联轴节找正基本知识
联轴节单表找正
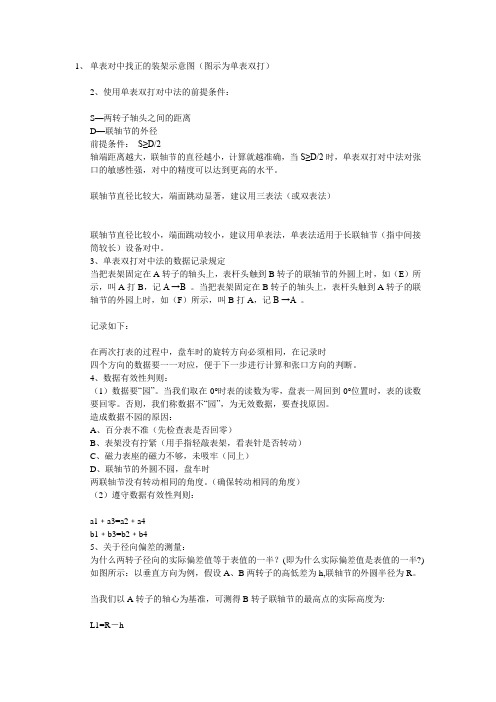
1、单表对中找正的装架示意图(图示为单表双打)2、使用单表双打对中法的前提条件:S—两转子轴头之间的距离D—联轴节的外径前提条件:S≥D/2轴端距离越大,联轴节的直径越小,计算就越准确,当S≥D/2时,单表双打对中法对张口的敏感性强,对中的精度可以达到更高的水平。
联轴节直径比较大,端面跳动显著,建议用三表法(或双表法)联轴节直径比较小,端面跳动较小,建议用单表法,单表法适用于长联轴节(指中间接筒较长)设备对中。
3、单表双打对中法的数据记录规定当把表架固定在A转子的轴头上,表杆头触到B转子的联轴节的外圆上时,如(E)所示,叫A打B,记A →B 。
当把表架固定在B转子的轴头上,表杆头触到A转子的联轴节的外园上时,如(F)所示,叫B打A,记B →A 。
记录如下:在两次打表的过程中,盘车时的旋转方向必须相同,在记录时四个方向的数据要一一对应,便于下一步进行计算和张口方向的判断。
4、数据有效性判则:(1)数据要“园”。
当我们取在0°时表的读数为零,盘表一周回到0°位置时,表的读数要回零。
否则,我们称数据不“园”,为无效数据,要查找原因。
造成数据不园的原因:A、百分表不准(先检查表是否回零)B、表架没有拧紧(用手指轻敲表架,看表针是否转动)C、磁力表座的磁力不够,未吸牢(同上)D、联轴节的外圆不园,盘车时两联轴节没有转动相同的角度。
(确保转动相同的角度)(2)遵守数据有效性判则:a1﹢a3=a2﹢a4b1﹢b3=b2﹢b45、关于径向偏差的测量:为什么两转子径向的实际偏差值等于表值的一半?(即为什么实际偏差值是表值的一半?) 如图所示:以垂直方向为例,假设A、B两转子的高低差为h,联轴节的外圆半径为R。
当我们以A转子的轴心为基准,可测得B转子联轴节的最高点的实际高度为:L1=R-h当我们以A转子的轴心为基准,可测得B转子联轴节的最低点与A转子轴心的高度差为:L2=R﹢h(2)由(2)-(1)得:L2-L1=2hh=(L2-L1) /2当在顶点位置时把表调为零,即L1=0,得:h=L2/2所以:两转子径向的实际偏差值等于表值的一半?(说明:该判则在水平方向也适用)6、单表对中张口方向的判断(一)、张口值的计算公式(1)、垂直方向的张口值的计算公式:⊥A=(a3+b3) d/2s(2)、水平方向的张口值的计算公式:∥A= 〔(a4-a2) +(b4-b2) 〕d/2s式中:⊥A—垂直方向(上下)的张口值∥A—水平方向(左右)的张口值S—两联轴节端面之间的距离d—联轴节的外圆直径(打表处)(3)、关于张口值计算公式的推导由于张口值计算公式的推导较为复杂,涉及到相似三角形等数学方面的知识,加之不影响我们的实际找正工作,在此不再叙述。
联轴器找正方法详解PPT课件
第20页/共27页
中心状态分析图
要按实际轴向偏差画状态图,此图风机侧对轮上偏差为A,电机侧 下偏差为B。
第21页/共27页
计算调整
1、调整风机侧轴向偏差A。 2、 根据公式可得
A*L1/D,即 电机侧连 接
轴 对 轮 上 移 A* L 1 / D 。 3、因此电机与连接轴上下
偏 差 为 电 机 底 A* L 1 / D , 轴向下偏差B-A。
风
风机侧
机
侧
第19页/共27页
• 安装表时只需在每个对轮上装轴向二只表,电机与风机的径向偏差会直接反映在 轴向表上,并经计算可得。
• 轴向安装二只表为了消除轴向窜动对轴向偏差测量结果的影响,计算方法如下: • 上下偏差为:(A1+B1)/2-(A3+B3)/2。 • 需测量的数据有D、L1、L2、L3,
2、调整电机侧联轴器轴向及径向偏差; 套用公式可得: 前支撑: -L2(B-A)/D+L1*A/D=
440*16/400+460=442.4(丝) 后支撑:-(L2+L3)(B-A)/D +L1*A/D =(440+800)*16/400+460=410.4(丝)
3、左右的计算调整方法与上下同。
第26页/共27页
第6页/共27页
找中心的任务:
一. 测量两对轮的外圆和端面的偏差情况; 二. 根据测得的偏差值,对电机作相应调整,使两对轮的中心同心,端面平行。
第7页/共27页
二、找中心的方法及步骤
• 找中心前的准备工作 准备好三付磁性标座、三只百分表、塞尺、圈尺、游标卡尺、千分尺等测量工具及其它工具。
• 找中心步骤 1. 检查并消除可能影响对轮找中心的各种因素。如清理对轮上油污、锈斑及电机底脚、基础。 2. 连接对轮,保证两对轮距离在标准范围内。
联轴节找正知识

联轴节找正
授课人:吕元生授课时间:2010年12月
一、步骤:
1、先基本找正联轴节,可以用直尺、锯条等;
2、连接联轴节;
3、在一点位置打表,检测出径向及轴向的跳动量;
4、从有关资料上查出联轴节的外径及支撑点到联轴节端面的距
离;
5、计算:
①先计算出上下方向的加减垫片数据;
②再计算出左右方向两支撑点顶丝的旋转距离;
6、根据计算出的数据移动联轴节;
7、对称的紧固地脚螺栓;
8、再次检查轴向及径向的有关数据;
9、如果偏差大,再次重复上述步骤,偏差小微调即可。
注意:1、每一次检测数据,地脚螺栓必须对称紧固,且扭矩相等;
2、垫片要干净。
二、举例:
右2.84
左3.03右2.49左
2.32轴向 3径向
2
解:第一步,先计算出上下方向垫片的加减量
1、上下方向轴向的找正 0.84/h1=650/520 h1=0.656 0.84/h2=650/2220 h2=2.867
2、再考虑上下方向径向跳动的数据,即得出上下方向加减垫片的数量。
由于该联轴器电机端低,所以:
尾部垫片要加 0.41+h1=1.066mm
头端垫片要加 0.41+h2=3.277mm
第二步,用上述同样的方法计算出有关数据的左右方向的顶丝。
尾端向左移动0.83mm 头部向左移动0.3mm
第三部,紧固地脚螺栓,再次复测数据,直到达到精度要求。
联轴器的找正方法
联轴器的找正方法
联轴器是用于连接两个轴的机械件,用于传递扭矩和旋转。
在联轴器安装过程中,找正也就是找两个轴在相互连接时轴心的对准程度。
找正的目的是确保联轴器的运转顺畅和有效传递扭矩。
联轴器的找正方法通常有以下几种:
1. 观察法
通过观察联轴器两端轴的位置关系,可以初步判断是否找正。
通常使用线尺或直尺,分别沿轴上放置然后观察两端轴的位置是否平行。
如果两端轴处于同一平面内,且轴心连线是平行的,则可以认为轴对中。
2. 触摸法
通过触摸联轴器两端轴的位置关系,可以感受到轴的相对位置。
这需要使用手指轻触轴心,感受反弹的力度和位置。
如果反弹力度一致,则可以认为轴心对准。
3. 视觉法
通过使用激光等光学器具,可以直观地看出联轴器两端轴的位置关系。
激光光线可以在轴的表面上投影出一条线,通过观察两端轴的投影线是否平行,可以得到
轴心对准的结论。
4. 检测法
通过使用特殊的检测工具,如轴距测量仪、齿侧间隙测量仪等,可以精准地测量联轴器两轴心的距离和相对位置,从而判断联轴器的找正情况。
总之,联轴器的找正是联轴器安装过程中非常重要的一环。
正确的找正可以确保联轴器的正常运转和长期使用,并有效地传递扭矩和旋转。
在找正时,可以综合使用上述方法,以达到最佳效果。
联轴器找正基本方法

联轴器找正时的侧量方法—两表找正法利用中心卡和千分表测量联轴器的径向间隙和轴向间隙,测量方法如图,适用于需要精确找正中心的精密仪器和高速机器。
操作方便,精度高,应用极广。
图1 利用中心卡和千分表测量联轴器的径向间隙和轴向间隙1、 一点法一点法指在测量一个位置上的径向间隙时,同时又测量同一个位置上的轴向间隙。
测量时,先装好中心卡,并使两半联轴器向着相同的方向一起旋转,使中心卡首先位于上方垂直的位置(0°),用千分表测出径向间隙a1和轴向间隙s1,然后将两半联轴器顺次转到90°、180°、270°三个位置上,分别测出a2、s2,a3、s3,a4、s4,将测得的数据记录在图中,如图所示;两半联轴器重新转到0°位置时,再一次测得径向间隙和轴向间隙,1a 、,1s ,应与a1、s1相等,否则检查原因(轴向窜动),排除后再继续测量。
最后测得的数据应符合下列条件:a1+a3=a2+a4,s1+s3=s2+s4。
图2 一点法记录图在测量过程中,若由于基础的构造影响,使联轴器最低位置上的径向间隙a3和径向间隙s3不能测到,则可根据其他三个已测得的间隙数值计算出来a3=a2+a4-a1, s3=s2+s4-s1最后比较对称点上的两个径向间隙和轴向间隙的数值,若对称点数值差不超过规定数值是,认为符合要求,否则要进行调整。
调整时,通常采用在垂直方向加减电动机支脚下的垫片或在水平方向移动电动机位置的方法实现。
对于粗糙的和小型机器,在调整时,根据偏移情况采取逐渐近似的经验方法来调整(即逐次试加或试减垫片,以及左右敲打或移动电动机),对于精密的和大型的机器,在调整时则应该通过计算来确定应加或应减垫片的厚度和左右的移动量。
2、联轴器找正时的计算和调整联轴器的径向间隙和轴向间隙测量完毕后,就可根据偏移情况来进行调整。
在调整时,一般先调整轴向间隙,使两半联轴器平行,然后调整径向间隙,使两半联轴器同轴。
联轴器找正存干货

联轴器找正存干货1联轴器找中心概述联轴器属于机械通用零部件范畴,用来联接不同机构中的两根轴(主动轴和从动轴)使之共同旋转以传递扭矩的机械零件。
在高速重载的动力传动中,有些联轴器还有缓冲、减振和提高轴系动态性能的作用。
联轴器由两半部分组成,分别与主动轴和从动轴联接。
一般动力机大都借助于联轴器与工作机相联接,是机械产品轴系传动最常用的联接部件。
20世纪后期国内外联轴器产品发展很快,在产品设计时如何从品种甚多、性能各异的各种联轴器中选用能满足机器要求的联轴器,对多数设计人员来讲,始终是一个困扰的问题。
常用联轴器有膜片联轴器鼓形齿式联轴器,万向联轴器,安全联轴器,弹性联轴器及蛇形弹簧联轴器。
联轴器找中心是转动设备检修工作的一项重要内容,若找正的方法不对或找正找的结果不精确,会引起转动设备的振动值超标,严重威胁转动设备的正常运行,尤其是高转速设备,对联轴器找正的数据要求极为严格。
下面就转动设备联轴器找正问题作一详细介绍。
2联轴器找中心的原理两个条件•使两个对轮中心重合,也就是使两对轮的外圆重合;•使两对轮的接合面(端面)平行(两中心线平行)。
•如图所示,若a1=a2=a3=a4,则表明两对轮是平行的;若h1=h2=h3=h4, 则表明两对轮是同心的。
同时满足以上两个条件,则两轴的中心线就是一条延续曲线。
如果测的值不等,需要对地脚进行调整,使之满足以上两个条件找正状态分析联轴器两对轮若相对位置不满足以上两个条件,则有两种状态:两对轮上张口、两对轮下张口因此,联轴器找正时有四个基本状态:(a)两对轮端面平行,高低相等。
此种情形不需要增减垫片的厚度,只需使电机作平面移动以满足联轴器间距、左右径向、轴向的找正要求。
(b)两联轴器端面平行,高低不平。
此种情况只需在电机四脚增减厚度相同的垫片,再使电机作平面移动即可。
(c)两联轴器端面不平行,上张口且高低不平,此种情况需按张口数算出消除张口所需垫片厚度,然后再根据高差△h增加或减去垫片。
联轴器找正方法详解
计算步骤 计算调整量:
上下: 前脚 1.+40=81.8丝 垫81.8丝 后脚 3.+40=157.8丝 垫157.8丝
左右: 前脚 1.1(-64)+25=-45.4丝 向右移45.4丝 后脚 3.1(-64)+25=-173.4丝 向右移173.4丝
中间有连接轴的联轴器中心找正方法
根据中心找正公式 前支撑:aL1/D - b/2
找中心的目的是使一转子轴中心线与另一转子轴中 心线重合,即要使联轴器两对轮的中心线重合,也就 是要求泵体轴中心线与电机轴中心线重合.
具体要求: 使两对轮的外圆面同心. 使两对轮的端面平行.
找中心的原理
测量时在一个转子对轮上装上磁性表座,另一个对 轮上装上百分表,径向、轴向各一付,(为防止转子 窜轴,轴向则需装二个表,相差180度).连接对轮 (一般一到二枚螺丝,拧紧即可),然后一起慢慢地 转动转子,每隔90度停下来测量一组数据记下,测出 上、下、左、右四处的径向b、轴向a四组数据,将 数据记录在下图所示的方格内.
找中心的原理
示意图
联轴器找中心
测量工器具的使用方法
找中心的原理
一般圆里面的为轴向数据a,外面的为径向数据b,在 测得的数值中,若b1=b2=b3=b4,则表明两对轮同心; 若a1=a2=a3=a4, 表明两对轮的端面平行. 若同时满足上述两个条件,则说明两轴的中心 线重合;若所测数据不等,根据计算结果是否在标 准范围内,超出标准则需对两轴进行找中心.
AL1/D B-A
计算调整(续)
1、调整电机与连接轴的中心偏差. 2、直接利用公式
前支撑:-L2(B-A)/D+L1A/D 后支撑:-(L2+L3)(B-A)/D
机泵联轴节找正这些细节你不一定知道

机泵联轴节找正这些细节你不一定知道关于动设备安装检修过程中机泵联轴节找正的目的,原理,方法及不对中引起的后果问题。
问题描述:1 动设备找正的目的:联轴器的找正是机器安装的重要工作之一。
找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上。
找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难。
各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因。
因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的。
从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
2 动设备找正的原理:通过移动调整原动机或从动机的高低及水平位置,借以达到两轴线重合,或完成两根轴满足对中要求。
3 动设备安装检修不找正的后果及影响:a:造成机泵振动b:造成轴承损坏c:电动机超负荷(超电流)d:联轴节部件损坏关于机泵找正所遇到问题的讨论与解决1 找正方法的选择:选择的方法首先满足对中精度要求,不管你是用卷尺,钢板尺,游标卡尺,百分表,激光对中仪。
满足首要条件,爱用啥用啥,因人而异;有啥用啥,因条件而异;啥最快捷用啥,因效率而异。
2 找正垫片材质问题:垫片材质有铜皮,铝皮,白铁皮,钢垫(包含不锈钢皮);原则上用钢垫片,但实际上因价格及加工制作方面考虑,白铁皮居多。
最终说来还是有啥用啥,曾经俺还用过石棉板,人在江湖,身不由己。
3 找正垫片数量问题:原则上(也是有规定)不超过四块,避免过多引起虚脚(软脚)。
4 找正时调整机泵还是原动机问题:原则上谁最好最便于调整,就调整谁。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
联轴节找正基本知识
一、步骤:
1、先基本找正联轴节,可以用直尺、锯条等进行粗测量;
2、连接联轴节;
3、在一点位置打表,检测出径向及轴向的跳动量;
4、测量或从有关资料上查出联轴节的外径及支撑点到联轴节端面的距离;
5、计算:
①先计算出上下方向的加减垫片数据;
②再计算出左右方向两支撑点顶丝的旋转距离;
6、根据计算出的数据移动联轴节;
7、对称的紧固地脚螺栓;
8、再次检查轴向及径向的有关数据;
9、如果偏差大,再次重复上述步骤,偏差小微调即可。
注意:1、每一次检测数据,地脚螺栓必须对称紧固,且扭矩相等;
2、垫片及地脚螺栓孔毛刺要清理干净。
二、举例:
右2.84
左3.03右2.49左
2.32轴向 3径向
2
解:第一步,先计算出上下方向垫片的加减量
1、上下方向轴向的找正 0.84/h1=650/520 h1=0.656 0.84/h2=650/2220 h2=2.867
2、再考虑上下方向径向跳动的数据,即得出上下方向加减垫片的数量。
由于该联轴器电机端低,所以:
尾部垫片要加 0.41+h1=1.066mm
头端垫片要加 0.41+h2=3.277mm
第二步,用上述同样的方法计算出有关数据的左右方向的顶丝。
尾端向左移动0.83mm 头部向左移动0.3mm
第三部,紧固地脚螺栓,再次复测数据,直到达到精度要求。