口服固体制剂车间工艺流程
综合车间固体制剂工艺流程及其操作注意事项

综合车间固体制剂工艺流程及其操作注意事项固体制剂是指以固态原料为主要成分,通过一定的工艺过程制成的药品剂型,如片剂、颗粒剂、丸剂等。
车间固体制剂的工艺流程通常包括原料配制、混合、造粒、压片、包衣、包装等环节。
下面是对车间固体制剂的工艺流程及其操作注意事项的介绍。
1. 原料配制原料配制是固体制剂工艺流程的第一步,主要是将药品的各种原料按一定比例配制成所需的混合物。
在操作时需要注意控制原料的比例和质量,确保原料的准确使用和产品的稳定性。
2. 混合混合是将各种原料均匀混合的过程,通过混合可以确保各种原料之间的充分混合,使得最终产品具有均匀的品质。
在操作时需要注意控制混合时间和速度,避免产生结块或堆积现象。
3. 造粒造粒是将混合物经过加工成为颗粒状的过程,通常通过湿法造粒或干法造粒的方式进行。
在操作时需要注意控制造粒过程中的温度和湿度,确保颗粒的质量和形状符合要求。
4. 压片压片是将颗粒物料通过压力成型成为片剂的过程,需要使用压片机进行操作。
在操作时需要注意控制压片机的压力和速度,避免产生片剂的断裂或变形现象。
5. 包衣包衣是在片剂或颗粒上涂覆一层涂料或薄膜,用于改善口感、遮盖药物味道、控释药物等。
在操作时需要注意选择合适的包衣材料和包衣工艺,确保包衣的均匀和质量。
6. 包装包装是将制成的固体制剂分装入药品包装袋或瓶中,并进行标签、说明书等附件的整理和装箱,以便出售和使用。
在操作时需要注意选择符合国家标准的包装材料和包装方式,确保产品的安全和卫生。
在整个固体制剂工艺流程中,操作人员需要遵守相关操作规程,严格控制各个环节的操作参数和质量标准,确保产品的合格和安全性。
同时,对于生产过程中产生的废弃物和废水,也需要进行妥善处理,以减少对环境的影响。
车间固体制剂工艺流程及其操作注意事项固体制剂是医药制造过程中非常重要的一部分,制剂的质量直接影响到患者的疗效和安全。
因此,在车间固体制剂的生产过程中,需要严格遵守操作规程,确保产品的质量和安全性。
综合车间固体制剂工艺流程及操作注意事项
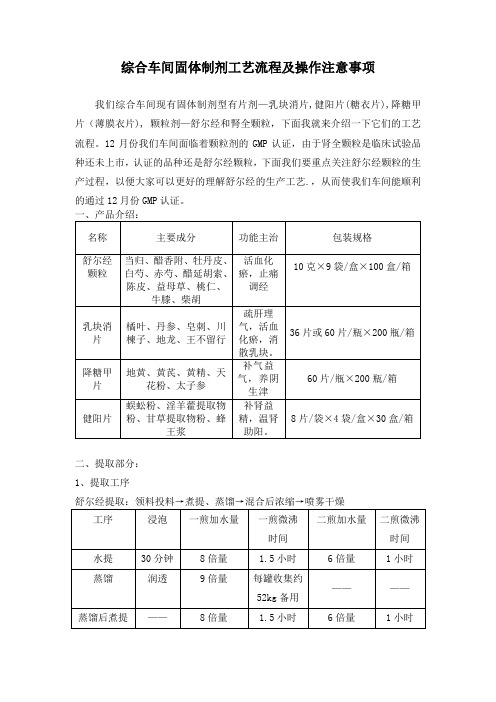
综合车间固体制剂工艺流程及操作注意事项我们综合车间现有固体制剂型有片剂—乳块消片,健阳片(糖衣片),降糖甲片(薄膜衣片), 颗粒剂—舒尔经和腎全颗粒,下面我就来介绍一下它们的工艺流程。
12月份我们车间面临着颗粒剂的GMP认证,由于肾全颗粒是临床试验品种还未上市,认证的品种还是舒尔经颗粒,下面我们要重点关注舒尔经颗粒的生产过程,以便大家可以更好的理解舒尔经的生产工艺.,从而使我们车间能顺利的通过12月份GMP认证。
二、提取部分:1、提取工序舒尔经提取:领料投料→煮提、蒸馏→混合后浓缩→喷雾干燥(1)、芳香水蒸馏后药渣与其余8味药一起煮提:两蒸馏罐每罐再加入陈皮10kg、柴胡3kg、桃仁9kg、牛膝10kg、白芍12kg、赤芍12kg、益母草15kg、醋延胡索9kg,和蒸馏后药渣同煮,一煎加1900L饮用水,加热煮提,适当调节蒸汽阀门保持微沸1.5小时,二煎加1400L饮用水加热煮提微沸1小时,蒸汽压力保持在0.1MPa以下。
合并药液至指定储罐内备用。
(2)将待浓缩液预留350L与50kg糊精、702g甜菊素混合,搅拌均匀后,吸入浓缩器内,浓缩至药液体积为920±20L。
待浓缩液至终点时,吸入104kg芳香水溶液混合均匀,待喷雾干燥,此时药液相对密度约为1.08~1.13(75℃),即可放出至不锈钢桶中,储藏备用。
挂好内容物状态标牌,注明品名、批号、数量、操作人、操作日期。
与喷雾工序交接。
降糖甲提取:领料投料→水提→浓缩→醇沉→烘膏2、浓缩工序:3、醇沉工序:4、提取液浓缩用三效浓缩器浓缩,蒸汽压力控制在0.05~0.09Mpa,温度控制在50~85℃,真空控制在0.02~0.08Mpa。
5、收醇用单效浓缩器,蒸汽压力控制在0.01~0.05Mpa,真空控制在0.04-0.08Mpa,温度控制在40-80℃。
6、喷雾:调进风温度为220℃,出口温度为80~90℃,塔内压力-200~-50Mpa,乳块消待喷雾药液室温相对密度至1.10~1.15进行喷雾。
药品生产企业GMP培训口服固体制剂

料单一致,外观完好无破损残缺及伤痕等。 ✓ 确认无误后由内包操作人员在配料单上签名,将
内包装材料连同配料单转移至生产岗位,暂时不 需要本包材时可暂存于内包材暂存间待用。
包装工序-内包装
❖ 领取模具:按批记录上的产品的包装规格
如:
✓ 安装模具、安装批号、有效期至,装上内包装材 料进行调试。
包装工序-外包装
❖ 外包装准备工作:外包材的接收和发放。 ❖ 包装班长负责外包材的接收和发放工作。 ❖ 包材的接收: ✓ 由包装班长、仓库备料人员按照包装配料单和批
记录的内容对包装材料逐一进行核对: ✓ 核对内容包括:品名、规格、批号、数量应与核
料单一致,外观完好无破损残缺及伤痕等。 ✓ 发放的零头材料需单独核查确认。 ✓ 核对无误后由包装班长在包装配料单上签名确认
包装工序-外包装 包装材料的发放:
为什么说明书的发放原则要更严格? ----更易于混淆 ----更易于出现差错
包装工序-外包装
生产准备: 安装装盒机和大箱机上的字模,字模内容包括
✓生产日期 ✓产品批号 ✓有效期至
合格标准为:内容清楚、水平、准确。 刻印的第一个(纸盒、合格证、纸箱)交由包装班 长和中控人员复核,无误后方可生产。 第一个纸盒和合格证附在批记录中。 合格证的在刻印过程中若有暂停刻印超过2h或人员 离开的情况,重新工作时应双人复核。
制粒工序 制粒的分类
1
湿法制粒:
湿法制粒是在药物粉 末中加入黏合剂,靠 黏合剂的桥架或黏结 作用使粉末聚结在一 起而制备颗粒的方法。 湿法制粒机制粒、流 化床干燥;流化床一 步制粒。
2
干法制粒
干法制粒是将药物和 辅料的粉末混合均匀、 压缩成大片状或板状 后,粉碎成所需大小 颗粒的方法。
口服固体制剂工艺流程
口服固体制剂工艺流程口服固体制剂是制药工业中常见的一种药剂形式,用于制造药片、胶囊、颗粒等形态的药物。
下面是一个口服固体制剂的工艺流程示例:1. 原料准备:首先,需要准备各种原料,包括活性成分、辅料、填充剂等。
这些原料需要经过质量控制和检验,确保符合药典规定的要求。
2. 混合:各种原料根据一定的配方比例进行称量,然后放入混合机中进行混合。
混合的目的是使各种原料均匀分布,从而保证每个药片或胶囊中的药物含量一致。
3. 粉碎:混合后的原料经过粉碎机进行粉碎,使其颗粒大小达到所需的要求。
粉碎的目的是增加药物的溶解速度,提高生物利用度。
4. 制粒:粉碎后的原料经过制粒机进行制粒,形成颗粒状。
制粒的目的是增加原料的流动性,便于后续工艺操作。
5. 平整:制粒后的颗粒经过平整机进行表面处理,使其表面光滑均匀。
平整的目的是提高药物的稳定性和口感。
6. 压片/填充:经过上述工艺处理的颗粒可以选择进行压片或填充到胶囊中。
压片是将颗粒放入压片机中进行压制,形成药片。
填充则是将颗粒放入胶囊中,形成胶囊剂。
7. 包装:经过压片或填充后的口服固体制剂需要进行包装,通常采用药品包装机进行自动包装。
包装的目的是保护药品免受外界环境的污染,并方便患者使用。
8. 质量控制:整个工艺流程中需要进行多个环节的质量控制,包括原料的质量控制、工艺参数的控制、产品的质量抽检等。
质量控制的目的是确保口服固体制剂的质量符合药典规定的标准。
以上就是口服固体制剂的工艺流程示例。
需要注意的是,不同的口服固体制剂可能有不同的工艺要求,具体的工艺流程需要根据药物的特性和制剂的要求进行调整和优化。
同时,在整个过程中需要严格遵守GMP(良好生产规范)要求,确保药品的安全性和质量。
口服固体制剂车间工艺简介及验证要点
外 观、成 型 打印、密封度
数 量、打 印 填充物、标签
QA审核、 评价、放行
十万级洁净区 中控项目
zzg
资料仅供参考,不当之处,请联系改正。
生产工艺流程图
❖ 胶囊剂工艺流程图 原辅料
外观 理化检验
内包装材料 按标准检查
配料 制粒 干燥 整粒总混 胶囊填充 铝塑包装
品种、数量
zzg
❖ 制备工艺
制备工艺
资料仅供参考,不当之处,请联系改正。
片剂
制粒压片法 直接压片法
湿法制粒压片法 干法制粒压片法 直接粉末(结晶)压片法 半干式颗粒(空白颗粒)压片法
zzg
资料仅供参考,不当之处,请联系改正。
片剂
❖ 湿法制粒压片法
主药 辅料
粘合剂
润滑剂
粉过混
制干整
总压
碎筛合
粒燥粒
混片
湿法制粒压片法优点:a.粉末中因加入了粘合剂而增进了粉末的粘合性 和可压性,压片时仅需要较低的压力即可;b.使流动性差、剂量大、可 压性差的药物通过湿法制粒获得适宜的流动性;c.剂量小的药物可通过湿 法制粒达到含量准确、分散良好和色泽均匀;d.可防止已混匀的物料在 压片过程中分层;e.可选择适宜的润湿剂或粘合剂制粒,以增加药物的 溶出度。
湿法制粒压片法缺点:对于热敏性、湿敏性、极易溶性等药物会使含量 降解和有关物质升高。
zzg
资料仅供参考,不当之处,请联系改正。
胶囊剂
❖ 分类:硬胶囊剂、软胶囊剂 ❖ 优点:a.能掩盖药物的不良臭味和减小药物的刺激性;b.与片剂、丸
剂相比,制备时不需加粘合剂和压力,在胃肠液中分散快、吸收好、 生物利用度高;c.可提高药物的稳定性,对光和热不稳定的药物,可 保护药物免受湿气和光线的作用;d.液态药物的固体剂型化,含油 量高的药物或液态药物可制成软胶囊剂;e.可延缓药物的释放。f.可 使胶囊具有各种颜色和印字,便于识别。 ❖ 缺点:以下情况不宜制成胶囊剂:a药物的水溶液或乙醇溶液,能使 胶囊壁溶解;b.易溶性药物及刺激性药物在胃中溶解后局部浓度过 高而刺激胃粘膜;c.易风化药物可使胶囊壁变软;d.吸湿性药物可使 胶囊壁干燥而变脆。 ❖ 空胶囊组成与规格:空胶囊主要成分为水溶性明胶,共有8种规格: 000、00、0、1、2、3、4、5号,常用0-5号。 ❖ 空胶囊的质量:全囊长度偏差在±0.50mm以内,含水量在12%-15%之间。
口服固体制剂车间工艺简介及验证要点

口服固体制剂车间工艺简介及验证要点1. 引言口服固体制剂是常见的药物给药方式之一,其生产需要通过车间工艺流程进行。
本文将介绍口服固体制剂车间的工艺流程以及验证要点。
2. 工艺流程2.1 原料准备口服固体制剂车间的工艺流程开始于原料准备阶段。
原料的准备包括确认原料批号、检查原料质量以及按照配方进行称量等步骤。
2.2 混合混合是口服固体制剂车间中的关键步骤之一。
在混合过程中,需要将已称量好的原料进行均匀混合,以确保制剂的均一性。
混合设备的选择和操作条件的控制对制剂质量有着重要影响。
2.3 压制和造粒在压制和造粒过程中,需要将混合后的物料进行压制成片剂或者造粒成颗粒剂。
这一步骤需要控制压力、压力时间和温度等参数,以确保制剂的质量和稳定性。
2.4 包衣包衣是口服固体制剂车间中的重要步骤之一。
包衣可以保护制剂、改善口感和释放特定药物。
包衣的选择和操作条件的控制对制剂的稳定性和药效有着重要影响。
2.5 包装最后一步是口服固体制剂的包装。
包装过程涉及选用适当的包装材料,并进行精确的称量和封装。
对包装材料和过程的验证是确保制剂质量的重要环节。
3. 验证要点3.1 原料验证在口服固体制剂车间,需要对原料进行验证,确认其批号和质量符合要求。
原料验证包括检查原料的物理性质和化学性质,并进行必要的检测和分析。
3.2 工艺参数验证口服固体制剂车间中的工艺参数包括混合时间、混合速度、压制压力、包衣液喷雾速度等。
这些参数需要在生产前进行验证,以确保制剂的质量和稳定性。
3.3 设备验证口服固体制剂车间中使用的设备需要进行验证,验证包括设备的功能性验证、操作规程验证和清洁验证。
设备的验证有助于确保生产过程中的稳定性和可靠性。
3.4 包装材料验证包装材料的选择和验证对制剂的稳定性和药效有着重要影响。
包装材料的验证包括确认其与制剂的相容性、检查包装材料的物理性质和化学性质等。
3.5 清洁验证车间的清洁验证是确保制剂质量和生产环境符合要求的重要验证环节。
固体制剂工艺流程

固体制剂工艺流程固体制剂工艺流程是制备固体制剂的一系列步骤和工艺要点的总和。
一般而言,固体制剂包括片剂、胶囊、颗粒剂、粉剂、丸剂等。
下面我将以片剂制备为例,详细介绍固体制剂的工艺流程。
首先,原料的准备非常重要。
制备片剂通常需要搭配辅料,如流变剂、颜料、油料等。
这些原料的质量要符合国家药典或相应标准,需进行称量和筛选。
接下来,原料的混合是制备固体制剂的关键步骤。
一般而言,可采用湿法混合和干法混合两种方法。
湿法混合适用于含水或含溶剂的原料,可采用搅拌机进行混合。
干法混合适用于不含水或溶剂的干燥原料,可使用万有式混合机或滚筒式混合机搅拌。
混合后的原料需要进行造粒处理。
造粒是将混合好的原料进行颗粒化处理,使其成为更适合制剂加工的颗粒。
造粒的方法可以是湿法造粒或干法造粒。
湿法造粒可采用浸渍法、湿法混合法等,干法造粒则可采用压片或滚片等方法。
造粒完成后,需要对颗粒进行干燥处理,以保证片剂的稳定性和质量。
干燥过程中,可以使用流化床干燥机或真空干燥箱等设备进行干燥。
干燥温度和时间需要根据具体的原料和工艺要求进行设置。
在干燥完成后,需要进行筛分和再混合。
筛分是将颗粒按照一定的尺寸进行分级,以得到需要的颗粒尺寸范围。
再混合是将筛分后的颗粒再次进行混合,以确保片剂中的每一个颗粒都具有均匀分布。
最后,将颗粒按照配方比例进行压片成片剂。
压片是将混合好的颗粒经过压制成为整体的固体制剂。
压片机是常用的压制设备,通过挤压和成型使颗粒固化成牢固的片剂。
整个工艺流程中,还需要注意某些特殊工艺要点,如喷雾干燥、滚球质量控制、片剂包衣等。
这些工艺要点需要根据具体的制剂要求设置和控制。
以上就是固体制剂的工艺流程的大致步骤和要点。
制备固体制剂的过程中,需要严格控制各个环节的质量和操作,以确保最终产品的质量和效果。
同时,还需要根据具体制剂的要求和药物特性进行工艺调整和改进,不断提升生产工艺的可行性和经济效益。
综合车间固体制剂工艺流程及操作注意事项

综合车间固体制剂工艺流程及操作注意事项1. 引言综合车间固体制剂是制药工艺中的重要环节之一,它涉及到制药企业的产品质量和生产效率。
为了确保固体制剂的质量稳定、操作规范,制药企业需要建立科学合理的工艺流程,并且严格执行操作注意事项。
本文将介绍综合车间固体制剂的工艺流程及相关操作注意事项。
2. 工艺流程综合车间固体制剂的工艺流程通常包括以下几个主要环节:原料准备、制剂配方、混合均匀、制粒造粒、干燥烘焙、包装。
2.1 原料准备原料准备是固体制剂工艺流程的第一步,主要包括原料清洗、研磨、筛选等操作。
在进行原料准备时,需要注意保持生产区域的清洁,防止原料受到外界污染。
2.2 制剂配方制剂配方是根据产品的配方要求,按照一定比例将所需原料配制成制剂。
在制剂配方过程中,需要精确称量,确保配方的准确性和一致性。
2.3 混合均匀混合均匀是将配制好的原料进行混合的过程。
在混合过程中,可以采用机械搅拌或手工搅拌的方式。
为了保证混合均匀,可以根据产品要求,设定适当的搅拌时间和速度。
2.4 制粒造粒制粒造粒是将混合均匀的制剂进行颗粒化处理。
制粒造粒的目的是提高制剂的稳定性和流动性。
在制粒造粒过程中,可以采用湿法制粒或干法制粒的方式,具体选择方法应根据产品的特性和要求。
2.5 干燥烘焙干燥烘焙是将制粒后的固体制剂进行脱水或去溶剂的过程。
干燥烘焙的目的是降低制剂的含水量,提高制剂的稳定性和储存性。
在干燥烘焙过程中,需要控制好温度和湿度,确保干燥的效果。
2.6 包装包装是将干燥烘焙后的固体制剂进行包装,以保护制剂的质量和安全。
在包装过程中,需要严格遵守相关的卫生要求和操作规范,确保制剂的卫生和外观质量。
3. 操作注意事项在进行综合车间固体制剂工艺流程时,需要注意以下几点操作注意事项:3.1 设备清洁和消毒在进行制剂生产之前,需要对设备进行清洁和消毒,防止交叉污染。
清洁和消毒的频率应根据具体情况和产品要求确定。
3.2 工艺参数的控制在进行固体制剂的各个环节操作时,需要控制好工艺参数,如温度、湿度、速度等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
口服固体制剂车间工艺流程
口服固体制剂车间主要是进行药剂压片包装、散剂包装和胶囊填充包装等加工。
车间工艺布置避免人流、物流混杂,洁净区和非洁净区严格区分。
为保护车间良好的卫生环境,设有器具清洗。
存放及洁具清洗、存放的位置。
人流入口设换鞋间、经更衣洗手后进入车间生产区域。
进入D级洁净区的人员要求经脱外衣、洗手、穿洁净衣、手消毒后方可进入。
该车间是合成药车间和中药车间的后续工段,主要原辅料是来自于合成药和中药提取生产线上的产品。
固体制剂原料由企业其他车间生产或者直接外购原料经过粉碎过筛后与经处理的淀粉蔗糖等辅料浓缩液混合制膏,经过干燥、粉碎后进行制粒再干燥、整粒、总混工序。
然后再根据剂型要求进行压片、胶囊填充内包装等工序最终生产出符合要求的片剂、胶囊和散剂。
该生产线工艺流程图见图1-10。
图10-10 口服固体制剂车间工艺流程图制膏:各车间生产的原料药和外购的原料药经配料后进
行粉碎过筛处理,细药剂粉末备用,叫粗药剂粉末返回重新
进行粉碎处理。
蔗糖淀粉等制粒原辅料浆经提取过滤后制成
浓缩液与处理好的细药剂粉末混合均匀制成膏状;
干燥:对制好的膏状药进行烘干处理,以去除大部分水
分;
粉碎、过筛:对烘干后的块状药,进行粉碎处理,粉碎后进行过筛处理,符合要求细药粉进入制粒工段,粒径较大的粉末再进行粉碎处理;
制粒:制成的细粉末与原料药细粉末按一定的比例再进行混合,在制粒机中制成小颗粒状的药剂;
干燥:对颗粒药剂进行再干燥,以进一步去除药剂中的水分;
整粒、总混:对成型的药剂进行整粒处理,使药剂粒径大小均匀,再进行充分混合,供下一工段使用,整粒后有三种剂型制作工艺,根据不同产品选用不同工艺;
散剂包装:对颗粒状的药剂直接进行定量内包装分装;
片剂包装:对颗粒状的药剂进行压片处理,使药剂成为一定规格形状的密实药片,再进行铝塑膜或者分瓶封装;
胶囊:处理好的颗粒状药剂通过自动胶囊充填设备进行充填,完成后进行胶囊表面抛光处理,再进行检验,合格后进行铝塑膜或者分瓶封装;
外包装:各种剂型药品根据不同的包装规格和数量要求进行外包装,并对外包装进行贴标等标记处理;
入库:成品药按照公司操作规范及相关标准要求进行分类分库储存。
该车间生产主要为物理过程,除少量的粉尘产生外无其他废弃物产生,少量粉尘经收集后由公司统一处理。