粗糙度检测标准
粗糙度测量标准
粗糙度测量标准粗糙度是表面不平整程度的量度,是表面上起伏不平的程度,它是指在一定长度范围内,表面起伏所形成的不规则形状和尺寸的统计特征。
粗糙度的测量对于材料表面的加工、润滑、密封等工程问题有着重要的意义。
因此,建立精确的粗糙度测量标准对于工程技术人员来说至关重要。
粗糙度的测量可以采用多种方法,包括触针法、光学法、电子扫描法等。
其中,光学法和电子扫描法是目前常用的粗糙度测量方法。
光学法是利用光学原理来测量表面的不平整程度。
通过光学仪器,可以观察到被测表面的形貌,从而得出表面的粗糙度参数。
这种方法适用于一般工件表面的粗糙度测量,操作简便,测量速度快。
电子扫描法是利用电子显微镜或激光干涉仪来测量表面的不平整程度。
通过电子扫描仪器,可以得到表面的三维形貌图像,并计算出粗糙度参数。
这种方法适用于微观尺度下的粗糙度测量,可以获得更加精确的测量结果。
在进行粗糙度测量时,需要注意以下几点:1. 样品的准备,在进行粗糙度测量之前,需要对样品进行适当的处理,确保表面清洁、平整,以便获得准确的测量结果。
2. 仪器的校准,在使用光学仪器或电子扫描仪进行粗糙度测量之前,需要对仪器进行校准,以确保测量的准确性和可靠性。
3. 测量参数的选择,在进行粗糙度测量时,需要选择合适的测量参数,如 Ra、Rz、Rq等,以便全面地描述表面的粗糙度特征。
4. 数据的分析,在获得粗糙度测量数据之后,需要对数据进行分析,得出合理的结论,并根据需要进行进一步的加工或处理。
总之,粗糙度测量是工程技术中非常重要的一项工作。
建立准确的粗糙度测量标准,选择合适的测量方法和仪器,严格控制测量过程,对于提高产品质量、改善加工工艺、保证工程安全具有重要意义。
希望工程技术人员能够重视粗糙度测量工作,不断提高测量技术水平,为工程技术的发展贡献自己的力量。
混凝土表面粗糙度检测标准

混凝土表面粗糙度检测标准混凝土表面粗糙度检测标准一、前言混凝土表面的粗糙度是指混凝土表面的凹凸不平程度。
混凝土表面的粗糙度对于混凝土结构的使用寿命和安全性有着非常重要的影响。
因此,在混凝土结构施工过程中,必须对混凝土表面的粗糙度进行检测。
本文旨在介绍混凝土表面粗糙度检测标准,以便工程师和施工人员了解混凝土表面粗糙度检测的标准和方法。
二、检测方法混凝土表面粗糙度的检测方法主要有以下几种:1. 直接观测法直接观测法是指通过肉眼观察混凝土表面的凹凸不平程度来判断混凝土表面的粗糙度。
这种方法简单易行,但是由于人的主观因素,结果可能存在误差。
2. 用手触摸法用手触摸法是指用手触摸混凝土表面的凹凸不平程度来判断混凝土表面的粗糙度。
这种方法可以检测出较小的凹凸不平,但是由于受个人感觉和手感的影响,结果也可能存在误差。
3. 用粗糙度计测量法用粗糙度计测量法是指使用粗糙度计来测量混凝土表面的粗糙度。
这种方法可以测量出更加准确的混凝土表面粗糙度,并且结果不受主观因素的影响。
但是,由于设备价格较高,不是所有的工程项目都能够采用这种方法。
三、检测标准混凝土表面粗糙度的检测标准主要有以下几个方面:1. 表面粗糙度等级混凝土表面粗糙度等级是指混凝土表面的凹凸不平程度的大小。
根据混凝土表面粗糙度等级的不同,可以分为以下几种:(1)一级表面粗糙度:混凝土表面非常平整,几乎没有任何凹凸不平。
(2)二级表面粗糙度:混凝土表面有一定的凹凸不平,但是可以用手触摸时不感到明显的凹凸。
(3)三级表面粗糙度:混凝土表面有明显的凹凸不平,但是还不会对混凝土结构的使用和安全产生影响。
(4)四级表面粗糙度:混凝土表面的凹凸不平非常明显,会对混凝土结构的使用和安全产生较大的影响。
2. 检测标准混凝土表面粗糙度的检测标准主要有以下几个方面:(1)一级表面粗糙度:混凝土表面的平整度应该在3mm以内,混凝土表面的高低差应该在1mm以内。
(2)二级表面粗糙度:混凝土表面的平整度应该在5mm以内,混凝土表面的高低差应该在2mm以内。
金属表面粗糙度 标准
金属表面粗糙度标准金属表面粗糙度是指金属表面的不平整程度,通常用来描述金属表面的平整度和光洁度。
在工业生产中,金属表面粗糙度的标准化对于确保产品质量和性能至关重要。
本文将介绍金属表面粗糙度的标准以及其对应的测量方法和应用。
一、金属表面粗糙度的标准。
1. ISO 4287标准。
ISO 4287标准是国际上广泛采用的金属表面粗糙度标准之一。
该标准规定了金属表面粗糙度的测量方法和评定标准,包括了参数Ra、Rz、Rmax等指标。
其中,Ra代表了表面的平均粗糙度,Rz代表了表面峰谷高度的平均值,Rmax则表示了表面最大峰谷高度。
这些参数可以帮助我们准确描述金属表面的粗糙程度,从而指导生产过程和产品质量控制。
2. GB/T 1031标准。
GB/T 1031标准是中国国家标准化委员会发布的金属表面粗糙度标准。
该标准与ISO 4287标准类似,同样规定了金属表面粗糙度的测量方法和评定标准,但在具体参数的定义和测量方法上略有不同。
在中国的金属加工行业中,GB/T 1031标准被广泛应用于金属制品的生产和检测过程中。
二、金属表面粗糙度的测量方法。
1. 表面粗糙度仪测量法。
表面粗糙度仪是一种专门用于测量金属表面粗糙度的仪器,通过仪器的感应头在金属表面上扫描,可以得到表面的粗糙度参数。
这种方法操作简单、快捷,适用于各种类型的金属材料和加工表面。
2. 视觉比对法。
视觉比对法是一种简单粗糙的测量方法,通过肉眼观察和比对样品表面的粗糙度。
虽然这种方法不如仪器测量准确,但在一些简单的场合下仍然具有一定的应用价值。
三、金属表面粗糙度的应用。
1. 工艺控制。
金属表面粗糙度对于金属加工工艺具有重要影响,合理控制金属表面粗糙度可以提高加工效率和产品质量。
在不同的加工工艺中,需要根据具体要求选择合适的表面粗糙度标准,以确保产品的加工质量。
2. 产品检测。
在金属制品的生产过程中,需要对产品的表面粗糙度进行检测,以保证产品符合设计要求。
通过精确的表面粗糙度测量,可以及时发现加工过程中的问题,并采取相应的措施进行调整和改进。
粗糙度检测标准
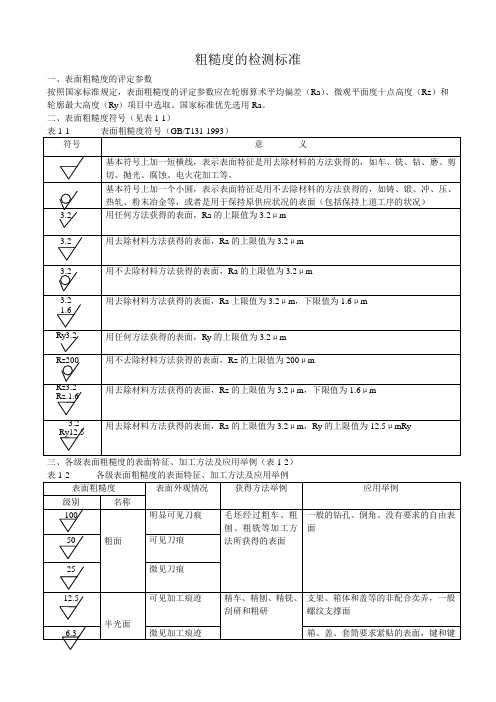
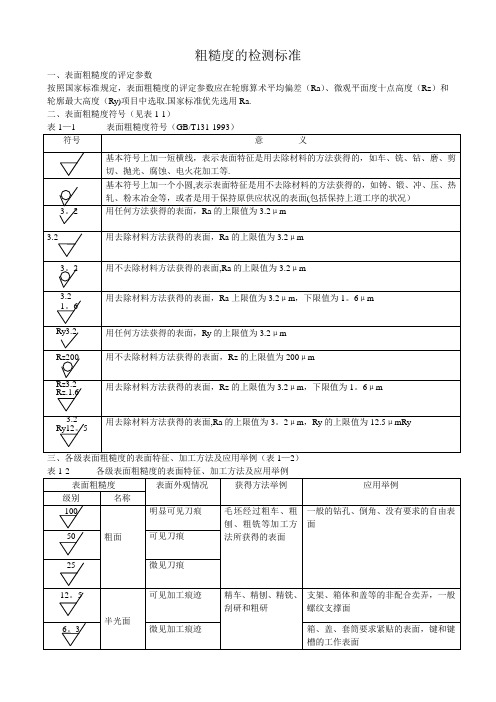
一、表面粗糙度的评定参数
按照国家标准规定,表面粗糙度的评定参数应在轮廓算术平均偏差(Ra)、微观平面度十点高度(Rz)和轮廓最大高度(Ry)项目中选取。国家标准优先选用Ra。
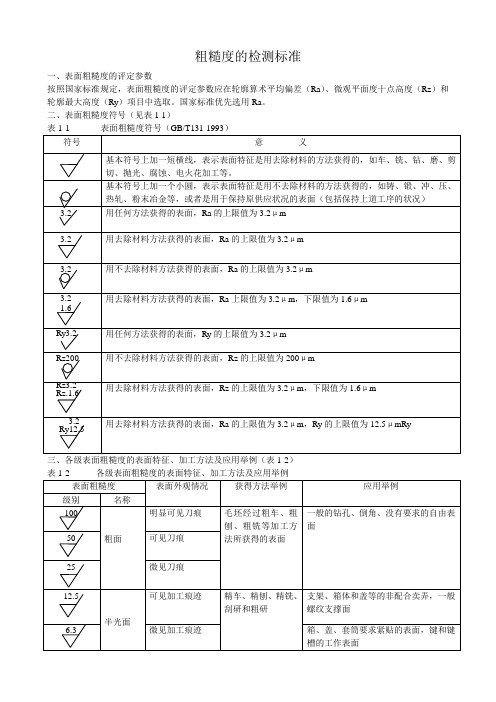
二、表面粗糙度符号(见表1-1)
表1-1表面粗糙度符号(GB/T131-1993)
符号
意义
基本符号上加一短横线,表示表面特征是用去除材料的方法获得的,如车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工等。
1.6
光面
可辨加工痕迹方向
金刚石、车刀精车、精铰、拉力加工、精磨、研磨、抛光
要求保证定心剂配合特性的表面,如轴承配合表面、锥孔等
0.6
微辩加工痕迹方向
要求能长期保持规定的配合特性,如标准公差为IT6、IT7的轴和孔
基本符号上加一个小圆,表示表面特征是用不去除材料的方法获得的,如铸、锻、冲、压、热轧、粉末冶金等,或者是用于保持原供应状况的表面(包括保持上道工序的状况)
3.2
用任何方法获得的表面,Ra的上限值为3.2μm
3.2
用去除材料方法获得的表面,Ra的上限值为3.2μm
3.2
用不去除材料方法获得的表面,Ra的上限值为3.2μm
3.2
1.6
用去除材料方法获得的表面,Ra上限值为3.2μm,下限值为1.6μm
Ry3.2
用任何方法获得的表面,Ry的上限值为3.2μm
Rz200
用不去除材料方法获得的表面,Rz的上限值为200μm
Rz3.2
Rz.1.6
用去除材料方法获得的表面,Rz的上限值为3.2μm,下限值为1.6μm
3.2
Ry12.5
用去除材料方法获得的表面,Ra的上限值为3.2μm,Ry的上限值为12.5μmRy
表面粗糙度测试标准

表面粗糙度测试标准表面粗糙度是指物体表面的不平整程度,通常用于描述材料表面的质量和加工工艺的精度。
在工业生产中,表面粗糙度测试是非常重要的,因为它直接影响着产品的质量和性能。
因此,制定一套科学合理的表面粗糙度测试标准是至关重要的。
一、表面粗糙度测试的意义。
表面粗糙度测试的主要目的是评估材料表面的质量和加工工艺的精度,以确保产品达到设计要求。
通过表面粗糙度测试,可以了解材料表面的平整度、光洁度和加工精度,为产品的质量控制提供重要依据。
此外,表面粗糙度测试还可以帮助企业优化生产工艺,提高生产效率,降低成本,提升竞争力。
二、表面粗糙度测试的方法。
表面粗糙度测试的方法多种多样,常见的有触摸式测量、光学式测量、激光式测量等。
不同的测量方法适用于不同的材料和加工工艺,具有各自的优缺点。
在选择表面粗糙度测试方法时,需要根据具体的测试要求和实际情况进行综合考虑,以确保测试结果的准确性和可靠性。
三、表面粗糙度测试的标准。
为了规范表面粗糙度测试,保证测试结果的准确性和可比性,国际上制定了一系列的表面粗糙度测试标准。
这些标准包括了测试方法、测试设备、测试参数等方面的规定,适用于不同的材料和加工工艺。
在进行表面粗糙度测试时,需要严格遵守相关的标准,以确保测试结果的准确性和可靠性。
四、表面粗糙度测试标准的意义。
表面粗糙度测试标准的制定是为了规范表面粗糙度测试,保证测试结果的准确性和可比性。
遵守表面粗糙度测试标准可以确保测试结果的科学性和可靠性,为产品的质量控制提供重要依据。
同时,表面粗糙度测试标准还可以促进国际间的技术交流与合作,推动行业的发展与进步。
五、表面粗糙度测试标准的应用。
表面粗糙度测试标准广泛应用于机械制造、电子电器、航空航天、汽车制造等领域。
通过遵守表面粗糙度测试标准,可以确保产品的质量和性能达到设计要求,提高产品的市场竞争力。
同时,表面粗糙度测试标准也为企业提供了科学合理的测试方法和技术支持,有助于提升企业的技术水平和管理水平。
粗糙度测量标准
粗糙度测量标准粗糙度是指物体表面的不平整程度,通常用来描述表面的粗糙程度。
在工程领域中,粗糙度是一个非常重要的参数,它直接影响着物体的摩擦、磨损、密封和润滑等性能。
因此,准确测量物体表面的粗糙度是非常必要的。
本文将介绍粗糙度的测量标准,帮助大家更好地了解和应用粗糙度测量。
一、粗糙度的定义。
粗糙度是指物体表面的不规则程度,通常是由微小起伏构成的。
这些微小的起伏会对物体的性能产生影响,因此需要进行精确的测量。
粗糙度通常用Ra值来表示,Ra值越大,表明表面的粗糙度越高。
二、粗糙度的测量方法。
1. 接触式测量法。
接触式测量法是通过测量仪器的探针直接接触被测表面,然后根据探针的运动轨迹来计算表面的粗糙度。
这种方法适用于各种形状和材质的表面,但是需要考虑到探针和被测表面的材质和硬度,以及测量仪器的精确度。
2. 非接触式测量法。
非接触式测量法是通过光学、声学或电磁原理,利用传感器对被测表面进行扫描和测量。
这种方法不会对被测表面造成损伤,适用于一些特殊材质或形状的表面。
但是需要考虑到环境因素对测量的影响,以及传感器的精确度和灵敏度。
三、粗糙度的测量标准。
1. ISO 4287标准。
ISO 4287标准是国际上公认的粗糙度测量标准,它规定了粗糙度测量的方法和参数。
根据ISO 4287标准,粗糙度的测量应该包括三个参数,Ra、Rz和Rmax。
这些参数可以全面地描述表面的粗糙度特征,对于工程应用非常有价值。
2. ANSI标准。
ANSI标准是美国国家标准协会制定的粗糙度测量标准,它与ISO 4287标准类似,也是通过Ra、Rz和Rmax等参数来描述表面的粗糙度。
但是与ISO 4287标准相比,ANSI标准在参数的计算方法和测量范围上有所不同,需要根据实际情况进行选择和应用。
四、粗糙度测量的应用。
粗糙度测量在工程领域有着广泛的应用,主要包括以下几个方面:1. 材料加工。
在材料加工过程中,粗糙度测量可以帮助工程师更好地控制加工质量,提高加工效率和产品性能。
粗糙度检测标准
1.6
用去除材料方法获得的表面,Ra上限值为3.2μm,下限值为1.6μm
Ry3.2
用任何方法获得的表面,Ry的上限值为3.2μm
Rz200
用不去除材料方法获得的表面,Rz的上限值为200μm
Rz3.2
Rz.1.6
用去除材料方法获得的表面,Rz的上限值为3.2μm,下限值为1.6μm
3.2
Ry12.5
1.6
光面
可辨加工痕迹方向
金刚石、车刀精车、精铰、拉力加工、精磨、研磨、抛光
要求保证定心剂配合特性的表面,如轴承配合表面、锥孔等
0.6
微辩加工痕迹方向
要求能长期保持规定的配合特性,如标准公差为IT6、IT7的轴和孔
(注:文档可能无法思考全面,请浏览后下载,供参考。可复制、编制,期待你的好评与关注)
基本符号上加一个小圆,表示表面特征是用不去除材料的方法获得的,如铸、锻、冲、压、热轧、粉末冶金等,或者是用于保持原供应状况的表面(包括保持上道工序的状况)
3.2
用任何方法获得的表面,Ra的上限值为3.2μm
3.2
用去除材料方法获得的表面,Ra的上限值为3.2μm
3.2
用不去除材料方法获得的表面,Ra的上限值为3.2μm
用去除材料方法获得的表面,Ra的上限值为3.2μm,Ry的上限值为12.5μmRy
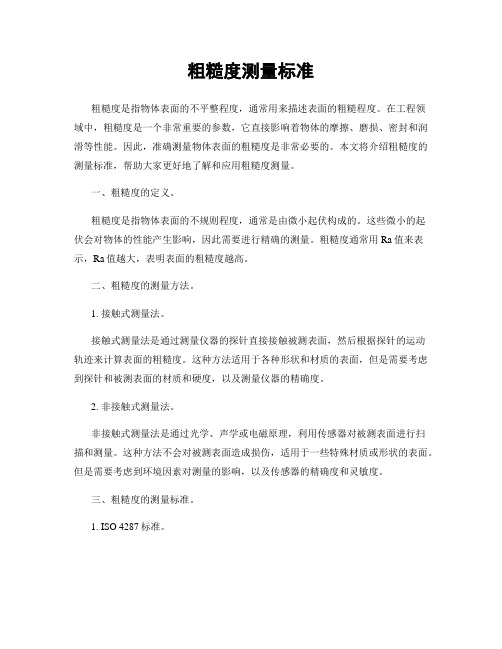
三、各级表面粗糙度的表面特征、加工方法及应用举例(表1-2)
表1-2各级表面粗糙度的表面特征、加工方法及应用举例
表面粗糙度
表面外观情况
获得方法举例
应用举例
级别
名粗车、粗刨、粗铣等加工方法所获得的表面
一般的钻孔、倒角、没有要求的自由表面
50
可见刀痕
粗糙度检测标准
Ry3.2
用任何方法获得的表面,Ry的上限值为3.2μm
Rz200
用不去除材料方法获得的表面,Rz的上限值为200μm
Rz3.2
Rz.1.6
用去除材料方法获得的表面,Rz的上限值为3.2μm,下限值为1。6μm
3.2
Ry12。5
1。6
光面
可辨加工痕迹方向
金刚石、车刀精车、精铰、拉力加工、精磨、研磨、抛光
要求保证定心剂配合特性的表面,如轴承配合表面、锥孔等
0。6
微辩加工痕迹方向
要求能长期保持规定的配合特性,如标准公差为IT6、IT7的轴和孔
用去除材料方法获得的表面,Ra的上限值为3。2μm,Ry的上限值为12.5μmRy
三、各级表面粗糙度的表面特征、加工方法及应用举例(表1—2)
表1-2各级表面粗糙度的表面特征、加工方法及应用举例
表面粗糙度
表面外观情况
获得方法举例
应用举例
级别
名称
100
粗面
明显可见刀痕
毛坯经过粗车、粗刨、粗铣等加工方法所获得的表面
粗糙度的检测标准
一、表面粗糙度的评定参数
按照国家标准规定,表面粗糙度的评定参数应在轮廓算术平均偏差(Ra)、微观平面度十点高度(Rz)和轮廓最大高度(Ry)项目中选取.国家标准优先选用Ra.
二、表面粗糙度符号(见表1-1)
表1—1表面粗糙度符号(GB/T131-1993)
符号
意义
基本符号上加一短横线,表示表面特征是用去除材料的方法获得的,如车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工等.
一般的钻孔、倒角、没有要求的自由表面
50
可见刀痕
25
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基本付号上加 个小圆,表示表面特征疋用不去除材料的方法获得的, 如铸、锻、冲、压、热轧、粉末冶金等,或者是用于保持原供应状况 的表面(包括保持上道工序的状况)
x/
用任何方法获得的表面,Ra的上限值为卩m
rx/
用去除材料方法获得的表面,Ra的上限值为口m
用不去除材料方法获得的表面,Ra的上限值为卩m
V7
用去除材料方法获得的表面,Ra上限值为卩m,下限值为卩m
用任何方法获得的表面,Ry的上限值为卩m
RZ20O
用不去除材料方法获得的表面,Rz的上限值为200(1m
b
用去除材料方法获得的表面,Rz的上限值为im,下限值为im
—
用去除材料方法获得的表面,Ra的上限值为im,Ry的上限值为1mRy
各级表面粗糙度的表面特征、加工方法及应用举例(表1-2)
表面粗糙度
表面外观情
况
获得方法举例
应用举例级别名称来自100/粗面明显可见刀
痕
毛坯经过粗 车、粗刨、粗 铣等加工方法 所获得的表面
一般的钻孔、倒角、没有要求
的自由表面
5\/
可见刀痕
25/
微见刀痕
半光面
可见加工痕
迹
精车、精刨、
精铣、刮研和
粗研
支架、箱体和盖等的非配合卖
弄,一般螺纹支撑面
微见加工痕
迹
箱、盖、套筒要求紧贴的表面,
的轴和孔
键和键槽的工作表面
不可见加工
痕迹
要求有不精确定心及配合特 性的表面,如支架孔、衬套、 带轮工作表面
光面
可辨加工痕
迹方向
金刚石、车刀 精车、精铰、 拉力加工、精 磨、研磨、抛 光
要求保证定心剂配合特性的
表面,如轴承配合表面、锥孔
等
微辩加工痕
迹方向
要求能长期保持规定的配合
特性,如标准公差为IT6、IT7
粗糙度的检测标准
-、表面粗糙度的评定参数
按照国家标准规定,表面粗糙度的评定参数应在轮廓算术平均偏差(Ra)、微观
平面度十点高度(Rz)和轮廓最大高度(Ry)项目中选取。国家标准优先选用
Ra。
二、表面粗糙度符号(见表1-1)
表1-1表面粗糙度符号(GB/T131-1993)
符号
意义
基本符号上加一短横线,表示表面特征是用去除材料的方法获得的, 如车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工等。