首件样品检验报告表
焊接产品首件检验报告(FAI for Welding Product)模板
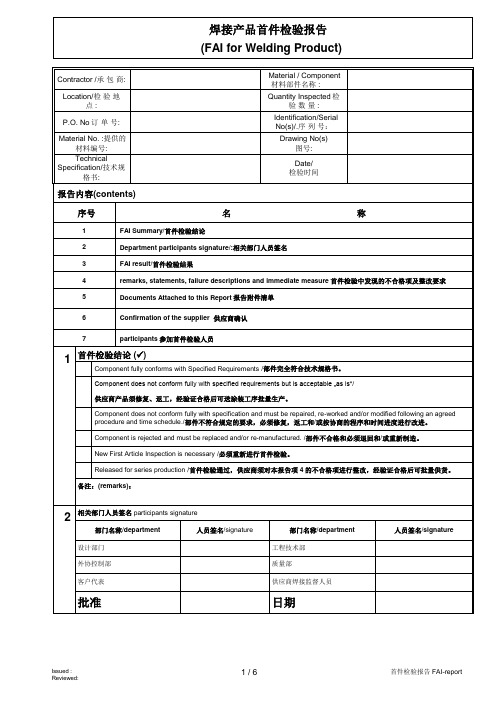
Contractor /承 包 商:
Location/检 验 地 点:
P.O. No 订 单 号:
Material No. :提供的 材料编号: Technical
Specification/技术规 格书:
报告内容(contents)
文件检查
合同评审 Contract review protocol
√
技术规范或订货技术条件 Technical
√
specification/Order Technical conditions
接收到相关的技术规范和订货技术条件
√
Accepted relevant technical
Specification&Order Technical
Component does not conform fully with specification and must be repaired, re-worked and/or modified following an agreed procedure and time schedule./部件不符合规定的要求,必须修复,返工和/或按协商的程序和时间进度进行改进。
3
FAI result/首件检验结果
4
remarks, statements, failure descriptions and immediate measure 首件检验中发现的不合格项及整改要求
5
Documents Attached to this Report 报告附件清单
6
Confirmation of the supplier 供应商确认
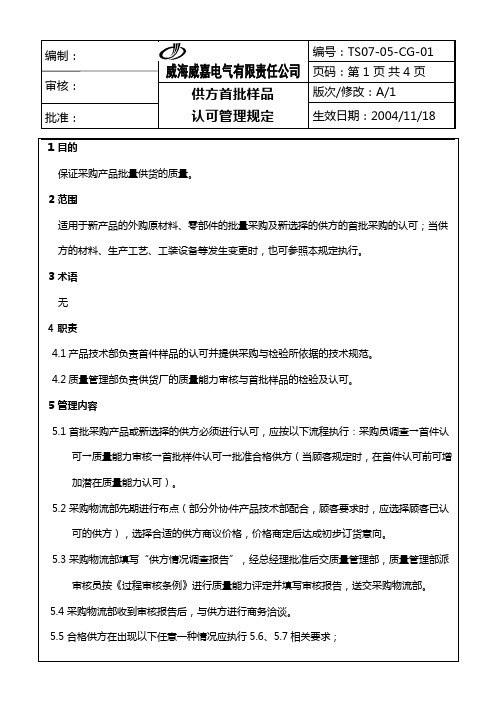
供方首批样品认可管理规定
5.6.4检查员填写《首件样品检验报告》,送交产品技术部认可,产品技术部确认满足技术要求并签署意见后,一式三份交质量管理部及采购物流部,由采购物流部放入供方档案保存,保存期至供货关系中断再加一个日历年(到下一年的12月31日)为止。
5.3采购物流部填写“供方情况调查报告”,经总经理批准后交质量管理部,质量管理部派审核员按《过程审核条例》进行质量能力评定并填写审核报告,送交采购物流部。
5.4采购物流部收到审核报告后,与供方进行商务洽谈。
5.5合格供方在出现以下任意一种情况应执行5.6、5.7相关要求;
—对以前不合格处进行修正;
—材料结构发生较大改变;
—更改模具、设备;
—停止供货12个月以上时间后重新投入生产;
—由于质量问题推迟供货;
—工艺方法发生改变。
5.6首件样品认可
5.6.1采购物流部要求供方填写《首件样品检验报告》,并随样品一起进行首件样品认可。
5.6.2首件样品数量一般5-15件,具体数量由产品技术部确定,供方随首件提交尺寸报告,性能试验或化学分析试验报告。
1目的
保证采购产品批量供货的质量。
2ቤተ መጻሕፍቲ ባይዱ围
适用于新产品的外购原材料、零部件的批量采购及新选择的供方的首批采购的认可;当供方的材料、生产工艺、工装设备等发生变更时,也可参照本规定执行。
3术语
无
4职责
4.1产品技术部负责首件样品的认可并提供采购与检验所依据的技术规范。
4.2质量管理部负责供货厂的质量能力审核与首批样品的检验及认可。
有关首件测试的供应商散页说明

Leaflet for suppliers concerning first article tests有关首件测试的供应商散页说明1. Introduction 说明First article testing is a matter of elementary importance to Kärcher in order to assure thequality of components and determine whether the series-produced parts will be ok. The supplier is requested to deliver first article samples as contractually agreed with a duly compiled first article inspection test report. Exceptions to this rule may only be made if written approval has beenobtained from Kärcher's Quality Department.为确保部件质量及确定批量生产的零件是否合格,首件测试是凯驰公司较为重要的一件事。
根据一份正式编制的首件检验测试报告协议,要求供应商提供首件测试样品。
只有已经从凯驰公司质量部门获得书面许可,才允许不执行该测试。
An executed first article test and a release of the first article samples is a presupposi- tion for the serial manufacturing of the concerned parts and for the release and final payment of a tool if appropriate.执行的首件测试和首件样品发放是相关产品批量生产与工具最终支付的一项先决条件。
产品首件鉴定和检验控制程序(含表格)
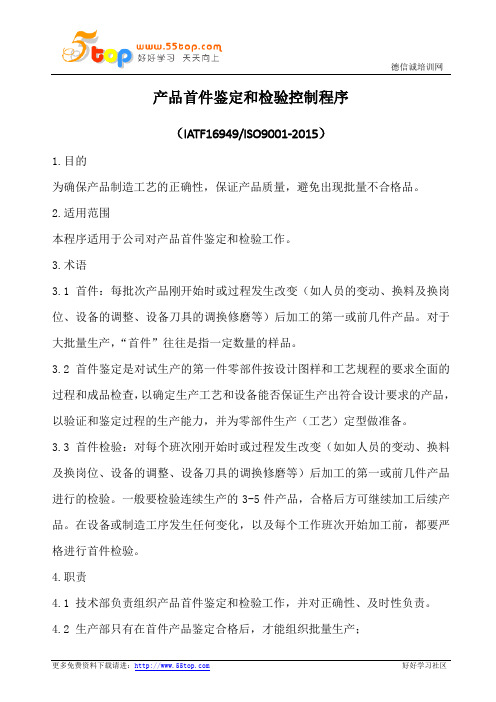
产品首件鉴定和检验控制程序(IATF16949/ISO9001-2015)1.目的为确保产品制造工艺的正确性,保证产品质量,避免出现批量不合格品。
2.适用范围本程序适用于公司对产品首件鉴定和检验工作。
3.术语3.1首件:每批次产品刚开始时或过程发生改变(如人员的变动、换料及换岗位、设备的调整、设备刀具的调换修磨等)后加工的第一或前几件产品。
对于大批量生产,“首件”往往是指一定数量的样品。
3.2首件鉴定是对试生产的第一件零部件按设计图样和工艺规程的要求全面的过程和成品检查,以确定生产工艺和设备能否保证生产出符合设计要求的产品,以验证和鉴定过程的生产能力,并为零部件生产(工艺)定型做准备。
3.3首件检验:对每个班次刚开始时或过程发生改变(如如人员的变动、换料及换岗位、设备的调整、设备刀具的调换修磨等)后加工的第一或前几件产品进行的检验。
一般要检验连续生产的3-5件产品,合格后方可继续加工后续产品。
在设备或制造工序发生任何变化,以及每个工作班次开始加工前,都要严格进行首件检验。
4.职责4.1 技术部负责组织产品首件鉴定和检验工作,并对正确性、及时性负责。
4.2 生产部只有在首件产品鉴定合格后,才能组织批量生产;4.3各车间有责任配合技术部做好产品首件鉴定和检验工作,只有首件鉴定和检验合格才能批量生产。
4.4 质保部应配合技术部做好产品首件鉴定和检验工作,并对其结果进行确认;5.首件产品鉴定工作程序5.1首件鉴定范围a)新产品(加工工序多或复杂)在工艺定型前的首件;b)不连续的批生产,间隔一年后又恢复生产的首件;c)设计图纸发生重大更改后生产的首件;d)工艺规程发生重大更改后生产的首件;e)合同要求指定的首件。
5.2首件鉴定的内容a)首件生产所依据的技术、工艺文件是否正确、完整、协调、有效,并能指导生产;b)产品加工的工艺安排是否合理可行,适合批量生产;c)所用采购产品是否符合规定要求;d)选用的所有设备能否满足生产要求,生产环境是否满足生产要求;e)生产操作人员是否具备相应的能力;f)首件质量与其质量记录是否相符,质量问题是否按规定得到处理;g)有顾客要求的工序是否经顾客签署认可。
CRCC产品认证需要准备的文件记录清单(编)
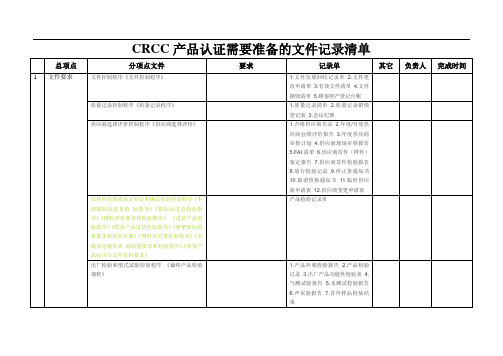
18
测量,分析和改进
内部审核《内部审核控制程序》
1.年度内审计划2.内审实施计划3.内审检查表4.不符合报告5.内部质量体系审核报告6.不合格项分布表7.首,末次会议签到表8.内审会议记录
过程检验《生产过程控制程序》
▲出厂检验《最终产品检验规程》《淋雨实验规程》《气密性实验规范》《隔声实验规范》
1.合格供应商名录2.年度/月度供应商业绩评价报告3.年度供应商审核计划4.供应商现场审核报告5.FAI清单6.供应商首件(样件)鉴定报告7.供应商首件检验报告8.放行检验记录9.停止货通知书10.取消资格通知书11.临时供应商申请表12.供应商变更申请表
原材料检验或验证和定期确认检验控制程序《不锈钢制品进货检验指导》《铝制品进货检验指导》《橡胶密封条进货检验指导》《进货产品检验指导》《焊接产品进货检验指导》《喷塑表面质量要求和检验步骤》《塑料件进货检验指导》《金属及电镀件表面质量要求和检验程序》《到货产品标识与文件资料要求》
3
技术文件控制
技术标准文件
工厂制定产品企业标准,并具备和贯彻执行有关国家法律,法规和认证检验依据,企业标准严于和符合相应国家法律,法规和认证检验依据要求
设计文件
完整图纸和技术资料,自行开发的产品因有全套设计文件和设计验证,设计确认资料,且具有型式实验报
1.型式实验报告
工艺文件
工厂应具备生产所需的各种工艺文件,能够正确指导生产。(其中应规定工装,量具,工艺,材料定额,工位器具等项,并有工装设计和验证资料。)
1.往来信息记录2.售后服务信息记录
15
特殊过程
补《特殊过程制度》
对产品质量不易或不能经济地进行验证的特殊过程,应事先进行设备认可和人员鉴定,按规定的方法和要求进行操作,并对适宜的过程参数和产品特性进行监视
FAI首样检测报告
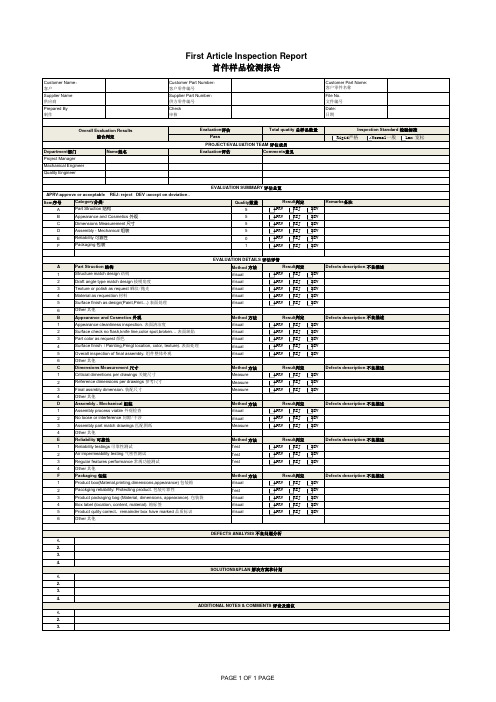
Item 序号Quality 数量A 5B 5C 5D 5E 0F1A Method 方法1Visual 2Visual 3Visual 4Visual 5Visual6B Method 方法1Visual 2Visual 3Visual 4Visual 5Visual6C Method 方法1Measure 2Measure 3Measure4D Method 方法1Visual 2Visual 3Measure4E Method 方法1Test 2Test 3Test4F Method 方法1Visual 2Test 3Visual 4Visual 5Visual61. 2.3.4.1. 2.3. 4.1. 2.3.First Article Inspection Report首件样品检测报告Customer Name :客户Customer Part Number :客户零件编号Customer Part Name:客户零件名称Supplier Name 供应商Supplier Part Number :供方零件编号File No.文件编号Prepared By 制作Check 审核Date:日期Evaluation 评估Total quatity 总样品数量Inspection Standard 检验标准PassPROJECT/EVALUATION TEAM 评估成员Department 部门Name 姓名Evaluation 评估Comments 意见Project Manager Machanical Engineer Quality EngineerEVALUATION SUMMARY 评估总览APRV:approve or acceptable REJ: reject DEV :accept on deviation .Category 分类:Result 判定Remarks 备注Part Struction 结构Appearance and Cosmetics 外观Dimensions Measurement 尺寸Assembly - Mechanical 组装Reliability 可靠性Packaging 包装EVALUATION DETAILS 评估详情Part Struction 结构Result 判定Defects description 不良描述Structure match design 结构Draft angle type match design 拔模角度Texture or polish as request 晒纹/抛光Material as requestion 材料Surface finish as design(Paint,Print…) 表面处理Other 其他Appearance and Cosmetics 外观Result 判定Defects description 不良描述Appearance cleanliness inspection. 表面清洁度Surface check no flash,knife line,color spot,broken… 表面缺陷Part color as request 颜色Surface finish (Painting,Pringt location, color, texture). 表面处理Overall inspection of final assembly. 组件整体外观Other 其他Dimensions Measurement 尺寸Result 判定Defects description 不良描述Criticial dimentions per drawings 关键尺寸Reference dimensions per drawings 参考尺寸Final assmbly dimension. 装配尺寸Other 其他Assembly - Mechanical 组装Result 判定Defects description 不良描述Assembly process viable 外观检查No loose or interference 间隙/干涉Assembly part match drawings 匹配图纸Other 其他Reliability 可靠性Result 判定Defects description 不良描述Reliability testings 可靠性测试Air impermeability testing 气密性测试Regular features performance 常规功能测试Product packaging bag (Material, dimensions, appearance). 包装袋Box label (location, content, material). 箱标签Other 其他Packaging 包装Result 判定Defects description 不良描述Product box(Material,printing,dimensions,appearance) 包装箱Overall Evaluation Results综合判定SOLUTIONS&PLAN 解决方案和计划ADDITIONAL NOTES & COMMENTS 评论及建议Product qulity correct ,remainder box have marked 品质标识Other 其他DEFECTS ANALYSIS 不良问题分析Pacckging reliability: Protecting product. 包装可靠性APRV REJ DEV Rigid 严格Normal 一般Lax 宽松APRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEVPAGE 1 OF 1 PAGE。
SMT首件报告
班别:机种;18712A(A1)□锡膏□红胶刮刀升起速度: mm/s 自动清洗频率: PCS/次站位物料代码规格型号零件工位实物测量值与零件极性LL~UL是否符合标准 周期01.23.00029751206贴片电阻__2.4M,±5%,1206,1/4W R1 R2 R3 R4 2.28M-2.52M与样品BOM一致 01.23.00029351206贴片电阻__1.5M,±5%,1206,1/4W R5 R6 1.425M-1.575M与样品BOM 一致 01.22.00011450805贴片电阻__120K,±1%,0805,1/8W R7114K-126K与样品BOM 一致 01.22.00018450805贴片电阻__22R,±5%,0805,1/8W,R820.9R-23.1R 与样品BOM 一致 01.22.00020250805贴片电阻__150R,±5%,0805,1/8W R9142.5R-157.5R 与样品BOM 一致 01.22.00021350805贴片电阻__470R,±5%,0805,1/8W,R10446.5R-493.5R 与样品BOM 一致 01.22.00024450805贴片电阻__10K,±5%,0805,1/8W,R119.5K-10.5K与样品BOM 一致 01.23.00015851206贴片电阻__1R,±5%,1206,1/4W,R13 R14 R15 R160.95R-1.05R 与样品BOM 一致 01.23.00034051206贴片电阻__0.91R,±5%,1206,1/4W R170.864R-0.955R 与样品BOM 一致 01.23.00019251206贴片电阻__47R,±5%,1206,1/4W R18 R19 R31 R3244.65R-49.35R与样品BOM 一致 01.23.00027451206贴片电阻__200K,±5%,1206,1/4W,R20 R21 R22 R23190K-210K 与样品BOM 一致 01.22.00023750805贴片电阻__5.6K,±5%,0805,1/8W R25 5.32K-5.88K 与样品BOM 一致 01.22.00022150805贴片电阻__1K,±5%,0805,1/8W R260.95K-1.05K 与样品BOM 一致 01.21.00022950603贴片电阻__3K,±5%,0603,1/10W,R27 2.85K-3.15K 与样品BOM 一致 01.21.00007450603贴片电阻__3.6K,±1%,0603,1/10W R28 3.42K-3.78K 与样品BOM 一致 01.21.00011050603贴片电阻__75K,±1%,0603,1/10W R2974.25K-75.75K与样品BOM 一致 01.21.00009950603贴片电阻__30K,±1%,0603,1/10W R3029.7K-30.3K 与样品BOM 一致 02.12.00001650805贴片电容__221/50V,±10%,0805,X7R C7198PF-242PF 与样品BOM 一致 02.12.00003250805贴片电容__472/50V,±10%,0805,X7R C8 4.23NF-5.17NF 与样品BOM 一致 02.11.00004050603贴片电容__473/50V,±10%,0603,X7R C942.3NF-51.7NF 与样品BOM 一致 02.13.00005451206贴片电容__102/200V,±10%,1206,X7R,C100.9NF-1.1NF与样品BOM 一致03.04.0000025快恢复二极管__RS1M,1000V,1A,SMA,编带,台源D1RS1M 与样品BOM一致 03.02.0000065整流二极管__A7,1000V,1A,SOD-123,编带,台源D2A7与样品BOM 一致 03.06.0000025开关二极管__1N4148W,100V,150mA,SOD-123,编带,台源D31N4148与样品BOM 一致 05.01.0000905IC__OB2365AMP,SOT23-6,OB,编带U1OB2365与样品BOM 一致 05.03.0000035光耦合器__EL817S1/B,SDIP-4,亿光 S,编带U2EL817与样品BOM 一致 05.02.0000065三端稳压IC__H431,±0.5%,SOT-23,华润,编带U3H431与样品BOM 一致 07.03.0001815玻璃纤维板 FR-4 PCB 板__DSP721-P05,双面,1.6,FR-4,10Z,UL94V-0,OSP,绿油 SDSP721-P05与样品BOM 一致 22.03.0000010锡膏__无铅锡膏(YC-M0307NI-C-890),Sn99/Ag0.3/Cu0.7,227℃(YC-M0307NI-C-与样品BOM 一致炉温设定一温区二温区三温区四温区五温区六温区七温区八温区上温区下温区是否有空焊,假焊:□有 □无是否有锡珠,锡渣:□有 □无是否有元件方向与极性错误:□有 □无是否有浮高: □有 □无文件编号:DYS-RE-SMT-002/A.1印刷厚度(MM)是否有溢胶: □有 □无PCBA表面是否清洁: □有 □无经首件报告后能否批量生产:□能 □不能审核:工程:IPQC:风速: HZ是否有侧立,立碑: □有 □无是否有元件破损: □有 □无是否有多件,少件:□有 □无是否有元件丝印不清晰:□有 □无回流焊接后PCB有无变形或变色: □有 □无回流焊接后PCB有无起泡: □有 □无回流焊接后锡点是否有光泽: □有 □无红胶推力是否到达要求: □是 □否链速: cm/min 是否有错件,漏件: □有 □无是否有偏移,翻白: □有 □无焊接时间(0ver217℃)40-90秒:峰值温度(240~259℃):峰值温度差:炉温曲线图及分析报告是否符合当前制程:□OK □NG 回流焊接后元件是否符合检验标准: □OK □NG 站位排列及检验是否有误:□OK □NG 炉温是否按制程特性设定:□是 □否炉温有无测绘曲线图及分析报告:□有 □无预热时间(30~150℃)1-3℃:升温斜率(1 ~3℃/秒):恒温时间(150-200℃)60~120秒:PCB印刷是否有拉丝:□OK □NG □NAPCB印刷是否有缺胶: □OK □NG □NAPCB印刷是否有多胶、少胶:□OK □NG □NA SM471PCB印刷是否有锡尖:□OK □NG □NA PCB印刷是否有连锡: □OK □NG □NA PCB印刷是否有缺锡: □OK □NG □NA PCB印刷是否有锡陷:□OK □NG □NA PCB印刷是否有锡粉残留:□OK □NG □NA PCB印刷是否有多锡、少锡:□OK □NG □NA 脱模停顿时间: ms 刮刀加压速度: mm/s 加锡提示: PCS/次自动清洗长度: mm人工清洗提示: PCS/次PCB印刷是否有偏位: □OK □NGBOM表/首件报表/NC程式及站位表有无核对是否一致:□OK □NG印刷速度: mm/s 前刮刀压力: Kg/cm后刮刀压力: kg/cm 先起刮刀再脱模 □ 先脱模再起刮刀 □脱模速度: mm/s回温时间是否4-8H之间:□OK□NG 锡膏使用前是否搅拌:□有 □无搅拌时长:3分钟BOM表编号:DSP721-240300-18712A(A3)PCB版本型号:DSP721-P05钢网型号:DSP721-P05使用锡膏/红胶编号:回温时间;4H 0.15MM锡膏/红胶型号:使用时间SMT首件报告线别:机器设备:SM471+SM481日期:订单: 客户:批量:是否首次生产:□是□否东莞市东颂电子有限公司Dongguan Dongsong Electronic Co., Ltd.。
首件检验报告
首(末)件检验报告
生产日期
订单数量
首件数
线别
提交人
审核人
项目
□电器特性□外观□尺寸□材料
A:外观检验:
□1:绕线平整,无交叉,无超出骨架边缘□2:包胶无异常□3:焊锡OK,无锡珠□4:点胶无异常
□5:线圈无松动□6:本体无异物□7:磁芯无松动脱落
B:尺寸检验:
序号规格
1
2
3
4
5
C:电器特性:
序号规格
1
2
3
4
5
D:原材料使用:
材料
要求规格料号
实际规格要求
备注
确认结果:
判定结论:
E:部门签核及意见:
生产部:
品管部:
工程部:
备注:
1.新产品及一个月以上未生产的产品重新投产时,必须制作首件样品进行确认;
2.首件样品必须是5PCS,确认合格后,生产、工程、品管各保留1PCS首件样品(必须满足品管部首件样品保存)
首件样品也是已品管部保留的样品为最准;
3.首件样品制作有异常时必须找工程部一起确认如何做法,但首次首件不合格时,生产部要找工程部一同再次制作首件;
4.末件报告适用于生产汽车产品时使用;
保存期限5年表单编号:XXXXXXXXX
首件检验(16949)
首件检验1目的1.1确保生产过程的工艺正确和使用的零部件正确从而避免批量质量问题。
1.2每个工序的第一件样品、生产过程得到及时有效的评估。
2范围适用制造过程当中所有首件检验、过程检验的活动。
3定义首件检验:每班开班时,生产换型时,重新开机后,设备重新调整后生产的第一件半成品或成品。
4涉及部门4.1质量部4.2生产部4.3物流部5一般原则5.1首件检验进行时间5.1.1每个班上班时。
5.1.2产品换型时(产品零件号更换时)。
5.1.3设备重新开机后。
5.1.4生产过程中设备重新调整后。
5.1.5工装模具调整后。
5.2首件检验的数量至少一件,并进行首末件对比。
5.3首件检验是对各工序的设置(如工装,模具,工艺参数等)和零部件的使用正确与否进行验证,从而避免产品批量质量问题。
必要时对一些重要的参数,如连杆焊定位块的符合性进行SPC 数据分析。
5.4首件检验原则上不对原材料合格与否进行重复检验,因为原材料的检验由来料检验控制。
除紧急发放的原材料外,首件检验将假设所有到生产线上的原材料都是合格的原材料。
5.5所有从原材料仓库申领的零件标识必须随时和物料一起,不能丢失,原材料仓库在发放零件时必须确保生产部申领的零件都有正确的标识,并且这些标识必须伴随零件到达相应的加工工序,该工序加工完成后由该工序的零件编号代替上一道工序的零件编号。
5.6首件检验将根据批准的最新版本的工程图纸,批准的控制计划,有关技术标准和/或特殊的指导书进行。
5.7生产部员工必须确定用于制作首件的各零件规格正确,并有正确的标识卡。
5.8生产班长和员工必须确保首件经过了质量部的检验并合格,如果未经首件检验而擅自进行生产的(不管产品合格与否),将按照公司有关规定对有关当事人进行处罚。
5.9生产部经理,生产车间部长,代部长,班长等管理人员必须确保每位新入厂的员工得到有关首件检验、过程检验的培训。
5.10首件检验的合格与否由质量部检验员确定,检验员不能确定的,必须会同生产班长,车间部长,质量经理等熟知该产品和工艺的人员共同判定。
首件及首件检验的定义
首件及首件检验的定义◆ 首件:每个班次刚开始时或过程发生改变(如人员的变动、换料及换工装、机床的调整、工装刀具的调换修磨等)后加工的第一或前几件产品。
对于大批量生产,“首件”往往是指一定数量的样品。
◆ 首件检验:对每个班次刚开始时或过程发生改变(如人员的变动、换料及换工装、机床的调整、工装刀具的调换修磨等)后加工的第一或前几件产品进行的检验。
一般要检验连续生产的3-5件产品,合格后方可继续加工后续产品。
◆ 在设备或制造工序发生任何变化,以及每个工作班次开始加工前,都要严格进行首件检验。
首件检验的目的◆ 生产过程中的首件检验主要是防止产品出现成批超差、返修、报废,它是预先控制产品生产过程的一种手段,是产品工序质量控制的一种重要方法,是企业确保产品质量,提高经济效益的一种行之有效、必不可少的方法。
◆ 首件检验是为了尽早发现生产过程中影响产品质量的因素,预防批量性的不良或报废。
◆ 首件检验合格后方可进入正式生产,主要是防止批量不合格品的发生。
◆ 长期实践经验证明,首检制是一项尽早发现问题、防止产品成批报废的有效措施。
通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误、测量仪器精度变差、看错图纸、投料或配方错误等系统性原因存在,从而采取纠正或改进措施,以防止批次性不合格品发生。
首件检验的时机/场合◆ 1、每个工作班开始;◆ 2、更换操作者;◆ 3、更换或调整设备、工艺装备(包括刀具更换或刃磨);◆ 4、更改技术条件、工艺方法和工艺参数(如粗糙度要求变更、内孔铰孔更改为镗孔、数控程序中走刀量或转速等的改变);◆ 5、采用新材料或材料代用后(如加工过程中材料变更等);◆ 6、更换或重新化验槽液等(如磷化、氮化等)。
首件检验的要求◆ 首件检验采用三检制:自检、互检及专检。
◆ 三检制;送检的产品必须先由操作人员进行“自检”,然后再由班组长或同事进行“互检”,最后由检验员‘专检’,确定合格后方可继续加工后续产品。