则 - 第 2 部分:标称尺寸和检验尺寸 - 第 15 部分:质量检验 - 第 16 部分:刀具
E DIN 5480-1 和以前的版本一样对渐开线花键进行了概括性说明,同时还收录了 DIN 5480-14:1986-03 中的侧面配合和公差。本标准中给出的计算公式、公差和偏差对本系列标 准的其它部分也适用。E DIN 5480-2 包含有上述范围的标称尺寸和检验尺寸。本标准对以前 的 DIN 5480 第 2 部分至第 13 部分进行了汇总。
din5480渐开线花键跨棒距、棒间距
din5480渐开线花键跨棒距、棒间距DIN5480德标花键检测、测量、量棒、跨棒距、棒间距计算公式
DIN5480花键标准是德国于1986年颁布实施的米制模数变位制花键标准;该标准于2005年及2006年做了修订,标准号为DIN5480-1及DIN5480-2,这两个新标准各包含不同的内容,共同构成新的标准。
自80年代以来,我国大规模引进了德国汽车及液压产品技术,DIN5480花键在我国已被广泛使用,除了采用定型刀具(主要是拉刀)大批量生产定型产品外,采用通用加工手段少量配制DIN花键的情况也日益增多。
DIN花键检测方法是用量棒来测定跨棒距或棒间距,但是DIN花键计算公式繁琐,一般加工单位无法掌握。
我司对花键的加工和检测有丰富的检验,常年为上海、苏州、无锡等地的外资企业生产DIN花键,对跨棒距或棒间距的计算方法非常熟悉,因此欢迎有需要的厂家、工厂技术人员洽谈合作,为你们提供棒间距和跨棒距的计算服务,也可以探讨技术问题。
微信号:ydc8789
收费标准:不论花键大小,一律30元。
DIN5480 花键棒间距、跨棒距速查手册
苏州某企业齿轮内花键DIN5480 N55X3X30X17X7H 量棒直径5.25 棒间距43.836~43.885
无锡某企业齿轮外花键DIN5480 W200X5X30X38X8g 量棒直径10 棒间距210.025~210.094
滚齿机
数控插齿机。
DIN5480花键参数

DIN5480 花 键 参 数
注:1、尽量避免带深色行的数值, 2、此表模数m=2,压力角α =30°,平齿根,Qfmin=0.32,齿顶高系数为0.45; 3、内花键拉制时:齿根高系数hfp*=0.55,插齿时hfp*=0.65;外花键滚齿时:齿根高系数hfp*=0.60,插齿时hfp*=0.65。
公称 直径
齿数
模数
分度圆 直径
基圆 直径
内花键
齿顶圆 直径
齿根圆 直径
外花键
齿顶圆 直径
齿根圆 直径
渐开线起 始圆直径
外花键 齿廓 位移
齿槽宽 齿厚
内花键
量棒 直径
棒间距
偏差 系数
外花键
量棒 直径
跨棒距
偏差 系数
dB Z m
60 28 2 62 30 2 65 31 2 68 32 2 70 34 2 72 34 2 75 36 2 78 38 2 80 38 2 82 40 2 85 41 2 88 42 2 90 44 2 92 44 2 95 46 2 98 48 2 100 48 2 105 51 2 110 54 2 120 58 2 130 64 2 140 68 2 150 74 2
hfp* hfp*
hfp* hfp* dFf2 dFf1
da2 0.55 0.65
da1
0.6
0.65 min max x1·m e2=s1 d
Mi AMi d
M AMi
11 15 15.40 14.60 10.40 10.20 14.66 10.94 0.4 3.603 3.5 7.629 2.42 5.5 22.212 1.11 12 16 16.40 15.60 11.40 11.20 15.66 11.94 0.9 4.181 3.5 8.735 1.64 8 28.345 1.01 13 17 17.40 16.60 12.40 12.20 16.66 12.94 0.4 3.603 3.5 9.324 2.18 5 22.695 1.13 14 18 18.40 17.60 13.40 13.20 17.66 13.94 0.9 4.181 3.5 10.379 1.61 6 25.588 1.06 16 20 20.40 19.60 15.40 15.20 19.66 15.94 0.9 4.181 3.5 12.736 1.66 6 28.206 1.11 18 22 22.40 21.60 17.40 17.20 21.66 17.94 0.9 4.181 3.5 14.460 1.64 5.5 28.790 1.13 21 25 25.40 24.60 20.40 20.20 24.66 20.94 0.4 3.603 3.5 17.478 1.96 4.5 29.898 1.28 24 28 28.40 27.60 23.40 23.20 27.67 23.93 0.9 4.181 3.5 20.738 1.68 5 34.161 1.23 26 30 30.40 29.60 25.40 25.20 29.67 25.93 0.9 4.181 3.5 22.547 1.68 5 35.984 1.24 26 30 30.40 29.60 25.40 25.20 29.67 25.93 -0.1 3.026 3.5 22.484 2.41 4 34.144 1.46 28 32 32.40 31.60 27.40 27.20 31.67 27.93 0.9 4.181 3.5 24.738 1.69 4.5 37.016 1.30 31 35 35.40 34.60 30.40 30.20 34.67 30.93 0.4 3.603 3.5 27.711 1.88 4 39.000 1.42 33 37 37.40 36.60 32.40 32.20 36.67 32.93 0.4 3.603 3.5 29.571 1.86 4 40.857 1.42 34 38 38.40 37.60 33.40 33.20 37.67 33.93 -0.1 3.026 3.5 30.566 2.15 4 42.181 1.50 36 40 40.40 39.60 35.40 35.20 39.67 35.93 0.9 4.181 3.5 32.739 1.70 4.5 45.136 1.35 38 42 42.40 41.60 37.40 37.20 41.67 37.93 -0.1 3.026 3.5 34.589 2.08 4 46.195 1.52 41 45 45.40 44.60 40.40 40.20 44.67 40.93 0.4 3.603 3.5 37.603 1.84 4 48.938 1.46 43 47 47.40 46.60 42.40 42.20 46.67 42.93 0.4 3.603 3.5 39.720 1.84 4 51.074 1.47 44 48 48.40 47.60 43.40 43.20 47.67 43.93 0.9 4.181 3.5 40.739 1.70 4 51.912 1.43 46 50 50.40 49.60 45.40 45.20 49.67 45.93 -0.1 3.026 3.5 42.621 2.00 4 54.218 1.54 48 52 52.40 51.60 47.40 47.20 51.68 47.92 0.9 4.181 3.5 44.740 1.71 4 55.939 1.44 51 55 55.40 54.60 50.40 50.20 54.68 50.92 0.4 3.603 3.5 47.723 1.82 4 59.109 1.50 54 58 58.40 57.60 53.40 53.20 57.68 53.92 -0.1 3.026 3.5 50.642 1.95 4 62.234 1.56
DIN5480花键参数及校核
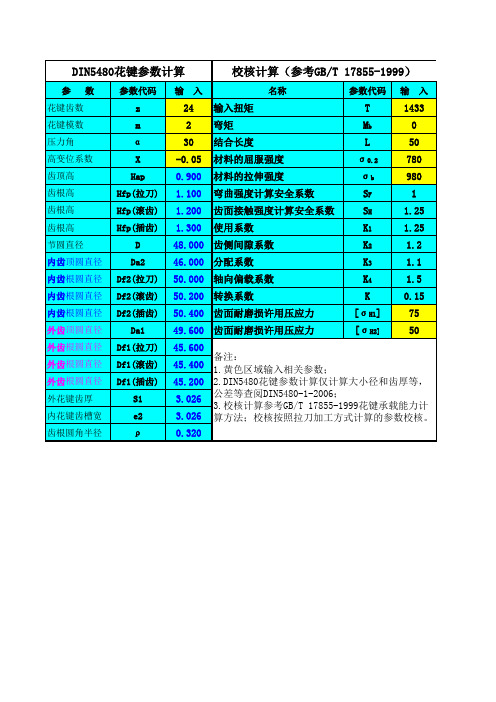
校核计算(参考GB/T 17855-1999)
参数 花键齿数 花键模数 压力角 高变位系数 齿顶高 齿根高 齿根高 齿根高 节圆直径 内齿顶圆直径 内齿根圆直径 内齿根圆直径 内齿根圆直径 外齿顶圆直径 外齿根圆直径 外齿根圆直径 外齿根圆直径 外花键齿厚 内花键齿槽宽 齿根圆角半径
参数代码 z m α X Hap
Hfp(拉刀) Hfp(滚齿) Hfp(插齿)
D Da2 Df2(拉刀) Df2(滚齿) Df2(插齿) Da1 Df1(拉刀) Df1(滚齿) Df1(插齿) S1 e2 ρ
输入
名称
参Байду номын сангаас代码 输 入
24 输入扭矩
T
1433
2 弯矩
Mb
0
30 结合长度
L
50
-0.05 材料的屈服强度
50.400 齿面耐磨损许用压应力
[σH1]
75
49.600 齿面耐磨损许用压应力
[σH2]
50
45.600 45.400 45.200 3.026 3.026 0.320
备注: 1.黄色区域输入相关参数; 2.DIN5480花键参数计算仅计算大小径和齿厚等, 公差等查阅DIN5480-1-2006; 3.校核计算参考GB/T 17855-1999花键承载能力计 算方法;校核按照拉刀加工方式计算的参数校核。
花键强度校核结果(GB/T 17855-1999)
校核项目
计算值(MPa) 许用值(MPa)
校核结果
齿面接触强度 σH 31.92 [σH] 252
通过
齿根弯曲强度 σF 38.45 [σF] 396
通过
扭转与弯曲强度 σv 140.84 [σv] 315
DIN5480花键孔及外花键标准

DIN5480花键孔及外花键标准分析与应用DIN5480花键标准是德国于1986年颁布实施的米制模数变位制花键标准;该标准于2005年及2006年做了修订,标准号为DIN5480-1及DIN5480-2,这两个新标准各包含不同的内容,共同构成新的标准。
与旧标准相比,新标准更为简明、实用(如取消了旧标准中内花键公法线及偏差的计算),新标准还取消了º及45º压力角花键的内容,只保留了30º压力角的花键规格。
自80年代以来,我国大规模引进了德国汽车及液压产品技术,DIN5480花键在我国已被广泛使用,除了采用定型刀具(主要是拉刀)大批量生产定型产品外,采用通用加工手段少量配制DIN花键的情况也日益增多。
与国标GB/T3478花键标准相比,DIN标准主要有三处差别:其一是模数系列较国标模数多了及两个规格;其二是精度级别,DIIN5480规定了7、8、9 、10、11计5个级别,新标准DIN5480-1则规定了5、6、7、8、9、10、11、12计8个级别,其主要差别在于DIN 9级精度相当于GB 的5级精度,DIN 10级相当于GB 6级,其余类推(线切割的制齿精度一般为DIN 9级);其三,DIN5480全是变位键,其外花键大多采用正变位,相配的内花键为负变位,少量外花键为负变位,与之相配的内花键则为正变位,同一规格花键的变位系数相同仅符号相反,即同一花键副的总变位系数为0,由此决定了一套内、外花键的分度圆在变位前、后均相同且重合;国标花键则全是非变位键。
依据齿轮(含花键)变位加工原理可知,采用标准模数的花键滚刀可直接滚切出DIN5480的变位外花键,而内花键在小批量加工时则只能采用插床(而不是插齿机)单刀插齿或数控线切割制齿;当采用单刀插制内花键时,也要先由线切割制出刀形模板,若直接以外花键做母板配磨刀具则齿形精度及侧隙配合精度均无法保证。
当采用线切割制齿或制刀形样板时,则首先要在计算机上绘制全齿花键图。