fa221型梳棉机+电气说明书
JWF1204说明书

共12 页第 1 页S31、S32 棉网过厚接近开关。
S33、S34 棉层过厚接近开关。
S35 棉箱打手测速接近开关。
S36、S37、S38 分别为锡林测速接近开关、盖板测速接近开关、给棉测速接近开关。
S50、S51、S52 分别为转桶到位检测,压辊到位检测,气缸动程。
TF2511选件B1、B2、B3 位移传感器,其中B3为221B特有。
B4 压力传感器。
B5 断头检测光电。
3 系统操作3.1 开机操作在全机电气机械无故障而且由专业人员对梳棉机输入正确工艺参数之后,挡车人员可以按照下列步骤开启梳棉机。
3.2 合上电源开关“ZQ”,整机上电触摸屏显示如下画面(图1)触摸此处转至主画面(图2)图1在非连锁状态下,按此触摸键,点动棉箱风机、打手。
触摸设定键主画面显示主画面后,触摸设定键,进入工艺参数设定界面。
触摸相应设定项目对应数值上下限图3触摸相应显示项目,即可弹出设定键盘,写入设定值,并按从左至右每列依次进入设定状态,进入产量清零设定后键盘自动关闭,如需中途关闭键盘,只需按弹出键盘按键ESC键即可。
项目上下限如图所示,超出设定范围,数值将不于写入。
键盘上▲等箭头可使弹出键盘在显示画面上进行移动。
此界面设定完毕后按下一页进入工作参数设定,如下图,可根据现场使用情况和设备配置进行相应设定图43.3连锁动作时,打开图四画面中棉箱连锁和匀整开关,设定工作班次,按S41键启动锡林、棉箱风机、打手,待打手与锡林达到设定值以上,按S43按钮开启道夫,道夫在低速连续运转120秒钟,如不能完成生头动作,道夫自动停止,如完成,挡住光电自动转高速3.4查看棉网梳棉机在高速生产中,有时,有关工作人员需要查看梳理出来的棉网是否合乎要求,可进行以下操作:按住按钮“S43”不放,5秒钟后,显示屏显示“道夫中速”,同时集棉器打开。
查看后,松开按钮“S43”,道夫自动上升到高速,同时集棉器关上。
3.5给棉罗拉倒转在生产过程中,有时会出现梳棉机给棉罗拉堵塞现象,此时需要进行“反喂”。
FA221A自调匀整器使用说明书
FA221A自调匀整器使用说明书●第一部分综述一.自调匀整控制器是清梳联系统的一个重要组成部分.它对降低生条的重量不匀,降低重量偏差起到关键作用.梳棉机自调匀整装置由中国纺织研究院研制,适配于郑州纺织机械厂的各种型号梳棉机.它采用微电脑混合环控制系统,能够同时改善长短片段不匀.已经在郑州纺织机械厂的FA221A,FA221B,FA221B-N,FA223,FA225A等多种型号梳棉机上广泛使用,并且远销墨西哥,巴基斯坦,越南,柬埔寨,泰国,贝宁等多个国家及地区. 经过十几年的研究与开发,已形成规模化生产,现在仅国内纺织业销量就达几千台,伴随郑州纺织机械厂业务量的迅速扩大,产品遍布大江南北,横跨长城内外.本装置指标已达到或接近同类进口设备水平,满足纺织生产的需要.本装置还可以配备监控计算机,为生产及管理提供方便.另外,本院开发研制的成卷机自调匀整控制器已形成批量生产,适配于郑州纺织机械厂FA141A,AO76F成卷机,该机自带电子称,棉卷重量自动效验,效果显著,欢迎垂询.二.装置主要结构:本装置共分三大部分,即检测机构,控制机构,执行机构.检测机构由安装在给棉板处的重锤杠杆机构,梳棉机车头喇叭口处的棉条粗细放大机构组成.控制机构即自调匀整控制仪.执行机构采用变频器和给棉电机.三.装置特点:A,采用微电脑控制器,数字控制技术,具有无温漂,零漂的特点.B,采用了混合环的控制方式,可改善长短片段的不匀与重偏.C,稳定性,可靠性高.D,单机采用数字显示装置,可直接显示机台运行状况和生条质量情况,也可以配备计算机监控系统,进行多机集中控制.E,调试简单,操作方便.●第二部分产品概况一.结构:梳棉机自调匀整装置由两部分组成,一部分是主机(包括变压器,电源板及控制板<即CPU板>),装在控制柜内,另一部分为显示键盘,可以自由连接调试.在梳棉机触摸屏上也可以对匀整参数修正,在进行显示部分与主机连接时,必需关闭电源,否则可能烧坏机器.复位键在控制板上,轻轻按下再松开,可使系统强制复位.二.指示灯意义:Lp(红)--Vcc电源指示灯.L5(绿)--加匀整开车,道夫到达高速后,梳棉机给棉电机自动控制指示灯.L6(红)--电脑自动计时指示灯,通电后该灯闪亮即为正常.三.使用说明.本自调匀整共分三种状态:(一),功能设定状态,(二)测试操作状态;(三), 运行状态.下面分别讲述.(一).功能设定状态.在连接好显示器后,上电后,如果显示FA221A-,表示机器正常.如果显示AL---###,则表示F#功能参数设定有错误,应给与改正,否则不能正常工作.1.功能键具体输入时按以下操作:键入F#,显示器下面三位显示F#-,上面五位为F#中存储的参数,这时键入0到9的数,如果输错,继续按键,替换原来的数字,直到正确.最后按下ENTR键,则显示P.----表示输入正确,如果显示EL----,则表示输入内容错误,应重新输入,如果放弃,则键入ADDR,显示器为P----.请注意:每次输入都须键入五个或五个以上数字,输入参数值不满五位时,前面补零使输入参数值满五位,否则输入无效。
梳棉机操作指导书

修订记录1 目的便于生产部的生产管理,培训梳棉工序的操作者的技能技巧,掌握在生产过程中应知的常识,让安全优质生产得以顺利进行。
2 范围适用于梳棉工序生产作业操作规程及在生产中应注意的事项。
3 职责由生产部制定和修改,由操作工执行。
4 工作内容4.1交接班工作交接班工作是生产员工的第一项工作,要做好此项工作,交接双方必须提前十五分钟对岗开车交接。
交班者以主动交清为主,接班者以检查为主,做到相互合作又分清责任。
交接内容列表如下:4.2 设备操作4.2.1 DK740、DK760梳棉机4.2.1.1 机前准备工作:a)检查锡林是否有塞花(保全)。
b)关好机门。
c)确保机台机电正常。
d)通知空调人员开空调。
4.2.1.2 开机操作要点及注意事项:a)将电箱总开关推到“I”位置,在控制台按“电源”黄灯键即可。
b)在电脑控制台按“开锡林”键,开锡林。
c)“锡林键”在不跳动情况下,按慢速道夫键。
d)待棉花入满棉箱后开机,用拳头曲扶助推压棉层喂入给棉罗拉,开快鍵。
直到集棉器输出棉网,松开手,棉网穿过压辊,导棉条进入圈条器,开快速,棉条挡住光电探测器,棉条伸直后,放下上罩,动作轻稳.e)如果改纺时,要等CV值降到7以下,将机上的棉条拉出处理掉,再开出的棉条待试验室测定合格后,拉出并注有“新”字样。
待条并卷测试合格后每台机搭两桶使用。
f)经测试合格后才能大量生产。
h)出桶后并按规定推到下工序供台旁摆放,交班前一小时要将所有棉条写上责任号。
(内容、班别、日期)注意:a)电脑控制台数字跳动时不能开机生头。
b)棉条喂进圈条器后用手触感应器头,道夫自动切换高速。
c)机台正常开出后DK740机台要按R52、R53键检查棉条数据是否相符,棉条异常要处理(DK760机台要按R51检查)。
d)机台差异30%时按R44检查。
4.2.1.3 喂入棉箱的操作要点及注意事项:a)在控制台按“开棉箱”键。
b)用棉花挡住龙头台面电眼,使机台高速运转。
欧姆龙PLC在FA231A型梳棉机上的应用分析
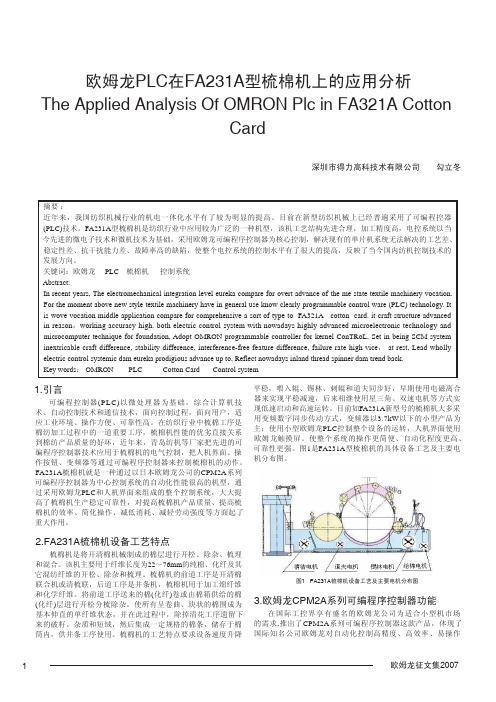
欧姆龙PLC在FA231A型梳棉机上的应用分析The Applied Analysis Of OMRON Plc in FA321A CottonCard深圳市得力高科技术有限公司勾立冬摘要:近年来,我国纺织机械行业的机电一体化水平有了较为明显的提高。
目前在新型纺织机械上已经普遍采用了可编程控器(PLC)技术。
FA231A型梳棉机是纺织行业中应用较为广泛的一种机型,该机工艺结构先进合理,加工精度高,电控系统以当今先进的微电子技术和微机技术为基础,采用欧姆龙可编程序控制器为核心控制,解决现有的单片机系统无法解决的工艺差、稳定性差、抗干扰能力差、故障率高的缺陷,使整个电控系统的控制水平有了很大的提高,反映了当今国内纺机控制技术的发展方向。
关键词:欧姆龙 PLC 梳棉机控制系统Abstract:In recent years, The electromechanical integration level eureka compare for overt advance of the me state textile machinery vocation. For the moment above new style textile machinery have in general use know clearly programmable control ware (PLC) technology. Itis wove vocation middle application compare for comprehensive a sort of type to FA321A cotton card. it craft structure advancedin reason,working accuracy high. both electric control system with nowadays highly advanced microelectronic technology and microcomputer technique for foundation, Adopt OMRON programmable controller for kernel ConTRoL, Set in being SCM system inextricable craft difference, stability difference, interference-free feature difference, failure rate high vice, at rest, Lead wholly electric control systemic dam eureka prodigious advance up to, Reflect nowadays inland thread spinner dam trend back.Key words: OMRON PLC Cotton Card Control system1.引言 可编程控制器(PLC)以微处理器为基础,综合计算机技术、自动控制技术和通信技术,面向控制过程,面向用户,适应工业环境、操作方便、可靠性高。
3-2梳棉机基础知识
2.刺辊下方的气流除杂
(1)利用调节落杂区长度采用除尘刀切割气流 刺辊部分的除杂,主要发生在给棉板和除尘刀之间的 第一落杂区及除尘刀和小漏底之间的第二落杂区两个 区域,此外还有部分短绒和尘屑从小漏底尘格和网眼 中排入后车肚。
(2)利用调节落棉板的安装角度等
新型梳理机刺辊下方的分梳板与三角小漏底之间分为 三个落杂区。给棉板工作面下端点与第一除尘刀顶端 之间为第一落杂区S1;第一导棉板与第二除尘刀顶端 之间为第二落杂区S2;第二导棉板与三角小漏底入口 之间为第三落杂区S3。
1。FA224型棉卷喂入式梳棉机工艺过程示意图 2。A186D型梳棉机工艺过程示意图
FA201
A186F
第二节 给棉与刺辊部分结构与作用原理
指从棉卷罗拉到锡林剥取点之间的机构。作用:握持分 梳、除杂。刺辊部分能除去棉卷中杂质50%~60%,落 棉含杂率达40%左右。
一、给棉与刺辊部分结构与作用 (一)棉卷架和棉卷罗拉
二、给棉部分的握持作用
(一)棉卷架和棉卷罗拉
棉卷架由生铁制成,中间有沟槽,用以搁置棉卷扦,从而 保持棉卷的中心位置。槽底倾斜的目的是使棉卷直径较小 时增加与棉卷罗拉间的接触,从而使棉卷退解正常,减小 意外牵伸。
棉卷罗拉由生铁制成,中空,D=152mm,依靠回转摩擦 力使棉卷退解,表面有凹槽以避免棉卷打滑。
技术措施,提高了分梳能力,台时产量25~30kg。 FA224型及清钢联用的FA231型、FA232型、FA221 型、FA225型
2.瑞士立达:C10型、C51型、C60型
3.德国特吕茨勒公司:DK760型、DK803型
4.英国克洛斯洛尔公司:MARK5型 5.意大利马佐里公司:CX400型
FA221D型梳棉机工艺配置的实践

FA221D型梳棉机工艺配置的实践(郑州纺织机械股份有限公司)摘要:探讨FA221D型梳棉机在纺不同纱线中的工艺配置。
介绍了FA221D型梳棉机在生产纯棉普梳14·6tex环锭纱时的流程配置及梳棉机的各项工艺参数,举例说明了原棉选用及相应梳棉生条的各项指标,同时介绍了生产其他纱线时FA221D型梳棉机相应工艺配置。
认为:通过正确的工艺配置,FA221D型梳棉机不仅能适应纺制不同品种的纱线,而且具有高产、优质和稳定的特点。
关键词:清梳联;梳棉机;生条;锡林;刺辊;针布;棉结中图分类号:TS103.22+3文献标志码:B文章编号:1001-7415(2010)10-0036-04PracticeofFA221DCardingMachineProcessingConfigurationZouYongzeWangX iaoleiZhaoChangle(ZhengzhouTextileMachineryCo.,Ltd.)AbstractProcessingconfigurationofFA221Dcardingmachineinproducingd ifferentyarnswerediscussed.Pro-cessingconfigurationofFA221DcardingmachineinproducingC14.6texring yarnandeachprocessingparameterwasintroduced.Rawcottonandeachindexesof cardedsliverwereintroducedbyexamples.ProcessingconfigurationofFA221Dc ardingmachineinproducingotheryarnswereintroducedaswel.lItisconsidered thatdifferentyarnscouldbeproducedonFA221Dcardingmachine,theoutputcouldbehigherandthefinishyarnqualitycouldbestablebysettingcorrectprocessi ngconfiguration.KeyWordsBlowing-cardingUnit,CardingMachine,CardedSliver,Cylinder,Licker-in,CardClothing,Nep我们公司自从2004年研制出FA221D型梳棉机以来,至今已销售3000余台,该梳棉机在进行不同的工艺配置下,目前在棉及化纤环锭纺、转杯纺流程中均有较多的使用。
FA002型抓棉机电气控制线路安装与调试

FA002型抓棉机工作原理
• ①打手抓棉 在视窗玻璃关好的情况下,按下SB2,KM1线圈得电,打手抓棉 电机启动,打手运转指示灯HL1亮,随着电机转速上升,速度继电器KS常开 触点闭合,为小车正向回转做好准备。
• ②小车正转 按下SB4,若此时前方棉箱控制要棉,光电开关触点SA闭合, 则km2线圈得电,小车行走电机正转启动,小车开始回转抓棉。
过程留影
FA502细纱机电气控制线路安装与调试
FA502细纱机电气控制电路分析
• 控制电路采用220v交流电源,fu1提供控制电路的短路保护。控制电路包括 km1-km7这七个交流接触器和ka1-ka7四个中间继电器,以及kt1、kt2两个时 间继电器,另外还有YA1、YA2、YA3三个电磁铁,其中YA1用于落纱时打开 撑爪,为纲领板下降到落纱位置做准备;YA2为主轴刹车电磁铁,在主轴停 车时刹车制动,快速停转;YA3是当细纱机进行落纱或中途停车时,推动 SQ2行程开关进入到工作位置的限位电磁铁。
过程留影
通过对纺织设备电气安装与调试这门课程的学习,我们首先 对CW6140型车床、FA002型抓棉机、FA502细纱机的理论知 识有了足够的学习,然后进一步的通过了小组动手实践的过 程有了更加深切的理解。在学习过程中我们小组同学认真听 讲,并积极讨论学习,每次的动手实践我们都能很好的完成 各项工作任务。希望在以后的学习章程中,大家都能够积极 的共同讨论分析完成本小组的工作任务。
路与之类似。 该电路具有欠压、零压保护。
照明电路分析
机床局部照明采用220V/36V安全变压器TC,照明由转换开关SA 控制。
成果展示
FA002型抓棉机电气控制线路安装与调试
常见故障分析与处理
①在正反转电路通电调试时,按下正转按钮SB2,电机运行正常,按下反 转按钮SB3,KM1释放,KM2吸合,但电机转向仍正转运行。 分析研究:按下SB1、KM2能正常动作,说明反转控制电路正确无误, 故障原因应该是主电路中KM1,KM2未调换相序。 检查处理:检查接触器触点接线,发现KM2主触点的出线未作相序改变 。将接线改正后,重新通电测试,故障排除。 ②在Y-△降压启动测试中,按下SB2后KM1、KM2、KT均得电,但延时 5S后线路无转换动作。 分析研究:故障是因为时间继电器的延时触点未动作引起的。由于按下 SB2时KT已得电,所以推测KT的常开、常闭触点按接错位,造成线路不 能正常切换。 检查处理:检查时间继电器触点接线,发现有问题。将线路改正后,重 新测试通电,故障排除。
FAB型往复抓棉机中文电气说明书样本

资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
FA008B型往复抓棉机电气说明书资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
目录1. 总论 (1)2. 安全 (1)3. 机身电气元器件概述 (2)4. 抓棉机调试 (3)5. 操作说明 (7)6. 附 (27)一、总论FA008B型抓棉机是以ASFA008A为基础, 经过吸收国外同类产品和国内实际情况自行研制开发, 具有以下优点:1、先进的自动控制系统: 设备由可编程控制器程序控制; 部分驱动采用特殊电机和大转矩带矢量变频器; 使用具有良好优能的人机可视界面。
2、人性化的操作界面: 简单的按键让您在实际熟练操作中体会操作的简单, 方便, 可靠。
大量的参数, 实时的故障显示等将及时提供给您参照。
3、完善的功能: 拥有手动设置平包、 &自动寻找棉包、 &自动定位或者&自动平包等功能。
能够向两种品种供棉。
4、通讯功能: 具有强大的通讯能力, 方便连接到其它采用相同通讯协议的设备, 实现联机控制。
同时能够经过通讯电缆直接连接到公司内部数据通讯网络中, 使您在办公室经过电脑监视设备实时运行状态。
二、安全1、在一些有潜在危险的设备部件上会安装安全开关, 一但安全开关动作将直接关闭机器电机的电源。
这些安全开关必须经常定期检修, 保证其工作正常。
安全机构出现故障, 不允许启动机器。
2、机器运行中, 严禁在机器或其部件的表面上行走, 禁止在机器或其部件的表面、上方、下方工作。
机器停止时, 如确有必要在机器表面上行走, 或在机器及其部件表面、上方、下方工作的, 因提前作好安全保障工作。
禁在机器运行时或在有潜在危险的情况下对设备进行操作。
3、所有控制柜都装着可锁的门, 这些门要时刻可靠地锁闭, 钥匙必须由负责人管。
只有经过培训的, 熟悉本电气设备, 并了解其危险性的人员能够接触控制柜。
只有具有技术资质的人员才能够使用和维修控制柜和电气设备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FA221型梳棉机电气说明1. 概述FA221型梳棉机采用了SN32DRB型PLC和大型液晶触摸屏控制全机电气系统。
该型PLC采用220V AC电源电压,模块各点均有工作状态显示。
全机监控程序已装入PLC内,FA221型梳棉机的开车、停车、道夫、锡林、给棉、棉箱的运行以及各种保护,报警都由SN32DRB自动控制监测并将各种操作、工艺参数显示在触摸屏。
SN32DRB CPU通过软件编程实现与操作显示器、变频器、自调匀整之间的通讯。
具有强大的通讯能力,是该型梳棉机在电气控制方面最大的特点和优势。
FA221型梳棉机的各种操作、工艺参数的设定都可以在触摸屏上方便、灵活的进行。
对于广大使用厂家而言,该型梳棉机操作灵活、使用方便、维修简单。
2. 电气系统的组成2.1 FA221-D0100 电气控制柜2.2 FA221-D0200 显示操作屏2.3 机上电气设备M1 锡林电机M2 剥棉清洁电机M3 盖板清洁电机M4 棉箱风机电机M5 棉箱打手电机M6 自动换桶电机(TF2511选件,本机未用)M7 道夫电机M8 梳棉机给棉电机M9 棉箱给棉电机M10 M11 毛刷辊电机M13 控制柜冷却风机S14 棉箱打手限位开关S21 滤尘压力检测器S31 S32 棉网过厚接近开关S33 S34 棉层过厚接近开关S35 棉箱打手测速接近开关S36 S37 S38 锡林测速、盖板测速、给棉测速接近开关S50 S51 S52 转桶到位检测、压辊到位检测、气缸动程(TF2511选件,本机未用)B1 B2 B3 位移传感器B4 压力传感器B5 断条检测光电开关3. 系统操作3.1开机操作在全机电气机械无故障而且由专业人员对梳棉机输入正确工艺参数之后,挡车工可以按照下列步骤开启梳棉机。
3.2 合上电源开关“ZQ”,整机上电触摸屏显示如下画面(图一)。
触摸此处转至主画面图一初始画面图二主画面显示主画面后,触摸棉箱联锁和匀整键,使棉箱联锁和匀整开启。
按下按钮“S41”,锡林电机立即转动,同时操作显示屏幕显示“锡林正在加速”,及锡林的瞬时速度,当屏幕显示“锡林已开”,则操作人员可以进一步操作。
按一下按钮“S43”,道夫电机、给棉电机立即转动。
当生头成功后,道夫电机自动升至高速,屏幕显示监控信息,同时集棉器也自动合上。
至此,梳棉机开机工作完成,梳棉机进入自动工作状态。
3.3 停机操作再按一下红色按钮“S44”,道夫电机、给棉电机立即停下,集棉器打开。
按一下红色按钮“S42”,锡林电机立即断电,同时屏幕显示“锡林正在降速”,当锡林完全停止时,表明整个梳棉机完全停止了。
3.4 换桶操作当棉条桶充满时,梳棉机会自动报警提示挡车工换桶。
换桶操作如下:当报警灯闪烁时,按一下按钮“S45”,使满筒计数清零,同时也消除满筒报警信号。
撤出已装满棉条的桶,撕断棉条,换上空桶。
如为自动换桶,当计长到满筒时,换桶电机动作,断条气缸切断棉条,计长自动清零。
3.5 查看棉网梳棉机在高速生产中,有时,有关工作人员需要查看梳理出来的棉网是否合乎要求,可进行以下操作:按住按钮“S43”不放,5秒钟后,显示器显示“道夫中速”,同时集棉器打开。
查看后,松开按钮“S43”,道夫自动上升到高速,同时集棉器关上。
3.6 给棉罗拉倒转在生产过程中,有时会出现梳棉机给棉罗拉堵塞现象,此时需要进行“反喂”。
其操作步骤如下:锡林必须正常工作,道夫必须停下,上提自调匀整短片段棉层测量板,按住反喂按钮“S46”,直到完全倒出堵塞的棉花。
注意:在去掉棉层后,必须把棉层厚度测量板复位。
4. 参数设定从主屏幕上轻触“设置”键转入参数设置屏参数设置屏幕分为两屏,第一屏为梳棉机的参数设定,第二屏为匀整参数设定。
4.1 梳棉机参数设定轻触“棉箱压力”键,屏幕中弹出棉箱压力上下限值框和设定键盘。
图3 梳棉机设定1轻触“棉箱压力”键,屏幕中弹出棉箱压力上下限值框和设定键盘。
例如将棉箱压力(250)改为(200)过程如下:轻触设定键盘上的键“2”“0”“0”“设定”“关闭”,棉箱压力则变为(200)。
其他条目修改过程如上。
图4 梳棉机的设定4.1 匀整参数设定(详见自调匀整说明书)长片段:在压辊组装的喇叭口内装有连续位移传感器的测量杆,测量杆能不断测量出经过被测点棉条的粗细,并将被测点变化经位移传感器转化电信号输入控制系统中,给棉罗拉电机的速度由控制器(即匀整电路板)通过比较预先选定的目标值和实际值而得出的棉条粗细值做出修改。
短片段:棉层厚度的测量点处于给棉罗拉与给棉板中活动的测量板之间,测量板装有位移传感器,并以杠杆原理测量棉层厚薄的变化。
位移传感器把这些变化转化为相应的电信号并传给自调匀整控制系统,进而修正给棉罗拉的喂给速度,达到调节的目的。
和该板相关的参数集中在匀整参数设置屏幕。
轻触梳棉机参数设置屏幕上的“次页”键转入该屏。
触摸该键转入主屏幕触摸该键转入梳棉..机参数设置屏触摸该键弹出棉条重量设置屏图5 自调匀整设置图6轻触“棉条重量”键,屏幕中弹出棉条重量上下限值框和设定键盘。
例如将棉条重量(1200)改为(1150)过程如下:轻触设定键盘上的键“1”“1”“5”“0”“设定”“关闭”,棉条重量值则变为(1150)。
轻触“班次清零”键,屏幕中弹出设定键盘,轻触设定键盘上的键“1”“2”“3”“4”“设定”“关闭”,将清零各班次测量和总产量。
其他条目过程同棉条重量的修改。
5. 过程监视过程监视分为三屏,第一屏显示CV、棉箱给棉、棉箱压力、梳棉给棉的及时值和趋势值(图7)。
到参数显示3 趋势图表示相对数据CV及时值到参数显示2CV值趋势图(范围0-20) 棉箱给棉及时值梳棉给棉趋势图(0-999)棉箱压力及时值棉箱压力趋势图(0-999)梳棉给棉及时值棉箱给棉趋势图(0-999)返回主屏幕第二屏显示前传感器、左传感器右传感器、打手的及时值和趋势值(图8)。
到参数显示1 趋势图表示相对数据前传感器及时到参数显示3值前传感器趋势图(0-20)左传感器及时值左传感器趋势图(0-999)右传感器及时值右传感器趋势图(0-999)打手及时值打手趋势图(0-999).返回主屏幕第三屏显示各班次工作状态、产量、总产量(图9)。
返回主屏幕到参数显示1 到参数显示3总产量轻触该键切换1班产量1班工作、休息轻触该键切换2班产量2班工作、休息轻触该键切换3班产量3班工作、休息轻触该键切换4班产量4班工作、休息6. 报警显示在某一条件(由PLC控制)需强制显示的信息,称为报警信息。
当报警条件成立时,强制转入报警显示方式。
显示方式如下(图10):返回主屏幕故障状态(按屏幕提(故障存在示内容排除故障后显时不可用)示故障已排除信息)7.安全与维护FA221D型梳棉机是高产梳棉机,工作速度快,自动化程度高,操作者在操作过程应该严格地按照安全操作步骤进行,确保人身安全,设备安全,全机的维护应由专业人员或授权人员进行。
7.1 控制柜、操作显示屏要定期清理。
7.2 定期检查各个门限开关是否完好,机械位置是否松动,必要时应予以调换。
7.3 定期检查各个测速接近开关是否完好,机械位置是否松动,必要时应予以调换。
7.4定期检查机上设备电缆是否完好无损,接线是否可靠。
7.5 定期检查长、短片断传感器是否灵敏,零点是否漂移,必要时予以调整。
调整方法详见自调匀整说明书。
7.6 定期检查控制柜中各个接线是否松动,并定期维护。
7.7 非操作人员禁止改动显示屏设定参数和状态,以免造成不必要的人员及设备损害。
8.自调匀整部分8.1 结构梳棉机自调匀整主机(包括电源、电源板及控制板〔即CPU板〕),装在控制柜内。
主机机箱上有显示面板,用来设定参数。
在梳棉机触摸屏上也可以对匀整参数修正,复位键在控制板上(控制器左边侧面),轻轻按下再松开,可使系统强制复位。
8.2指示灯意义:L1(红)---电源指示灯L2(绿)---加匀整开车,道夫到达高速后,梳棉机给棉电机自动控制指示灯。
L3(红)---电脑自动计时指示灯,通电后该灯闪亮即为正常。
8.3使用说明。
本自调匀整共分三种状态:(一),功能设定状态,(二),测试操作状态;(三),运行状态。
下面分别讲述。
(一).功能设定状态。
上电后,如果显示FA221Bn-,表示机器正常。
如果显示AL---# # #,则表示F#功能参数设定有错误,应给予改正,否则不能正常工作。
1.功能键具体输入时按以下操作:键入F#,显示器下面三位显示F#-,上面五位为F#中存储的参数,这时键入0到9的数,如果输错,继续按键,替换原来的数字,直到正确。
这时按下ENTR键,则显示P.----表示输入正确,如果显示EL----,则表示输入内容错误,重新输入,如果放弃,则键入ADDR,显示器为P----.请注意:每次输入都须键入五个或五个以上数字,输入参数值不满五位时,前面补零使输入参数值满五位,否则输入无效。
例如,停车时F0中需键入1234,按键顺序如下(实际输入01234):2.功能代码的意义。
――表示匀整状态下棉条的标准粗细.-------------------------出厂值1200 ――左传感器初始值――右传感器初始值――表示道夫速度分界值---------------------------------------------出厂值75 ――表示后面棉层厚度设定值---------------------------------------出厂值450 ――表示长短片段输出比例设定值(标准值为7)-------------出厂值7 ――棉箱压力设定值---------------------------------------------------出厂值250 ――表示道夫生头阶段牵伸比设定---------------------------------出厂值100 ――表示道夫生头速度设定------------------------------------------出厂值20 ――表示道夫中速设定------------------------------------------------出厂值50――表示道夫高速速度------------------------------------------------出厂值150 (二)。
测试操作状态。
在停车时,键入,将进入测试程序。
按下键,则显示器下边XX0,上边# # # # # #显示的是梳棉机给棉测速输入脉冲,是递减计数器。
梳棉机给棉电机转速越快,该递减计数器的数值递减得就越快,反之就慢,生头时,给棉电机转速慢,计数器递减得慢,道夫高速时,给棉电机转速快,计数器递减得快。
这个信号由端子19(+),20(-)输入。
按下键,则显示器下边XX1,-------上边# # # # #显示的是道夫速度,是个抽象的数字。