谈零件工序尺寸公差的零值和负值
零件正负差
零件正负差(原创实用版)目录1.零件正负差的概念2.零件正负差的计算方法3.零件正负差的影响因素4.零件正负差的应用场景5.提高零件正负差精度的措施正文一、零件正负差的概念零件正负差,是指在机械加工过程中,零件尺寸与设计尺寸之间的偏差。
通常用正负数值来表示,正数表示尺寸大于设计尺寸,负数表示尺寸小于设计尺寸。
零件正负差是衡量零件加工精度的重要指标,对于保证产品质量和满足使用要求具有重要意义。
二、零件正负差的计算方法零件正负差的计算方法较为简单,通常通过测量零件的实际尺寸,并与设计尺寸进行对比,得出其偏差值。
偏差值的计算公式为:偏差值 = 测量值 - 设计值。
若测量值大于设计值,则偏差值为正;若测量值小于设计值,则偏差值为负。
三、零件正负差的影响因素1.设备精度:加工设备的精度直接影响零件的加工精度,精度越高的设备,加工出的零件正负差越小。
2.操作技术:操作者的技术水平和操作习惯也会影响零件的加工精度。
3.材料性能:材料的硬度、韧性等性能影响零件的加工难度,进而影响零件正负差。
4.工艺参数:工艺参数的设置不合理,可能导致零件加工过程中出现热变形、切削力过大等问题,进而影响零件正负差。
四、零件正负差的应用场景零件正负差在机械加工领域具有广泛的应用,尤其在高精度零件加工、装配、产品质量检测等方面具有重要意义。
通过控制零件正负差,可以保证产品的互换性和满足使用要求。
五、提高零件正负差精度的措施1.选择高精度的加工设备:采用高精度的设备可以有效提高零件的加工精度。
2.提高操作技术:加强操作人员的技术培训,使其具备熟练的操作技能。
3.选用合适的材料:根据零件的加工要求,选择性能合适的材料。
4.优化工艺参数:合理设置工艺参数,避免因工艺参数不合理导致的加工问题。
工序尺寸及其公差的确定

安徽工程科技学院教师备课教案本章节讲稿共5 页教案第1 页备课时间:05年6月15 日教师签名:第七章工艺规程设计四、加工余量、工序尺寸及其公差的确定1.加工余量的确定对于柱面为双边余量;对于平面为单边余量。
加工总余量(毛坯余量):毛坯尺寸与零件图上的设计尺寸之差。
工序余量:相邻两工序尺寸之差。
分为:①工序基本余量Z=±(上工序基本尺寸L a-本工序基本尺寸L b) 外表面取+;内表面取-外表面:内表面:②最小工序余量Z min=L amin-L bmax Z min=L bmin-L amax③最大工序余量Z max=L amax-L bmin Z max=L bmax-L amin④工序余量公差T z=Z max-Z min=上工序尺寸公差Ta+本工序尺寸公差Tb 工序尺寸公差的标注,按入体原则:即实体最小化,图7-9毛坯尺寸公差,双向标注,图7-101)确定工序余量的原则和应考虑的因素①在确保加工质量的前提下,工序余量尽可能小。
②上工序的R a及缺陷层D a图7-11和表7-2③T a和形位误差ρa④本工序定位、夹紧误差误差εb2)确定加工余量的方法①公式计算法,比较准确,但数据难得,用于大批量生产;式7-5、7-6 p173②经验估计法,余量一般偏大,用于单件小批生产;③查表修正法,将生产实践和试验积累的大量数据列成表格,使用时直接查找,应根据实际情况修正。
2.工序尺寸及其公差的确定工件某表面需多道工序加工时,工序尺寸:各工序应保证的加工尺寸。
工序尺寸公差:工序尺寸允许的变动范围。
1)工艺基准与设计基准重合时首先确定各工序余量,再从最后一道工序开始向前推算各工序基本尺寸,直到毛坯基本尺寸。
例见表7-3各工序尺寸公差按经济精度确定。
2)工艺基准与设计基准不重合时需按工艺尺寸链原理分析计算。
五、 工艺尺寸链1. 尺寸链在零件加工或机器装配过程中,由一组尺寸顺序连接形成封闭的环。
工艺尺寸链:有关工序尺寸组成的尺寸链。
蚀刻公差的正负15%

蚀刻公差的正负15%全文共四篇示例,供读者参考第一篇示例:蚀刻公差是工程制图中常见的一种公差,用于规定零件表面或轴线的精确度要求。
正负15%的蚀刻公差是指零件允许的蚀刻范围为原始尺寸的正负15%。
它是一种比较宽松的公差要求,适用于对尺寸精度要求不是特别高的零件。
本文将详细介绍蚀刻公差的正负15%的概念、应用、计算方法和注意事项。
正负15%的蚀刻公差是比较宽松的一个公差要求。
它适用于对尺寸精度要求不是特别高的零件,一般在一般机械设备、电子设备和仪器仪表等方面的应用比较广泛。
这种蚀刻公差能够在保证产品质量的前提下,提高零件的加工效率,降低加工成本。
蚀刻公差的正负15%可以通过以下计算方法来确定蚀刻范围:首先确定零件的原始尺寸,然后根据公差要求计算出蚀刻上限和蚀刻下限。
蚀刻上限等于原始尺寸加上原始尺寸的15%,蚀刻下限等于原始尺寸减去原始尺寸的15%。
蚀刻范围就是蚀刻上限和蚀刻下限之间的差值。
在使用蚀刻公差正负15%时需要注意以下几点:首先要根据零件的实际情况和使用要求来确定是否可以采用这种宽松的公差要求;其次在制图过程中要准确可靠地标注蚀刻公差,避免出现误解或错误加工;最后在加工过程中要严格按照蚀刻公差的要求进行加工,避免出现尺寸偏差过大的问题。
第二篇示例:关于蚀刻公差的正负15%在制造业中,蚀刻公差是一个非常重要的概念。
蚀刻公差是指在制造过程中所容许的尺寸偏差范围。
这个偏差范围可以用正负百分比来表示,而在本文中,我们将讨论蚀刻公差的正负15%范围。
蚀刻公差的正负15%范围意味着在实际生产过程中,工件的尺寸可以比设计尺寸偏差最多15%。
这个范围相对来说比较宽松,可以容许一定程度的尺寸变化,这在一些生产过程中是非常必要的。
在一些机械零件的生产中,比如轴承、齿轮等,尺寸的准确度对于整个设备的性能至关重要。
而蚀刻公差的正负15%范围给了生产商一定的灵活性,可以适度调整大小,以确保最终产品的质量。
对蚀刻公差的正负15%范围要有合理的控制。
工序尺寸公差的确定

尺寸链问题 练习3: 练习 :如下图 所示轴套零件的轴向 尺寸,其外圆、内孔 尺寸,其外圆、 及端面均已加工。 及端面均已加工。试 当以A面定位 求:①当以 面定位 钻直径为φ10mm孔 钻直径为 孔 时的工序尺寸A1及 时的工序尺寸 及 其偏差; 当以B面 其偏差;②当以 面 定位钻直径为 φ10mm孔时的工序 孔时的工序 尺寸B1及其偏差 及其偏差。 尺寸 及其偏差。
例:右图所示轴承碗,当以 端面B定位车内孔端面C时,
工 序 尺 寸 及 公 差 的 确 定
A的尺寸不便测量,若先按尺 寸A车出端面A,再以A为测 量基准车出x,则可间接保证 A。显然,上述A、A和x构成 的尺寸链中,A是封闭环,为 较全面地了解尺寸换算中的 问题,我们设计尺寸A和A给 出三种不同的公差(见表), 分别讨论。
课堂讨论: 课堂讨论:
工 序 尺 寸 及 公 差 的 确 定
右图所示为一齿轮内孔的简图。 +0.035 内孔为φ850 +0.20 ,键槽尺寸 mm 深度为φ 90.4 0 mm。内孔及 键槽的加工顺序如下:
+ ①精镗孔至φ84.8 0 0.07 mm;
②插键槽至尺寸A(通过工艺计 算确定); ③热处理; ④磨内孔至 850 mm,同时间接 + 保证键槽深度90.4 0 0.20 mm要求。 通过工艺尺寸链计算 尺寸链计算尺 要求 : 通过工艺 尺寸链计算 尺 寸A
尺寸链中凡属通 过加工直接得到 的尺寸称为组成环 组成环
寸,称为尺寸链的环 环 尺寸链中凡属间
尺寸链
接得到的尺寸称 为封闭环 封闭环
当其它组成环的大小不变
组成环按其对封闭环的影 响又可分为增环 减环 增环和减环 增环
,若封闭环随着某组成环 的增大而增大,则此组成 环就称为增环 增环;反之则此 增环 组成环就称为减环 减环
工序尺寸及其公差的确定与加工余量大小

工序尺寸及其公差的确定与加工余量大小,工序尺寸标注方法及定位基准的选择和变换有密切的关系。
下面阐述几种常见情况的工序尺寸及其公差的确定方法。
(一)从同一基准对同一表面多次加工时工序尺寸及公差的确定属于这种情况的有内外圆柱面和某些平面加工,计算时只需考虑各工序的余量和该种加工方法所能达到的经济精度,其计算顺序是从最后一道工序开始向前推算,计算步骤为:1 .确定各工序余量和毛坯总余量。
2 .确定各工序尺寸公差及表面粗糙度。
最终工序尺寸公差等于设计公差,表面粗糙度为设计表面粗糙度。
其它工序公差和表面粗糙度按此工序加工方法的经济精度和经济粗糙度确定。
3 .求工序基本尺寸。
从零件图的设计尺寸开始,一直往前推算到毛坯尺寸,某工序基本尺寸等于后道工序基本尺寸加上或减去后道工序余量。
4 .标注工序尺寸公差。
最后一道工序按设计尺寸公差标注,其余工序尺寸按“单向入体”原则标注。
例如,某法兰盘零件上有一个孔,孔径为,表面粗糙度值为R a0.8 μ m (图 3-83 ),毛坯为铸钢件,需淬火处理。
其工艺路线如表 3-19 所示。
解题步骤如下:( 1 )根据各工序的加工性质,查表得它们的工序余量(见表 3-19 中的第 2 列)。
( 2 )确定各工序的尺寸公差及表面粗糙度。
由各工序的加工性质查有关经济加工精度和经济粗糙度(见表 3-19 中的第 3 列)。
( 3 )根据查得的余量计算各工序尺寸(见表 3-19 中的第四列)。
( 4 )确定各工序尺寸的上下偏差。
按“单向入体”原则,对于孔,基本尺寸值为公差带的下偏差,上偏差取正值;对于毛坯尺寸偏差应取双向对称偏差(见表 3-19 中的第5 列)。
(二)基准变换后,工序尺寸及公差的确定在零件的加工过程中,为了便于工件的定位或测量,有时难于采用零件的设计基淮作为定位基准或测量基准,这时就需要应用工艺尺寸链的原则进行工序尺寸及公差的计算。
1 .测量基准与设计基准不重合在零件加工时会遇到一些表面加工后设计尺寸不便于直接测量的情况。
简述公差与偏差的概念
简述公差与偏差的概念
公差和偏差是用于描述物体尺寸或特征的两个重要概念。
公差是指在设计和制造过程中,为了确保零件或产品的功能和互换性能,所允许的尺寸、形状、位置等方面的变化范围。
公差可以理解为允许的偏离程度,通常以数值或尺寸区间表示。
公差的设定需要考虑到产品的功能要求、材料特性、加工工艺等因素。
通过合理设置公差,可以保证零件或产品在不同环境和使用条件下的工作正常。
偏差是指实际尺寸或特征与设计要求之间的差异。
偏差可以是正值、负值或零值,分别表示实际尺寸比设计值大、小或与设计值相等。
偏差是实际制造中不可避免的结果,由于加工设备、材料、操作人员等因素的影响,零件或产品的尺寸很难完全与设计要求一致。
通过测量和分析偏差,可以评估制造过程的准确性和稳定性,进而改进生产工艺和提高产品质量。
公差和偏差是相互关联的概念。
公差的设置是为了控制偏差在合理范围内,并确保产品的功能和互换性。
在设计阶段,需要根据产品的功能和要求,结合材料特性和加工工艺,合理设置公差。
在制造过程中,通过测量和分析偏差,可以评估制造过程的稳定性和产品质量,并进行必要的调整和改进。
总之,公差和偏差是设计和制造过程中必不可少的概念。
合理设置公差和控制偏差,可以确保产品的质量和性能,提高生产效率和产品竞争力。
零件正负差
零件正负差
(实用版)
目录
1.零件正负差的定义和意义
2.零件正负差的计算方法和公式
3.零件正负差的应用实例
4.零件正负差的注意事项
正文
一、零件正负差的定义和意义
零件正负差,是指在机械加工过程中,实际尺寸与理想尺寸之间的差值。
正负差分为正差和负差,正差表示实际尺寸大于理想尺寸,负差表示实际尺寸小于理想尺寸。
零件正负差是衡量机械加工精度的重要指标,对于保证零件的互换性和装配性能至关重要。
二、零件正负差的计算方法和公式
零件正负差的计算方法是通过实际尺寸与理想尺寸的差值进行计算。
其公式为:正负差=|实际尺寸 - 理想尺寸|。
在计算过程中,正负差可以是正值,也可以是负值。
正值表示实际尺寸大于理想尺寸,负值表示实际尺寸小于理想尺寸。
三、零件正负差的应用实例
以一个直径为 100mm 的圆柱零件为例,其理想尺寸为 100mm,如果实际尺寸为 100.1mm,那么其正负差为 0.1mm。
如果实际尺寸为 99.9mm,那么其正负差为 -0.1mm。
在实际生产中,根据零件的加工要求,会对正负差进行相应的控制。
四、零件正负差的注意事项
1.在计算零件正负差时,需要确保实际尺寸的准确性,避免因测量误差导致正负差计算错误。
2.对于不同类型的零件,其正负差的控制标准也会有所不同。
在实际生产中,需要根据零件的使用要求,合理设定正负差控制范围。
关于零件加工公差的概念理解
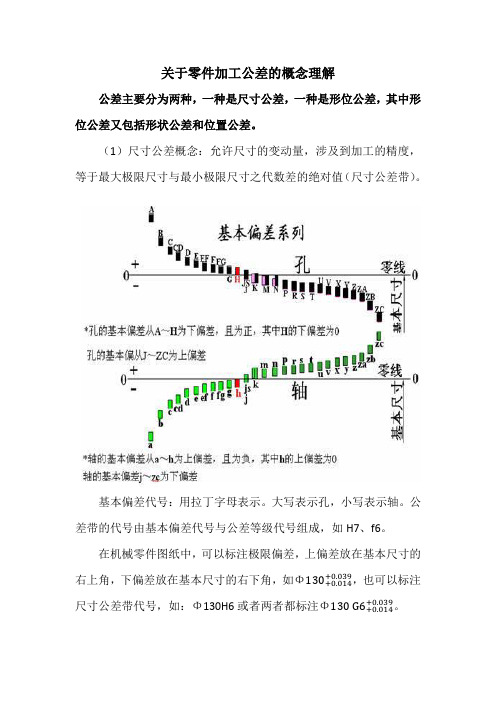
关于零件加工公差的概念理解公差主要分为两种,一种是尺寸公差,一种是形位公差,其中形位公差又包括形状公差和位置公差。
(1)尺寸公差概念:允许尺寸的变动量,涉及到加工的精度,等于最大极限尺寸与最小极限尺寸之代数差的绝对值(尺寸公差带)。
基本偏差代号:用拉丁字母表示。
大写表示孔,小写表示轴。
公差带的代号由基本偏差代号与公差等级代号组成,如H7、f6。
在机械零件图纸中,可以标注极限偏差,上偏差放在基本尺寸的+0.039,也可以标注右上角,下偏差放在基本尺寸的右下角,如Φ130+0.014+0.039。
尺寸公差带代号,如:Φ130H6或者两者都标注Φ130 G6+0.014标准公差IT(ISO Tolerance):是国标规定的,用以确定公差带大小的任一公差值。
它等于公差等级系数和公差单位的乘积。
即:IT=a*ia——公差等级系数,确定公差等级的参数。
I——计算公差的基本单位。
与基本尺寸呈一定的线性关系。
例如:基本尺寸为20mm,求IT6、IT7的公差值。
解:基本尺寸20mm,属于18~30mm,则D= √18X30=23.24mm,i=0.45X3√D+0.001XD=1.31μm查表的IT6的a为10,IT7的a为16即IT6=10 ×1.31μm=13.1μm≈13 μmIT7=16 ×1.31μm=20.96 μm ≈21 μm此为计算过程,也可以通过查询基本尺寸与标准公差等级表(如下表)进行查询得知,这种方法更便捷。
根据公差等级不同,国标规定标准公差分为20个等级,即IT01、IT0、IT1、IT2、…、IT18。
从IT01到IT18,等级依次降低,而相应的标准公差值依次增大。
标准公差等级越高,其基本尺寸对应的公差值越低,加工精度越高,加工难度及成本也越高。
下面这个表是IT公差等级表,可以根据基本尺寸与标准公差IT等级,查询公差值。
IT公差等级表例如:判断下列两个孔的精度高低+0.039(1)Φ20±0.010 (2)Φ130+0.014解:查上述表可知,(1)的公差为20,基本尺寸在18-30之间,在表内查询后得知为IT7等级;(2)的公差为25,在表内查询后得知为IT6等级。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
对工序尺寸公差零值和负值的问题,在教学中, 还可以通过实例提高学生的认识。 2.1 应用实例
采用调整法铣削,图 1 所示为阶梯轴的槽面。试 标注以大端端面轴向定位时的铣槽工序尺寸及其 公差。
收稿日期:2012-08-03 作者简介:樊 琳(1954—),男,副教授,硕士生导师,主要研究方向机械制造技术。
FAN Lin (School of Mechanical and Electrical Engineering,Soochow University,Suzhou 215021,China)
Abstract:There are three calculating ways to solve the problems of the workpiece tolerance zero-value or negative-values in manufacture. According to three calculating ways’some faults in practical applications, This paper describes a simple calculating way of the operation dimension. And calculations are accuracy and feasible by example proved. Key words:operation dimension;allowance;zero-value;negative-value
(1)等公差值法 按等公差值方法重新分配封闭环的公差,即:
各组成环公差 = 封闭环公差 /(n-1) 这种方法在计算上比较方便,但从加工工艺上 看不够合理,只宜有选择地使用。 (2)等公差级法 按等公差级方法分配封闭环的公差,即各组成 环的公差根据其基本尺寸的大小按比例分配,或是 按照公差表中的尺寸分段及某一公差等级来规定组 成环的公差,使各组成环的公差满足以下条件: 封闭环公差 = 各组成环公差之和 最后进行适当调整。这种方法从工艺上讲比较 合理。 (3)经验法 各组成环的公差可以凭工程技术人员的经验, 按照具体情况来分配。 前二种方法都有优点和不足,而经验法对大学 生还谈不上。为此,在教学中可以结合生产实际介绍 一种既方便又比较合理的方法,即先用等公差值分 配公差,再根据尺寸大小适当调整来求解工序尺寸 和公差。
143
Equipment Manufacturing Technology No.11,2012
+0.5
36 0
82±0.5
0
146-0.5
0
20-0.5
图 1 零件图
2.2 应用求解
计算该工序尺寸步骤可分三步:
(1)画尺寸链图,见图 2。
(2)确定封闭环及各组成环性质。
封闭环:82±0.5
0
增环:146-0.5
《装备制造技术》2012 年第 11 期
谈零件工序尺寸公差的零值和负值
樊琳
(苏州大学机电工程学院,江苏 苏州 215021)
摘 要:生产中解决零件加工工序尺寸公差零值或负值问题的计算方法有三种。针对这三种工序尺寸计算方法在实际应 用中暴露出的一些不足,介绍一种简便的工序尺寸计算方法,并通过实例验证其计算结果准确可行。 关健词:工序尺寸;公差;零值;负值
0
减环:20-0.5 A=?
A
82±0.5.5
图 2 尺寸链
(3)计算工序尺寸和公差
由于在尺寸链计算中,封闭环公差必须大于或等
于组成环公差。从以上数值可以看出,封闭环公差为
1,已知组成环 146 和 20 的公差和也为 1,计算工序
尺寸 A 的公差结果为零,需要重新调整组成环公差。
中图分类号:G642.3
文献标识码:B
文章编号:1672-545X(2012)11-0143-02
在生产中,编制零件工艺规程,一般都要涉及工 艺尺寸链的计算,特别是遇到零件的工序基准和定 位基准(或测量基准)不重合时,计算工序尺寸的公差 就会经常出现零值或负值问题。近几年,经过工科教 学课程体系改革,相关课程内容合并、压缩和简化, 涉及这一部分的知识,在教材中已经不再阐述或仅 简单提示一下。当前,由于大学生接触生产实际时间 有限,对工序尺寸公差的零值或负值的后果不够清 晰以及对解决方法的不了解。为此,笔者根据多年的 教学经验,从培养工科大学生应用型的人才出发,认 为《机械制造技术》课程的课堂教学可以适当安排一 定课时来讲解工序尺寸公差的零值或负值问题。
先按等公差值分配组成环公差,即:
各组成环公差 = 1/ (4-1) = 0.33
0
0
再依据尺寸大小适当调整,146-0.5 调整为 146-0.4 ,
0
0
20-0.5 调整为 20-0.3 。
基本尺寸 82 = 146 - (A + 20)
得 A = 44
上偏差 -0.5 = -0.4 -(ESA + 0)
(1)《机械制造技术》 课程作为一门机械专业的 主干课程,其特点课程的综合应用性高,实践性强。 课程内容应该考虑实用性,多讲解一些学生毕业以 后马上可以在工作中用到的知识,为学生今后工作 打基础。
(2)大学生在校四年虽然学习了许多基础知识 和专业理论知识,但还缺乏实践经验。刚到工作单位 一般不会搞产品设计,主要做一些如编制零件工艺 规程、设计零件专用夹具等工作,多讲一些实用性基 础知识对学生今后工作有利。
得 ESA = +0.1
下偏差 +0.5 = 0 - (EIA - 0.3)
得 EIA = -0.2
+0.1
最后,铣槽工序尺寸和公差为 A = 44-0.2 ,铣槽工
序图见图 3。
+0.1
+0.5
A = 44-0.2 36 0
3 结束语
图 3 工序图
工序尺寸公差的零值或负值是零件加工过程中 会碰到的实际问题,提出课堂教学增加其内容出于 以下几点考虑:
1 尺寸公差零值或负值的概念
零件尺寸公差是指允许尺寸的变动量。公差等 于最大极限尺寸与最小极限之代数差的绝对值,也 等于上偏差与下偏差的代数差的绝对值。在计算尺 寸链时,工序尺寸的公差值,首先必须是正的,其次 公差要有一定范围,公差数值的大小取决产品的性 能和使用要求。
在工序尺寸的计算中,当工序基准和定位基准 重合时,零件的工序尺寸一般无需计算,也不会出现 尺寸公差零值或负值。当工序基准和定位基准不重 合时,工序尺寸的计算有可能会出现公差零值或负 值。由于尺寸公差的零值和负值会造成零件无法加 工,生产中碰到此类问题的一般三种解决方法。
(3)在课堂教学时数不会增加很多,一般也可以 控制在 1  ̄ 2 学时内。
另外,实例中零件的径向尺寸没有标出是为了 方便讲解,有利学生了解和熟悉工序尺寸中零公差 或负公差的知识。
Discussion Zero-Value and Negative-Value of Operation Dimension