4-4旋转体拉深件毛坯尺寸计算(模具设计与制造)
4-1拉深过程分析(模具设计与制造)

2021/1/14
教育部十一五规划教材《模具设计与制造》
第4章 拉深工艺与拉深模具
绪论
用拉深方法来制造薄壁空心件,生产效率 高,材料消耗小,零件的强度和刚度高,而 且工件的精度也较高。拉深件的加工范围非 常广泛,从几毫米的小零件直至轮廓尺寸达2 ~ 3 m,厚度为200 ~ 300 mm的大型零 件。因此,在汽车、拖拉机、航宇航天、国 防、电器、仪表、电子等工业部门以及日常 生活用品生产中,拉深成形占据相当重要的 地位。
2021/1/14
教育部十一五规划教材《模具设计与制造》
第4章 拉深工艺与拉深模具
4.1.2 拉深件与拉深模的分类
(3)在单动压力机上工作的拉深模,按拉深 工序又可分为首次拉深模和再次拉深模。
(4)按有无压边装置可分为有压边装置拉深 模和无压边装置拉深模。
(5)一般板料的拉深要经过数道拉深工序才 能完成,一副拉深模一般只能完成一道拉深 工序,所以拉深模多为单工序模。较复杂拉 深件可采用落料拉深复合模等。
2021/1/14
教育部十一五规划教材《模具设计与制造》
第4章 拉深工艺与拉深模具
4.1.1拉深过程分析 b图表示有压边的拉深过程。
2021/1/14
教育部十一五规划教材《模具设计与制造》
第4章 拉深工艺与拉深模具
4.1.1拉深过程分析
拉深凸模和凹模与冲裁模
不同的是其工作部分没有锋
利的刃口,而是分别有一定
2021/1/14
教育部十一五规划教材《模具设计与制造》
第4章 拉深工艺与拉深模具
4.1.2 拉深件与拉深模的分类
2.拉深工艺分类 拉深工艺可分为不变薄拉深和变薄拉深两
种。后者在拉深后的零件壁部厚度与毛坯厚度 相比较,有明显变薄。生产中主要应用不变薄 拉深。
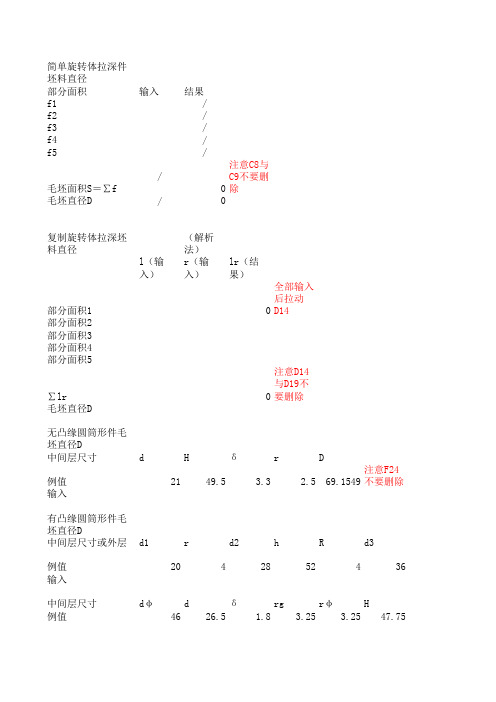
冲压工艺计算公式101209
取自上表 取自上表 直接输入
不需输入 不需输入 替换例值
d4
D
注意I29
80 112.8482 不要删除
D 85.00229409
计算区 毛坯直径 D 输入 拉深件直径 d
98.2
输入
拉深系数 m1
m2
m3
m4
m5
输入
0.51 0.77 0.81 0.84 0.85
工序件直径 d1
d2
d3
d4
d5
计算拉深次数 50.082 38.56314 31.23614 26.23836 22.30261
圆整计算
51 39.27
40 32.4
33 27.72
28 23.8
24
圆整计算
50 37.5
38 29.64
30
24
24 20.4
21
无凸缘圆筒形工序
件拉深高度h
输入 输入 输入 输出
工序 D
di
ri
h
1 98.2
51
8 38.13346 下拉左格
2 98.2
40
5
3 98.2
33
4
4 98.2
28
最后一次
直径和高
度不需计Leabharlann 算,直接5 98.2
输入
如需要可插入行 该列结果 该列结果 该列r值
H
46 26.5
1.8 3.25 3.25 47.75
无凸缘圆筒形件拉
深系数调整及工序
件直径确定
演示区
毛坯直径
D
输入
98.2
拉深件直径
d
与最后一
次拉深比
输入
冲压模具简答题答案
1、什么是压力机的闭合高度?什么是模具的闭合高度?模具闭合高度与压力机闭合高度之间有什么关系?答:压力机的闭合高度是指滑块处于下死点时,滑块下表面至工作台上表面之间的距离。
模具的闭合高度是指模具在合模状态下,下模座的下平面与上模座的上平面之间的距离。
它们的关系:压力机最大闭合高度-5mm≥模具的闭合高度≥压力机最小闭合高度+10mm2、加工硬化对材料成形有何有利和不利的影响?答:有利一面:可以减少过大的局部变形,使变形更趋均匀,有利于提高材料的成形极限。
不利的一面:使材料变形抗力增加,进一步塑性变形困难,在后续的成形工序前要增加退火工序。
3、在模具排样中,有废料排样与无废料排样各有什么优缺点?答:有废料排样:工件尺寸完全由冲模来保证,精度高,模具寿命高,但材料利用率低。
无废料排样:工件质量差,模具寿命低,但材料利用率高。
4、什么是正装复合模与倒装复合模?答:根据落料凹模是在模具的上模还是下模,将复合模分成正装复合模和倒装复合模。
其中,落料凹模在下模的复合模称为正装复合模,落料凹模在上模的复合模称为倒装复合模。
5、在冲裁模中,正装复合模与倒装复合模各有何特点?答:正装复合模:落料凹模在下模,有压料作用,工件的平整性好,但出件均在模具上表面,操作不便。
用于薄料和工件精度要求高的冲裁件。
倒装复合模:落料凹模在上模,冲出的工件平整性较差,出件铰正装复合模好,操作较方便。
生产常用倒装类型的复合模。
6、什么是冲模的压力中心?确定模具的压力中心有何意义?答:冲模的压力中心就是模具在冲压时,被冲压材料对冲模的各冲压力合力的作用点位置,也就是冲模在工作时所受合力的作用点位置。
在设计模具时,必须使冲模的压力中心与压力机滑块的中心线重合,否则,压力机在工作时会受到偏心载荷的作用而使滑块与导轨产生不均匀的磨损,从而影响压力机的运动精度,还会造成冲裁间隙的不均匀,甚至使冲模不能正常工作。
因此,设计冲模时,对模具压力中心的确定是十分重要的, 在实际生产中,只要压力中心不偏离模柄直径以外也是可以的。
拉深毛坯计算公式

一.1.修边余量查表4-4,h 69.5d 20h/d= 3.48修边余量查表得δ=6二. 2.毛坯直径查表4-7D=毛坯直径 D=78√d1²+4d2h1+6.28rd1+8r²表4-4 无凸缘圆筒形拉深件的修边余量δ圆筒形件的拉深工d1=12d2=20h=69.5r=4t=1(厚度)三.确定是否用压边圈毛坯相对厚度=t/D×100毛坯相对厚度=1.28t=1(毛坯的厚度)D=78(毛坯的直径)查表4-80 所得:采用压边圈不采用压边圈四.确定拉深次数表4-80 采用或不采用压边圈的条件采用查表法,查表4-18最大相对高度=h/d (包括修边余量后h的值)毛坯相对厚度=t/D×100最大相对高度= 3.7750毛坯相对厚度= 1.2769拉深次查表得:3五.确定各次拉深直径1.确定各次拉深直径:由表4-15或m1 =0.55各次拉深直径为:m2 =0.75m3 =0.80m4 =m5 =表4-18 无凸缘圆筒形拉深的最大相最大相对高度= 3.7750毛坯相对厚度= 1.2769表4-15 无凸缘筒形件用压边圈拉深时表4-16 无凸缘筒形件不用压边圈拉深六.r凹=0.8√r凹=(0.6~即半成品底部的圆角半径为:r1= 5.93652481r2= 3.281537559r3=0r4=0r5=#REF!七.选取各次拉深高度1.由表4-19的有关公试计算得h1=27.50h2=40.84497448h3=h4=h5=选取各次半成品底部的圆角半径拉深工序计算件最大相对高度 h/dd1 =43.07d2 =32.31d3 =25.84d4 =0.00d5 =0.00拉深时的拉深系数圈拉深时的拉深系数。
圆筒形拉深件毛坯尺寸计算综述

圆筒形拉深件毛坯尺寸计算2007-10-24 15:39:04| 分类:专业知识| 标签:|字号大中小订阅4 . 2 直壁旋转体零件拉深工艺的设计圆筒形零件是最典型的拉深件,掌握了它的工艺计算方法后,其它零件的工艺计算可以借鉴其计算方法。
下面介绍如何计算圆筒形零件毛坯尺寸、拉深次数、半成品尺寸,拉深力和功,以及如何确定模具工作部分的尺寸等。
4.2.1 圆筒形拉深件毛坯尺寸计算拉深件毛坯尺寸计算的原则(1)面积相等原则由于拉深前和拉深后材料的体积不变,对于不变薄拉深,假设材料厚度拉深前后不变,拉深毛坯的尺寸按“拉深前毛坯表面积等于拉深后零件的表面积”的原则来确定(毛坯尺寸确定还可按等体积,等重量原则)。
(2)形状相似原则拉深毛坯的形状一般与拉深件的横截面形状相似。
即零件的横截面是圆形、椭圆形时,其拉深前毛坯展开形状也基本上是圆形或椭圆形。
对于异形件拉深,其毛坯的周边轮廓必须采用光滑曲线连接,应无急剧的转折和尖角。
拉深件毛坯形状的确定和尺寸计算是否正确,不仅直接影响生产过程,而且对冲压件生产有很大的经济意义,因为在冲压零件的总成本中,材料费用一般占到60 %以上。
由于拉深材料厚度有公差,板料具有各向异性;模具间隙和摩擦阻力的不一致以及毛坯的定位不准确等原因,拉深后零件的口部将出现凸耳(口部不平)。
为了得到口部平齐,高度一致的拉深件,需要拉深后增加切边工序,将不平齐的部分切去。
所以在计算毛坯之前,应先在拉深件上增加切边余量(表42.1、4.2.2)。
表4.2.1无凸缘零件切边余量Δh(mm)拉深件高度h拉深相对高度h/d或h/B附图>0.5~0.8 >0.8~1.6 >1.6~2.5 >2.5~4≤10>10~20 >20~50 >50~100 >100~150 >150~200 >200~250>250 1.01.22345671.21.62.53.856.37.58.51.522.53.856.37.58.522.5468101112[img=118,139]mhtml:file://F:\冲压\4 _ 2 直壁旋转体零件拉深工艺的设计.mht![/img] 表4.2.2有凸缘零件切边余量ΔR(mm)凸缘直径dt或Bt相对凸缘直径dt/d或Bt/B附图< 1.5 1.5~2 2~2.5 2.5~3< 25>25~50 >50~100 >100~150 1.82.53.54.31.62.03.03.61.41.82.53.01.21.62.22.5[img=125,125]mhtml:file://F:\冲压\4 _ 2 直壁旋转体零件拉深工艺的设>150~200 >200~250>250 5.05.56.04.24.65.03.53.84.02.72.83.0计.mht![/img]2.简单形状的旋转体拉深零件毛坯尺寸的确定(图4.2.1)对于简单形状的旋转体拉深零件求其毛坯尺寸时,一般可将拉深零件分解为若干简单的几何体,分别求出它们的表面积后再相加(含切边余量在内) 。
模具设计与制造(新)
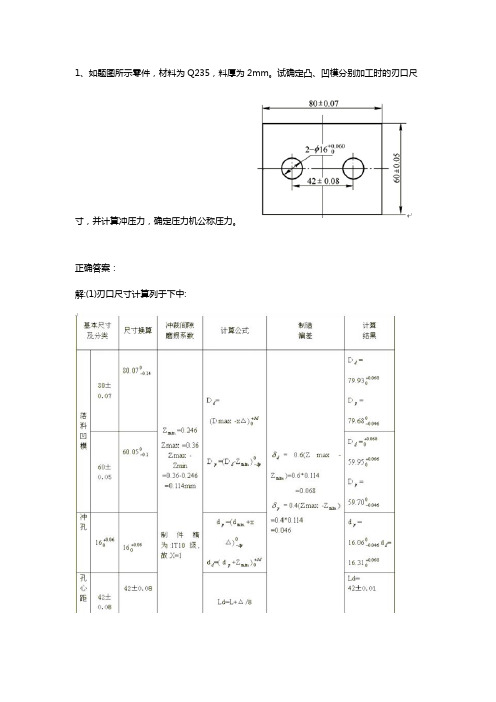
1、如题图所示零件,材料为Q235,料厚为2mm。
试确定凸、凹模分别加工时的刃口尺寸,并计算冲压力,确定压力机公称压力。
正确答案:解:(1)刃口尺寸计算列于下中:(2)冲压力的计算:落料力F落料=1.3 Lδτ=1.3×280×2×350=254.8(KN)冲孔力F冲孔=1.3Lδτ=1.3×2π×16×2×350=91.44(KN)卸料力F卸=K卸F落料=0.05×254.8=12.63(KN)推件力F推=nK推F冲=4×0.055×91. 44=20.12(KN) 其中n为堆积在凹模孔口内的冲件数,n=h/δ(h是直刃口部分的高度,δ是材料厚度)。
总冲压力:F总=F 落料+F冲孔+F卸+F推=254.8+91.44+12.63+20.12 =378.99(KN)2、试完成题图所示弯曲制件的毛坯图,冲压工序安排。
正确答案:解:(1)展开后的毛坯尺寸:LZ=l1+l2+l3+l4+0.6δ=26+18+18+30+0.6×2=93.2mm (2)冲压工序安排由零件图可知加工该零件包括冲孔、落料、弯曲三个工序。
工序安排如下:1.冲孔.落料(复合工序); 2.弯曲R5一角; 3.弯曲R0.8两角;3、计算题图所示弯曲件的坯料长度。
正确答案:4、分析题图所示零件(材料:65mn,料厚为1 mm,未注尺寸公差为IT12)的冲裁工艺性,确定其工序性质.数量及组合方式,画出冲裁排样图。
正确答案:解:该零件的材料为65Mn钢,是弹簧钢,具有良好的冲压性能。
它的形状简单.结构对称。
从零件图上Φ5(+0.2,0)的尺寸精度属IT13级,其余未注公差尺寸按IT12级确定,一般的冲压工艺均能满足其尺寸精度要求,可以冲裁。
由于该零件Φ2孔的孔边距小于凸凹模允许的最小壁厚(查表得a=2.7mm),且1.5的槽太窄,所以该零件不能采用复合冲裁模,应采用连续冲裁模加工。
拉深毛坯工序尺寸计算实例

圆筒形件的拉深次数及工序尺寸确定
实例: 试确定如图所示零件(材料08钢,板厚 t =2mm)的 拉深次数和各拉深工序尺寸。
1. 确定切边余量δ:根据 h=200,h/d=200/88=2.28,查表并取δ=7mm。 2. 查询公式计算毛坯直径(也可以采用计算法):
第二次
h2
(D2
d
2 20
2r2 d 20
8r22 )
4d2
第三次
h3
(D2
d
2 30
2r3 d 30
8r32 )
4d3
式中:d1,d2,d3 为各次拉深的直径(中线值); r1,r2,r3 为各次半成品底部的圆角半径(中线值); d10,d20,d30 为各次半成品底部平板部分的直径; h1,h2,h3 为各次半成品底部圆角半径圆心以上的筒壁高度; D 为毛坯直径。
圆筒形件的拉深次数及工序尺寸确定
(2)半成品高度 hn :
各次拉深直径确定后,紧接着计算各次拉深后零件的高度。计算高度 前,应先定出各次半成品底部的圆角半径,取 r1=12,r2=8,r3=5(方法见 第10节)。计算各次半成品的高度可由求毛坯直径的公式推出。
第一次 h1 (D2 d120 2r1d10 8r12 ) 4d1
可知该零件需拉深 4 次才能成形。计算结果是否正确可用表 5-4 校核。零 件相对高度 h/d = 207/88 = 2.36 ,相对厚度为 0.7,从表中可知拉深次数在 3~4 之间,和推算法所得结果相符,零件的拉深次数确定为 4 次。
4. 半成品尺寸确定:半成品直径 dn、筒底圆角半径 rn 及筒壁高度 hn (1)半成品直径 dn :拉深次数确定后,再根据计算直径 dn 应等于工件 直径 d 的原则对各次拉深系数进行调整,使实际采用的拉深系数大于估算 拉深次数时所用的极限拉深系数。
第二讲拉深毛坯尺寸计算和无凸缘件拉深工艺计算

故:D =
4
π
∑ Ai
A2 = A3 =
π π
[2πr (d − 2r ) + 8r ] 4
2
4
(d − 2r ) 2
整理后可得坯料直径为:
D = d 2 + 4dH+6.28drg + 8rg
2
参数对照课本图4-13。d和rg均为中 心线尺寸,H=h+δ 心线尺寸,
第四章 拉深工艺与拉深模设计
二、无凸缘旋转体拉深件坯料尺寸的确定
1.将拉深件划分为若干个简单的几何体; (查表加入修边余量δ ) 2.分别求出各简单几何体的表面积; 3.把各简单几何体面积相加即为零件总面积; 4.根据表面积相等原则,求出坯料直径。
第四章 拉深工艺与拉深模设计
按图得:
π
4
D 2 = A1 + A2 = A3 = ∑ Ai
拉深系数m表示拉深前后坯料(或半成品件)直径的变化率。 是衡量拉深变形程度的一个重要的工艺参数。 m愈小,说明拉深变形程度愈大。相反,变形程度愈小。 如果m取得过小,会使拉深件起皱、断裂或严重变薄超差。
第四章 拉深工艺与拉深模设计
极限拉深系数[m]
在一定的拉深条件下,变形区不起皱而拉深出最大 高度(底部区濒于破裂)时的拉深系数。
D2 r h1 = 0.25 − d1 + 0.43 1 (d1 + 0.32 r1 ) d1 d1 D2 r h2 = 0.25 − d 2 + 0.43 2 (d 2 + 0.32 r2 ) d2 d2 ... D2 r hn = 0.25 − d n + 0.43 n (d n + 0.32 rn ) d dn n
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
变化,上部变厚,下部变薄。为了计算简便,假 设板厚的平均值为原来板料厚度。按体积不变条 件,则有毛坯的表面积等于拉深件的表面积。 2.截面形状相似原则
毛坏的形状一般与工件截面形状相似。如工 件的断面是圆形的、椭圆形的,则拉深前毛坯的 形状基本上也是圆形的或椭圆形的,并且毛坯周 边必须制成光滑曲线,无急剧转折。
教育部十一五规划教材《模具设计与制造》
第4章 拉深工艺与拉深模具
2020/7/9
教育部十一五规划教材《模具设计与制造》
第4章 拉深工艺与拉深模具
教育部十一五规划教材《模具设计与制造》
第4章 拉深工艺与拉深模具
教育部十一五规划教材《模具设计与制造》
第4章 拉深工艺与拉深模具
4.4.1 确定毛坯尺寸的原则
2020/7/9
2020/7/9
教育部十一五规划教材《模具设计与制造》
第4章 拉深工艺与拉深模具
4.4.2 旋转体拉深件毛坯尺寸确定的方法
2.解析法
形状复杂的旋转体拉深件可以根据久里金 法则求毛坯尺寸,即:任何形状的母线绕轴线 旋转一周所得到的旋转体面积,等于该母线的 长度与其形心绕该轴线旋转所得周长的乘积。
D0 8RXL
2020/7/9
教育部十一五规划教材《模具设计与制造》
第4章 拉深工艺与拉深模具
4.4.1 确定毛坯尺寸的原则
3.毛坯尺寸应包括修边余量 为了获得规则的工件,拉深后需要进行修边,
毛坯尺寸应包括修边余量,即在计算拉深件毛坯 尺寸前,将修边部位增加一定的修边余量。
另外,计算毛坯尺寸时通常以工件最后一次 拉深后的尺寸为计算基础,当板料厚度t > 1 mm时,按工件中线尺寸计算。
2020/7/9
教育部十一五规划教材《模具设计与制造》
第4章 拉深工艺与拉深模具
4.4.2 旋转体拉深件毛坯尺寸确定的方法
确定毛坯尺寸的常用方法主要有:计算法、解 析法和图算法。
1.计算法 毛坏在拉深过程中虽然厚度发生了变化,但拉 深件的平均厚度ቤተ መጻሕፍቲ ባይዱ原毛坯厚度差别不大,根据金 属塑性变形体积不变条件,可以按毛坯面积等于 拉深件面积的原则来确定毛坯的尺寸。