全焊接球阀产品介绍
七种常用电动球阀介绍

七种常用电动球阀介绍电动球阀是一种通过电动机驱动旋转球体以实现开关的阀门装置。
它被广泛应用于工业自动化控制系统中,具有结构简单、操作方便、密封性好等优点。
下面将介绍七种常用的电动球阀。
1.电动隔膜球阀电动隔膜球阀是一种采用隔膜结构的球阀,主要由阀体、阀盖、隔膜和活塞组成。
它具有良好的密封性能和耐腐蚀性能,适用于一些腐蚀性介质或带有颗粒物的介质。
2.电动蝶阀球阀电动蝶阀球阀是一种采用蝶阀结构的球阀,主要由阀体、阀盖、球体和电动机组成。
它具有体积小、重量轻、维修方便等特点,适用于一些中小口径的管道系统。
3.电动角座球阀电动角座球阀是一种采用角座结构的球阀,主要由阀体、阀盖、球体和电动机组成。
它具有流阻小、密封性好、耐冲刷等特点,适用于一些高温高压的工况。
4.电动截止球阀电动截止球阀是一种采用截止阀结构的球阀,主要由阀体、阀盖、球体和电动机组成。
它具有结构简单、密封可靠等特点,适用于一些要求流体截断的场合。
5.电动气动球阀电动气动球阀是一种采用气动装置驱动的球阀,主要由阀体、阀盖、球体、电动机和气动装置组成。
它具有结构简单、控制精度高等特点,适用于一些对流体控制有较高要求的场合。
6.电动全焊接球阀电动全焊接球阀是一种采用全焊接结构的球阀,主要由阀体、球体和电动机组成。
它具有结构紧凑、焊接强度高等特点,适用于一些高压高温的工况。
7.电动无死角球阀电动无死角球阀是一种采用特殊设计的球体结构的球阀,主要由阀体、球体和电动机组成。
它具有流体通道无死角、清洗方便等特点,适用于一些对卫生要求较高的场合。
以上是七种常用的电动球阀的介绍,它们各自具有不同的特点和应用范围,可以根据具体的需求来选择合适的电动球阀。
全焊接球阀使用说明
全焊接球阀使用说明
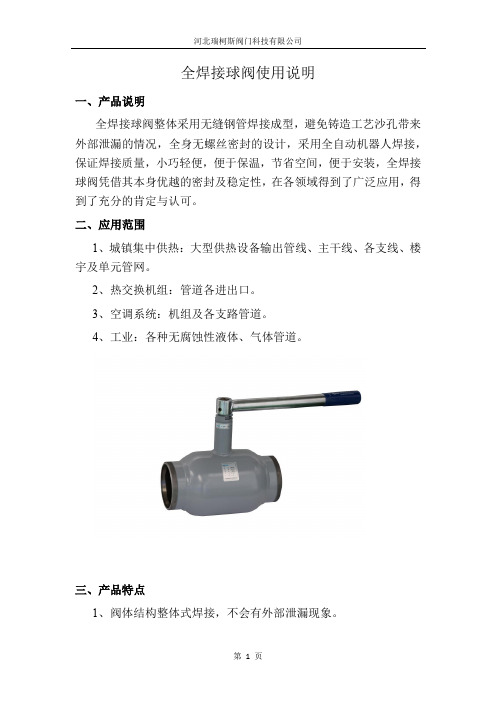
一、产品说明
全焊接球阀整体采用无缝钢管焊接成型,避免铸造工艺沙孔带来外部泄漏的情况,全身无螺丝密封的设计,采用全自动机器人焊接,保证焊接质量,小巧轻便,便于保温,节省空间,便于安装,全焊接球阀凭借其本身优越的密封及稳定性,在各领域得到了广泛应用,得到了充分的肯定与认可。
二、应用范围
1、城镇集中供热:大型供热设备输出管线、主干线、各支线、楼宇及单元管网。
2、热交换机组:管道各进出口。
3、空调系统:机组及各支路管道。
4、工业:各种无腐蚀性液体、气体管道。
三、产品特点
1、阀体结构整体式焊接,不会有外部泄漏现象。
2、阀座由PTFE密封环及弹簧组成对压力和温度的变化适应能力强,在使用范围内不会产生任何的泄漏。
3、阀件全部采用的是数控机床加工,保证各零部件精度。
4、阀杆的防渗漏结构、多层密封,确保无泄漏。
5、阀杆操作轻便,无卡阻现象。
6、数控压装设备组装,扭矩轻,密封可靠。
四、主要零部件及材质。
全焊球阀介绍_图文

焊接方法:
全焊接球阀阀门焊接采用自动埋弧焊。
实景拍摄
装备篇
自贡高阀引进意大利新比隆全自动焊接中心
焊机总图:
焊机组成:龙门架1套,焊接机头2套,多特性电源2套,焊剂输送回收系统1套, 防窜动型可调式滚轮架1套,电器控制箱1套
焊机产地:上海
焊枪工作示意图:
焊接坡口示意图:
全焊接球阀应用现状
(1)目前,32〞以下(含32〞)高压全焊接国产球阀在中石油长输油气 管道已实现国产化;32〞以上的大口径全焊接阀门由于设计和制造技 术难度大,无实际应用业绩等,主要还是从美国喀麦(CAMERON)、 意大利格罗夫(GROVE)、德国舒克和伯马公司等引进。
(2)2005年西气东输公司采购了自贡阀门厂生产的 2台40〞class600 全焊接球阀用于金坛储气库工程(备用);2006年采购了19台24〞 class400 全焊接球阀,用于淮武支线管道工程,其中16台用于线路 截断阀室,3台用于站场工艺管线。
中缅原油管线(2009年6月16日签署备忘录)
气、油双线并行,采取先建输气管线、再建输油管线的方式进行。 中缅原油管道起于缅甸西海岸的实兑港,经云南边城瑞丽抵达昆明,全长
约1100公里,预计总投资约25亿美元。 中缅天然气管线会继续延伸至广西南宁,全长2806公里,计划将在今年9
月开工建设,并于2012年试通气,年输气能力120亿立方米。
圆筒形全焊接球阀总体结构
球形全焊接球阀采用枢轴式固定球 结构,阀体采用紧凑型的球形锻件焊接而 成。阀门的重量小。
阀杆在全压差动作过程中除受操作扭 矩外,还受到来自管线压力所产生的弯曲 载荷。
圆筒形全焊接球阀采用支撑板式固定球结构, 阀体采用圆筒形锻件焊接而成。阀门的重量较大。
CAMERON-全焊接球阀-中文版
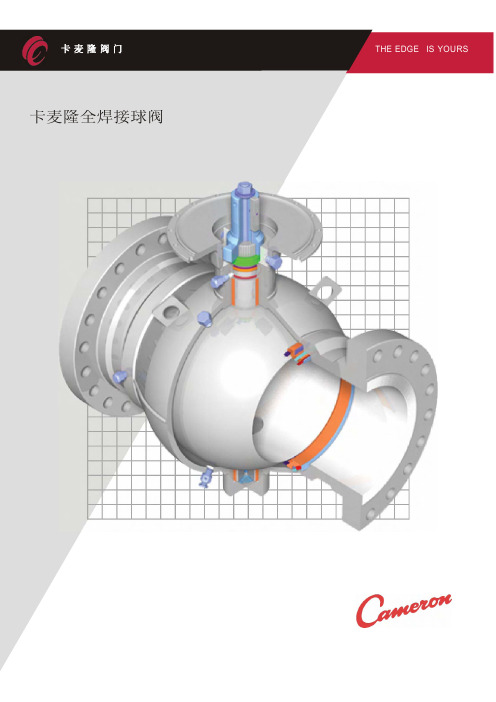
卡麦隆阀门全焊接球阀卡麦隆阀门目录全焊接球阀特点和优点2, 3, 4 & 5管线清管球发送器6附件7如何购买卡麦隆阀门标准、规范、材料8 & 9尺寸表ASME/ANSI Class 150~ 2500(PN 20 ~PN 420)全通径和缩径球阀10 ~ 22API PRESSURE CLASS 2000, 3000 & 5000 psi全通径和缩径球阀23, 24 & 25尺寸表执行器安装信息26, 27 & 28管子尺寸表29商务条款和条件30 & 31商标信息32TC145512/04 NP-5M1卡麦隆阀门全焊接球阀特点和优点石油工业中最值得新来的阀门,综合了轻型锻件的强度和紧凑式球形设计.卡麦隆全焊接球阀满足ASME/ANSI150 磅级~2500磅级(PN20~PN420)和API2000~API10000标准,锻钢制造确保了一致的良好晶粒结构和强度,阀门尺寸范围从2寸 to56寸. (50 mm to 1400 mm).作为专业为重负载设计、兼有免维护特性的顶尖球阀,卡麦隆全焊接球阀通常被许多工业应用所选用,其中包括:• 气体输送• 液化天然气厂 • 原油成品油管道 • 液化天然气管道 • 计量撬 • 压缩机战 • 脱水系统 • 二氧化碳环境 • 气体分离 • 海洋工程 • 天然气储存 • 海底管道• 干燥系统卡麦隆全焊接球阀的独特设计赋予了它在最小的重量下提供了最大的强度,同事对管道压力和应力的抵抗力最强。
紧凑的球形阀体设计取消了阀体法兰和螺栓从而减小了外部尺寸并消除了潜在的外泄漏机械主动密封阀杆密封脂注入口紧急工况下密封.紧凑式阀体设计提供了最小重量下的最大的强度浮动式阀座环提供阀座-球体密封提供不同的发作组合(参考第 4和5阀座密封脂注入口带止回阀用以安全加注密封脂 可以快速、简单的恢复紧密密封允许在阀门全关和全开位置时进行阀门密封的双阻塞和排放测试 枢轴装有PTFE 的不锈钢轴承提供免润滑的平滑操作,降低操作扭矩2TC145512/04 NP-5M全焊接球阀 卡麦隆阀门阀杆密封PTFE 三角密封和唇形密封共同组成阀杆上部区域密封,PTFE 是低摩擦不老化的材料,不会产生快速失压爆破,对于2寸以上阀门的阀杆,还将提供阀杆密封脂注入系统用以建立阀杆的二级密封枢轴固定球保证较低的操作扭矩无论尺寸大小压力等级高低,每台卡麦隆阀门均采用枢轴式固定球。
全焊接球阀的装配方法

全焊接球阀的装配方法全焊接球阀是一种常用的管道阀门,它采用焊接技术将阀体和阀座连接在一起,具有结构简单、密封性能好、耐高温高压等优点。
下面将介绍全焊接球阀的装配方法。
全焊接球阀的装配需要准备好所需的零部件,包括阀体、阀座、球体、阀杆、密封圈、弹簧等。
这些零部件在装配前应进行清洗和检查,确保无损坏和杂质。
接下来,将阀座安装在阀体上,通过螺纹连接或焊接固定。
确保阀座与阀体之间的连接紧密,并使用扳手或焊接工具进行固定。
然后,将球体放入阀座中,确保球体能够自由旋转。
球体与阀座之间的密封面应平整,无划伤或凹凸不平的情况。
如果有需要,可以更换球体或阀座以保证密封性能。
接下来,将阀杆插入球体,并通过螺纹连接或焊接固定。
确保阀杆与球体之间的连接牢固,并使用扳手或焊接工具进行固定。
阀杆的长度应适当,以确保阀门的操作灵活性和密封性能。
然后,将密封圈安装在阀座和阀体之间的密封面上。
密封圈应选用耐高温、耐高压的材料,并确保密封圈与阀座、阀体之间的接触紧密,无缺陷和松动。
根据需要,将弹簧安装在阀杆上,用于提供阀杆的弹性支撑力。
弹簧的选择应根据阀门的工作条件和要求进行,确保阀门的操作灵活性和密封性能。
在装配过程中,需要注意以下几点。
首先,要严格按照装配顺序进行操作,确保每个零部件的正确安装和连接。
其次,要注意阀门的操作方向,确保阀杆与球体的连接正确,以便实现阀门的开关功能。
此外,还要注意各个零部件的配合间隙,确保阀门的密封性能和操作灵活性。
通过以上装配方法,可以完成全焊接球阀的装配工作。
在实际操作中,还需注意安全措施,如佩戴防护手套和眼镜,避免受伤。
此外,装配过程中如遇到问题,应及时停止操作,并寻求专业人员的帮助和指导。
全焊接球阀的装配方法包括准备零部件、安装阀座和球体、连接阀杆、安装密封圈和弹簧等步骤。
在装配过程中要注意操作顺序和安全措施,以确保阀门的正常运行和使用效果。
希望以上内容能对全焊接球阀的装配方法有所帮助。
Cameron(中文)

TYPE 34 TC 金属对金属
• • • • • • • •
A – 阀体与末端连接 B – 阀球 C – 碳钨涂层 D – 阀座 E – 密封脂密封 F – 三角密封 G – 金属支撑弹簧 H – 板式弹簧
特色与优点
• 双关断与排放 • 内部限位 • 二级阀座密封 • 旋转阀座
双关断与排放
• 无论是在全开位还 是全关位阀腔都可 排放 • 优点
– 可测试阀门密封性 能 – 可更换阀杆密封
Valve Open
– 保护下游作业
Valve Closed
内部限位
• 限位与阀门一体 • 限位观察孔
– 阀杆大于或等于3” – 8” 1500# & 2500# – 12” & 更大
二级阀座密封
• 所有二级密封脂注口 都是相同标准规格 • 所有的注脂口边都有 一个埋地检查口A buried check is located at all injection ports
旋转阀座 • 14”及以上的Type 31 都 是标准的 Standard on 14” and larger Type 31 valves • 每次关阀时阀座旋转15度 Seat rotates 15 degrees as the valve closes • 优点
– 减少阀座磨损 Distributes seat wear – 防止阻塞 Prevents build up – 便于维护 Assists in maintenance
重量优点
尺寸 2” 8” 16” 24” 36” 42”
•
全焊接 44 670 2483 6938 19998 29920
分体式 79 975 3375 8700 23400 35900
焊接球阀规格型号

焊接球阀规格型号
1 球阀简介
球阀是工业控制系统中常用的一种流体控制仪表,它相当于一个
小型阀门,能够调节液体流通的多少以及流动方向。
焊接式球阀以厚
壁不锈钢焊接,采用衬里型结构,橡胶环弹簧支承,采用铜内衬,按
照ISO 5 798-2-1985标准设计生产的,被广泛用于水蒸汽和腐蚀液体
的密封控制。
2 规格型号
焊接式球阀的规格型号按照Pn(工作压力)、DN(口径)、锻造(锻造或焊接)等标准进行。
通常常用的Pn等级有:1.6MPa、2.5MPa、4.0MPa、6.4MPa、10.0MPa、16.0MPa、25.0MPa。
DN口径范围一般为
15mm-600mm;锻造类型有平衡式、按压式;根据安装结构又可以分为
立式和卧式。
3 用途
焊接式球阀可以用于各种水蒸汽及腐蚀性介质的控制,如用于蒸汽、汽车、海水及盐类介质的控制,也可以用于火电厂系统的控制,
适用于温度高达200℃以下,介质粘度小于20mPa.s、压力等级大于或
等于1.6MPa。
4 优点
焊接式球阀的性能优越,阀体材质任选铸钢、不锈钢或合金钢,有效阻止介质受热后挥发溢出,减少热能交换量;由于其通径大、流量大,同样口径的阀,其通径和流量比其他控制阀要大。
另外由于其结构紧凑,占用的空间小,可以用在空间有限的环境中。
5 结论
焊接式球阀是一种常见的控制仪表,被广泛用于各种工业控制系统中,是液体流量及方向控制中不可或缺的一部分,其规格型号大,满足不同类型工程的需求,可以有效控制流体压力及流量,优于传统的球阀的性能具有极大的优势,其使用简便、方便。
在需要控制介质流量及方向的现场,焊接式球阀是一个非常理想的选择。
丹佛斯焊接球阀技术资料

JIP球阀(PN16,25,40)
描述
丹佛斯JIP球阀是一种关断阀门,专用于集中 供热与中央空调循环水管网系统。
球阀为钢制,全焊接结构。
阀门的结构设计完美适用于建筑安装,基于 如下特点: • 阀体的结构使其能够承受很大的轴向力,并
在同时保证合适的操作力矩。 • 阀门内部优化低阻力设计。这意味着增大了
065N0282
产品编号 FF PN 25
阀门带有 蜗轮机构
阀门带有 蜗轮法兰
065N0331
065N0332
065N0336
065N0337
065N0341
065N0342
065N0346
065N0347
065N0351
065N0352
065N0356
065N0357
065N0361
065N0362
低阀杆T型手柄
065N0900 065N0905 065N0910 065N0915 065N0920 065N0925
065N0904 065N0908 065N0914
4
VD.KD.D6 .41 © Danfoss 08/2016
DEN-SMT/SI
参数表
球阀
订货
室内安装 双阀,单管 T型手柄(DN15-25) 或L型手柄(DN32-50) JIP-WW 焊接 JIP-II内螺纹 JIP-IW内螺纹/焊接
流通能力,减小了流体阻力,从而降低了水 泵的能耗。 • 杰出的阀座设计与密封材料的选择,实现了 最合理的阀球夹紧度与长期稳定的使用寿命。 • 该型阀门免维护,除了用在主管网上,丹佛 斯同时提供其它功能的阀门,如带压开孔阀、 分支球阀、户内双球阀等。
主要数据 • DN15-600 • kvs=11-26300 m3/h • PN16,25,40 • 温度:0...180°C • 介质:循环水或浓度低于50%乙二醇溶液 • 最低贮存与运输温度:-40°C
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全焊接球阀产品介绍
全焊接球阀是一种特殊类型的球阀,其特点是阀体和阀盖通过直接焊
接连接,无需密封垫片,从而确保了阀体的完全密封性。
全焊接球阀广泛
应用于石油、天然气、化工、电力等行业,特别适用于高温、高压和腐蚀
介质的工作环境。
下面将详细介绍全焊接球阀的产品特点、工作原理和应
用领域。
一、产品特点:
1.全焊接结构:阀体和阀盖通过全焊接连接,无需密封垫片。
这种设
计确保了阀体的完全密封性,有效防止了泄漏问题。
2.强度高:全焊接球阀采用高强度材料制造,具有较高的耐压和耐腐
蚀性能。
3.耐高温性能好:全焊接球阀适用于高温工况,阀内部结构设计合理,能够承受高温介质的腐蚀和高温冲击。
4.快速开闭:全焊接球阀采用弹性材料球座密封,摩擦小,开闭力矩小,操作灵活方便,开关速度快。
5.可靠的密封性能:全焊接球阀采用弹性密封体,具有良好的密封性能,能够有效防止泄漏。
6.负压阀座设计:全焊接球阀采用负压阀座设计,通过内压作用,使
密封面贴附于球体表面,确保了阀门关闭时的可靠密封。
二、工作原理:
三、应用领域:
由于全焊接球阀具有优良的密封性能和耐腐蚀性能,广泛应用于以下领域:
1.石油和天然气工业:全焊接球阀适用于油气输送管道和炼油工艺管道,可阻止油气泄露,确保生产安全。
2.化工工业:全焊接球阀适用于各种腐蚀介质的控制和截断,如酸、碱等。
3.电力工业:全焊接球阀可以用于电力站锅炉给水管道、循环水管道的控制。
4.环保工程:全焊接球阀可用于废水处理、废气治理等环保项目中,确保处理系统的安全稳定运行。
总之,全焊接球阀通过特殊的焊接连接结构,保证了阀体的完全密封性。
其特点包括高强度、耐高温、耐腐蚀、快速开闭和可靠的密封性能。
全焊接球阀广泛应用于石油、天然气、化工、电力等行业,特别适用于高温、高压和腐蚀介质的工作环境。