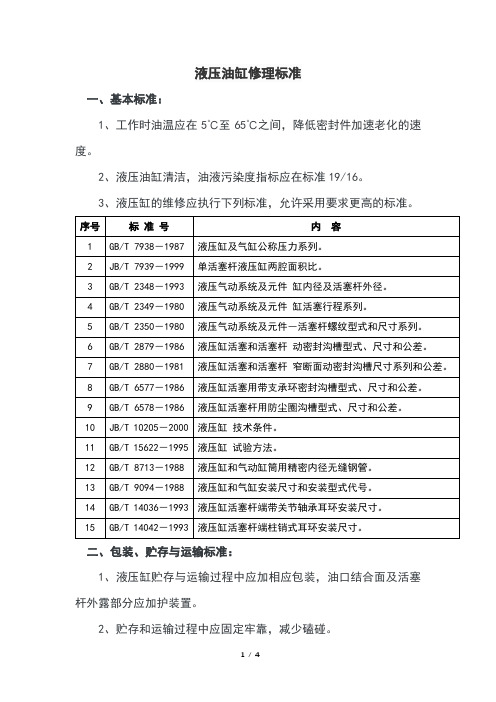
液压油缸维修标准
液压缸修复技术及工艺流程绝密
液压缸修复技术及工艺流程绝密Pleasure Group Office【T985AB-B866SYT-B182C-BS682T-STT18】液压缸修复简介及工艺流程工程机械常见的破坏形式主要包括摩擦副的磨损和局部破坏(拉伤、电击伤、压坑等)。
对于磨损件的修复,传统的修复方法包括:机械加工修理法(如修理尺寸法、附加零件法、局部更换法等)、焊接修理法(堆焊、补焊、钎焊等)和电镀修理法(低温镀铁、镀铬)等。
对于结构简单的零部件也可以采用热喷涂(热喷焊)修复技术。
对于重要零部件的局部破坏(如液压杆、油缸的拉伤、电击伤、压坑等),采用上述维修方法常常是费工、费时、费料甚至无法修复。
以下主要介绍一些局部破坏的修理方法,并详细说明每种方法的优缺点。
一、焊修技术的优缺点对于局部损伤,常用的焊修方法包括补焊、堆焊、钎焊等,每一种焊修方法都有其自身的特点和不足。
1。
补焊焊接技术用于修复零部件的局部缺陷时称之为补焊。
补焊的最大特点是施工简便、修复成本低、时间短。
补焊时应根据材质的种类选用恰当的补焊材料和补焊工艺。
对于普通碳素钢,应根据材质的碳当量(而不是含碳量)确定补焊方法。
对于不锈钢、铸铁、铝及铝合金应的补焊应特别注意材质的性能和工件的使用环境,做到基体问题具体分析,把握好焊前处理、施焊、焊后处理方法及施工参数。
既然补焊是焊接的一种特殊形式,在施焊过程中不可避免地会在焊修部位形成熔池(产生局部高温),从熔池到工件本体之间的不均匀加热必然造成焊区及热影响区产生热应力,导致焊修件变形、裂纹(如铸铁件、高碳钢件炸口等)、局部硬化、相组织变化、疲劳性能下降等缺陷。
焊修过程中还会导致熔池及熔池附近产生气孔、相变、机械性能降低等问题。
因此,用补焊方法修复局部缺陷,常常是一种不得已而为之的选择。
2。
钎焊为了降低焊修时的施焊温度,人们使用熔点较低的焊料进行热熔焊——人们常称之为钎焊。
补焊与钎焊的最大不同之处在于钎焊时在工件上不形成熔池,在钎焊过程中熔化的只是钎料(钎料的熔点较低),基体并未真正熔化,利用钎料熔化后的浸润作用粘附基体并在钎焊部位形成修复层。
液压油缸修理标准
液压油缸修理标准二、包装、贮存与运输标准:1、液压缸贮存与运输过程中应加相应包装,油口结合面及活塞杆外露部分应加护装置。
2、贮存和运输过程中应固定牢靠,减少磕碰。
3、起时应拴挂牢靠,以免摔碰。
三、液压缸的拆装标准:1、拆卸液压缸前,应使液压缸回路中的降为。
2、拆卸时要损坏液压缸的件。
3、由于液压缸的具体结构不尽相同,拆卸的顺序也不尽相同,要根据具体情况进行判断。
4、在件拆除检查后,应将件保存在较干净的环境中,并加装磕碰的装置,重新装配前,应将件清洗干净。
四、工作环境的标准:1、在风雨环境中,液压缸的外表应进行锈处理。
2、在高温环境下工作时,应在液压缸周围设置隔热装置。
3、在尘土较大的工作环境,应考虑在液压缸外加装尘设施。
五、清洗及检查标准:1、在生产车间内对油缸外表面开展清洗,直至沒有残余的炉渣就可以。
2、对油缸外表面检查,检查內容包含管接头处是不是形变,是不是有管接头,油缸轴承端盖是不是形变。
3、假如发觉之上难题,开展立即的解决。
六、检查标准:1、用专用工具对油缸开展拆卸,对活塞杆表面涂层开展检查;2、假如发觉油缸毁坏比较严重,作损毁解决。
七、清洗标准:1、用专用型清洗机对液压机油缸的发动机缸体的內部开展完全清洗,沒有沉积颗粒物就可以;2、对拆卸的零件用橡胶水或柴油机等开展清洗。
八、安装标准:1、派专职人员安裝各个地方的密封性设备;2、法兰连接件扭紧时,应应用专用扳手,扭矩应符合规定规定;3、活塞杆与活塞杆安装后,检验平行度和总长上的平行度是不是发生误差,如果有,开展立即校准。
九、实验标准:1、低电压实验(3MPa)维持三十分钟,检查是不是液漏;2、交流耐压试验(30MPa)维持三十分钟,检查是不是液漏。
十、打磨抛光喷涂标准:1、应用研磨抛光机对发动机缸体表面开展打磨抛光。
2、用喷气机对发动机缸体表面开展喷涂。
3、喷涂时,将活塞杆头简易捆扎,避免喷入活塞杆上。
十一、液压油缸的检测、检验技术标准:1、在回油滤芯中查找故障信息源;2、利用回油路测压法检测液压缸;3、利用沉降量检测液压油缸;4、利用泄漏量检测液压缸;5、液压油缸的加工精度取决于装备水平、生产工艺及检测手段。
工程液压油缸标准

工程液压油缸是一种常用的执行机构,在工程装备、机械设备等领域广泛应用。
液压油缸的标准主要包括以下几个方面:
1. 结构标准:液压油缸的结构标准包括油缸的形状、尺寸、连接方式等要求。
例如,油缸的构造类型可以是单作用油缸、双作用油缸或多级油缸;连接方式可以是螺纹连接、法兰连接或销轴连接等。
2. 工作压力和额定压力:液压油缸的工作压力是指在正常工作条件下能够承受的压力范围,而额定压力是指在特定条件下,设计者期望油缸能够承受的最大压力。
标准中通常规定了液压油缸的工作压力和额定压力的范围。
3. 泄漏标准:液压油缸的泄漏标准规定了油缸在工作过程中允许的泄漏量。
根据不同应用场景和要求,液压油缸的泄漏标准可能有所不同,一般分为额定泄漏和允许泄漏两个指标。
4. 质量和耐久性要求:液压油缸的标准通常包括油缸的材质、表面处理、密封件要求等质量和耐久性方面的要求。
例如,油缸的材质可以是铸铁、钢、铝合金等;表面处理可以采用防锈涂层、涂漆等方式。
以上只是一些常见的液压油缸标准要求,具体的标准可能因地区、行业和应用不同而有所差异。
在实际选择和使用液压油缸时,应参考相关的国家标准、行业标准或生产厂家提供的技术文件,以确保油缸的安全、可靠和符合要求。
油缸验收标准
九江萍钢钢铁有限公司维修厂文件
机械液压技术组之
《油缸验收标准》
1 目的:
因目前生产现场使用的油缸许多为修复件,所以我们必须用正确的验收标准来对修复后的油缸进行安装前的验收,才能保证油缸的使用周期。
2 适用范围
维修厂各类油缸的验收。
3 具体规范要求
3.1表面验收:检查油缸表面是否有明显裂纹或碰撞痕迹,各油口是否有防护密封板,油口丝牙是否有损坏,对紧固螺栓进行二次紧固。
3.2试运转:被试液压缸在空负载工况下全行程往复动作5 次以上,检查活塞动作是否平稳,活塞杆是否有划痕拉伤,可见密封是否有破损。
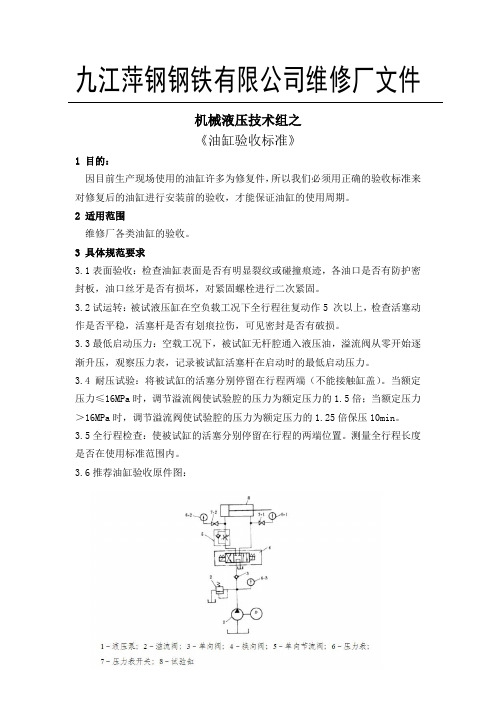
3.3最低启动压力:空载工况下,被试缸无杆腔通入液压油,溢流阀从零开始逐渐升压,观察压力表,记录被试缸活塞杆在启动时的最低启动压力。
3.4耐压试验:将被试缸的活塞分别停留在行程两端(不能接触缸盖)。
当额定压力≤16MPa时,调节溢流阀使试验腔的压力为额定压力的1.5倍;当额定压力>16MPa时,调节溢流阀使试验腔的压力为额定压力的1.25倍保压10min。
3.5全行程检查:使被试缸的活塞分别停留在行程的两端位置。
测量全行程长度是否在使用标准范围内。
3.6推荐油缸验收原件图:。
液压油缸标准.
液压油缸标准在做汉力达品牌液压油缸的销售工作中,经常碰到客户对液压油缸的标准概念比较模糊。
油缸执行标准有:ISO 国际标准,各个国家的标准如国标GB 、JIS 日标、ANSI 美标、DIN 德标、法标NF 、欧标EN 等等。
或者您有疑惑,为什么我们需要知道油缸的执行标准么?油缸标准跟油缸选型有什么关系呢?我们先看看各个系列拉杆油缸的执行标准:我们分情况给您分析:情况一、您的设备之前使用进口油缸,用的CJT14油缸,由于进口油缸成本大,而且交期慢,目前国内的油缸厂家质量有逐步的提升,想进口油缸国产化,用国产油缸替换。
1)我们先查得CJT14是符合德标、法标、国际标准,使用压力是14Mpa ,可用汉力达品牌的HOB 系列油缸替换。
2)不同标准下外形尺寸会略有不同,所以我们对比下CJT14和HOB 的外形尺寸区别,这些差别,您是否能接受,还是需要保持CJT 的外形尺寸。
■活塞杆端尺寸:有无定位台阶、活塞杆直径、螺纹尺寸、突出的杆长尺寸台阶▼导向套▼■进出油口尺寸(管接头、油管的选择)涉及到您管接头、油管(软管或硬管)的尺寸,如有特殊要求,需要跟油缸厂家明确。
■不同安装方式有不同的安装尺寸,以下举例说明。
基本型安装:您用螺丝杆与设备的铁板连接,此时四根螺丝杆的尺寸为安装尺寸:MOB 油缸基本型▼前法兰安装:FX*FR:安装孔尺寸;FD:安装孔尺寸;FT:法兰盘厚度HOB油缸前法兰安装▼耳环安装:安装孔距;安装孔直径;工程油缸耳环安装▼脚座安装:LX*ZL安装孔距;T脚座厚度(影响安装中心高)HOB油缸前后脚座▼情况二、您的设备配套液压缸之前用的A 厂家,现在想采用汉力达品牌的油缸,但是不知道是否通用。
1)您先看A 厂家出售给您的油缸是执行什么标准,什么型号的。
比如是MOB 油缸,则可以达到互换性,您完全可以采购汉力达品牌的油缸替换。
2)A 厂家给您的油缸是符合他自己厂标的。
则需要拿到厂标是什么,或者油缸图纸,或者提供实物图,我们才能给您制作。
金宇液压油缸执行标准
金宇液压油缸执行标准
金宇液压油缸是一种常见的液压元件,广泛应用于各种机械设备中。
为了确保液压油缸的质量和性能,制定了一系列的执行标准。
首先,液压油缸的执行标准包括国家标准、行业标准和企业标准。
其中,国家标准是指由国家标准化管理委员会制定的标准,具有法律效力。
行业标准是指由各行业协会或组织制定的标准,具有行业规范性。
企业标准是指由企业自行制定的标准,具有企业内部规范性。
其次,液压油缸的执行标准主要包括以下几个方面:
1.外观质量:液压油缸的外观应该平整光滑,无裂纹、毛刺、气泡等缺陷。
2.尺寸精度:液压油缸的尺寸应符合标准规定的公差范围,确保与其他机械设备的配合精度。
3.材料质量:液压油缸的材料应符合标准规定的要求,具有足够的强度和耐腐蚀性。
4.性能指标:液压油缸的性能指标包括额定压力、额定行程、额定流量
等,应符合标准规定的要求。
5.试验方法:液压油缸的试验方法应符合标准规定的要求,确保产品的质量和性能。
最后,液压油缸的执行标准对于产品的质量和性能具有重要的保障作用。
企业应该严格按照标准要求进行生产和检验,确保产品的合格率和稳定性。
同时,消费者在购买液压油缸时也应该关注产品是否符合标准要求,以确保产品的质量和性能。
液压油缸修理
液压油缸修理液压油缸修理篇(一):工程机械液压缸故障诊断维修方法工程机械在工程施工当中起着举足轻重的作用,液压缸在机械中起着重要的作用,针对液压缸的故障分析及维修是关键。
本文对工程当中机械液压缸常遇的故障进行了总结分析,并提出了相应的解决办法。
结合工程实例,说明了液压故障维修方法的可行性。
液压缸的故障分析液压系统故障诊断的方法主观诊断法。
在实际工程中,往往缺少检测液压系统的设备,在这种情况下,主观诊断法可以检测出液压系统的故障。
主观诊断法主要是通过闻、听、触摸和看来进行诊断。
闻诊,主要判断电机电器以及电磁铁是否烧坏,油压是否变质。
听诊,主要是根据不正常的声音判断机械发生故障的部位和损伤程度。
例如:液压缸有泄露,声音小并且长,连续不断。
摩擦声,声音尖并且短,常常接触面研磨烧伤所致。
触摸,主要是通过触摸机械的温度、裂纹、爬行和松紧来进行判断。
看诊,主要是通过看速度、颜色、外表和作用力来进行诊断。
参数测量诊断法。
工程实际中,液压系统的性能的好与坏是决定恶劣台机械的好与坏,决定液压系统的性能的参数主要是压力、流量、温度和泵组功率。
通过对这些参数进行监测与故障诊断,与正常工作时机械参数进行比较,可以判断系统的工作状况,以及发生状况的部位。
铁谱诊断法。
铁谱诊断法是通过对油压缸中的油进行分离分析,从中得出磨损微粒和污染微粒的形状、颜色、成分以及分布规律,通过这些信息可以判断发生故障的部位。
振动测量法。
振动测量法是通过系统振动的改变来系统振动信号的改变,从而对系统故障部位进行判断。
专家系统。
通过一组计算机智能程序,用计算机模拟专家解决问题,来解决系统故障的问题。
故障诊断以及维修方法液压系统中将液压能转换为机械能的执行元件是液压缸。
故障可基本归纳为液压缸动作不灵、泄露及缸的损坏。
在实际工程当中,液压缸出现故障而导致机械无法运行的现象屡见不鲜,因此,应重视液压缸的故障诊断与维修工作。
液压缸动作失灵。
1)阀芯卡住或阀孔堵塞。
液压油缸标准.
液压油缸标准在做汉力达品牌液压油缸的销售工作中,经常碰到客户对液压油缸的标准概念比较模糊。
油缸执行标准有:ISO 国际标准,各个国家的标准如国标GB 、JIS 日标、ANSI 美标、DIN 德标、法标NF 、欧标EN 等等。
或者您有疑惑,为什么我们需要知道油缸的执行标准么?油缸标准跟油缸选型有什么关系呢?我们先看看各个系列拉杆油缸的执行标准:我们分情况给您分析:情况一、您的设备之前使用进口油缸,用的CJT14油缸,由于进口油缸成本大,而且交期慢,目前国内的油缸厂家质量有逐步的提升,想进口油缸国产化,用国产油缸替换。
1)我们先查得CJT14是符合德标、法标、国际标准,使用压力是14Mpa ,可用汉力达品牌的HOB 系列油缸替换。
2)不同标准下外形尺寸会略有不同,所以我们对比下CJT14和HOB 的外形尺寸区别,这些差别,您是否能接受,还是需要保持CJT 的外形尺寸。
■活塞杆端尺寸:有无定位台阶、活塞杆直径、螺纹尺寸、突出的杆长尺寸台阶▼导向套▼■进出油口尺寸(管接头、油管的选择)涉及到您管接头、油管(软管或硬管)的尺寸,如有特殊要求,需要跟油缸厂家明确。
■不同安装方式有不同的安装尺寸,以下举例说明。
基本型安装:您用螺丝杆与设备的铁板连接,此时四根螺丝杆的尺寸为安装尺寸:MOB 油缸基本型▼前法兰安装:FX*FR:安装孔尺寸;FD:安装孔尺寸;FT:法兰盘厚度HOB油缸前法兰安装▼耳环安装:安装孔距;安装孔直径;工程油缸耳环安装▼脚座安装:LX*ZL安装孔距;T脚座厚度(影响安装中心高)HOB油缸前后脚座▼情况二、您的设备配套液压缸之前用的A 厂家,现在想采用汉力达品牌的油缸,但是不知道是否通用。
1)您先看A 厂家出售给您的油缸是执行什么标准,什么型号的。
比如是MOB 油缸,则可以达到互换性,您完全可以采购汉力达品牌的油缸替换。
2)A 厂家给您的油缸是符合他自己厂标的。
则需要拿到厂标是什么,或者油缸图纸,或者提供实物图,我们才能给您制作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
试验
1、低压试验(3MPa)保压30min,检查是否漏液;
2、高压试验(30MPa)保压30min,检查是否漏液。
6
打磨喷漆
1、使用抛光机对缸体表面进行打磨;
2、使用喷漆机对油缸表面喷漆,喷漆时将活塞杆头进行包扎防止油漆喷到活塞杆上。
7
入库
1、待质检人员验收合格后由专人入库并办理入库清单。
存在问题
液压油缸维修标准
产品名称
产品型号
使用单位
维修步骤
维修过程
试验检测结果
1
清洗及检查
1、在一跨车间对油缸外表面进行清洗直到没有残留煤渣;
2、对油缸外表面检查,管接头处是否变形是否有堵头,油缸端盖是否变形。若出现以上问题进行相应的处理。
2
拆解及检查
1、运用相应工具及工装对。
处理结果
检修人签字
验收日期
验收人签字
维修号
3
清洗
1、用专用清洗机对缸体内部清洗,直到没有沉淀颗粒为止;
2、对拆解的零件用橡胶水或柴油等清洗剂进行清洗。
4
装配
1、派专人正确安装各处的密封装置;
2、螺纹连接件拧紧时应使用专用扳手,
力矩应符合标准要求。
3、活塞与活塞杆装配后,检测其同轴度
和在全长上的直线度是否有偏差,若有则进行校正。
4、将装配好的活塞杆与缸筒进行装配。