年产50000吨食用酒精工厂的初步设计_毕业设计
恒翔酒业年产5万吨食用酒精项目商业计划书(PPT 38页)

© 2014 All Rights Reserved
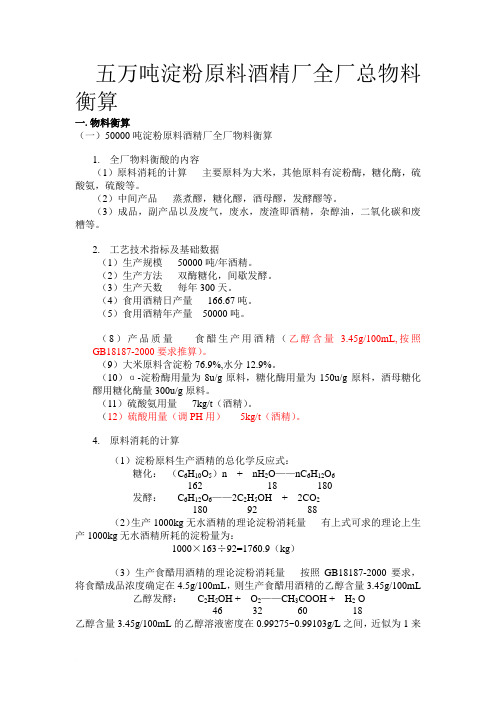
组织架构
董事会
总经理
供销副 总
生产副 总
供销部
质量监 察部
财务部
综合部
动力车 间
酒精车 间
环保车 间
© 2014 All Rights Reserved
管理层介绍
― 公司采用行业科研院所专家队伍和经验丰富的生产技术和管理人才相结合的资源整合模式,形成了一 支懂技术、懂管理的人才团队。
© 2014 All Rights Reserved
目录
项目摘要 公司简介
业务与技术
行业与市场 未来3年经营计划 财务分析及盈利预测 估值与融资方式
© 2014 All Rights Reserved
1.产品介绍
― 食用酒精(Edible Alcohol)又称发酵性蒸馏酒,主要是利用薯类、谷物类、 糖类作为原料 经过蒸煮、糖化、发酵等处理而得的供食品工业使用含水酒精, 其纯度通常至少为95%;酒精易被人体的肠胃吸收,吸收后迅速分解,放出热。 饮用适量酒精性饮料,使人的循环系统发生一种兴奋效能,对消化系统也能产生 一种良好作用,可刺激食欲,促进胃酸分泌, 有助于食物营养的吸收。
― 公司现有年产三万吨普通食用级酒精和两万吨 特级食用级酒精生产能力,同时还有副产品二 氧化碳、有机肥产品,以及沼气,酒糟等,公 司已形成良好的产业链,实现废弃物的全回收 循环利用。
年产5万吨食醋专用酒精发酵
五万吨淀粉原料酒精厂全厂总物料衡算一.物料衡算(一)50000吨淀粉原料酒精厂全厂物料衡算1.全厂物料衡酸的内容(1)原料消耗的计算主要原料为大米,其他原料有淀粉酶,糖化酶,硫酸氨,硫酸等。
(2)中间产品蒸煮醪,糖化醪,酒母醪,发酵醪等。
(3)成品,副产品以及废气,废水,废渣即酒精,杂醇油,二氧化碳和废糟等。
2.工艺技术指标及基础数据(1)生产规模50000吨/年酒精。
(2)生产方法双酶糖化,间歇发酵。
(3)生产天数每年300天。
(4)食用酒精日产量166.67吨。
(5)食用酒精年产量50000吨。
(8)产品质量食醋生产用酒精(乙醇含量 3.45g/100mL,按照GB18187-2000要求推算)。
(9)大米原料含淀粉76.9%,水分12.9%。
(10)α-淀粉酶用量为8u/g原料,糖化酶用量为150u/g原料,酒母糖化醪用糖化酶量300u/g原料。
(11)硫酸氨用量7kg/t(酒精)。
(12)硫酸用量(调PH用)5kg/t(酒精)。
4.原料消耗的计算(1)淀粉原料生产酒精的总化学反应式:糖化:(C6H10O5)n + nH2O——nC6H12O6162 18 180发酵:C6H12O6——2C2H5OH + 2CO2180 92 88(2)生产1000kg无水酒精的理论淀粉消耗量有上式可求的理论上生产1000kg无水酒精所耗的淀粉量为:1000×163÷92=1760.9(kg)(3)生产食醋用酒精的理论淀粉消耗量按照GB18187-2000要求,将食醋成品浓度确定在4.5g/100mL,则生产食醋用酒精的乙醇含量3.45g/100mL 乙醇发酵:C2H5OH + O2——CH3COOH + H2 O46 32 60 18乙醇含量3.45g/100mL的乙醇溶液密度在0.99275~0.99103g/L之间,近似为1来计算,故生产1000kg食醋用酒精理论上须淀粉量为:34.5/1000×1760.9=60.75(g).(4)生产1000kg食醋用酒精实际淀粉消耗量实际上,整个生产过程经历原料处理、发酵及蒸馏等工序,要经过复杂的物理化学和生物化学反应,产品得率必然低于理论率。
年产万吨酒精发酵车间设计

年产万吨酒精发酵车间设计引言酒精作为一种重要化工原料,在工业生产中发挥着重要作用。
为了满足市场需求,需要建设一座年产万吨酒精的发酵车间。
本文将介绍这座车间的设计要点和注意事项。
设计要点区域选择首先,需要选择一片适合建设车间的区域。
应考虑该区域的交通便利程度、水源是否充足、环境是否适合发酵等因素。
同时,还需要考虑未来扩展的可能性,以确保车间的可持续发展。
建筑结构车间建筑结构应具备足够的承载能力,以满足设备的重量。
首先要进行地质勘探,了解地下情况,以便合理规划地基和地下设施。
建筑材料应选用高强度的钢结构和混凝土,以提供稳定的支撑。
空气处理系统为了保证发酵过程的顺利进行,车间需要一个高效的空气处理系统。
该系统应能过滤和除去空气中的杂质,维持室内的温度和湿度,以提供良好的发酵环境。
同时,在车间内设置通风设备,以确保新鲜空气的流通。
环境控制在发酵车间中,环境的控制至关重要。
温度、湿度、光照等因素都需要仔细调控。
应使用自动化控制系统,以确保这些因素在合适的范围内。
同时,要定期检查和维护设备,确保其正常运行。
废气处理发酵过程中产生的废气需要进行处理,以保护环境。
可以考虑使用生物滤池或化学吸附剂来捕捉和处理废气中的有害物质。
此外,还需要建设废气处理设施,以确保废气的合规排放。
安全措施在车间设计中,安全始终是至关重要的事项。
应设立紧急停车装置,定期进行消防演习,并安装火灾报警系统。
此外,车间内应设置适当的安全标识,以提醒员工注意安全。
注意事项合规性在车间设计过程中,需要遵守相关的法律法规和标准。
例如,应符合建筑设计、环境保护、消防安全等方面的标准,以确保车间的合规性。
能源利用车间设计应考虑能源的合理利用。
可以考虑使用太阳能、风能等可再生能源,以减少对传统能源的依赖和环境污染。
人员流动车间内的人员流动也是需要考虑的一个重要因素。
应设计合理的通道和安全出口,以便员工在紧急情况下快速撤离。
结论在年产万吨酒精发酵车间的设计过程中,需要考虑区域选择、建筑结构、空气处理系统、环境控制、废气处理、安全措施等要点。
年产万吨酒精工艺工厂设计项目
年产万吨酒精工艺工厂设计项目年产万吨酒精工艺工厂设计项目一、概述酒精是一种广泛应用于化工、制药、食品等行业的重要产品,其生产量和销售量一直处于旺盛状态。
本文将对一家年产万吨酒精工艺工厂的设计项目进行详细阐述,包括工艺流程、主要设备、能源消耗、环保措施等方面。
二、工艺流程(1)原料处理和预处理本工厂所使用的主要原料是粮食和豆类。
在原料处理过程中,需要对其进行干燥、清洗、分选等操作,保证原料的质量和干净度。
预处理阶段主要包括糖化、酵母培养、蒸汽加热等。
(2)酒精发酵发酵是酒精生产的核心工艺环节。
本工厂采用连续式发酵技术,即将预处理好的原料送入发酵罐中,加入合适的酵母和糖化剂,控制温度、pH值、氧气供应等条件,待发酵结束后,用离心机将酒精分离出来,进行后续处理。
(3)蒸馏和精馏蒸馏和精馏是将发酵得到的酒精进行纯化和提纯的过程。
在蒸馏过程中,酒精和水被分离,提取出含有高浓度酒精的液体;在精馏过程中,对酒精进行多次分离,提高其纯度。
(4)脱色和脱臭脱色和脱臭是为了提高酒精的品质和颜色。
在脱色过程中,使用特殊的吸附剂对酒精进行处理,去除其中的色素成分;在脱臭过程中,则是通过蒸馏或其他方式去掉酒精中的挥发性物质和异味。
(5)灌装和包装经过前面的工艺处理后,酒精的品质和纯度达到了要求,可以进行灌装和包装。
本工厂将其分别灌装到不同规格的瓶子和桶中,进行打标签、封口等操作,最终完成酒精的生产和销售。
三、主要设备本工厂采用的主要设备包括破碎机、搅拌机、发酵罐、离心机、蒸馏塔、蒸汽发生器等。
其中,发酵罐是工艺流程中最重要的设备之一,在酒精生产中发挥着至关重要的作用。
四、能源消耗酒精生产过程中主要消耗能源是蒸汽和电力。
其中,蒸汽主要用于发酵、蒸馏等环节,其能耗和消耗量较大。
电力则主要用于驱动各类设备和照明等方面。
针对能源的消耗问题,本工厂采用了多项节能措施,如优化了设备的设计、提高了设备的效率、改进了工艺流程等,以最大限度地节约能源成本。
年产5万吨酒精厂蒸煮糖化车间设计

目录1 前言 (1)1.1酒精工业的发展 (1)1.1.1酒精国外发展现状 (2)1.1.2酒精在我国的发展历史及现状 (3)1.2蒸煮糖化工艺研究进展 (5)1.2.1常压蒸煮工艺 (5)1.2.2同步糖化发酵工艺 (5)1.2.3生料淀粉发酵法 (5)2 生产方法的选择及论证 (5)2.1原料的选择及酒精生产原料状况分析 (5)2.1.1 淀粉质原料 (6)2.1.2 糖蜜原料 (6)2.1.3 纤维质原料 (6)2.1.4 木薯的选择 (7)2.2蒸煮工艺的选择 (7)2.3糖化工艺的选择 (7)3 生产工艺及技术要求 (9)3.1粉浆拌料 (9)3.2料浆输送 (9)3.3液化喷射器及蒸煮罐的选择 (9)3.4后熟器和气液分离器的选择 (10)3.5原料的糖化及冷却 (10)4 工艺计算 (11)4.1物料衡算 (11)4.1.1 生产过程物料衡算主要内容 (11)4.1.2 工艺技术指标及基础数据 (11)4.1.3 工艺流程示意图 (12)4.1.4 原料消耗计算 (12)4.1.5 蒸煮醪量的计算 (14)4.1.6 糖化醪与发酵醪量的计算 (16)4.1.7 酒精厂总物料衡算 (17)4.2蒸煮糖化各工段的物料和能量衡算 (18)4.2.1 蒸煮工段的物料和热量衡算 (18)4.2.2 糖化冷却工段的物料和热量衡算 (20)4.2.3 蒸煮糖化各工段能量及物料衡算表 (20)5.设备选型 (21)5.1连续蒸煮糖化设备的计算 (21)5.1.1 调浆罐计算 (21)5.1.2 预煮罐的计算 (22)5.1.3 液化喷射器选型 (22)5.1.4维持罐的计算 (23)5.1.5 后熟器的设计 (23)5.1.6 汽液分离器的计算 (24)5.1.7 真空冷却闪蒸器的计算 (25)5.1.8 糖化锅的选型 (26)5.1.9 糖化醪的冷却及换热器的设计 (26)5.2设备选型总汇 (27)6 生产车间的布置说明 (28)7结论及展望 (31)参考文献 (33)致谢 (34)1 前言酒精学名乙醇,分子式为C2H5OH,结构简单的醇类,无色透明的液体。
最新发酵法年产5万吨乙醇的工艺设计化工设计

发酵法年产5万吨乙醇的工艺设计化工设计湖北大学化学化工学院化工设计发酵法年产5万吨乙醇的工艺设计学生姓名王庆玲学号 2009221106100126专业化学工程与工艺年级 2009级指导老师杨世芳日期 2013-1-7目录1概述 (4)1.1乙醇的性质及质量标准 (4)1.1.1物理性质 (4)1.1.2化学性质 (4)1.1.3生化性 (4)1.1.4质量标准 (4)1.2乙醇生产的意义及发展史 (5)1.2.1乙醇生产的意义 (5)1.2.2乙醇生产的发展 (5)1.3乙醇的应用领域 (6)1.4主要生产工艺 (6)1.4.1合成法 (6)1.4.2发酵法 (7)2 乙醇发酵工艺 (11)2.1木薯的处理 (11)2.1.1原料除杂 (11)2.1.2原料粉碎 (11)2.1.3原料输送 (12)2.2液化和糖化 (12)2.2.1液化 (12)2.2.2糖化 (13)2.3乙醇发酵 (13)2.3.1乙醇发酵常用的微生物 (13)2.3.2酵母生长条件 (14)2.3.3酵母的培养工艺 (14)2.3.4发酵乙醇的机理 (16)2.3.5乙醇发酵工艺 (16)2.3.6乙醇发酵的成熟指标 (16)3 物料衡算 (17)3.1原料消耗的计算 (17)3.1.1每吨95%乙醇木薯干的消耗量 (17)3.1.2每吨95%乙醇α-淀粉酶的消耗量 (17)3.1.3每吨95%乙醇糖化酶的消耗量 (18)3.2醪液量的计算 (18)3.3发酵过程的计算 (19)3.3.1发酵罐的计算 (19)3.3.2发酵热的计算 (20)3.3.3成熟醪发酵液中乙醇含量 (22)3.4换热器选型 (22)3.4.1塔(T-1)塔顶冷凝器(E-1) (22)3.4.2塔(T-2)塔顶冷凝器(E-2) (23)3.5储罐选型 (23)3.5.1储罐(V-1) (23)3.5.2其它储罐选型 (23)3.6泵的选型 (24)3.6.1泵(P-1) (24)3.6.2其它泵的选型 (24)3.7小结 (25)符号说明 (26)致谢 (27)参考文献 (28)附录工艺流程图 (29)1 概述1.1乙醇的性质及质量标准乙醇又名酒精,是由碳、氢、氧3种元素组成的有机化合物,分子式为C2H5OH,结构简式为CH3CH2OH,相对分子质量为46。
年产5万吨酒精厂蒸煮糖化车间工程设计

年产5万吨酒精厂蒸煮糖化车间工程设计本文档旨在设计一个年产5万吨酒精的蒸煮糖化车间工程。
车间应按照以下标准设计:1. 工艺流程酒精生产流程应包括:麦汁酵母发酵、蒸馏、精馏及烘干。
其中,麦汁的制作应遵循以下步骤:1. 清理原料:将小麦经过清理设备清洗,去掉异物、沙粒等。
2. 磨碎:使用磨麦机磨碎均匀,一般可调至40目。
3. 臭氧消毒:使用臭氧对麦汁进行消毒,以避免细菌污染。
4. 糖化:将经过消毒的麦汁进行加热和糖化处理。
5. 过滤:将处理好的麦汁进行过滤处理。
6. 酵母发酵:将过滤后麦汁加入酵母进行发酵。
蒸馏、精馏及烘干部分工艺流程具体实现可参考相应资料。
2. 厂房结构厂房应顶部采用钢结构,地基由一次灰海砂混合料地基建造。
墙体应使用双层钢结构,中间填充保温材料,保证良好的隔热性能。
厂房的拆除和地基的恢复应符合施工标准。
3. 设备选型车间所需设备主要包括清洗设备、磨麦机、糖化设备、发酵罐、蒸馏设备、精馏设备和烘干设备。
根据年产量5万吨的生产要求,对于每台设备的选型应该符合相关技术规范和生产标准。
此外,设备的选型还应考虑设备的品牌和售后服务。
4. 卫生和消防车间的卫生和消防应该符合相关规范和标准。
车间内应装有消火栓系统,消防器材和烟雾探测器等设备。
车间环境应干净整洁,设备内外表面应定期清洁和消毒。
同时,员工应按要求穿着防护服和鞋子,并接受相关检查和培训。
5. 成本估算车间的建设和设备采购等成本估算应本着节约的原则,并充分考虑到设备质量和售后服务等因素。
对于自有设备和出租设备的采购,应充分考虑市场价格和租用价格等因素。
以上是本文档的主要内容,旨在提供一个年产5万吨酒精厂蒸煮糖化车间工程的初步设计方案。
年产5万吨浓香型大曲酒发酵车间设计

- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
50000t/a食用酒精工厂的初步设计摘要设计中依照厂址选择原则对工厂进行了合理的选址;完成了工艺的选择及论证;进行了物料衡算、热量衡算及水衡算;完成了主要设备的设计与选型以及工厂投资的简要经济核算。
对工厂厂房、工艺流程、车间设备进行了合理地布局。
完成了工厂图纸的绘制,共八张图纸,包括全厂总平面布置图、工艺流程图、发酵和蒸馏车间设备布置图、种子罐设备图。
根据全厂工艺设计和计算结果可以看出,该设计能够达到工业生产的要求。
关键词:食用酒精;木薯;连续发酵;四塔蒸馏ABSTRACTI completed selection of the site of factory in accordance with the principle of choice factory, selection and feasibility studies of process, material balance, energy balance, water balance, design and selection of major equipments and brief economic accounting. Workshop, process and equipment of workshop gained the reasonable distribution. The eight factory drawings drawing were completed, including the factory general layout map, process map, equipment layout map of fermentation and distillation workshop, seed tank equipment map.The results of the whole process design and computation show that the design can reach the requirements of industrial production.Keywords:Edible alcohol; Cassava; Continuous fermentation; Four towers distillation目录1 绪论 (1)1.1食用酒精的简介 (1)1.2食用酒精的用途 (1)1.3食用酒精的发展与市场前景 (2)1.4厂址选择 (4)1.5本设计的目的、意义及主要内容 (7)2 全厂工艺流程及工艺论证 (8)2.1 全厂工艺流程 (8)2.2 工艺论证 (8)2.2.1 原料选择 (8)2.2.2 酒精酵母生产工艺 (9)2.2.3 原料预处理工艺 (10)2.2.4 蒸煮、糖化工艺 (10)2.2.5 发酵工艺 (11)2.2.6 蒸馏工艺 (12)3 全厂工艺计算 (13)3.1 物料衡算 (13)3.1.1 总物料衡算 (13)3.1.2 蒸煮工序物料衡算 (14)3.1.3 糖化和发酵工序物料衡算 (15)3.1.4 蒸馏工序物料衡算 (16)3.2 热量衡算 (20)3.2.1 原料处理及液化工序热量衡算 (20)3.2.2 酒母培养工序热量衡算 (21)3.2.3 蒸馏工序热量衡算 (21)3.3 水衡算 (23)3.3.1 原料预处理及糖化工序水衡算 (23)3.3.2 发酵工序水衡算 (23)3.3.3 蒸馏工序水衡算 (24)4 设备设计与选型 (28)4.1发酵罐 (28)4.2种子罐 (34)4.3糖化锅 (41)4.4塔式连续蒸煮器 (42)4.5醪塔 (42)4.6醛塔 (44)4.7精馏塔 (46)4.8甲醇塔 (49)4.9无菌空气制备系统 (49)5 全厂布置说明 (49)5.1工厂总平面设计 (49)5.1.1工厂的组成 (49)5.1.2总平面布置依据 (49)5.1.3 布置原则 (50)5.1.4本设计全厂平面布置 (50)5.2主车间的布置设计 (50)5.2.1车间布置设计的依据 (51)5.2.2车间布置设计的原则 (51)5.2.3本厂主车间的布置设计 (53)6 经济核算 (54)6.1投资估算 (54)6.2 成本估算 (55)参考文献 (56)附录1 专题部分 (58)附录2 翻译部分 (72)英文原文 (72)中文译文 (79)致谢 (87)果糖-6-磷酸果糖-1,6-二磷酸二羟丙酮磷酸1 绪论1.1食用酒精的简介酒精学名叫乙醇,化学式为C 2H 5OH 。
为无色、透明、具有特殊香味的液体,易挥发,密度比水小,能跟水以任意比互溶。
其熔点为-114.1℃,沸点为78.3℃,相对密度为0.79。
酒精是一种重要的溶剂,可混溶于醚、氯仿、甘油等多数有机溶剂,能溶解多种有机物和无机物。
酒精分为食用酒精和工业酒精,他们之间的区别在于酒精的纯度和杂质的含量不同。
食用酒精必以薯类、谷物,或废糖蜜为原料,必须通过发酵法酿造。
酒精发酵分为固态发酵和液态发酵两种,而食用酒精均是采用液态深层发酵法。
将淀粉质原料或糖蜜经糖化酶转化成可发酵糖后,利用酵母菌发酵将糖转化成酒精,再经蒸馏提取得到一定标准的酒精。
酒精发酵是利用微生物体内一系列酶的作用,使得可发酵糖经糖酵解(EMP )途径转化成丙酮酸,再在无氧条件下继续降解生成酒精及其它副产物(流程如图1-1)。
其副产物主要有甘油、杂醇油、琥珀酸及乳酸等多种化学物质[1]。
由于食用酒精大多用于食品的生产,因而对其酒精质量及成分有严格的要求。
为保证食用酒精的使用安全和卫生,国家颁布了食用酒精的国家标准(表1-1)。
1.2食用酒精的用途酒精工业是基础原料工业,广泛应用于国民经济许多部门:在食品工业中,酒精是配制各类白酒、果酒、葡萄酒、露酒、药酒和生产食用醋酸及食用香精的主要原料;它也是许多化工产品不可缺少的基础原料和溶剂,利用酒精可以制造合成橡胶、聚氯乙烯、聚苯乙烯、乙二醇、冰醋酸、苯胺、乙醚、脂类、环氧乙烷和乙基苯等大量化工产品;它是生产油漆和化妆品不可缺少的溶剂;在医药工业和医疗事业中,酒精用来配制、提取医药制剂和作为消毒剂;染料生产、国防工业及其它工业部门也需要大量酒精[2];在能源行业中,酒精可作为新能源,以缓解石油、煤炭等传统能源的日益枯竭和环境问题[3]。
酒精工业与农业也有密切关系,酒精生产是农业原料深加工和综合利用重要途径[4]。
表1-1 GB10343─2002食用酒精1.3食用酒精的发展与市场前景1.3.1食用酒精工业的发展现状酒精作为一种原料和中间产品,在许多行业中都发挥着重要的作用,其具有很大的发展前景。
最近几年我国酒精产量保持快速增长态势,酒精形势有八个方面的特点:一、酒精产量继续保持快速增长。
二、企业规模不断提高,向大型化发展。
从2002年以来,我国酒精行业单个企业的规模不断扩大。
2001年超过规模10万千升的企业仅1家,2003年达到2家,2004年为5家,2005年达到8家,到2006年已经成为12家。
2007年酒精制造大中型企业共28家,销售产值占全国的56%,小型177家仅占44%。
三、新增产能逐渐由销区向原料产区转移。
由于资源的短缺将直接影响生产安全,目前新建酒精生产企业逐渐由销区向原料产区聚集,可以反应出企业对原料资源的重视程度日益加强。
吉林、黑龙江和内蒙古是玉米主产区,广西是木薯主产区,江苏苏北有进口木薯的港口优势,近几年酒精发展迅速。
四、燃料乙醇发展方向“非粮”转变;同时,木薯和玉米酒精产量比例增加[5],糖蜜酒精比例不断减少。
五、玉米酒精成本优势格局已不复存在。
由于玉米和木薯价格的变化,玉米酒精与木薯酒精的成本优势地位逐渐发生改变。
2006年,玉米价格的持续高涨,涨幅已超出木薯价格变化,所以玉米酒精相对于木薯酒精在成本方面的优势已经丧失[6]。
六、燃料乙醇异军突起,后势强劲。
石油危机导致生物能源产业增长提速,燃料乙醇需求剧增[7]。
近年来,石油的消耗量逐年上升,特别是我国由于经济的迅速发展,石油消耗量上升更为明显。
然而,石油的储量却逐年下降,石油危机明显。
现今石油价格更是飞速上涨,因而寻找新能源已迫在眉睫。
而现今燃料乙醇是最好的可再生资源,最好的能源替代品。
各国对燃料乙醇生产的投入逐年增加。
七、原料价格持续上涨,企业利润空间不断缩小。
近年来,粮食危机逐渐加剧,酒精生产原料价格逐年上涨,特别是谷物类作物尤其明显。
企业生产成本大量增加,利润空间逐渐缩小。
不少酒精生产企业上马酒精下游产品项目,如乙酸乙酯、聚乙烯、环氧乙烷和乙二醇(MEG)等产品,也扩大了酒精消费量。
八、行业控股情况发生深刻变化,从国有为主发展为私有控股为主的格局。
1.3.2食用酒精的发展方向及市场前景目前在我国酒精产业中,食用酒精仍占有绝对优势。
由于原料价格上涨,能源紧缺,酒精行业面临诸多挑战,因而改进生产技术、降低生产成本、提高产品适用范围成为我国酒精行业急需解决的问题。
一、加大酒精下流产品生产,如有条件可以从事对酒精的进一步加工。
以提高产品的附加值。
二、酒精生产过程中成本高,能耗大,应尽量降低生产成本。
我国许多酒精企业至今还沿用非常传统的生产工艺。
虽然经过多次技改造,但与国外先进技术相比仍有较大差距。
我国酒精生产企业的节能是系性的,例如热电联产热与轴功率的利用、低温蒸煮、连续发酵、差压蒸馏、多效蒸发、热泵利用、自调自控等。
在国外玉米原料酒精生产倾向于推广使用耐高温a-淀粉酶进行中温蒸煮的方法,它有节能和提高酒精糟质量的优点。
大中型企业推广热电联产节能法,远近结合、以汽定电、留有余汽用备用炉调峰和保证必需背压等。
我国酒精工厂进行综合利用投资少、效益差。
比如CO2回收,每吨可增收500元,酒精糟液的利用更有多方面的效益,发展下游产品,例如白酒、供食品和医药用的冰醋酸等都能收到好的效果。
三、酒精糟液环境污染严重,对其治理迫在眉睫。
我国酒精工厂多,且大多数设在城市,副产酒精糟总量达30多万t/年,大多数没有得到很好的利用,排放而造成污染十分严重,很多新建、扩建企业没有对酒糟的合理处理进行规划,增大了污染源。
由于酒糟废液量大,加之处理技术不够目前已经成轻工业中第二个大污染源。
为此,对酒糟的合理处理是酒精工业的大事。
四、应积极引进研究和发展新菌种、新工艺、新设备和新技术,并尽快用于企业生产。
在菌种选育方面,常规的诱变育种技术加上遗传工程技术,将有可能获得能直接发酵成淀粉、纤维素、半纤维素的菌株;纤维素酶高产菌株、耐高温酵母和其它优良的酒精发酵微生物、抗杂菌酒精发酵菌也将有得到的可能。
任何上述一个菌株的获得都将从根本上改变目前酒精生产的面貌。