数控铣_公开课教案
数控铣_公开课教案
《数控铣削编程》教案学科数铣编程授课班级12级数控大专一班时间2013年 11月15 日课型一体化教学计划 1 课时第1课时授课教师谢彬课题课题三:孔加工固定循环教学目的任务 1、知识目标:了解数控铣孔加工固定循环基本动作组成。
2、能力目标:掌握G81指令格式、含义、编程应用及注意事项。
3、情感目标:培养锻炼学生的学习耐心,提高操控能力。
重点数控铣孔加工固定循环基本动作组成难点 G81指令格式、含义及编程的灵活应用关键格式教学内容及过程一、组织教学:统计学生出勤情况、检查校卡、整理工作服、强调注意事项。
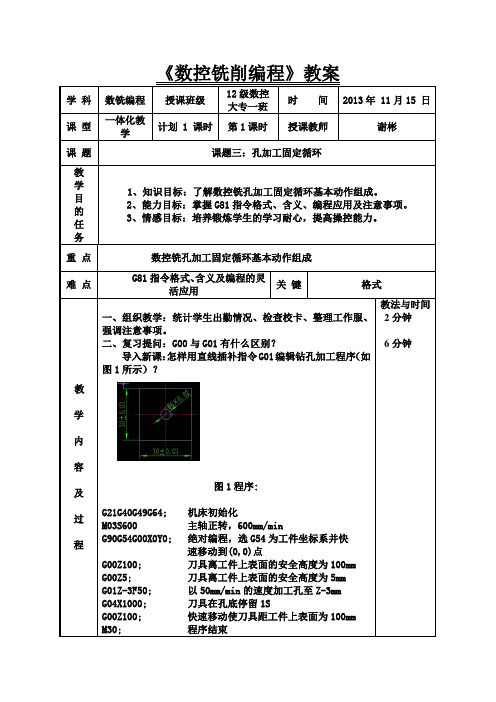
二、复习提问:G00与G01有什么区别?导入新课:怎样用直线插补指令G01编辑钻孔加工程序(如图1所示)?图1程序:G21G40G49G64; 机床初始化M03S600 主轴正转,600mm/minG90G54G00X0Y0; 绝对编程,选G54为工件坐标系并快速移动到(0,0)点G00Z100; 刀具离工件上表面的安全高度为100mmG00Z5; 刀具离工件上表面的安全高度为5mmG01Z-3F50; 以50mm/min的速度加工孔至Z-3mmG04X1000; 刀具在孔底停留1SG00Z100; 快速移动使刀具距工件上表面为100mmM30; 程序结束教法与时间2分钟6分钟18分钟三、新授内容:孔加工固定循环指令G81。
(一)、孔加工固定循环指令G81的格式G98G99}G81X__Y__R__Z__P__F__;……G80;(二)、指令动作说明G81 :孔加工固定循环功能X__Y__:动作1:刀具在XY轴定位,快速到达待加工孔的上方。
R__ :动作2:刀具沿Z向快速接近工件,到达R安全平面。
Z__ :动作3:以F(mm/min)的速度加工孔至Z-3mm。
F__:进给速度MM/MINP__ :动作4:刀具在孔底暂停P(s)。
动作5:返回R安全平面。
动作6:刀具快速返回到R安全平面或初始平面。
(三)、孔加工固定循环指令G81的动作示意图:四、练习程序讲解与加工演示(编程坐标系说明) (一)、练习程序讲解O0001;G21G40G49G64;M03S600;G90G54G00X0Y0;G00Z100;G98G81X0Y0R5Z-5P1000F50;X10Y10;X-10Y10;X-10Y-10;X10Y-10;G80;GOOXOYO;M05;M30;(二)、加工演示五、内容回顾15分钟4分钟。
数控铣床教案
数控铣床教案第一篇:数控铣床教案数控铣床加工技术一、标题数控铣床加工技术二、教学目标数控铣床加工技术实训是一门结合数控编程和零件加工的综合性实践课程。
希望通过该课程的学习,培养学生的思维创新能力,通过对数控铣床的结构、分类及主要加工对象的认识,对常用数控编程指令的掌握,对基本加工工艺的理解,让学生掌握一种先进制造方法,通过实训培养学生的创新意识和实践动手能力。
三、教学内容实习内容通过介绍数控铣床的组成、分类和主要加工对象,使学生了解一种先进制造方法;通过讲解数控铣床坐标系确立的方法及常用数控程序基本指令的使用方法,让学生自行设计一个零件并完成零件的编程;通过介绍数控铣床基本加工工艺,让学生合理安排零件加工工艺;通过介绍KND100型数控铣床操作面板上的各个按键的功能及操作使用方法以及程序传输方法,让学生熟悉机床面板,完成程序从电脑到机床的传输;通过介绍对刀及零件加工方法,让学生自行完成所设计零件的加工。
重点难点:λ数控铣床主要加工对象λ工件坐标系原点的确立λ零件加工工艺的合理安排λ数控系统的功能及其操作使用方法λ零件加工时,正确的对刀方法四、教学媒体λ PPT讲解λ现场实际演示讲解五、教学形式λ集体演示与讲解、个别指导λ理论、实训六、教学方法接受式方法:讲教、讲解、讲演、演示七、教学过程(7学时)7.1数控铣床基础知识(0.5学时)(ppt教学)λ数控铣床特点加工的零件精度高生产效率高特别适合加工复杂的轮廓表面有利于实现计算机辅助制造λ数控铣床分类立式数控铣床卧式数控铣床立卧两用数控铣床λ数控铣床基本组成λ数控铣床主要加工对象数控铣床适合加工平面、斜面、外轮廓、型腔、槽、键槽、钻孔、较孔、扩孔、攻丝等。
λ数控铣床常用刀柄及刀具在数控铣床上使用的刀具主要为铣刀,包括面铣刀、立铣刀、球头铣刀、三面刃盘铣刀、环形铣刀等,除此以外还有各种孔加工刀具,如钻头(锪钻、铰刀、镗刀等)、丝锥等λ数控铣床常用夹具平口虎钳、卡盘、压板 7.2数控铣床编程基础(1学时)(ppt教学)λ数控铣床坐标系的建立。
《数控铣实训教案》

《数控铣实训教案》word版一、教学目标1. 掌握数控铣床的基本结构及工作原理。
2. 学会数控铣床的操作方法,包括手动和自动操作。
3. 熟悉数控铣床的编程方法,包括G代码和M代码的使用。
4. 能够正确使用数控铣床进行零件加工,并掌握加工过程中的注意事项。
二、教学内容1. 数控铣床的基本结构及工作原理。
2. 数控铣床的操作方法,包括手动和自动操作。
3. 数控铣床的编程方法,包括G代码和M代码的使用。
4. 数控铣床的安全操作规程。
5. 数控铣床的常见故障及排除方法。
三、教学方法1. 理论讲解:通过PPT、视频等多媒体手段,讲解数控铣床的基本结构、工作原理、编程方法等理论知识。
2. 实践操作:学生在数控铣床上进行实际操作,熟悉操作方法,掌握加工技巧。
3. 案例分析:通过分析实际加工案例,使学生更好地理解数控铣床的应用和编程方法。
4. 问题讨论:组织学生进行问题讨论,培养学生的解决问题的能力和团队合作精神。
四、教学环境1. 教室:配备有多媒体教学设备,如投影仪、音响等。
2. 数控铣床实验室:配备有数控铣床、计算机等设备。
五、教学评价1. 平时成绩:包括课堂表现、作业完成情况等,占总成绩的30%。
2. 实操考核:学生在数控铣床上进行实际操作,考核其操作技能和加工能力,占总成绩的40%。
3. 期末考试:理论考试,考核学生对数控铣床的基本知识、编程方法等的掌握程度,占总成绩的30%。
六、教学实施1. 课时安排:本课程共计30课时,其中理论教学15课时,实践教学15课时。
2. 教学方式:采用小班授课,理论与实践相结合的方式。
3. 教学过程:a. 理论教学:讲解数控铣床的基本结构、工作原理、编程方法等理论知识。
b. 实践教学:学生在数控铣床上进行实际操作,熟悉操作方法,掌握加工技巧。
c. 案例分析:分析实际加工案例,使学生更好地理解数控铣床的应用和编程方法。
d. 问题讨论:组织学生进行问题讨论,培养学生的解决问题的能力和团队合作精神。
数控铣教案
数控铣教案(共29页) -本页仅作为预览文档封面,使用时请删除本页-1、让学生明确教学目标掌握极坐标的格式和应用场合;熟练掌握用极坐标编制加工程序;2、呈现工作任务3、以问题为引导学习相关理论知识(一)数控铣床坐标系统数控机床是利用数字化信息来控制机床的运动,故机床运动的方向、尺寸、速度等参数都是由数字化信息来表示的。
机床运动的方向由机床的控制轴来决定,三个相互垂直的坐标轴组成空间坐标系(X、Y、Z)。
在数控机床上,通常会提供一个固定位置,以这个点建立的坐标系称为机床坐标系。
其中以传递或提供切削动力的轴为Z轴,以刀具远离工件的方向为正方向。
X轴为操作者面对机床,通过主轴看机床立柱,水平向右的方向为X轴正方向。
Y轴通过右手笛卡儿坐标系来判断。
右手笛卡儿坐标系是将右手拇指、食指、中指互成90度,大拇指表示X轴,食指表示Y轴,中指表示Z轴,各个指头的指向表示各坐标轴的正方向。
在编制数控程序时,需要在加工图纸上选择一个点建立坐标系,这个点称为编程零点。
编程零点是人为设定的,可以为任意一点,但为了编程计算、检查的方便,一般将该点设在工件的对称中点或某一特殊点。
该点可以用G92或G54——G59来设定。
(二)编程基础1.工件坐标系的建立(G54—G59)(1)数控机床坐标系数控机床是利用数字化信息来控制机床的运动,故机床运动的方向、尺寸、速度等参数都是由数字化信息来表示的。
机床运动的方向由机床的控制轴来决定,三个相互垂直的坐标轴组成空间坐标系(X、Y、Z)。
在数控机床上,通常会提供一个固定位置,以这个点建立的坐标系称为机床坐标系。
其中以传递或提供切削动力的轴为Z轴,以刀具远离工件的方向为正方向。
X轴为操作者面对机床,通过主轴看机床立柱,水平向右的方向为X轴正方向。
Y轴通过右手笛卡儿坐标系来判断。
右手笛卡儿坐标系是将右手拇指、食指、中指互成90度,拇指表示X轴,食指2.常用编程指令的应用(1)常用G指令(准备功能),见表2-8所示。
《数控铣实训教案》word版

《数控铣实训教案》word版一、教学目标1. 理解数控铣床的基本原理和结构。
2. 掌握数控铣床的操作方法和技巧。
3. 学会使用数控铣床进行简单的零件加工。
二、教学内容1. 数控铣床的基本原理和结构。
2. 数控铣床的操作方法和技巧。
3. 数控铣床的安全操作规程。
4. 数控铣床的维护和保养。
5. 数控铣床加工的基本工艺。
三、教学方法1. 讲授法:讲解数控铣床的基本原理和结构,数控铣床的操作方法和技巧,数控铣床的安全操作规程,数控铣床的维护和保养,数控铣床加工的基本工艺。
2. 演示法:演示数控铣床的操作方法和技巧,数控铣床的安全操作规程,数控铣床的维护和保养。
3. 实践法:让学生亲自动手操作数控铣床,进行简单的零件加工。
四、教学准备1. 数控铣床一台,要求运行正常。
2. 数控铣床操作手册一本,要求详细。
3. 数控铣床安全操作规程一份,要求详细。
4. 数控铣床维护和保养方法一份,要求详细。
5. 简单的零件加工图纸若干份,要求详细。
五、教学过程1. 讲解数控铣床的基本原理和结构,数控铣床的操作方法和技巧,数控铣床的安全操作规程,数控铣床的维护和保养,数控铣床加工的基本工艺。
2. 演示数控铣床的操作方法和技巧,数控铣床的安全操作规程,数控铣床的维护和保养。
3. 让学生亲自动手操作数控铣床,进行简单的零件加工。
4. 教师巡回指导,纠正学生的操作错误。
5. 总结本次教学内容,布置课后作业。
六、教学评估1. 观察学生在操作数控铣床时的准确性、熟练程度和安全意识。
2. 检查学生加工的零件质量,评价其加工技巧和工艺水平。
3. 收集学生作业,评估其对数控铣床操作理论和实践知识的掌握程度。
七、教学反思1. 总结本次教学过程中的亮点和不足之处。
2. 针对不足之处,提出改进措施,以便提高教学质量。
3. 思考如何调整教学方法,以适应不同学生的学习需求。
八、课后作业1. 复习数控铣床的基本原理和结构,整理笔记。
2. 复习数控铣床的操作方法和技巧,尝试独立完成操作步骤。
(数控加工)数控铣床教案

(数控加工)数控铣床教案第一章:数控铣床概述1.1 课程目标:了解数控铣床的定义、分类、特点和应用范围,掌握数控铣床的基本组成和操作方法。
1.2 教学内容:1.2.1 数控铣床的定义与发展历程1.2.2 数控铣床的分类与特点1.2.3 数控铣床的应用范围1.2.4 数控铣床的基本组成1.2.5 数控铣床的操作方法1.3 教学方法:采用讲授、演示、实操相结合的方式进行教学。
1.4 教学资源:教材、PPT、数控铣床实物或模型、操作演示视频。
1.5 教学评价:通过课堂问答、实操考核等方式评价学生对数控铣床基本知识的掌握程度。
第二章:数控铣床编程基础2.1 课程目标:掌握数控铣床编程的基本原理和方法,熟悉数控铣床编程的常用指令和功能代码。
2.2 教学内容:2.2.1 数控铣床编程的基本原理2.2.2 数控铣床编程的方法与步骤2.2.3 数控铣床编程的常用指令2.2.4 数控铣床编程的功能代码2.3 教学方法:采用讲授、实操、案例分析相结合的方式进行教学。
2.4 教学资源:教材、PPT、数控铣床编程软件、实操案例。
2.5 教学评价:通过课堂问答、编程实操和案例分析等方式评价学生对数控铣床编程知识的掌握程度。
第三章:数控铣床操作3.1 课程目标:掌握数控铣床的操作步骤和技巧,能够独立完成简单零件的数控铣削加工。
3.2 教学内容:3.2.1 数控铣床操作的基本步骤3.2.2 数控铣床操作的注意事项3.2.3 数控铣床加工参数的选择与调整3.2.4 数控铣床刀具选择与更换3.2.5 数控铣床加工过程中的故障处理3.3 教学方法:采用讲授、演示、实操相结合的方式进行教学。
3.4 教学资源:教材、PPT、数控铣床实物或模型、操作演示视频、实操案例。
3.5 教学评价:通过实操考核、故障处理案例分析等方式评价学生对数控铣床操作技能的掌握程度。
第四章:数控铣床加工工艺4.1 课程目标:掌握数控铣床加工工艺的基本原则和方法,能够根据零件特点和加工要求制定合理的数控铣削工艺。
数控铣床教案(DOC77页)
模块一数控铣床根底知识工程一熟悉数控铣削机床及选用课堂教学安排二、数控铣床或加工中心的选择1.数控铣床或加工中心的类型选择工程二熟悉数控铣削刀具及铣削加工特点课堂教学安排模块二数控铣床的全然操作练习工程一数控铣床全然操作课堂教学安排工程二熟悉数控铣床的对刀及刀具补偿课堂教学安排6.作业及辅导:布置下次提咨询的考虑题,及课后练习题。
对考虑题、习题难点、要求进行辅导。
〔3〕G40、G41、G42指令格式三、讨论:X、Y向对刀的实质?总结:1、CNC铣床坐标系与工件坐标系的差异;作业及辅导:1、CNC铣床坐标系的规定?图2-1刀具左半径补偿指令G41,右半径补偿指令G42工程二熟悉数控铣床的对刀及刀具补偿课时第5课时授课班级02级数控班授课时数 1 授课形式讲练授课章节名称工程2:熟悉数控铣床的对刀及刀具补偿使用教具多媒体教学目的熟悉CNC铣床坐标系的规定;熟悉消除CNC铣床坐标系与工件坐标系的差异;熟练把握数控铣床的对刀;教学重点CNC铣床坐标系的规定;数控铣床的对刀;教学难点铣床坐标系与工件坐标系的差异,数控铣床的对刀目的及方法补充内容无课外作业补充教学后记课堂中讨论内容的安排,爽朗了教学气氛,激发学生学习喜好,增强了学生的思维分析能力。
学生把握程度良好,然须在后续教学中进一步加强稳固。
课堂教学安排教学过程要紧教学内容及步骤1.复习及提咨询提咨询上一讲学习的要紧内容。
2.引进:引进:数控车床对刀及补偿设置。
新课内容:〔3〕G40、G41、G42指令格式图2-1刀具左半径补偿指令G41,右半径补偿指令G423.新课内容:逐步完本钞票次教学内容的讲授。
4.讨论:讨论机床对刀目的、步骤及方法,分析刀具补偿的要点。
5.总结总结本次授课要紧内容。
刀具半径补偿指令的格式如下:G00/G01 G41/G42X~Y~D~;G00/G01 G40X~Y~;其中:G41为左偏置刀具半径补偿指令,G42为右偏置刀具半径补偿指令。
数控铣-公开课教案

数控铣-公开课教案以下是为大家整理的数控铣-公开课教案的相关范文,本文关键词为数控,开课,教案,数控铣削编程,教案,数铣,编程,一体化,教,您可以从右上方搜索框检索更多相关文章,如果您觉得有用,请继续关注我们并推荐给您的好友,您可以在教育文库中查看更多范文。
《数控铣削编程》教案学科数铣编程课型课题教学目的任务重点难点一体化教学授课班级12级数控大专一班时间20XX年11月15日授课教师谢彬计划1课时第1课时课题三:孔加工固定循环1、知识目标:了解数控铣孔加工固定循环基本动作组成。
2、能力目标:掌握g81指令格式、含义、编程应用及注意事项。
3、情感目标:培养锻炼学生的学习耐心,提高操控能力。
数控铣孔加工固定循环基本动作组成g81指令格式、含义及编程的灵关键格式活应用教法与时间一、组织教学:统计学生出勤情况、检查校卡、整理工作服、2分钟强调注意事项。
二、复习提问:g00与g01有什么区别?6分钟导入新课:怎样用直线插补指令g01编辑钻孔加工程序(如图1所示)?图1程序:g21g40g49g64;机床初始化m03s600主轴正转,600mm/ming90g54g00x0Y0;绝对编程,选g54为工件坐标系并快速移动到(0,0)点g00Z100;刀具离工件上表面的安全高度为100mmg00Z5;刀具离工件上表面的安全高度为5mmg01Z-3F50;以50mm/min的速度加工孔至Z-3mmg04x1000;刀具在孔底停留1sg00Z100;快速移动使刀具距工件上表面为100mmm30;程序结束教学内容及过程三、新授内容:孔加工固定循环指令g81。
(一)、孔加工固定循环指令g81的格式g98g99}g81x__Y__R__Z__p__F__;……g80;(二)、指令动作说明g81:孔加工固定循环功能x__Y__:动作1:刀具在xY 轴定位,快速到达待加工孔的上方。
R__:动作2:刀具沿Z向快速接近工件,到达R安全平面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《数控铣削编程》教案
学科数铣编程授课班级12级数控
大专一班
时间2013年 11月15 日
课型一体化教
学
计划 1 课时第1课时授课教师谢彬
课题课题三:孔加工固定循环教
学目的任务 1、知识目标:了解数控铣孔加工固定循环基本动作组成。
2、能力目标:掌握G81指令格式、含义、编程应用及注意事项。
3、情感目标:培养锻炼学生的学习耐心,提高操控能力。
重点数控铣孔加工固定循环基本动作组成
难点 G81指令格式、含义及编程的灵
活应用
关键格式
教学内容及过程一、组织教学:统计学生出勤情况、检查校卡、整理工作服、
强调注意事项。
二、复习提问:G00与G01有什么区别?
导入新课:怎样用直线插补指令G01编辑钻孔加工程序(如
图1所示)?
图1程序:
G21G40G49G64; 机床初始化
M03S600 主轴正转,600mm/min
G90G54G00X0Y0; 绝对编程,选G54为工件坐标系并快
速移动到(0,0)点
G00Z100; 刀具离工件上表面的安全高度为100mm
G00Z5; 刀具离工件上表面的安全高度为5mm
G01Z-3F50; 以50mm/min的速度加工孔至Z-3mm
G04X1000; 刀具在孔底停留1S
G00Z100; 快速移动使刀具距工件上表面为100mm
M30; 程序结束
教法与时间
2分钟
6分钟
18分钟三、新授内容:孔加工固定循环指令G81。
(一)、孔加工固定循环指令G81的格式
G98
G99}G81X__Y__R__Z__P__F__;
……
G80;
(二)、指令动作说明
G81 :孔加工固定循环功能
X__Y__:动作1:刀具在XY轴定位,快速到达
待加工孔的上方。
R__ :动作2:刀具沿Z向快速接近工件,到
达R安全平面。
Z__ :动作3:以F(mm/min)的速度加工孔至
Z-3mm。
F__:进给速度MM/MIN
P__ :动作4:刀具在孔底暂停P(s)。
动作5:返回R安全平面。
动作6:刀具快速返回到R安全平面或初始平面。
(三)、孔加工固定循环指令G81的动作示意图:
四、练习程序讲解与加工演示(编程坐标系说明) (一)、练习程序讲解
O0001;
G21G40G49G64;
M03S600;
G90G54G00X0Y0;
G00Z100;
G98G81X0Y0R5Z-5P1000F50;
X10Y10;
X-10Y10;
X-10Y-10;
X10Y-10;
G80;
GOOXOYO;
M05;
M30;
(二)、加工演示
五、内容回顾15分钟4分钟。