液压油缸检修工艺卡
液压缸出厂检验报告及焊接件工艺记录卡
液压缸出厂检验报告及焊接件工艺记录卡
出厂日期: [填写日期]
出厂编号: [填写编号]
工作性能检查: 液压缸是否能够正常工作,包括压力、速度、位移等参数的测试。
尺寸检查: 液压缸各部位尺寸是否符合设计要求。
工作性能检查: 液压缸工作正常,压力、速度、位移等参数符合设计要求。
尺寸检查: 液压缸各部位尺寸符合设计要求。
焊接材料: [填写材料]
焊接方法: [填写方法]
焊接工艺规程编号: [填写编号]
焊接电压: [填写电压]
焊接速度: [填写速度]
焊接时间: [填写时间]
焊接操作人员: [填写姓名]
焊接设备型号: [填写设备型号] 焊接工艺记录: [填写记录]
焊缝牢固,无明显焊接缺陷。
以上为《液压缸出厂检验报告及焊接件工艺记录卡》的内容。
9E燃机检修工艺卡
主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:MS9001E燃机检修工艺单主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:质量检验单MS-9001系列修前检查□修后检查□机组号燃机号日期主机专工:总工程师:甲方代表:质量检验单MS-9001系列修前检查□修后检查□机组号燃机号日期主机专工:总工程师:甲方代表:质量检验单MS-9001系列修前检查□修后检查□机组号燃机号日期主机专工:总工程师:甲方代表:质量检验单MS-9001系列修前检查□修后检查□机组号燃机号日期主机专工:总工程师:甲方代表:质量检验单MS-9001系列修前检查□修后检查□机组号燃机号日期。
检修工序工艺卡
质量标准检修结果工作负责人弹性良好,无变形,无裂伤,无锈蚀。
0.105—0.155mm 0.10—0.14mm 无毛刺,无严重磨损,无残缺。
0.12—0.16mm 无毛刺,无严重磨损,无残缺。
检修项目继动器拉弹簧弹簧长度调节螺杆高度h外观检查设备名称# 机 高压主汽阀油动机检修日期活塞杆与上盖径向间隙外观检查继动器与下盖径向间隙与错油门径向间隙0.125—0.175mm 继动器活塞与小油缸间隙外观检查与错油门套筒间隙错油0.08—0.13mm1.高压主汽阀油动机检修质量控制卡无毛刺,无严重磨损,无残缺。
0.05—0.15mm 0.05—0.15mm 表面完好,无变形,无裂伤,无毛刺。
0.15—0.29mm 0.25—0.40mm 轴承转动灵活,无锈蚀、损伤。
结合面平整,无损伤,更换新的青壳纸垫。
丝扣完好,紧固牢靠。
无弯曲,配合牢靠。
290mm 255mm0.464—0.58mm无渗、漏油。
灵活 无卡涩质量标准检修结果工作负责人弹性良好,无变形,无裂伤,无锈蚀。
0.105—0.155mm 0.10—0.14mm 无毛刺,无严重磨损,无残缺。
0.125—0.175mm 无毛刺,无严重磨损,无残缺。
门径向间隙0.08—0.13mm 弹簧长度外观检查无毛刺,无严重磨损,无残缺。
外观检查油动机活错油门套筒与油动机壳体油动机活塞与壳体径向间隙活塞环口间隙反馈轴承检查塞杆与上衬套径向间隙与下衬套径向间隙外观检查缓冲缸间隙充油检查油动机活动试验结合面检查紧固螺栓检查销检查油动机行程全行程工作行程检修项目继动器拉弹簧弹簧长度调节螺杆高度h外观检查2.高压调节汽阀油动机检修质量控制卡设备名称# 机 高压调节汽阀油动机检修日期活塞杆与上盖径向间隙外观检查继动器与下盖径向间隙与错油门径向间隙0.125—0.175mm 继动器活塞与小油缸间隙外观检查与错油门套筒间隙错油0.08—0.13mm无毛刺,无严重磨损,无残缺。
0.05—0.15mm 0.055—0.168mm 表面完好,无变形,无裂伤,无毛刺。
设备检修工艺卡-压力表
乙 方
一级
签名方
一级
签名:
二级
签名:
三级
签名:
伊犁新天煤化工
有限责任公司
质量监督点签证单
页:
版次:1
编号:
设备名称
工作负责人
监督点类别
□H
□W
监督点名称
监督点编号
质
量
监
督
点
自
检
情
况
检修标准:
检修情况:
记录者:
甲方
乙方
验收
级别
意见
签字
日期
验收
级别
意见
签字
日期
一级
□合格□不合格
一级
□合格□不合格
二级
□合格□不合格
二级
□合格□不合格
三级
□合格□不合格
三级
□合格□不合格
3、使用压力校验台对压力表进行校验,并填写校验记录
5、将二次阀及压力表回装
6、就地压力表挂牌、计量标签粘帖,重新投用压力表
二、质量要求:
1、压力表外观无损坏
2、压力表零点指示正常
3、相对误差及变差在精度等级范围内
4、轻敲位移在允许误差范围内
3、检修记事(主要工作内容及遗留问题):
四、设备变动情况及材料消耗:
伊犁新天煤化工
有限责任公司
设备检修工艺卡
页:
版次:
编号:
检修工艺卡清单
序号
名称
编号
二级验收人
三级验收人
伊犁新天煤化工
有限责任公司
设备检修工艺卡
页:
版次:
编号:
项目名称:热电就地压力表及电接点压力表检修
液压缸的检修工艺方法

液压缸的检修工艺方法下图所示是常见的燃料设备用液压缸结构:▲常见的燃料设备用液压缸结构一、液压缸检修安全措施及注意事项(1)被拆卸液压缸泄压时,必须观察设备有无变化,如有变化应立即停止作业。
(2)起吊液压缸的钢丝绳在捆绑时应在油管附近加垫方,防止油管损坏。
(3)在运输过程中,应将液压缸用垫方垫好,防止脱落。
(4)当起吊活塞杆时,应避免将活塞杆划伤(5)拔出活塞杆时,应平稳进行,防止将活塞杆碰伤(6)拆卸液压缸上部的销轴和高空起吊作业过程中,必须系安全带。
(7)液压缸在地面试压时,应注意平衡点发生的变化,防止液压缸翻倒。
(8)如果液压缸销轴因锈蚀或其他原因过紧而使得拆卸困难需要加热,必须严格控制加热温度。
防止液压缸因加热变形和活塞的密封件损坏。
二、液压缸的检修项目(1)初步检查缸体漏油情况,并详细记录。
(2)检查各部螺栓连接,对于不符合适用要求的要予以更换。
(3)检查液压缸外接胶管、接头并进行耐压检测,依据检查结果和检修标准予以更换。
(4)拆卸并检查液压缸上、下铰座的连接情况以及关节轴承,依据检查结果和检修标准予以检修或更换。
(5)液压缸解体检查。
①检查并测量缸体内壁,针对磨损情况参照缸体标准精度,制订修理方案(涂镀及桁磨等)。
①检查并测量导向套的磨损情况,必要时进行更换。
①检查并测量缸体、活塞杆及防尘套、活塞及活塞环等,依据检查结果和检修标准予以检修或更换。
①检查液压缸上部密封(组合橡胶密封、骨架油封、O形胶环、缸口法兰铝垫、石棉垫等)。
如损坏或老化,应立即更换。
6)液压缸组装后,应进行打压试验。
三、液压缸的检修质量标准(1)各密封件密封良好,无裂纹损伤;橡胶密封件无老化变质。
(2)各连接件牢固无松动、变形及裂纹损伤,焊缝不得有裂纹。
(3)缸体内孔的圆度、圆柱度误差不大于0.01~0.02mm,轴线直线度误差在500mm长度上不大于0.04mm。
(4)缸体内表面粗糙度在Ra0.8μm以下,无划痕、裂纹和飞边。
液压油缸加工工艺流程图
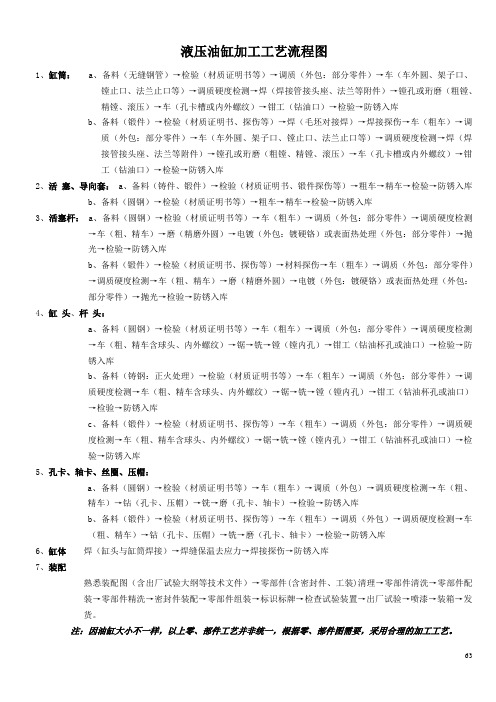
液压油缸加工工艺流程图1、缸筒:a、备料(无缝钢管)→检验(材质证明书等)→调质(外包:部分零件)→车(车外圆、架子口、镗止口、法兰止口等)→调质硬度检测→焊(焊接管接头座、法兰等附件)→镗孔或珩磨(粗镗、精镗、滚压)→车(孔卡槽或内外螺纹)→钳工(钻油口)→检验→防锈入库b、备料(锻件)→检验(材质证明书、探伤等)→焊(毛坯对接焊)→焊接探伤→车(粗车)→调质(外包:部分零件)→车(车外圆、架子口、镗止口、法兰止口等)→调质硬度检测→焊(焊接管接头座、法兰等附件)→镗孔或珩磨(粗镗、精镗、滚压)→车(孔卡槽或内外螺纹)→钳工(钻油口)→检验→防锈入库2、活塞、导向套: a、备料(铸件、锻件)→检验(材质证明书、锻件探伤等)→粗车→精车→检验→防锈入库b、备料(圆钢)→检验(材质证明书等)→粗车→精车→检验→防锈入库3、活塞杆: a、备料(圆钢)→检验(材质证明书等)→车(粗车)→调质(外包:部分零件)→调质硬度检测→车(粗、精车)→磨(精磨外圆)→电镀(外包:镀硬铬)或表面热处理(外包:部分零件)→抛光→检验→防锈入库b、备料(锻件)→检验(材质证明书、探伤等)→材料探伤→车(粗车)→调质(外包:部分零件)→调质硬度检测→车(粗、精车)→磨(精磨外圆)→电镀(外包:镀硬铬)或表面热处理(外包:部分零件)→抛光→检验→防锈入库4、缸头、杆头:a、备料(圆钢)→检验(材质证明书等)→车(粗车)→调质(外包:部分零件)→调质硬度检测→车(粗、精车含球头、内外螺纹)→锯→铣→镗(镗内孔)→钳工(钻油杯孔或油口)→检验→防锈入库b、备料(铸钢:正火处理)→检验(材质证明书等)→车(粗车)→调质(外包:部分零件)→调质硬度检测→车(粗、精车含球头、内外螺纹)→锯→铣→镗(镗内孔)→钳工(钻油杯孔或油口)→检验→防锈入库c、备料(锻件)→检验(材质证明书、探伤等)→车(粗车)→调质(外包:部分零件)→调质硬度检测→车(粗、精车含球头、内外螺纹)→锯→铣→镗(镗内孔)→钳工(钻油杯孔或油口)→检验→防锈入库5、孔卡、轴卡、丝圈、压帽:a、备料(圆钢)→检验(材质证明书等)→车(粗车)→调质(外包)→调质硬度检测→车(粗、精车)→钻(孔卡、压帽)→铣→磨(孔卡、轴卡)→检验→防锈入库b、备料(锻件)→检验(材质证明书、探伤等)→车(粗车)→调质(外包)→调质硬度检测→车(粗、精车)→钻(孔卡、压帽)→铣→磨(孔卡、轴卡)→检验→防锈入库6、缸体焊(缸头与缸筒焊接)→焊缝保温去应力→焊接探伤→防锈入库7、装配熟悉装配图(含出厂试验大纲等技术文件)→零部件(含密封件、工装)清理→零部件清洗→零部件配装→零部件精洗→密封件装配→零部件组装→标识标牌→检查试验装置→出厂试验→喷漆→装箱→发货。
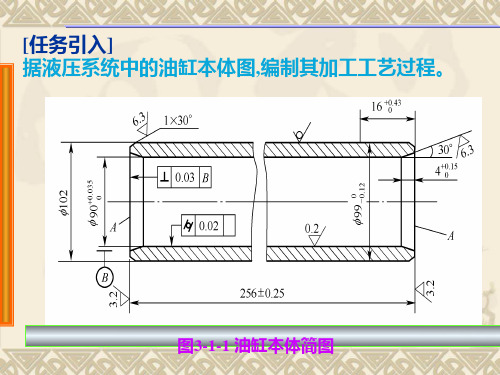
项目3、油缸本体套类零件工艺过程卡编制
三.减少套筒类零件加工变形措施 (1)减少装夹时夹紧力对变形的影响。 ① 使夹紧力分布均匀。为防止工件因局部受力引起变形, 应使夹紧力均匀分布。如图3-18所示用三爪自定心卡盘 夹紧圆形截面的薄壁套时的夹紧情况: 图a:夹紧力分布不均,夹紧后套筒呈三棱形; 图b:夹紧力分布均匀,加工出符合要求的圆孔 图c:松开卡爪,工件外圆因弹性变形恢复成圆形,而已 加工出的圆孔却变成了三棱形。 图d:为避免出现这种现象,应采用开口过渡环或专用卡 爪(图e)。
(2)减小切削力对变形的影响。 ① 减小背向力。增大刀具主偏角Kr,可有效减小切削的背向力 Fp,使作用在套筒件刚度较差部位的径向力明显降低,从而减 小径向变形量。 ② 使切削力平衡。内外圆同时加工,可使切削时的背向力相互 平衡(内、外圆车刀刀尖相对),从而大大减少甚至消除套筒 件的径向变形。 (3)减小切削热对变形的影响。切削热引起的温度升降和分布 不均匀会使工件发生热变形。合理选择刀具几何角度和切削用 量,可减少切削热的产生;使用切削液可加快切削热的传散; 精加工时使工件在轴向或径向有自由延伸的可能,这些措施都 可以减少切削热引起的工件变形。 (4)粗、精加工应分开进行。将套筒类零件的粗、精加工分开, 可使粗加工时因夹紧力、切削力、切削热产生的变形以及在热 处理中产生的变形在精加工中得到纠正。
4、毛坯选择 由于零件材料为45,零件无受力要求,仅内孔 有耐磨要求,故不采用锻件,而棒料加工工序多 ,浪费材料,选择与其形状接近的无缝钢管。 其毛坯外圆φ102,内孔:φ90-5=φ85,其 壁厚=(102-85)/2=8.5,长度256+6=262, 故毛坯尺寸为φ102×8.5×262 5、拟定工序内容:套类零件加工基本 过程为:备料—热处理(锻件调质或正火、铸件退火) —粗车外圆及端面—调头粗车另一端面及外圆—钻孔 和粗车内孔—热处理(调质或时效)—精车内孔—划线 (键槽及油孔线)—插(铣、钻)—热处理—磨孔—磨外圆。 此处外圆不用加工,内孔不需要钻孔,也无槽,故油缸
液压缸检修工艺流程
液压缸检修工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!Download Tip: This document has been carefully written by the editor. I hope that after you download, they can help you solve practical problems. After downloading, the document can be customized and modified. Please adjust and use it according to actual needs. Thank you!液压缸检修工艺流程:①安全准备:断开液压源,排空液压缸内油液,确保作业环境安全。
②拆解检查:按照顺序拆卸缸盖、活塞杆、导向套等部件,注意标记零件位置,避免装配错误。
检查活塞、活塞杆、密封圈等磨损情况。
③清洁测量:彻底清洁各部件,检查活塞杆直线度、缸筒内壁磨损及损伤,测量缸筒内径、活塞杆直径,确认修复或更换需求。
④修复处理:针对磨损或损伤部件,采用机械加工、焊接修补、堆焊、镀铬等方法修复。
活塞杆表面处理,确保光滑度。
⑤更换密封:根据检查结果,更换所有损坏的密封圈、防尘圈等,选用合适规格的密封件。
⑥装配调整:按原顺序装配各部件,注意安装导向套、活塞杆密封时的位置与预紧力,确保装配质量。
⑦功能测试:重新连接液压源,进行功能测试,检查有无泄漏,活塞动作是否顺畅,力矩及速度是否达标。
⑧性能验证:根据液压缸的工作特性,进行负载试验,确保达到设计工作压力和行程要求,记录测试数据。
⑨油漆防护:检修完毕,对液压缸外部进行清洁并涂刷防锈漆,增强防腐能力。
⑩记录归档:整理检修过程中的检测数据、更换零件记录及测试报告,归档备查,为后续维护提供依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.1用专用清洗机对缸体内部清洗
直到没有沉淀颗粒为止
5.2对拆解的零件用橡胶水或柴油等清洗剂进行清洗
清理完成后包裹保存
6.回装
6.1安装各处的密封装置;
使用专用工具
6.2拧紧螺纹连接件
应使用专用扳手力矩应符合标准要求
6.3装配活塞与活塞杆
检测其同轴度和在全长上的直线度是否有偏差,若有则进行校正
做好检修记录
10.工作结束
7.1检修痕迹清理
恢复现场设备铭牌与标识,清理设备表面污渍等
7.2彻底清理现场
工完料尽场地清
交底记录
交底人对本项工作检修工序和技术要求向工作组成员交底。
交底人:
被交底人已经熟知上述工序和技术要求。
被交底人:
日期年月日
保证油缸的完整性,不得野蛮施工。
3.2对油缸外表面检查
管接头处是否变形是否有堵头,油缸端盖是否变形。若出现以上问题进行相应的处理
4.拆解及检查
4.1运用相应工具及工装对对应油缸进行拆解
除前做好定位标记,以便复装。吊装时注意防止磕碰损坏设备。
4.2测量口环间隙对活塞杆表面镀层进行检查
若损坏严重暂作报废处理
6.4将装配好的活塞杆与缸筒进行装配
7.实验
7.1低压试验(3MPa)保压30min
检查是否漏液
7.2高压试验(30MPa)保压30min
检查是否漏液
8.打磨喷漆
8.1使用抛光机对缸体表面进行打磨
喷漆时将活塞杆头进行包扎防止油漆喷到活塞杆上
8.2用喷漆机对油缸表面喷漆
9.入库
验收合格后由专人入库并办理入库清单
液压油缸检修工艺卡
设备名称
液压油缸
KKS编码
设备型号
检修日期
施工单位
工作负责人
主要工具
手锤、扳手、铜棍、撬棍、内六角、錾子、螺丝刀、换密封件专用工具等
主要备件
密封件、O型圈
项目
检修工序
质量标准
数据记录
质量签证点
1.修前准备
1.1工作票
符合《安规》有关热力机械工作票要求
1.2检修文件
①工作票:运行许可;
1.6图纸资料
图纸资料与现场设备一致。
1.7安全措施落实
工作负责人与许可人对照工作票隔离措施逐项检查确认全部隔离风险控制措施
2.现场准备
检修现场铺设、工具、备品备件摆放整齐
做好三不落地,保护地面及周围设备,使用安全警示带隔离检修现场。
3.清理与检查
3.1对油缸外表面进行清洗直到没有残留煤渣
②工艺卡:已经审批;
③风险预控票:风险(显性、隐性)辨识全面,控制措施完备、可行;
④检修文件包或作业指导书:已审批完毕。
1.3检修工具、量具(外观检查)
①常用工器具:无弯曲、歪斜、变形、缺口、破损、凹入及裂纹、腐蚀,手柄牢固
②常用量具:无损坏、活动灵活无卡涩、测量精准无误差
1.4个体防护
穿防护鞋、手套、戴防尘口罩、戴防护面罩(眼镜)等