各类机床型号分类
机床的详细分类
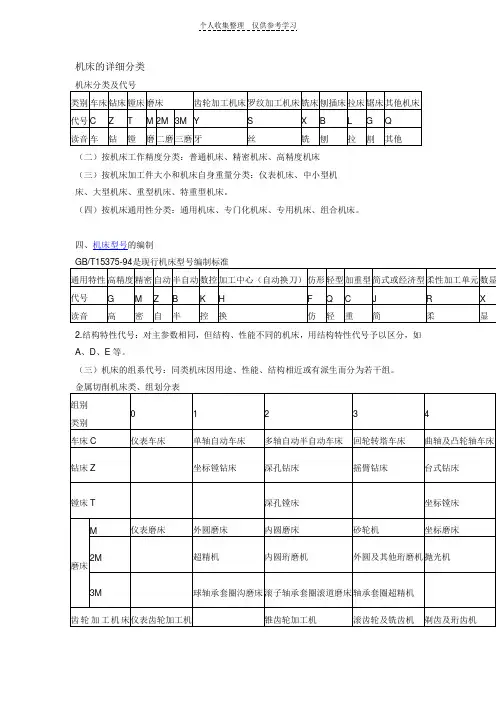
机床的详细分类机床分类及代号类别车床钻床镗床磨床齿轮加工机床罗纹加工机床铣床刨插床拉床锯床其他机床代号C Z T M2M3M Y S X B L G Q读音车钻镗磨二磨三磨牙丝铣刨拉割其他(二)按机床工作精度分类:普通机床、精密机床、高精度机床(三)按机床加工件大小和机床自身重量分类:仪表机床、中小型机床、大型机床、重型机床、特重型机床。
(四)按机床通用性分类:通用机床、专门化机床、专用机床、组合机床。
四、机床型号的编制GB/T15375-94是现行机床型号编制标准通用特性高精度精密自动半自动数控加工中心(自动换刀)仿形轻型加重型简式或经济型柔性加工单元数显代号G M Z B K H F Q C J R X读音高密自半控换仿轻重简柔显2.结构特性代号:对主参数相同,但结构、性能不同的机床,用结构特性代号予以区分,如A、D、E等。
(三)机床的组系代号:同类机床因用途、性能、结构相近或有派生而分为若干组。
金属切削机床类、组划分表组别类别01234车床C仪表车床单轴自动车床多轴自动半自动车床回轮转塔车床曲轴及凸轮轴车床钻床Z坐标镗钻床深孔钻床摇臂钻床台式钻床镗床T深孔镗床坐标镗床磨床M仪表磨床外圆磨床内圆磨床砂轮机坐标磨床2M超精机内圆珩磨机外圆及其他珩磨机抛光机3M球轴承套圈沟磨床滚子轴承套圈滚道磨床轴承套圈超精机齿轮加工机床仪表齿轮加工机锥齿轮加工机滚齿轮及铣齿机剃齿及珩齿机Y螺纹加工机床套丝机攻丝机S铣床X仪表铣床悬臂及滑枕铣床龙门铣床平面铣床仿形铣床刨插床悬臂刨床龙门刨床B拉床L侧拉床卧式外拉床连续拉床锯床C砂轮片锯床卧式带锯床其他机床Q其他仪表机床管子加工机床木螺钉加工机刻线机。
车床的分类及型号(可编辑修改word版)
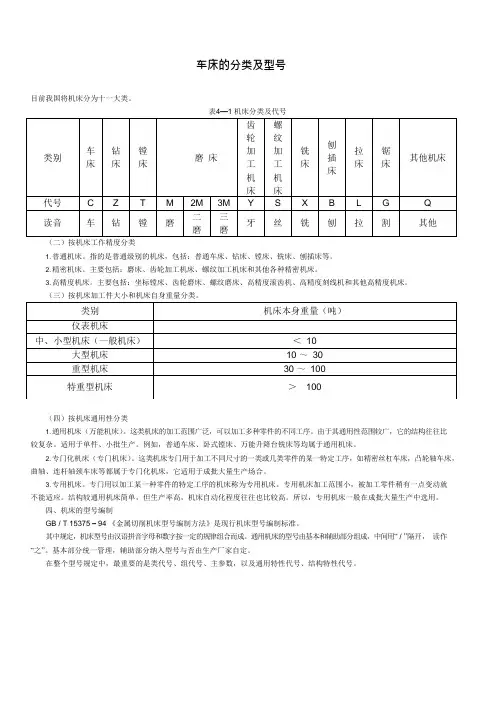
车床的分类及型号目前我国将机床分为十一大类。
表4—1 机床分类及代号(二)按机床工作精度分类1. 普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2. 精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3. 高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他高精度机床。
(三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1. 通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由于其通用性范围较广,它的结构往往比较复杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2. 专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特定工序,如精密丝杠车床,凸轮轴车床,曲轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3. 专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范围小,被加工零件稍有一点变动就不能适应。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量生产中选用。
四、机床的型号编制GB / T 15375 –94 《金属切削机床型号编制方法》是现行机床型号编制标准。
其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号由基本和辅助部分组成,中间用“ / ”隔开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构特性代号。
(一)机床的类代号:表4—1(二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代号予以区分。
表4—2 机床通用特性代号2. 结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音字母表示。
车床的分类及型号
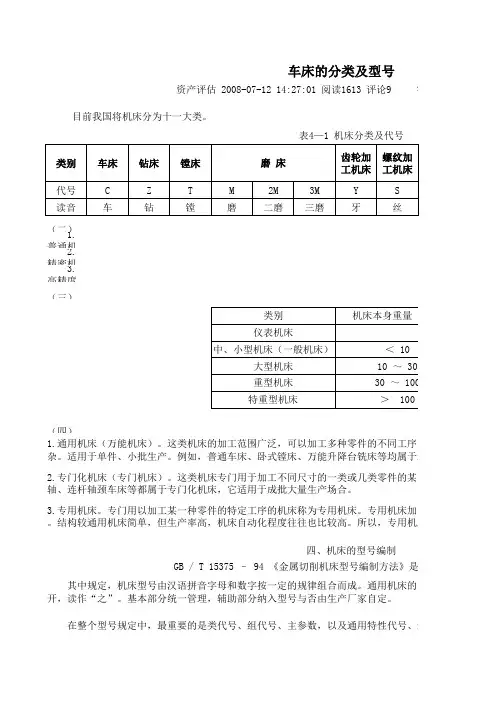
车床的分类及型号资产评估 2008-07-12 14:27:01 阅读1613 评论9 字号目前我国将机床分为十一大类。
表4—1 机床分类及代号 (二)按机床工作精度分类 1.普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2.精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3.高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他 (三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1.通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2.专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3.专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量 四、机床的型号编制 GB / T 15375 – 94 《金属切削机床型号编制方法》是现其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构 (一)机床的类代号: (二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代 表4—2 机床通用特性代号 2.结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音 结构特性代号用汉语拼音字母表示,如A、D、E、L、N、P、R、S、T、U、V、W、X、使用。
机床的分类和型号课件

常见故障与维护
机床的电气控制和PLC应用可能会出现各种故障,如电源故障、传感器失灵、程序错误等,维护人员需要 及时排查并修复。
机床的数控技术和加工中心
01
数控技术的基本原理
03 加工中心
一种集成了多种加工工艺的数控机床,可实现钻 孔、铣面等多道工序的自动化加工。
金属成形机床
01 锻造机床
用于金属材料锻造,可分为自由锻造和模锻两种 方式。
02 冲压机床
用于金属薄板冲压成型,具有高速、高精度的特 点。
03 弯曲机床
用于金属板材弯曲成型,可实现各种形状的弯曲 加工。
特种机床
VS
精度检验
定期对机床进行精度检验,包括几何精度 、定位精度等,确保机床的加工精度符合 要求。
05
机床的分类和型号的拓展知
识
机床的电气控制和PLC应用
电气控制的基本原理
机床的电气控制系统是实现自动化加工的核心部分,它包括电源、电动机、传感器、开关等元件,通过控制电路连接 实现各种操作。
PLC在机床中的应用
锻压机床
主要用于对金属材料进行 锻压,可加工各种形状和 尺寸的工件,是机械制造 中重要的辅助设备之一。
铸造机床
主要用于对金属材料进行 铸造,可加工各种形状和 尺寸的工件,是机械制造 中重要的基础设备之一。
机床的应用范围和发展趋势
传统制造业
机床在传统制造业中应用广泛,如汽车、航空、能源、电子等。随着这些行业的不断发展,对 机床的需求也不断增加。
紧固
定期检查机床各部件的紧 固情况,如发现松动应及 时紧固。
常见切削机床的分类和型号
床身上最大回转直径
1/10
立式车床
最大车削直径
1/100
摇臂钻床
最大钻孔直径
1/1
卧式镗床
镗轴直径
1/10
坐标镗床
工作台面宽度
1/10
外圆磨床
最大磨削直径
1/10
内圆磨床
最大磨削孔径
1/10
矩台平面磨床
工作台面宽度
1/10
齿轮加工机床
最大工件直径
1/10
龙门铣床
工作台面宽度
1/100
升降台铣床
工作台面宽度
•第二主参数是对主参数的补充,如最大工件长度、最大跨距、
工作台工作面长度等,第二主参数一般不予给出。
例如,CA6140型卧式机床中主参数的折算值为40(折 算系数是1/10),其主参数表示在床身导轨面上能车削 工件的最大回转直径为400mm。
各类主要机床的主参数和折算系数
机床
主参数名称
折算系数
卧式车床
1/10
龙门刨床
最大刨削宽度
1/100
插床及牛头刨床
最大插削及刨削长度
1/10
拉床
额定拉力(吨)
1/1
5、机床的最大改进顺序号
当机床的性能及结构有重大改进,并按新产品重新设计、试 制和鉴定时,在原机床型号尾部加重大改进顺序号,即汉语 拼音字母A、B、C……。
6、其它特性代号与企业代号 •其它特性代号用以反映各类机床的特性,如对数控机床,可用来反
•每类机床按其结构性能及使用范围划分为用数字0~9表
示的10个组。
•在同一组机床中,又按主参数相同、主要结构及布局型
式相同划分为用数字0~9表示的10个系。
4、机床主参数、设计顺序号及第二主参数
机床的分类和型号
按照加工精度: 普通精度机床、精密机床、高精度机床。
按照自动化程度: 手动、机动、半自动和自动机床。
按照机床质量: 仪表机床、中型机床(一般机床)、大型机床(质量
达10t)、重型机床(大于30t)和超重型机床(大于100t)。
按照机床主要工作部件的数目: 单轴、多轴或单刀和多刀机床等。
二、机床型号的编制方法
按传动链的性质不同可分为: ①外联系传动链
它是联系动力源和机床执行件之间的传动链,使执行 件得到运动,而且能改变运动的速度和方向,但不要求动 力源和执行之间有严格的传动比关系,如:车削时电机与 主轴间的传动链。 ②内联系传动链
它是联系复合运动之间的各个分解部分,因而传动链 所联系的执行件相互之间要求有严格的传动比关系,如: 车削螺纹主轴与刀架间的传动链;
第四章 金属切削机床基本知识
第一节 金属切削机床的分类与编号
一、金属切削机床的分类
按加工方式分: 12大类
车 钻 镗 磨 齿轮加 螺纹加 铣 刨 拉 电加工 切断 其它 床 床 床 床 工机床 工机床 床 床 床 机床 机床 机床
按通用程度分:
通用机床(万能机床):加工范围较广、结构复杂,主要适 用于单件、 小批量生产。如卧式车床、卧式铣镗床等。 专门化机床(专能机床):加工某一类或几类零件的某一种 (或几种)特定工序。如精密丝杠车床、凸轮轴车床、曲轴 车床等。 专用机床:加工某一种(或几种)零件的特定工序。如制造 主轴箱的专用镗床、制造车床床身导轨的专用龙门磨床等等。
机床的工艺范围:可以完成的工序种类、能加工的零件类型、 毛坯和材料种类以及适应的生产规模等。
机床的技术规格:反映机床尺寸大小和工作性能的各种技术 数据。包括尺寸参数、运动参数和动力参数。
1-1 机床的分类与型号
铣刨拉
电加工 机床
D
电
切断 机床
G
割
其它 机床
Q
其
2、 机床的特性代号
(1)通用特性代号
通用特性
代号
通用特性
代号
高精度
G
仿形
F
精密
M
轻型
Q
自动
Z
万能
W
半自动
B
简式
J
数字程序控制
K 柔性加工单元 R
自动换刀
H
(2)结构特性代号 区别主参数相同而结构不同的机床,在型号中用汉语 拼音区分。通用特性代号已用的字母不能用。 例:CA6140型普通车床
重大改进序号 主参数(最大工件直径500mm) 型代号 (1) 组:滚齿机 齿轮加工机床
3、机床的组别和型别代号
每类机床分10组(从0~9组),每组又分10型(从0~9型)
4、主要参数代号
代表机床规格大小的一种参数,用阿拉伯数字表示,常用 主参数的折算值(1/10或1/100或1/1)来表示。
5、机床重大改进序号
用字母“A、B、C …… ”表示,附机床型号末尾,以示区别。
Y 3 1 50 E
500mm、630mm、800mm、1000mm、1250mm。公比为1.26。
三、机床型号的编制方法
按GB/T15375-94《金属切削机床型号编制方法》规定
(一)通用机床型号
(△) □ (□ ) △ △ (.△)(□ )(/△ )(×△ )
其它 变型代号 重大改进顺序号 主轴数(用“.”分开) 主参数或设计顺序号 组、型(系列)代号 通用特性、结构特性代号 类别代号 分类代号
例:
C A 6 1 40
二--机床的分类和编号.
3。机床的型号
机床产品的代号 表示机床的类型、主要技术参数、性能和 构造特点 型号组成: 汉语拼音+数字 GB/T15375-94金属切削机床型号编制方 法
分类代号——类——通用特性、构造特性——组 代号——系代号——主参数——重大改进挨次号
CA6140
MM1432B 类——11大类——10组——10系 组——主要布局或使用范围根本一样 系——主参数成等比数列,主要构造和布局型式 一样
MB8240/1 变换的其次种型式的半自动曲轴磨床
MB8240/2
某机床厂设计试制的第五种仪表磨床为立 式双轮轴颈抛光机,这种磨床无法用一个
主参数表示,其型号为 M0405
后又设计了第六种轴颈抛光机,其型号为
M0406
按自动化程度分 手动 机动 半自动 自动
2。机床的技术参数 主参数 其次主参数 主要工作部件的构造尺寸 主要工作部件运动范围 主运动参数 主电机功率 轮廓尺寸和重量
主参数
表示机床的规格大小 反映机床的加工力量 影响机床其它参数和根本构造的大小 通用机床主参数:机床的最大加工尺寸, 或与此有关的机床部件尺寸来表示 某一类型机床尺寸系列,通常为等比数列
企业代号及其表示方法
机床生产厂 机床争论单位代号
举例一
Z3040 类别代号:钻床类 组别代号:摇臂钻床组 系别代号:摇臂钻床系〔机床名称〕 主参数代号:最大钻孔直径40mm
ห้องสมุดไป่ตู้例二
M M 7 1 32 A 类别代号:磨床类 通用特性代号:周密 组别代号:平面及端面磨床组组 系别代号:卧轴矩台平面磨床系〔机床名称
二 机床的分类和编号
1. 分类 目的: 机床的品种规格繁多 为便于区分及使用、治理 方法:分类,并编制型号。
简述车床的型号及含义
简述车床的型号及含义车床是目前工业生产和机械加工中常用的一种设备,用于加工各种螺纹、圆锥面、直径等工件。
车床按照功能、用途和结构形式的不同,可以分为各种不同类型的车床,每种车床都有自己的型号及相应的含义。
一、普通车床1、CW6163、CW6180、CW6194:这些车床的数码均表示机床的最大加工直径,例如CW6163即为1600mm加工直径的车床。
2、CW6263、CW6280、CW62100:这些车床主要用于加工重型工件,于此类车床的型号均表示机床床身的长度,例如CW6280即为机床床身长度为2800mm的车床。
3、CA6150、CA6250、CA6150B:这些车床是属于标准型卧式车床,其中各个数字的含义依次代表最大加工直径、最大加工长度、中心高度。
二、数控车床1、CK6136、CK6140、CK6150、CK6160:这些车床都是属于普通数控车床系列,各个数字的含义依次代表最大加工直径、最大加工长度、中心高度。
2、CK6130、CK6132、CK6150Z、CK6166Z:这些车床是数控车床系列中的高速车床,其中各个数字表示最大加工直径、最大加工长度、主轴转速。
3、CAK6130、CAK6150、CAK6166:这些车床属于普通数控车床系列中的卧式车床,其中各个数字表示最大加工直径、最大加工长度、中心高度。
三、多轴车床1、CXK250、CXK320、CXK400:这些车床为多轴车床,其中各个数字表示机床的最大加工长度。
2、CXK0632、CXK160、CXK180:这些车床也是表示多轴车床,各个数字分别表示机床的最大加工直径、最大加工长度、转轴个数。
总之,车床型号及相应含义的差异,是由于机床的结构、性能、功能等方面的不同,可以根据不同的加工任务和需求选择不同型号的车床。
(完整版)普通机床的类别代号
普通机床的类别代号类别车床钻床镗床磨床齿轮加工机床螺纹加工机床铣床刨插床拉床特种加工机床锯床其他车床代号C Z T M 2M 3M Y S X B LD G Q读音车钻镗磨磨磨牙丝铣刨拉电割其机床型号应完整地表示出机床的名称、主要技术参数与性能。
目前我国机床型号是按GB/T 15375-1994 金属切削机床型号编制方法》编制的。
型号由基本部分和辅助部分组成,中间用“/” 隔开,读作“之”。
前者需统一管理,后者纳人型号与否由企业自定。
型号构成如下:由上述可知,机床型号是由汉语拼音字母和阿拉伯数字按一定的规律组合而成的。
例如:CM6132型精密卧式车床,型号中的字母和数字含义如下:(1)机床的类代号用大写的汉语拼音字母表示。
必要时,每类可分为若干分类。
机床的类代号,按其相对应的汉字字音读音。
机床的类和分类代号见下表(2)机床特性代号机床特性分为通用特性和结构特性。
1)通用特性代号用大写的汉语拼音字母表示,位于类代号之后。
例如 CK6140型车床。
K表示该车床具有程序控制特性,写在类别代号C之后。
通用特性代号有固定的含义,见下表。
2)结构特性它只在同类机床中起区分机床结构、性能不同的作用。
当型号中有通用特性代号时,结构特性代号排在通用特性代号之后,否则结构特性代号直接排在类代号之后。
例如 CA6140型卧式车床型号中的“A” 是结构特性代号,以区分与C6140型卧式车床主参数相同,但结构不同。
(3)机床的组、系代号每类机床划分为十个组,每个组又划分为十个系(系列),分别用一位阿拉伯数字表示,位于类代号或特性代号之后。
系代号位于组代号之后。
(4)机床的主参数代号机床主参数在机床型号中用折算值表示,位于组、系代号之后。
主参数等于主参数代号(折算值)除以折算系数。
例如卧式车床的主参数折算系数为1/10,所以CA6140型卧式车床的主参数为400mm。
常见机床的主参数名称及折算系数见下表。
机床名称主参数名称主要数折算系数卧式车床床身上最大回转直径1/10摇臂钻床最大钻孔直径1卧式坐标镗床工作台面宽度1/10外圆磨床最大磨削直径1/10立式升降台铣床工作台面宽度1/10卧式升降台铣床工作台面宽度1/10龙门刨床最大刨削宽度1/100牛头刨床最大刨削长度1/10(5)机床的重大改进顺序号当机床的结构、性能有更高的要求,并需按新产品重新设计、试制和鉴定时,按改进的先后顺序选用A、B、C、…等汉语拼音字母(但“I、O”两个字母不得选用),加在型号基本部分的尾部,以区别原机床型号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课题1金属切削机床
金属切削机床是用刀具切削的方法将金属毛坯加工成机器零件的机器,它是制造机器的机器,所以又称为“工作母机”,习惯上简称为机床。
机床是机械制造的基础机械,其技术水平的高低,质量的好坏,对机械产品的生产率和经济效益都有重要的影响。
金属切削机床诞生到现在已经有一百多年了,随着工业化的发挥咱,机床品种越来越多,技术也越来越复杂。
我国第三次工业普查的结果表明,截止到1995年底,我国机床拥有量为383.52万台,其中金属切削机床为298.39万台,已占机床总数的77.80%。
一、金属切削机床的分类、型号与主要技术参数
???? 机床主要是按加工方法和所用刀具进行分类,根据国家制定的机床型号编制方法,机床分为11大类:
车床,钻床,镗床,磨床,齿轮加工机床,螺纹加工机床,铣床,刨插床,拉床,锯床和其他机床。
? 在每一类机床中,又按工艺范围,布局型式和结构性能分为若干组,每一组又分为若干个系(系列)。
??? 除了上述基本分类方法外,还有其它分类方法:
1.按照万能性程度,机床可分为:
??? ①通用机床:??? 这类机床的工艺范围很宽,可以加工一定尺寸范围内的多种类型零件,完成多种多样的工序。
如,卧式车床,万能升降台铣床,万能外圆磨床等。
???②专门化机床:这类机床的工艺范围较窄,只能用于加工不同尺寸的一类或几类零件的一种(或几种)特定工序。
如,丝杆车床,凸轮轴车床等。
? ?? ③专用机床:???? 这类机床的工艺范围最窄,通常只能完成某一特定零件的特定工序。
如,加工机床主轴箱体孔的专用镗床,加工机床导轨的专用导轨磨床等。
它是根据特定的工艺要求专门设计,制造的,生产率和自动化程度较高,使用于大批量生产。
组合机床也属于专用机床。
?? 2.按照机床的工作精度,可分为普通精度机床,精密机床和高精度机床。
?? 3.按照重量和尺寸,可分为仪表机床,中型机床(一般机床),大型机床(质量大于10t),重型机床(质量在30t以上)和超重型机床(质量在100t以上)。
?? 4.按照机床主要器官的数目,可分为单轴,多轴,单刀,多刀机床等。
?? 5.按照自动化程度不同,可分为普通,半自动和自动机床。
自动机床具有完整的自动工作循环,包括自动装卸工件,能够连续的自动加工出工件。
半自动机床也有完整的自动工作循环,但装卸工件还需人工完成,因此不能连续地加工。
二、机床的技术经济指标
(一)工艺可能性:可以完成的加工工序、零件的材料和尺寸、毛坯、生产规模等;
(二)加工精度和表面粗糙度;
(三)生产率;
(四)系列化、通用化、标准化程度:产品品种系列化、部件通用化、零件标准化;
(五)寿命。
二、工作运动
机床加工的共性就是把刀具和工件安装在机床上,由机床使刀具和工件产生确定的相对运动,从而切削出合乎要求的零件。
(一)主运动:形成机床切削速度和消耗主要动力的工作运动。
车床:工件旋转
钻床:钻头旋转
镗床:刀具旋转
刨床:牛头刨床:刨刀直线运动
龙门刨床:工件随工作台的直线运动
铣床:刀具的旋转
拉床:刀具的直线运动
磨床:砂轮和磨具的旋转
(二)进给运动:使工件多余材料不断被去除的工作运动。
主运动已如上述,其它工作运动都是进给运动。
(三)切削过程中,主运动只有一个,而进给运动可以有多于一个。
主运动和进给运动可以由刀具和工件分别完成,也可以由刀具单独完成。
除主运动和进给运动外,还有各种辅助运动。
三、机床的分类
(一)按加工性质和所用刀具分为11大门类。
机床分类及代号
(二)按机床工作精度分类:普通机床、精密机床、高精度机床 (三)按机床加工件大小和机床自身重量分类:仪表机床、中小型机 床、大型机床、重型机床、特重型机床。
(四)按机床通用性分类:通用机床、专门化机床、专用机床、组合机床。
四、机床型号的编制
GB/T15375-94是现行机床型号编制标准
其中:(1)有“( )”的代号或数字,当无内容时则不表示,若有内容则不带括号; (2)有“○”符号者,为大写的汉语拼音字母; (3)有“△”符号者,为阿拉伯数字;
(4)有“”符号者,为大写的汉语拼音字母,或阿拉伯数字,或两者兼有之。
在整个型号规定中,最重要的是:类代号、组代号、主参数以及通用特性代号和结构特性代号。
(一)机床的类代号:见上表 (二)特性代号: 1.通用特性代号 机床通用特性代号
2.结构特性代号:对主参数相同,但结构、性能不同的机床,用结构特性代号予以区分,如A 、D 、E
等。
(三)机床的组系代号:同类机床因用途、性能、结构相近或有派生而分为若干组。
金属切削机床类、组划分表
例如:C6 落地及卧式车床
C5 立式车床,
其中,C51 单柱立式车床、C52 双柱立式车床
(四)机床主参数代号:反映机床加工性能的主要数据。
表4-4常见机床主参数及折算系数
其中,卧式镗床的主参数是主轴直径;拉床的主参数是额定拉力。
(五)机床型号举例
CA6140 C 车床(类代号)
A 结构特性代号
6 组代号(落地及卧式车床)
1 系代号(普通落地及卧式车床)
主参数(最大加工件回转直径400mm)
XKA5032A X 铣床(类代号)
K 数控(通用特性代号)
A (结构特性代号)
50 立式升降台铣床(组系代号)
32 工作台面宽度320mm(主参数)
A 第一次重大改进(重大改进序号)
MGB1432 M 磨床(类代号)
G 高精度(通用特性代号)
B 半自动(通用特性代号)
14 万能外圆磨床(组系代号)
32 最大磨削外径320mm(主参数)
C2150×6
C 车床(类代号)
21 多轴棒料自动车床(组系代号)
50 最大棒料直径50mm(主参数)
6 轴数为6(第二主参数)。