电火花成型机常见问题和故障排除应对方法的分析
电火花加工常见的异常问题及分析
3.选用合理的电极材料.
电极材料的选取直接关系到放电加工的效果。在很大程度上,材 料的选取是否恰当,决定了放电速度、加工精度及表面粗糙度的最终 情况。应根据不同类型模具加工的实际需求,有针对性地进行电极材 料的选用。
⑴ 紫铜做电极较容易获得稳定的加工状态,可获得轮廓清晰的 型腔,表面粗糙度值低,适合低损耗的加工条件,但不适合大电流加 工,生产率不高。
3.放电状态不稳定。
放电状态不稳定这种情况是在加工过程中能够发现的 异常现象,应该及时处理,以免造成影响加工质量的后果。 放电状态不稳定时会有一系列相应表现,如火花颜色红亮, 冒白烟,声音低而闷,放电集中于一处,电流、电压表表 针不均匀急速摆动,伺服百分表指针来回摆动等。 发现这些情况时,应先考虑电参数的影响,如放电时间是 否过长,排渣高度是否不够,电流、脉冲宽度是否过大, 脉冲间隙是否过小等。其次应考虑加工部位是否存在杂物、 毛刺。再次应考虑冲油压力和方式的选用是否合理。
4.电参数调节因素的影响。
电参数调节直接关系到加工中实际火花位的大小。更改电参数 条件的各项均会影响火花间隙的大小。对火花间隙影响最明显的是 电流,随着电流的增大火花间隙也相应增大。脉冲宽度的影响也是 如此。脉冲间隙的增大会使火花间隙变小,但作用不是很明显。其 它相关参数也在间接地影响火花位的大小。因此在调节电参数时一 定要选用合理,更改电参数时要弄清楚会对加工尺寸产生的影响。
2.电极损耗很大。
电极损耗过大时会严重影响加工部位的仿形精度、尺寸精度。应 正确分析引起电极损耗很大的原因。 ⑴ 电规准中脉冲宽度是控制电极损耗的主要参数,在电极损耗大的 情况下应该考虑选用的脉冲宽度值是否太小。 ⑵ 在精度要求很高的情况下应考虑选用的电极材料能否达到低损耗 加工要求。 ⑶ 检查加工的正负极性是否接反。 ⑷ 在小电极加工时是否因为加工电流过大引起损耗过大。 ⑸ 冲油压力,流速过大也会引起电极局部损耗过大,应适当调整。
电火花加工常见的异常问题及分析
2.粗糙度不符合要求。
加工完成的表面粗糙度不符合要求是表面质量异常的常见问题。 一些精密部位通常要求加工出很细微的表面再采用抛光处理,如果 加工得粗将会增大抛光量,影响加工形状、尺寸精度。还有一些产 品是要求表面火花纹的,这就要求加工出来的表面粗糙度符合要求, 整体均匀。上述的电规准选择不当和冲油因素也是产生表面粗糙度 不符合要求的重要原因。另外还有电极表面粗糙度、电极材料、加 工留量等因素的影响。
电火花加工在模具制造中是十分重要的工艺环节,尤其在塑
料模制造中更为重要。大多塑料模零件通常采用电火花加工来完成 最终精加工,加工完成的质量直接影响模具零件的装配性能或成型 精度。加工出现的异常问题轻则造成一些不必要的处理方法,重则 造成工件整体报废,延长了模具制造周期,增加了模具制造成本, 降低了模具质量,因此防范发生加工异常问题具有重要意义。加工 异常问题包括加工中的不正常现象和加工后的质量问题。
一、电火花加工常见的异常问题及分析 ㈠ 模具零件加工完成后加工部位实测尺寸不合格。 如果加工尺寸不在公差允许范围内,即为不合格尺寸。不合格尺寸 有大于最大极限尺寸和小于最小极限尺寸。
影响加工尺寸大小的因ຫໍສະໝຸດ 有以下几种: 1.电极尺寸缩放量的影响。
确定电极缩放量大小时要视加工部位的不同而合理选用。在加工 时,实际产生的火花间隙与电极缩放量的不匹配将直接影响加工尺 寸的精度。
4.电参数调节因素的影响。
电参数调节直接关系到加工中实际火花位的大小。更改电参数 条件的各项均会影响火花间隙的大小。对火花间隙影响最明显的是 电流,随着电流的增大火花间隙也相应增大。脉冲宽度的影响也是 如此。脉冲间隙的增大会使火花间隙变小,但作用不是很明显。其 它相关参数也在间接地影响火花位的大小。因此在调节电参数时一 定要选用合理,更改电参数时要弄清楚会对加工尺寸产生的影响。
电火花加工中出现问题及解决方法
5.工件上产生金属瘤
(1)加工中若工件发现金属瘤,主要原因是工作液黏度太大(2)检查工件上的台阶角处,是否堆集废屑
(1)更换工作液(2)在台阶角上钻孔,以便于排,参1 gd.窿屑,使金属瘤消除
电火花加工中出现问题及解决方法
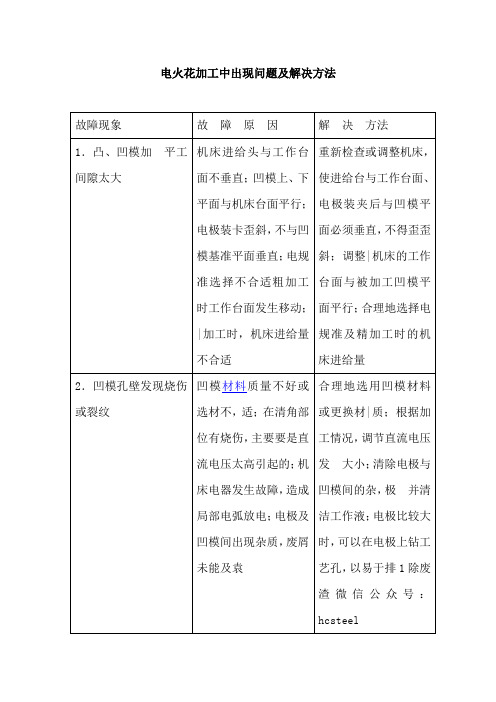
故障现象
故障原因
解决方法
1.凸、凹模加平工间隙太大
机床进给头与工作台面不垂直;凹模上、下平面与机床台面平行;电极装卡歪斜,不与凹模基准平面垂直;电规准选择不合适粗加工时工作台面发生移动;|加工时,机床进给量不合适
重新检查或调整机床,使进给台与工作台面、电极装夹后与凹模平面必须垂直,不得歪歪斜;调整|机床的工作台面与被加工凹模平面平行;合理地选择电规准及精加工时的机床进给量
3.凹模型孔清角圆角半径太大
(1)精加工电规准选择不合理(2)精加工时间太短,还未修出清角,就将工件卸下
(1)适当选择合适的精加工工电规准(2)延长或合理掌握加工时
4.凹模孔壁出现台阶
(1)机床进给头主轴垂直进直给时发生抖动(2)电极加工质量不好,表面不平直(3)精加工时,电极或工件由于某种原因发生了位置的变化
2.凹模孔壁发现烧伤或裂纹
凹模材料质量不好或选材不,适;成局部电弧放电;电极及凹模间出现杂质,废屑未能及袁
合理地选用凹模材料或更换材|质;根据加工情况,调节直流电压发大小;清除电极与凹模间的杂,极并清洁工作液;电极比较大时,可以在电极上钻工艺孔,以易于排1除废渣微信公众号:hcsteel
电火花成型机故障排除分析
电火花成型机故障排除分析
标签:电火花成型机|首选鼎亿
电火花成型机故障排除分析——按放电或靠模放电无法进入加工画面:
1.按放电画面出现一组数字代表锁机,请立即联络电火花机成型机供应商帮您解码。
2.按放电出现加工结束检查深度是否设定错误。
3.按放电出现加工结束检查软件版本是否有问题或使用盗版迴路。
4.按放电没有进入放电画面或进入马上跳出检查软件版本是否有问题或使用盗版迴路。
5.按放电没有进入放电画面或进入马上跳出检查按键板的按键是否不良或按键板故障。
东莞大岭山鼎亿电火花成型机厂家7*24小时服务体系,专业工程师为您提供最及时的技术支持超过20名专业售后工程师,全国范围内7*24小时待命,2小时内响应。
定期经行回访,为您解决一切技术难题,彻底告别后顾之忧!。
电火花加工质量问题分析及对策
!!!!!!!!!! & #%&"’’ ! 男 ! 讲师 ! 主要从事模具设计加工 # 数控 加工 作者简介 $ 荣星
等方面的工作 " 收稿日期 $$%%*+%0+%’
!"
机械工程师
!""# 年第 ! 期
何健辉 ’ 硬盘完全手册 #( $’ 北京 % 中国电力出版社 !$%%%’ 雷 源 忠 ’ 先 进 电 子 制 造 中 的 重 要 科 学 问 题 # , $’ 国 家 自 然 科 学 基 金委员会 !$%%$ !R/S1$%23$%-’ & 编辑 毕 胜’
!!!!!!!!!!
作 者 简 介 % 仇 高 贺 .*-TQ3S) 男 ) 原 希 捷 ("#@ 公 司 制 造 工 程 师 ! 在 读 研 究生 ) 研究方向为 +#LU+#( " 梁式 ! 男 ! 广西大学硕士生导师 ! 教授 " 李尚平 ! 男 ! 广西大学硕士生导师 ! 教授 " 收稿日期 %$%%/3%/3$V
# 参考文献 $ ## $ #$ $ 张玉龙 ’ 粘接技术手册 #( $’ 北京 % 中国轻工业出版社 )$%%*$ 胡业发 ! 赵崇海 ! 吴华春 ) 等 $ 磁悬浮支承技术在硬 盘驱 动器 中的 应用 ## $$ 第 一届 国际 机械 工程学 术会 议论 文集 #+ $$ 北京 % 机 械 工业出版社 !$%%%’ #& $ 董 力 ’ 里 里 外 外 看 硬 盘 % 浅 谈 硬 盘 技 术 和 硬 盘 市 场 #, $’ 计 算 机 #/ $ #Q $
图#
"
表面质量问题分析及措施 在电火花加工中 ! 常出现的主要表面质量问题有 % 表
成型机常见故障及维修方法【大全】
成型机故障与异常问题是长期需要关注的一个问题,因为成型机在使用中,难免会出现许多故障,作为生产加工设备,其状态直接影响产品的品质质量!那么接下来我们一起来看看成型机常见故障有哪些?以及各个故障的维修处理方法以及步骤。
如果成型机出现异常,首先要检查模版上的开模灯是否亮,说明电脑的输出是否正常,模版之间的电路是否有问题。
有些用小的电笔推动开模阀,有些用电笔打开模具,如果推模后能平稳地打开模具,确认是出料问题,再拉另一条线就可以解决了。
在阅读了大量二手成型机的机电数据后,重点介绍了成型机控制器的基本组成和结构,并掌握了控制框图。
重点了解和掌握成型机控制盘电路图繁杂,厂家没有提供必要的详细说明,重点了解各部件的作用,各面板的作用,接口方向,LED的意义等等。
如今成型机控制器有很多型号,更新也很快,各个厂家和型号之间经常有很大的差别。
熟悉成型机及消化机的电路,每一电气元件,如接触器、继电器、时钟继电器、计算机输入输出及程序控制装置,均应在电气图纸上标明。
应该多看一些水力图,深入了解一下,对于成型机液压图,应该弄清楚它的作用和来龙去脉。
并且在图纸上注明,电气及机械动作将一劳永逸完成。
应着重于机电关系密切的部分。
机电液比例注射技术的应用需要对其作用和效果进行研究,特别是调整方法和数据。
静态条件下,阀电流、泵压不仅可以了解电气原理,而且可以了解机电一体化原理,掌握各种技术,解决问题的能力很强。
注塑专业人员来工厂安装调试成型机,如有任何问题可向相关专业人员咨询,最好能得到大量相关资料及成型机的调整方法与技术,这段时间肯定会有很大收获。
正式生产成型机时,应与成型机相关专家保持密切联系。
熟悉成型机发生故障后的全过程,包括报警信号,操作位置,接触位置,外部环境变化等。
经过现场第一手资料的全面调查,正确列举了故障点。
本公司是一名经验丰富、技术熟练的成型机操作人员,熟悉成型机的操作、加工技术,熟悉成型机的常见故障,并与之密切合作,迅速解决问题。
电火花机床常见故障的诊断与维修问题梳理

电火花机床常见故障的诊断与维修问题梳理电火花机床常见故障的诊断与维修问题梳理一、工作灯不亮原因:1.灯泡已坏2.开关已坏3.保险烧掉了处理方法:1.更换同规格的灯泡2.更换或修理同规格的开关3.更换5A或2A FUSE二、主轴不能上下原因:1.主轴上限位或下限位开关已坏2.电极碰到工件3.保险丝FUSE已坏4.伺服板坏处理方法:1.更换相同规格的限位开关2.按S/C键再按UP键离开工件3.更换保险4.通知生产厂家或专业人员进行维修三、油泵不上油原因:1.油泵超负载,使油泵继电器跳闸2.有垃圾塞住油泵入口或过滤器已坏3.烧保险4.油泵电源反相处理方法:1.观察热继电器或油泵电机有无损坏2.检查油泵及过滤芯有无损坏或有杂物(如布碎等),更换油箱过滤油格,清理上油管道。
3.更换FUSE4.将油泵电源入线相序调整一下四、电箱不能启动原因:1.电源供电不正常2.烧保险处理方法:1.加装稳压器或将电源保证在380V±5V2.更换保险五、开启电源开关无电源插座原因:1.没有三相电输入2.电源线是否脱落3.紧急开关被按下处理方法:1.检查三相电源输入2.检查电源线是否有脱落,三相电压是否平衡3.将紧急开关旋钮拉起六、放电挤模原因:1.电极线松脱2.电极使用瞬间粘剂产生了不导电现象3.GAP电压太低处理方法:1.将电极线确实锁紧2.确保电极能导电3.调整GAP电压至适当位置,适当范围30-90V 七、放电不稳定原因:1.操作因素2.机械因素处理方法:1.检查电极松紧情况2.有可能是负极性在放电,需调整3.调整伺服灵敏度4.调整放电条件5.检查冲油方式是否存在不当八、易积碳原因:1.电极线松脱2.操作因素3.机械因素处理方法:1.锁紧电极线2.有可能是负极性在放电,需调整3.调整伺服灵敏度4.调整放电条件5.放深孔或大面积请调整参数6.检查冲油方式是否存在不当九、加工速度慢原因:1.加工材质设定不对2.伺服调整不对3.放电条件匹配不当4.电极极性为负极放电处理方法:1.重设“加工材质”并将电流重新设定2.调整伺服到适当强度3.请参阅操作手册,并重新调整参数4.将电极改为正极放电十、消耗大原因:1.电极为负极放电2.伺服调整不当3.放电条件匹配不当处理方法:1.将电极改为正极放电2.调整伺服到适当强度3.请参阅操作手册,并重新调整参数十一、加工电流出不来原因:1.积碳选择是否太灵敏2.操作因素处理方法:1.锁紧电极线2.有可能是负极性在放电,需调整3.调整伺服灵敏度4.调整放电条件5.放深孔或大面积请调整参数6.检查冲油方式是否存在不当十二、键盘不能动作原因:1.键盘锁是否被按下2.电柜(系统)与键盘两端接头是否脱松处理方法:1.打开键盘锁2.将键盘连接线与电柜(系统)接牢十三、无加工油原因:1.油泵马达是否在转动2.油泵马达是否无电源输入处理方法:1.油泵马达有可能在逆向转运,请调整油泵马达的电源输入相序2.输油管被堵,请疏通3.油泵加油孔内无油,请加油4.水母阻塞或有导物卡住5.油泵马达故障,需维修6.油泵马达电源输入线是否脱松7.电箱后方过载保护起作用致跳闸,请解除跳闸。
火花成型机常见故障维修方法

火花成型机常见故障维修方法火花成型机常见故障维修方法
1、放电拉弧时请您检高功率板上是否有损坏件。
2、若伺服电机、机头不能上下,请您按下列检查:
①检查操作是否正确(如:手控盒,睡眼是否打开:电柜操作板上急停开关、锁机头开关、是否正常位置等)
②请检查电柜前门内,第3号伺服拖动版上三个指示灯最下一个是否长亮,若有不亮,请您再查看电柜后门下出线口出的第4个保险丝是否熔断。
③请打开主机头罩壳,查看上面的两个上下限位开关是否损坏。
④检查加工主线(红粗线接机夹头,黑粗线接油槽后座)是否脱落。
3、若手控盒操作失灵,请您查看手控盒内插头是否松动,或有无线脱落以及查看第1号继电器板。
4、放电无电流,碰边无警报声时,请您查看一下几点
①检查电脑中各个参数设置是否正确。
②打开后门检查一只50A快恢复2极管以及查看24V方形正负转换继电器是否损坏或接触不良。
③检查电柜侧后门,下出线口处的第3个保险丝是否熔断。
5、本电柜规定Z轴向上运动为负值,向下运动时应为正值,若方向错误时电脑则不能正确持行深度试定的正确,此时请您务必要按电柜上F8键进入系统试定参数。
6、若光栅尺记数不正确时,请检查光栅尺读数头或尺是否损坏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电火花成型机常见问题和故障排除应对方法的分析
标签:电火花成型机厂家|火花机加工
随着电火花成型机的普遍存在及使用率在增强的情况下。
基础知识的学习还是很关键的,如常见问题和故障排除方法。
鼎亿电火花成型机厂家来为您解说电火花成型机常见问题和故障排除方法的解答:
1、电火花成型机开机后防火警报一直响。
排除应对方法:防火警报响起就要查看是否真的是起火了,如果不在侦查状态下响那就出现故障了。
首先查看灭火器下方黑盒子内的开关接点开路,调整黑盒子的角度使开关接点短路;红外线侦测器故障,更换红外线侦测器;外在环境光线反射,避开反射光线。
2、电火花成型机开机后碰边警报一直响。
排除应对方法:检查电极与工件是否有接触,如果有正常,没有则出现故障,先检查电极夹头绝缘片是否破裂或脏污,破裂则更换绝缘片,脏污则清洁夹头;正负切换继电器动作不确实或灰尘沾染,更换或清洁继电器;DC24V3A保护开关跳脱,押回保护开关。
3、电火花成型机可正常开机操作但屏幕无画面显示。
排除应对方法:屏幕信号线或电源线接触不良或脱落,重接信号线或电源线;面板屏幕电源开关故障,更换电源开关;屏幕故障,更换屏幕。
4、火花机加工资料无法存取。
排除应对方法:检查是否是磁碟机或磁碟片发生故障,是的话直接更换更换磁碟机或磁碟片;产看程式储存是否过多,多则删除过多之程式。
5、电火花成型机放电退刀。
排除应对方法:正负切换继电器动作不确实或灰尘沾染,更换或清洁继电器;EPG01信号板故障,更换EPG01信号板;晶体板信号线接触不良或脱落,重接信号线;电极夹头绝缘片破裂或脏污,更换绝缘片或清洁夹头;
以上五点是最常见的故障问题及相关的解答,希望对您有所帮助!。