塑料件尺寸公差
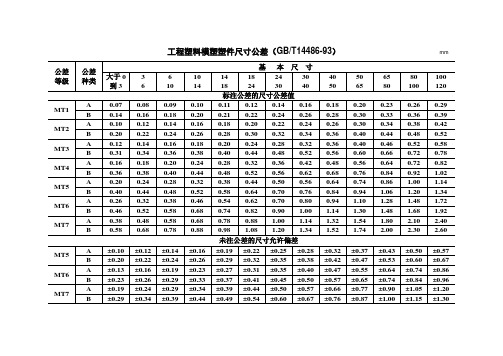
工程塑料模塑塑件尺寸公差(GBT14486-93)
±0.28
±0.32
±0.37
±0.43
±0.50
±0.57
B
±0.20
±0.22
±0.24
±0.26
±0.29
±0.32
±0.35
±0.38
±0.42
±0.47
±0.53
±0.60
±0.67
MT6
A
±0.13
±0.16
±0.19
±0.23
±0.27
±0.31
±0.35
±0.40
±0.47
MT7
A
0.38
0.48
0.58
0.68
0.78
0.88
1.00
1.14
1.32
1.54
1.80
2.10
2.40
B
0.58
0.68
0.78
0.88
0.98
1.08
1.20
1.34
1.52
1.74
2.00
2.30
2.60
未注公差的尺寸允许偏差
MT5
A
±0.10
±0.12
±0.14
±0.16
±0.19
±0.22
±2.35
±2.65
±3.00
B
±1.10
±1.20
±1.30
±1.40
±1.55
±1.70
±1.85
±2.00
±2.25
±2.45
±2.75
±3.10
MT7
A
±1.35
±1.50
±1.65
±1.85
±2.05
±2.25
塑料件尺寸公差

塑料件尺寸公差1.范围本标准规定了注射、压制、挤塑等成型的热塑性和热固性塑料(不包括二次加工和发泡成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件和测量方法。
本标准主要适用于电子产品用塑料件尺寸公差,其他产品用塑料件尺寸公差,亦可参照采用。
2.引用标准下列标准所包含的条文,通过在标准中引用而构成本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能性。
GB1800-79 公差与配合总论标准公差与基本偏差GB3177-82 光滑工件尺寸的检验机械制图尺寸公差与配合注法3.定义基本尺寸basic size设计给定的尺寸。
实际尺寸actral size通过测量所得的尺寸。
尺寸公差dimensional tolerance允许尺寸的变动量。
尺寸偏差dimensional deviation某一尺寸减去基本尺寸所得的代数差。
塑料收缩率plastic shringkage塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。
径向收缩率radial shringkage指料流方向的塑料收缩率。
切向收缩率tangential shringkage指垂直于料流方向的塑料收缩率。
收缩特性值contraction chararcteristic value表示料流方向和垂直于料流方向的塑料综合收缩能力,以2倍径向减去切向收缩的绝对值之差表示。
受模具活动部分影响的尺寸size effected movable parts of mould由模具活动零件决定的塑料件尺寸。
尺寸公差、偏关的规定基本尺寸范围为~3至600mm。
基本尺寸分段~3至120mm。
采用不均匀递增数列:140~1600mm,采用R20优先数系。
2公差等级及数值公差等级分为10级,每一级公差数值按表1规定。
表14.3 偏差的规定本标准只规定公差,而基本尺寸的上下偏差,可按需要分配。
例如:Φ60mm的6级公差为,其上下偏差可分配为:Φ60错误!mm,Φ60错误!mm,Φ60错误!mm,Φ60错误!mm,Φ60错误!mm 4.4 受模具活动部分影响的尺寸公差受模具活动部分影响的尺寸公差,为本标准规定的公差值与附加值之和。
塑料模塑件尺寸公差和检验条件
塑料模塑件尺寸公差和检验条件塑料模塑件在制造过程中不可避免的会产生尺寸误差,在生产中产生的尺寸误差通常由下列原因引起:a)成型工艺:——模塑材料的均一性——成型设备的预设——模具温度——模具在成型压力下的弹性变形b)模具条件:——模具尺寸的生产公差(参造din16749)——模具的磨损——模具可动部件间的配合误差本标准中的公差就是基于上述考量,同时根据对于大量实际应用领域的测试结果而确认出的。
本标准的公差适用于热塑性材料和热固性材料通过模压、传递、压塑和注塑成型的塑料模塑件,而不适用于挤出、吹塑、发泡、烧结,深冲和排屑机加工工艺(pengding)成型的模塑件。
表1给出了应用于各种模塑材料的推荐公差等级。
模塑收缩率vs模塑收缩率是指23±2℃时模腔尺寸lw和模塑件尺寸lf之差,模塑件在成型后应置于标准气氛(din50014-23/50-2)中16h后立即测量其尺寸。
vs=(1-lw/lf)*100%流向收缩率vsr流向收缩率就是指成型时口服方向的模塑收缩率。
纵向收缩率vst横向收缩率是指成型时与注射方向相垂直方向的模塑收缩率。
模塑收缩率差∆vs模塑收缩率高就是指流向收缩率和纵向收缩率之差。
∆vs=vsr-vst更多概念请参考:din7708part1模塑件、压塑件、注塑件、模塑材料din16700压塑件、传递成型件、挤出、注塑成型件din7182part1&din7168part1公差、偏差、一般公差din7184part1&din7168part2形状公差和位置公差din7724标准中涉及的高聚物概念在模塑件检验时应采用本公差,参见第5节。
除非另外商定,不然需按第5节所示,在图纸中标注出其检验条件。
4.1一般公差(未注公差尺寸)通常公差等级见到表中1中第4列,与表中2中公差等级相对应当。
如果在生产文件、订单中,尺寸偏差的公差等级没有被明确规定,需根据din16901和表2中的公差等级对其作出标注。
塑料件公差标准

塑料件公差标准塑料件作为现代工业制造中不可或缺的一部分,在各种机械设备、电子产品和日常用品中都有着广泛的应用。
而塑料件的质量和尺寸精度往往直接影响着整个产品的质量和性能。
因此,塑料件的公差标准显得尤为重要。
首先,我们需要了解什么是公差。
公差是指零件尺寸允许偏离其公称尺寸的最大和最小限差。
在塑料件的生产过程中,由于各种原因,如模具磨损、材料收缩等,都会导致最终产品的尺寸与设计要求有所偏差。
因此,通过对塑料件的公差进行规定和控制,可以确保产品的尺寸精度和装配性能。
塑料件的公差标准通常包括了尺寸公差、形位公差和表面质量要求。
尺寸公差是指在零件的加工过程中,允许的尺寸偏差范围,通常用公差带来表示。
形位公差则是指零件的几何形状和位置之间的偏差范围,它包括了平面度、圆度、直线度等要求。
表面质量要求则是指零件表面的光洁度、瑕疵和氧化层等要求。
在实际生产中,塑料件的公差标准是由设计师根据产品的使用要求和生产工艺确定的。
一般来说,对于精度要求较高的产品,公差标准会相对严格,而对于一些一般要求的产品,则可以适当放宽公差标准。
此外,不同的塑料材料也会对公差标准产生影响,因为不同的材料具有不同的收缩率和热变形特性。
在塑料件的加工过程中,严格控制公差是非常重要的。
一方面,合理的公差设计可以减少生产成本,提高生产效率;另一方面,严格的公差控制可以确保产品的质量,提高产品的可靠性和使用寿命。
因此,生产厂家需要根据产品的实际需求,合理制定公差标准,并严格执行。
总之,塑料件的公差标准对产品的质量和性能有着直接的影响。
合理制定和严格执行公差标准,可以保证产品的尺寸精度和装配性能,提高产品的质量和可靠性,从而满足客户的需求,赢得市场竞争力。
因此,对于塑料件制造企业来说,加强对公差标准的研究和控制,是非常重要的。
塑料件公差标准

塑料件公差标准
我国对于塑料件尺寸公差的规定,主要在GB/T1804-2000《公差计量》标准中进行了统一规定。
其中,针对不同的尺寸公差等级,GB/T1804-2000标准中规定了相应的尺寸公差范围。
具体来说,GB/T1804-2000标准将塑料件尺寸公差分为12个等级。
其中,等级从ITOl到IT12,尺寸公差逐级增大。
实际应用中,尺寸公差等级的选择应根据实际需要和质量要求进行相应的确定。
此外,塑料件在生产过程中,其尺寸也会受到多种因素的影响,如模具的精度、注塑机的压力和温度、塑料材料的收缩率等。
为了确保塑料件的生产质量和尺寸精度,除了遵循GB/T1804-2000标准之外,还需要对生产过程中的各个环节进行严格的控制和管理。
对于塑料件的设计和生产而言,掌握和理解塑料成型工艺和材料特性是非常重要的。
例如,不同的塑料材料具有不同的收缩率和膨胀系数,因此在设计时需要考虑这些因素对塑料件尺寸的影响。
止匕外,注塑过程中的温度、压力和时间等因素也会影响塑料件的尺寸和形状。
因此,在生产过程中需要精确控制这些因素,以确保塑料件的质量和精度。
总之,我国对于塑料件尺寸公差的规定主要在GB/T1804-2000《公差计量》标准中进行了统一规定。
在实际应用中,需要综合考虑多种因素对塑料件尺寸的影响,以确定合理的尺寸公差范围和生产工艺参数。
同时,加强生产过程中的质量控制和管理也是保证塑料件质量和精度的关键。
塑料件尺寸公差标准

塑料件尺寸公差标准塑料件尺寸公差标准是指在塑料制品生产过程中,为了保证产品质量和尺寸精度的一种标准化管理方法。
塑料制品在生产过程中,由于各种因素的影响,会导致产品的尺寸偏差,因此需要对产品的尺寸公差进行严格的控制和管理。
本文将对塑料件尺寸公差标准进行详细介绍,希望能为相关行业的从业者提供一些参考和帮助。
首先,塑料件尺寸公差标准的制定是基于产品设计要求和生产工艺的实际情况。
在产品设计阶段,设计师需要根据产品的使用要求和功能要求确定产品的尺寸公差范围,以保证产品在使用过程中能够正常工作。
同时,生产工艺的不同也会对产品的尺寸公差产生影响,因此需要在生产过程中对尺寸公差进行有效的控制。
其次,塑料件尺寸公差标准的制定需要考虑到产品的材料特性和加工工艺。
不同的塑料材料具有不同的收缩率和变形特性,在产品加工过程中会对产品的尺寸产生影响,因此需要根据材料的特性确定合理的尺寸公差范围。
同时,不同的加工工艺也会对产品的尺寸产生影响,因此需要在制定尺寸公差标准时充分考虑加工工艺的要求。
另外,塑料件尺寸公差标准的制定需要考虑到产品的使用环境和要求。
不同的使用环境和要求对产品的尺寸精度有不同的要求,因此在制定尺寸公差标准时需要充分考虑产品的使用环境和要求,以保证产品能够正常使用。
最后,塑料件尺寸公差标准的制定需要注重实际情况和经验总结。
在实际生产过程中,不同的产品和材料可能会有不同的尺寸公差要求,因此需要根据实际情况进行具体的分析和总结,以制定合理的尺寸公差标准。
综上所述,塑料件尺寸公差标准的制定是一个复杂而又重要的工作,需要考虑到产品设计、材料特性、加工工艺、使用环境和实际情况等多个方面的因素。
只有在充分考虑这些因素的基础上,才能制定出合理的尺寸公差标准,保证产品的质量和尺寸精度。
希望本文能为相关行业的从业者提供一些参考和帮助,促进塑料制品行业的发展和进步。
SJT 10628-1995 塑料件尺寸公差
中华人民共和国电子工业部 19-42 950-2批准
19 -00 实 施 95 1- 1
S / 16 8 19 J T 2 一 95 0
38 收缩特性值 cnrco caa t iivle . ot tn r c rt a a i h r esc u 表示料流方向和垂直于料流方 向的塑料综合收缩能力, 2倍径 向收缩率减去 切向收缩 以 率的绝对值之差表示。
0.0 8
0. 2 9 1. 0 1. 2 l4 1 5 . 17 . 1 8 2 0 - 2 2 . 2 4 . 2 6 .
0.8 3
0. 2 4 0. 6 4 0. 0 5 0. 6 5
0.8 2
0. 0 3 03 .4
0.2 6
0. 8 6
S / 16 8 19 J T 2 一 9 5 0 续表 1 公 差
39 受模具活动 . 部分影响的尺寸 se cd mv lp tom u i eeeo o b as ol z f t n a e f d f r
由模具活动零件决定的塑料件尺寸。 4 尺寸公差 、 偏差的规定 4 1 尺寸分段 . 基本尺寸范围为一3至 10m 60 m。基本尺寸分段 一3 10 m, 至 2m 采用不均匀递增数列 ;4 10 至 10mm, 60 采用 R 0优先数系。 2 42 公差等级及数值 . 公差等级分 为 1 0级, 每级公差数值按表 1 规定。
通过测量所得的尺寸。( B 0 5 G 1 0中 ) 8
33 尺寸公差 d esnl a e . i noate n m i or c l
允许尺寸的变动量。( B 0 G 1 0中 8 8 )
34 尺寸偏差 d esn dvtn . i noa eao m i l i i 某一尺寸减去基本尺寸所得的代数差。(B 0 ) G 1 中7 8 0 35 塑料收缩率 psc ikg . ltsrga ai hn e
GBT14486-93塑料件尺寸公差
A 0.12 0.14 0.16 0.18 0.20 0.24 0.28 0.32 0.36 0.40 0.46 0.52 0.58 0.64 0.70 0.78 MT3
B 0.40 0.44 0.48 0.50 0.58 0.64 0.70 0.76 0.84 0.94 1.06 1.20 1.34 1.48 1.64 1.80
A 0.26 0.32 0.38 0.46 0.54 0.62 0.70 0.80 0.94 1.10 1.28 1.48 1.72 2.00 2.20 2.40 MT6
塑料件尺寸公差 GB/T14486--93
公差 公差 等级 种类 3
基本尺寸 6 10 14 18 24 30 40 50 65 80 100 120 140 160 180
A 0.07 0.08 0.09 0.10 0.11 0.12 0.14 0.16 0.18 0.20 0.23 0.26 0.29 0.32 0.36 0.40 MT1
常用材料模塑件公差等级的选用
未注公差 MT5 MT5 MT6 MT5 MT6 MT5 MT6 MT5 MT5 MT5 MT7 MT5 MT6 MT5 MT5
材料代号
模塑材料
PF
酚醛塑料
POM
聚甲醛
PP
PPO PPS PS PSU RPVC SPVC
VF/MF
聚丙烯
聚苯醚 聚苯硫醚 聚苯乙烯
聚砜 硬质聚氯乙烯 软质聚氯乙烯 氨基塑料氨 基酚醛塑料
模塑材料
无机填料填充 有机填料填充
塑料件尺寸公差及性能
塑料件尺寸公差1.范围本标准规定了注射、压制、挤塑等成型的热塑性和热固性塑料(不包括二次加工和发泡 成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件和测量方法。
本标准主要适用于电子产品用塑料件尺寸公差,其他产品用塑料件尺寸公差,亦可参照 采用。
2. 引用标准下列标准所包含的条文,通过在标准中引用而构成本标准的条文。
在标准出版时,所示 版本均为有效。
所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能 性。
公差与配合 总论 标准公差与基本偏差 光滑工件尺寸的检验 机械制图尺寸公差与配合注法3.1 基本尺寸 basic size设计给定的尺寸。
3.2 实际尺寸 actral size通过测量所得的尺寸。
3.3 尺寸公差 dimensional tolerance允许尺寸的变动量。
3.4 尺寸偏差 dimensional deviation某一尺寸减去基本尺寸所得的代数差。
3.5 塑料收缩率 plastic shringkage塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。
3.6 径向收缩率 radial shringkage指料流方向的塑料收缩率。
3.7 切向收缩率 tangential shringkage指垂直于料流方向的塑料收缩率。
3.8 收缩特性值 contraction chararcteristic value表示料流方向和垂直于料流方向的塑料综合收缩能力,以2倍径向减去切向收缩的绝对 值之差表示。
3.9 受模具活动部分影响的尺寸size effected movable parts of mould由模具活动零件决定的塑料件尺寸。
4 公差及偏差规定4.1 尺寸公差、偏关的规定基本尺寸范围为~3至600mm 。
基本尺寸分段-3至120mm 。
采用不均匀递增数列: 140〜1600mm ,采用R20优先数系。
4.2 公差等级及数值公差等级分为10级,每一级公差数值按表1规定。
塑料件公差尺寸分析
塑料件公差尺寸分析一、塑料件公差尺寸分析的意义1.确保产品质量:公差是指制品尺寸和几何形状与设计要求之间的差异,公差尺寸分析可以帮助确定塑料件的适用范围、功能性能和装配能力,从而确保产品的质量。
2.提高产品装配性能:在进行塑料件的装配过程中,如果公差控制不好,可能会导致装配困难、配件之间的间隙过大或过小,甚至装配失效。
公差尺寸分析可以帮助设计人员确定合适的公差范围,提高产品的装配性能。
3.降低生产成本:合理控制塑料件的公差范围可以减少废品率和返工率,降低生产成本。
另外,公差尺寸分析还可以帮助设计人员优化产品结构、材料选择和制造工艺,进一步降低生产成本。
二、塑料件公差尺寸分析的方法1.了解设计要求:在进行公差尺寸分析之前,首先需要了解产品的设计要求,包括尺寸、形状、功能等方面的要求。
2.确定公差类型:根据产品的要求和使用环境,确定所需的公差类型,例如位置公差、形状公差、尺寸公差等。
3.分析公差影响:通过公差链分析方法,逐级分析各部件的公差传递关系和累积误差,确定每个部件的公差要求,以及相邻零件之间的协调公差。
4.选择公差分配方式:根据产品的特点和生产工艺选择合适的公差分配方式,包括最大公差法、最小公差法、均匀分配法等。
5.绘制公差辅助图:公差辅助图是对产品尺寸和公差的图形表示,通过绘制公差辅助图,可以更清晰地表示出产品的公差要求和控制范围。
6.进行公差分析:利用公差分析软件或手动计算,对产品的公差进行分析计算,确定各个尺寸的公差范围,并得出相应的公差控制措施。
三、塑料件公差尺寸分析的注意事项1.全局优化:在进行公差尺寸分析时,要考虑整体的优化问题,而不仅仅关注单独的一些零件或部件。
2.参考标准选择:选择合适的参考标准进行公差分析是非常重要的,不同的标准对公差的计算和控制方法有不同的规定。
3.与制造工艺结合:塑料制品的公差控制还需要结合具体的制造工艺来考虑,例如模具加工精度、注塑工艺参数等。
4.产品功能要求:公差尺寸分析还要根据产品的实际功能要求来确定公差范围,例如产品的密封性能、装配的摩擦力等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料件尺寸公差
1.范围
本标准规定了注射、压制、挤塑等成型的热塑性和热固性塑料(不包括二次加工和发泡成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件和测量方法。
本标准主要适用于电子产品用塑料件尺寸公差,其他产品用塑料件尺寸公差,亦可参照采用。
2.引用标准
下列标准所包含的条文,通过在标准中引用而构成本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能性。
GB1800-79 公差与配合总论标准公差与基本偏差
GB3177-82 光滑工件尺寸的检验
GJB4458.5-84 机械制图尺寸公差与配合注法
3.定义
3.1基本尺寸basic size
设计给定的尺寸。
3.2实际尺寸actral size
通过测量所得的尺寸。
3.3尺寸公差dimensional tolerance
允许尺寸的变动量。
3.4尺寸偏差dimensional deviation
某一尺寸减去基本尺寸所得的代数差。
3.5塑料收缩率plastic shringkage
塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。
3.6径向收缩率radial shringkage
指料流方向的塑料收缩率。
3.7切向收缩率tangential shringkage
指垂直于料流方向的塑料收缩率。
3.8收缩特性值contraction chararcteristic value
表示料流方向和垂直于料流方向的塑料综合收缩能力,以2倍径向减去切向收缩的绝对值之差表示。
3.9受模具活动部分影响的尺寸size effected movable parts of mould
由模具活动零件决定的塑料件尺寸。
尺寸公差、偏关的规定
基本尺寸范围为~3至600mm。
基本尺寸分段~3至120mm。
采用不均匀递增数列:140~1600mm,采用R20优先数系。
2公差等级及数值
公差等级分为10级,每一级公差数值按表1规定。
表1
4.3 偏差的规定
本标准只规定公差,而基本尺寸的上下偏差,可按需要分配。
例如:Φ60mm 的6级公差为0.32mm ,其上下偏差可分配为:
Φ60+0.300mm ,Φ600-0.32mm ,Φ60+0.20-0.12mm ,Φ60+0.42+0.12mm ,Φ60+0.16
-0.16mm
4.4 受模具活动部分影响的尺寸公差
受模具活动部分影响的尺寸公差,为本标准规定的公差值与附加值之和。
1、2级附加值为0.02mm:3、4级附加值为0.04mm:5至7级附加值为0.1mm:8、10级附加值为0.2mm:
5未注公差
尺寸未注公差,按表1规定的7~10级公差选用。
公差等级的选用
6测量方法
6.1 公差测量条件
a.标准测量温度为20±2℃;
b.相对湿度为(65±5)%;
c.待塑料件成型后24h及“后处理”后进行测量。
6.2 公差的测量方法
公差的测量方法和量具,按GB3177的规定。
7公差的注法
公差的注法,按GB4458.5的规定。
4.
5.
TABLE 1 : DIMENSIONAL TOLERANCES - GROUP 1 MATERIALS
TABLE 2 : DIMENSIONAL TOLERANCES - GROUP 2 MATERIALS
TABLE 3 : DIMENSIONAL TOLERANCES - GROUP 3 MATERIALS
MOULD SHRINKAGE AND COEFFICIENTS OF LINEAR EXPANSION
Note :
The mould shrinkage and coefficient of expansion of f ibre filled
mater
ials will vary
in
directions parallel and perpendicular to the flow.。