喂丝机的工作原理
铸造专用喂线机详细介绍
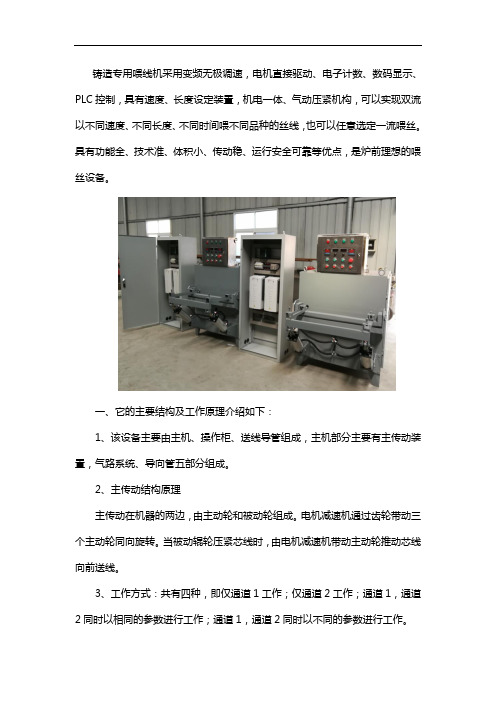
铸造专用喂线机采用变频无极调速,电机直接驱动、电子计数、数码显示、PLC控制,具有速度、长度设定装置,机电一体、气动压紧机构,可以实现双流以不同速度、不同长度、不同时间喂不同品种的丝线,也可以任意选定一流喂丝。
具有功能全、技术准、体积小、传动稳、运行安全可靠等优点,是炉前理想的喂丝设备。
一、它的主要结构及工作原理介绍如下:
1、该设备主要由主机、操作柜、送线导管组成,主机部分主要有主传动装置,气路系统、导向管五部分组成。
2、主传动结构原理
主传动在机器的两边,由主动轮和被动轮组成。
电机减速机通过齿轮带动三个主动轮同向旋转。
当被动辊轮压紧芯线时,由电机减速机带动主动轮推动芯线向前送线。
3、工作方式:共有四种,即仅通道1工作;仅通道2工作;通道1,通道2同时以相同的参数进行工作;通道1,通道2同时以不同的参数进行工作。
二、它的技术参数介绍如下:
1.变频器:18.5kwX4台
2.电机功率:5.5KwX12台(每线3台)
3.喂线种类:合金包芯线、铝线
4.喂线规格:φ9-φ16
5.喂线速度:1-6m/s
6.控制系统:四流
7.压下方式:气动(每线3组压下气缸)
8.放线方式:内抽芯线
9.导线管升降:升降
10.操作方式:机电一体,西门子PLC控制,低压电器施耐德
11.固定方式:固定式或行走,旋转。
巩义市华丰机械制造有限公司是集科研和生产于一体的实力型机械制造企业,主要产品有WⅩ系列喂丝机、铸造专用喂丝机、球化专用喂丝机、结晶器
专用喂丝机、pB系列喷补机等。
喂线机
喂线机喂线机又称作喂丝机,钢包喂丝机是90年代起炼钢工艺的新型设备,用于把合金芯线以适当的速度、设定的数量射入钢液深处,使其均匀弥散,达到脱氧、改变夹杂形态、微调成分等目的。
喂丝机通常会出现三种故障:1堵丝,2跑丝,3滑丝和断丝,影响了炼钢。
1.堵丝。
有三种原因:进丝时,丝线质量较差受到外力造成断丝堵塞管道;人工换丝时,未能完全清理残留在管内壁的断丝;喂完一次退丝时,结在丝线头部红热的钢渣结瘤到钢管内壁。
解决措施:把导管弯头的半径由500mm增大到700mm,防止进线时堵塞;把导管弯曲段内径加大100mm,减小钢渣飞溅时对管径的堵塞;同时对导管的初始位置和升角进调整,更方便进丝操作。
2.跑丝。
有两种情况:丝线进入钢液时,遇冷、结渣成坚固的渣块,丝线逃到钢包外;导管口离液面过高,从管口出来的丝线甩出钢包口。
解决措:改导向轮为导向套,由于导向轮经常损坏导致中断喂丝,同时适当加长,液面端管口,使出丝摆动范围控制在钢包口范围内。
3.滑丝和断丝。
由于喂丝辊轮齿距过小,纹牙过细,齿高不够大,造成齿顶与丝线接触面积大,磨损快,使摩擦力减小而打滑。
由于丝线中间包覆的是合金粉状物,使得丝线比较松软,在拉直过程中,不确定外力的冲击、震荡下,使丝线弯曲、折断。
解决措施:针对滑丝,把喂丝齿轮的动辊轮和压紧轮齿距加大,齿高加大,增大摩擦,减少磨损;针对断丝,通过调节变频器,降低喂丝最高速度,防止进丝过快而脆断,加厚电机平台钢板厚度,减小工作时电机等产生的周期震荡波。
喂线机日常维护需注意的问题:喂线机在工人们操作的工程中往往会遇到各种五花八门的难题,例如:喂丝机在给料方面要保持均匀,不要片折。
若给料不均在使用的过程中就降低生产能力,弹簧动作频繁,碗形轴承压力大,功耗上升等问题。
为了确保喂线机的正常运行,经过技术人员以及新老客户的交流,针对这些问题,总结出以下方案,。
喂丝机日常维护需要注意问题如下:1.要有除铁装置,防止破碎腔过铁,如果频繁过铁,则可能引起断轴事故。
烘丝机工作原理
烘丝机工作原理
烘丝机是用于烘干、加热和处理物料的设备,常见于食品加工、化工、冶金等领域。
其工作原理可以简要概括如下:
1. 供热系统:烘丝机内部通常有一个供热系统,可以使用蒸汽、电加热、燃气等方式提供热源。
2. 物料输送:待处理的湿物料被输送到烘丝机内部,通常通过输送带、螺旋输送器等方式,进入烘干区域。
3. 烘干区域:烘丝机内设有烘干区域,物料在此区域中受到高温热风的作用,从而蒸发物料内部的水分。
热风可以通过强制对流、辐射等方式传递给物料,使其逐渐失去水分。
4. 排气系统:烘丝机内部的湿气和蒸发的水分会通过排气系统排出,以保持烘干区域的相对干燥。
5. 热风循环:一些烘丝机设有热风循环系统,将热风循环利用,以提高热效率和节省能源。
6. 物料处理:经过烘干后的物料,水分得以蒸发,使其含水量降低。
这使得物料更适合存储、运输或进行后续加工。
总的来说,烘丝机的工作原理是通过供热系统提供热源,使湿物料在烘干区域中失去水分,从而实现物料的烘干、加热和处理。
不同类型的烘丝机可能采用不同的具体工作原理和技术,但这个基本原理通常是相似的。
PT操作工培训资料(VE部分)

8
9
VE70喂丝机的工艺流程(如图2-1所示), 该部分由15个工序(从烟丝投放-平整器) 组成主工艺流程,另有5个辅助工序组成喂 丝机的辅助工艺流程。
10
下贮料区
振动输送
皮带输送
平 整 器
烟 丝 投 放
预 分 配
上 贮 料 区
烟 丝 提 升
上 浆 叶 辊 均 料
除 磁 性 物
堆 料 槽 落 料
针 辊 定 量 取 料
快 辊 定 量 取 料
皮 带 输 送 烟 丝
梗 丝 第 一 次 分 离
加 速 辊 抛 丝
气 流 顺 丝
吸 丝 成 形
烟 丝 束 进 入 卷 烟 机 烟 枪
梗排出
风分除梗
螺旋输送
图2-1
11
工作原理
按工艺流程叙述喂料部分的工作原理。
12
13
14
15
16
17
18
19
PT操作工设备知识培 训资料 (VE部分)
1
简介
PROTOS70卷接机组是德国HAUNI公司 上世纪八十年代生产的卷接设备,国内引 进生产后称为ZJ17卷接机组,是目前我国 烟草企业的主流设备,该机组机、电、仪 一体化,具有高生产率、高可靠性、集喂 料、卷烟、接装于一体的滤咀烟支自动生 产线,具有上世纪八十年代中后期水平, 因其设计生产能力为7000支/min,故 在德国HAUNI公司称PROTOS70。
20
21
提示:我们厂已全部更换成微波源
22
23
24
25
26
27
常见调整:
28
劈刀间隙0.1mm
29
工作中应注意的事项
炼钢厂喂丝机操作规程

炼钢厂喂丝机设备操作规程1目的为规范转炉岗位人员操作喂丝机,杜绝不安全操作,掌握本设备的技术性能及正确操作本设备,特制订本规程。
2 范围本规程仅适用于新疆昆玉钢铁有限公司炼钢厂喂丝机设备操作岗位人员。
3 定义喂丝机主要是将合金包芯线或铝线以合理的速度准确的数量射入钢包钢液深处,并在距包底一定高度弥散对钢液进行炉外精炼。
4职责转炉操作人员及相关人员负责喂丝机的操作,专职点检员监督操作工及维修工的点检、维护工作,分管技术人员负责设备备件准备、技术改造及制定和修改操作规程等技术管理工作。
5 喂丝机主要功能喂丝机主要功能是将合金包芯线或铝线以合理的速度准确的数量射入钢包钢液深处,并在距包底一定高度弥散对钢液进行炉外精炼。
6喂丝机设备主要技术性能、参数6.1 主要技术参数型号: WF-6DT型双线喂丝机喂线种类:包芯线、铝线喂线规格:φ7~φ13mm喂线速度: 60~360m/min变频调速喂线误差:小于20cm/次外形尺寸: 1600 mm × 1100 mm × 1200 mm总功率: 22kw行走钢轨: 11kg/m轻轨采用电源: 380V 三相四线主电机:三合一 5.5kw × 4台气源: 4~6kg/cm2(压缩空气或氮气)流量: 0.5m3/min6.2 主要技术性能WF-6DT型双线喂丝机: 采用PLC自动控制及转换手动,变频无级调速,电机减速机驱动、霍尔计数、数码显示,具有长度设定装置,机电分离,气动压紧结构,可以实现双流以不同速度、不同长度、不同时间、喂不同品种的线,亦可任取单流单喂,具有功能全、计数准、体积小、传动稳、旋转灵活、运行安全可靠等优点。
7 设备功能预置功能:长度、速度及退线长度可以进行预置。
记忆功能:以记忆预置的全部参数,在关机再开机后,可以显示上一炉次的喂丝参数。
显示功能:喂丝速度和已喂出的线长可现场显示。
调节功能:丝速度60~360m/min,可对喂丝速度进行选择和修改。
简述SQ31型切丝机的喂料系统

简述SQ31型切丝机的喂料系统SQ31型切丝机喂料系统是指将物料输送至上下排链处的喂料装置。
标签:喂料;送料;布料;导料SQ31型切丝机喂料系统主要有水平喂料方式与垂直喂料方式。
下面介绍水平喂料方式与垂直喂料方式的结构组成与工作原理。
一、水平喂料水平送料裝置采用送料振槽,有两种结构形式,一种为送梗振槽,另一种为送叶振槽。
两种振槽的工作原理相同,但结构形式、外形尺寸不同。
(一)结构及特点SQ31型切丝机水平喂料方式的送料振槽结构主要有:装料槽体为不锈钢材料制成,电机皮带轮、传动装置皮带轮为铸铁件,组装时应注意保证传动皮带轮的传动中心在同一平面内;簧片为特殊材料制成,有一定的弹性及刚度;振槽支架的底部装有脚轮,送料振槽通过脚轮移动,在清洁和维修时能拉开,因此在送料振槽后边必须有一段400mm的空间。
送料振槽装料槽体的出料口高出下铜排链50mm.送料振槽与切丝机的连接,通过两端连接锁扣稳固连接。
送料振槽主要具有以下特点:1.结构紧凑,体积小,便于调整维修。
2.装有脚轮,在清洁和调整维修时可自由移动。
3.振幅、频率可以调整。
4.使用连接锁扣与机架连接,快捷可靠。
5.光电开关、超声波传感器可控制输送物料高度,输送物料稳定、可靠,并可根据实际情况调整。
(二)工作过程送料振槽由电机通过三角皮带传动驱动。
电机的输出轴驱动小皮带轮,小皮带轮通过三角皮带传动大皮带轮,大皮带轮驱动传动装置主轴。
主轴上设有两个偏心圆桂。
送叶振槽偏心圆柱上分别有5个定位螺孔,每个定位螺孔均编有编号,每组相应定位螺孔的偏心距大小相等方向相反。
送梗振槽偏心圆柱上分别有7个定位螺孔,每个定位螺孔均编有编号,一组偏心圆柱驱动装料槽体,另一组偏心圆柱驱动平衡体,在不同数字处偏心距是不同的,从而实现装料槽体有不同的振幅。
必须注意在安装调整时两偏心圆柱编号应一一对应。
簧片与水平面成一定夹角,其分别固定支撑槽体、平衡体。
当振槽小车在传动装置的驱动下按一定方向谐振时,平衡体也同时与槽体做方向相反、振幅相等的谐振,从而使得槽体的惯性力与平衡体的惯性力保持相互平衡,减少了振体传给机架的振动。
球化专用喂线机

喂线机又称作喂丝机,用于把合金芯线以适当的速度、设定的数量射入钢液深处,使其均匀弥散,达到脱氧、改变夹杂形态、微调成分等目的。
喂丝球化工艺是通过喂丝机将含有合金元素的包芯线连续不断的射入到铁水包底部,由于高温铁液的作用,芯皮被熔化,合金元素随即与铁液接触,发生球化处理过程。
球化专用喂丝机功能:
1.喂丝机采用电机带动减速机驱动,变频无级调速。
2.具有速度、长度设定装置,可随时向操作人员显示预置的和实测的喂丝速度、长度以及设定显示,工作状态显示等,并具有电子计数、数码显示,以脉冲形式传递长度信号。
3.具有气动压下机构,可实现单流喂丝。
4.具有自动停止功能,当实际喂线长度达到预置数时,喂丝机自动停止运行。
安全可靠等优点,是铸造行业理想的喂丝设备。
技术参数:
1.变频器:7.5kwX1台
2.电机功率:3KwX2台(含减速机)
3.喂线种类:合金包芯线、铝线
4.喂线规格:φ6-φ18
5.喂线速度:10-36m/min
6.控制系统:单流单控
7.压下方式:气动
8.放线方式:内抽芯线
9.导线管升降:固定式
10.操作方式:机电分离,西门子PLC控制。
巩义市华丰机械制造有限公司是集科研和生产于一体的实力型机械制造企业,主要产品有WⅩ系列喂丝机、球化专用喂丝机、结晶器专用喂丝机、pB系列喷补机等。
铸造专用喂丝机生产工艺流程

铸造专用喂线机喂丝工艺是将密度较小,容易氧化的精炼添加剂做成线材,用喂线机将其投入钢水深处,对钢水进行炉外精炼的一种方法。
喂线机通常由线材贮存卷筒,夹辊组和导向管三个主要部分组成。
工作时夹辊组将线材从贮存卷筒上拉出并通过导向管将其投入钢水中。
根据同时可喂线数的不同,喂线机可分为单线喂线机,双线喂线机,三线喂线机和四线喂线机。
它主要用于添加剂用量少的炉外精炼。
与块状物料投入法相比,它具有收得率高,精炼命中率高,适用于钢中合金元素的微量调节等特点;与喷粉法相比,它具有钢水温度降低少,钢中气体含量低且设备简单,操作容易,投资少等特点。
铸造球化喂线机喂丝工艺是根据所应用的精炼反应器的不同,喂线法可分为钢包喂线法,中间罐喂线法和中注管喂线法等。
钢包喂线法是在钢水从炼钢炉出钢后把作为精炼剂的线材喂入钢包中;中间罐是喂入连铸中间罐内,而中注管喂线法是喂入模铸锭模的中注管中。
与钢包喂线相比,后两者的特点是在浇铸的同时喂线,敌不需要额外的喂线时间。
根据精炼目的的不同,喂线法又有脱氧喂线、
脱硫喂线、夹杂物控制喂线以及合金t匕喂线等,不同的喂线法喂入由不同的精炼剂做成的线材。
根据构成线材的精炼剂的不同,常用的主要是铝线喂线法和包芯线喂线法。
巩义市华丰机械制造有限公司是集科研和生产于一体的实力型机械制造企业,主要产品有WⅩ系列喂丝机、铸造专用喂丝机、球化专用喂丝机、结晶器专用喂丝机、pB系列喷补机等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
喂丝机的工作原理
喂丝机的工作原理是将布料从下面升起并传送至缝纫机上,以便进行缝纫。
喂丝机由滚子和输送带组成。
滚子具有凸起的表面,将布料卷起并向上运动。
输送带将布料传送到缝纫机上方。
当缝纫机进行缝纫时,它需要稳定的布料供应,以确保缝纫线顺畅。
喂丝机可以维持适当的张力,使得布料在缝纫机上不会松弛或紧张。
喂丝机通常由电机驱动,可以调节速度和张力,以适应不同类型和厚度的布料。
这样可以确保布料在缝纫机上的运动速度和稳定性,从而提高生产效率和缝纫品质。