简单参数调整
PID参数的调整方法
PID参数的调整方法1. 经验调整法(Trial and Error Method):这是一种最简单、最常用的方法。
通过观察系统的响应特性,手动调整PID参数,直到满足要求的控制效果。
这种方法需要经验丰富的控制工程师,并且时间消耗较大。
2. Ziegler-Nichols 法则:该方法是由Ziegler和Nichols于1942年提出的,是一种经典的自整定方法。
该方法通过施加阶跃信号,观察系统的响应曲线,根据曲线的一些特性来确定PID参数。
包括:增益临界法(P-临界)、重频临界法(PI-临界)和周期振荡法(PID-临界)等三种方法。
3. 闭环试校法(Closed Loop Tuning Method):这是一种能够在线调整PID参数的方法。
通过在稳态和非稳态条件下,使系统自动识别其自身的响应特性,然后根据系统的性能指标进行PID参数调整。
常见的闭环试校方法有:积分分离法、自适应校正法、计算机仿真法等。
4. 频域设计法(Frequency Domain Design Method):这种方法主要是基于系统的频域特性进行PID参数的调整。
通过分析系统的频响曲线、相位裕度、增益裕度等参数,确定适合的PID参数。
常见的频域设计方法有:Nyquist曲线法、根轨迹法等。
值得注意的是,PID参数调整并不是一种一劳永逸的方法。
不同的系统、不同的控制目标需要不同的参数调整方法,而且系统的参数也可能随时间发生变化。
因此,需要控制工程师在实际的应用中,结合实际情况选择合适的PID参数调整方法,并根据系统的变化进行适时的参数调整,以保证系统的稳定性和性能。
安川伺服电机参数基本调整

安川伺服电机参数基本调整安川伺服电机是一种常见的电机控制设备,广泛应用于机械设备中。
在使用过程中,需要根据具体的应用需求对伺服电机的参数进行基本调整,以实现更好的运动性能和控制效果。
下面将介绍一些常见的安川伺服电机参数基本调整方法。
1.转矩限制参数调整:转矩限制参数是指电机在运行中所能输出的最大转矩。
根据实际需求,可以适当调整转矩限制参数,以达到所需的运动效果。
一般来说,如果转矩限制设置得过大,容易导致电机过载;而设置得过小,则可能无法满足实际应用需求。
因此,在进行参数调整时,需要根据具体应用场景进行合理设置。
2.速度限制参数调整:速度限制参数是指电机在运行中所能达到的最大速度。
在使用伺服电机时,常常需要对其运动速度进行控制,以满足实际需求。
通过调整速度限制参数,可以控制电机的最大速度。
一般来说,速度限制设置得过大,可能会导致电机运行不稳定;设置得过小,则无法满足实际要求。
因此,在进行参数调整时,需要综合考虑电机的性能和实际需求。
3.比例增益参数调整:比例增益是伺服电机控制中的重要参数,用于控制电机响应速度和稳定性。
在进行比例增益参数调整时,需要注意以下几点:首先,增益设置得太小,可能会导致电机响应迟钝;设置得太大,则容易导致电机振荡或不稳定。
其次,在调整时应尽量使电机响应速度和运动稳定性达到一个合理的平衡。
最后,比例增益参数一般需要根据具体应用需求进行调整。
4.调整滤波时间常数参数:滤波时间常数参数是伺服电机控制中的一个重要参数,用于抑制电机输出信号的高频噪声。
在进行滤波时间常数参数调整时,需要注意以下几点:首先,滤波时间常数设置得过小,可能会导致电机输出信号的噪声没有得到有效抑制;设置得过大,则会影响电机的运行性能。
其次,应根据具体应用需求进行合理调整,以满足实际要求。
5.调整位置环参数:位置环是伺服电机控制中的一个重要环节,用于实现位置的准确控制。
在进行位置环参数调整时,需要注意以下几点:首先,位置环控制的稳定性对电机性能影响较大,因此在设置参数时应尽量提高稳定性。
PID参数的调整方法
PID参数的调整方法PID控制器是一种广泛应用于工业自动化控制系统中的一种控制算法,通过对控制系统的反馈信号进行分析和调整,来实现对控制系统的稳定控制。
PID参数调整的目的是通过修改PID控制器的三个参数(比例增益P、积分时间Ti、微分时间Td),来达到最优的控制效果。
下面将介绍几种常见的PID参数调整方法。
1.经验法:经验法是一种直接根据经验经验的方法来调整PID参数的调整方法,是初学者常用的方法。
经验法的基本原理是通过系统的试验,根据实际的经验经验来进行参数的调整。
其流程主要包括以下几个步骤:1)选择一个适当的比例增益P,使系统能够快速而准确地响应,但不引起系统的振荡。
2)逐渐增加积分时间Ti,使系统的稳态误差趋于零。
3)逐渐增加微分时间Td,使系统的响应更加平稳。
2. Ziegler-Nichols 调参法:Ziegler-Nichols 调参法是一种基于试验的经验方法,适用于较简单的系统。
其主要思想是通过改变比例增益P、积分时间Ti、微分时间Td的值,找到系统的临界增益和周期,然后根据经验公式计算参数。
具体步骤如下:1)以较小的增量逐步增加比例增益P,使系统产生小幅振荡。
2)记录振荡周期Tosc和振幅Aosc。
3)根据经验公式计算PID参数:P = 0.6KoscTi = 0.5ToscTd = 0.125Tosc3. Chien-Hrones-Reswick 调参法:Chien-Hrones-Reswick 调参法是一种经验法,适用于非线性和阻滞比较大的系统。
该方法主要通过分析系统的特性来进行参数调整。
具体步骤如下:1)选择一个适当的比例增益P,使系统快速而准确地响应。
2)根据系统的阶跃响应曲线,确定时间常数τp(过程时间常数),并计算增益裕度Kr(Kr=τp/T p)。
3)根据Kr的值,选择合适的积分时间Ti和微分时间Td。
4.自整定法:自整定法是一种根据系统的特性自动调整PID参数的方法,适用于不断变化的复杂系统。
第5章 简单控制系统的设计及参数调整方法

第五章 简单控制系统的设计
2. 控制参数的选择(重要选择)
依据过程特性对控制质量的影响,不难归纳选择控制参数的 一般原则:
K P越大越好 , TP 适当小一些 ; (a)
(b) P 越小越好 , P
/ TP 0.3
(c)K f 尽可能小, T f 尽可能大,尽可能多,尽可能将大的纯滞 后置于干扰通道,干扰进入系统的位置尽可能远离被控参数。
由此可见,时间常数越错开,K 0 越大,对系统稳定性越有 利,在保持一定稳定性的条件下,对保持质量越有利。
小结
控制通道的K P 越大越好,TP适当减小, P 越小越好,多个 时间常数的大小越错开越好。
第五章 简单控制系统的设计
(三)控制方案的确定
1、系统被控参数选取的一般原则 (a)应选取对产品的产量、质量、安全生产、经济运行、环 境保护有决定性作用、又可直接进行测量的工艺参数作为被 控参数(直接参数); (b)选取与上述直接参数有单值对应关系的间接参数作为被 控参数; (c)间接参数对产品质量应有足够的灵敏性; (d)应考虑工艺的合理性及仪表的性能价格比等; 特别说明:被控参数一般由工艺工程师确定,控制工程师无 多大选择余地。
第五章 简单控制系统的设计
c)按下表计算出P、I、D调节器的参数
(2)优缺点:
a)该法可直接在闭环状态下进行,且无需测试过程的动态特性; b)方法简单,使用方便;
第五章 简单控制系统的设计
第五章 简单控制系统的设计
(2)P调节对系统质量的影响:
a)比例调节是一种有差调节? b)比例调节系统的静差随比例带的增大而增大?比例带 的减少,意味着系统稳定性降低? c)比例调节不适合给定值随时间变化的情况;
d)增大 K C(即减小比例带),可以减少系统的静差,加 快系统的响应速度?这是因为: KP KC KC K P TP s 1 C (s) K KP R( s) TP s 1 K C K P Ts 1 1 KC TP s 1 KC K P TP K ,T (惯性减小) 1 KC K P 1 KC K P
安川伺服电机参数基本调整

安川伺服电机参数基本调整动态参数调整步骤:步骤一.设定系统刚性(Fn 001)Kp : 位置回路比例增益(机床Kp 建议值30-90 /sec)Kv : 速度回路比例增益(机床Kv 建议值30-120 Hz)Ti : 速度回路积分增益(机床Ti 建议值10-30 ms)范例:步骤二. 自动调协(auto turning) 寻找马达与机床惯性比自动调协目的,主要是在计算马达与机床整合后有些动态参数会受到影响ex: 马达负载惯性比… ,如果不先将相关参数找出速度回路的表现会与Kv/Ti 设置的结果不一致自动调协操作步骤:1.参数Pn110设11。
(打开在线自动调谐功能)2.手动Jog床台让床台来回往复多次运行。
3.手动Jog床台时如发生共振现象,请立即压下紧急停止按钮,将驱动器参数Pn408设1(打开共振抑制功能),然受修正Pn409(共振抑制频率)设定,1米加工中心机建议Pn409设定200。
4.将Fn007内容写入EEPROM。
(按Mode键至Fn000→按Up或Down键至Fn007→持续按Data 键1秒显示负载贯性比→持续按Set键1秒后Fn007内容显示之负载贯量比即可写入EEPROM)5.参数Pn110设12。
(关闭在线自动调谐功能)步骤三.起动并设定驱动器抑制共振功能相关参数(Pn408设1即打开共振抑制功能,Pn409可设定共振抑制频率) 马达与机床结合后,除了马达选用太小,无法达到高响应之外,有时也会发生马达扭力够,但是因为机床床台传动刚性较差,会产生共振而无法达到高响应又平顺的控制目标,此时,除了加强机床的传动刚性外,可利用控制器抑制共振功能,而得到高响应的结果 .步骤四. 将速度回路增益参数再调高就位置回路控制而言,速度回路是内回路,内回路响应越高,外回路(位置回路)表现越如预期,比较不会受到外界切削力,磨擦力的影响,所以在切削应用场合,请将速度回路增益尽量调高,以得到更好的切削质量YASKAWA伺服參數設定說明:备注: 1、带* 为驱动器必须设定的参数,马达才能正常运转!2、首先设置驱动器的电子齿轮比Pn202 / Pn203和需要马达转一圈回授的脉冲数Pn201 计算方法如下:通常新代控制器所设精度单位1um/Pules (可在系统参数17中设所需精度单位)通常新代控制器所设的倍频数是4 倍(可在系统参数81~100中所设轴卡的倍频)计算公式:电子齿轮比Pn202 / Pn203 = ﹝编码器的脉冲数× 4 ×M﹞÷( 负载转一圈移动量脉冲数×N )M和N是指马达和工作台传动侧的机械齿轮比新代系统参数61~63 = 马达转一圈回授的脉冲数Pn201 = 负载转一圈移动量脉冲数÷控制器内部所设的倍频4****** ex:******当螺杆的节距是10mm 马达选用C 型17比特采用直传连轴器那齿轮比计算如下:负载转一圈移动量脉冲数= 10mm÷1um/Pules =104 PulesM / N = 1 / 1Pn202 / Pn203 = (32768×4×1 ) ÷(104 ×1 ) = 8192 / 625Pn201 = 104 ÷ 4 = 2500 Pules2、设定上表中的驱动器参数,值为后面的设定值;Pn201、Pn202、Pn203为上面公式根据实际情况计算出来的值;Pn100、Pn101、Pn102先不修改数值,为出厂值;3、调整机台的刚性,先进行X、Y、Z 轴的来回运动,通过增大Fn001驱动器参数值,按加1数值增大;通常调节到机台出现震动或有声音后,降回原一级。
6SE70参数设置及调试-氧枪

6SE70参数设置及调试——氧枪关于面板的操作查看使用手册P8-18。
首先检查并确认P053=6,PMU及串行接口Scom1变更参数。
一、恢复工厂设置:(详见使用手册P9-3 )1、P060=2,选择“固定设置”菜单(即工厂参数或用户参数)2、P366=0,标准工厂设置(为具有PMU的标准设置,通过MOP的设定值,特殊情况选其他)3、P970=0,启动参数复位二、简单参数设定(详见使用手册P9-11 )P60=3,选择“简单应用参数设置”菜单,在上述出厂参数设置的基础上,本应用设定电机及简单控制参数,满足基本使用)P071=400V,对于变频器(AC/AC)设定装置交流输入电压的有效值P095=10,设置电机型式为异步/同步电机IEC国际标准P100=3,控制形式选择,=3为无测速机的速度控制P101=380V,电机额定电压P102=120A,电机额定电流P104=0.798,功率因数(条件P095=10即IEC时才设定此参数,否则设置其他相关参数)功率因数计算方式COSф=电机功率/(1.732*电机额定电压*电机电流)P107=50HZ,电机额定频率P108=975RPM,电机额定速度P114=6,设定控制系统的工艺边界条件为重载启动(P100=3/4/5[矢量控制]时使用此设定)P368=0,当执行简单应用参数设置(P370=1)时选择设定值和命令源为PMU+MOP(当设定到后面步骤时,还要专门对设定值和命令源进行设定)P370=1,启动简单应用参数设置(设置完后参数自动复位为0)P060=1,返回参数菜单执行完上述参数设定后,变频器自动的根据P100(控制方式),P368(设定和命令源),P101-P109(电机参数)组合功能图连接和参数设定。
本步骤不能对功能图中其他参数修改设定,以及不能对电机进行自动优化和参数辨识,电机控制效果非最优。
P368选择的功能图见使用手册P9-19的S0~S7;P100选择的功能图见使用手册P9-30的R0~R5;三、系统参数设置(详见使用手册P9-53 )P060=5,选择“系统设置”P068=0,滤波器选择,=0为不带滤波器P115=1,电机模型自动参数设置(根据电机参数设定自动计算)P130=10,电机编码器选择,=10为无编码器参考值设定,P350电流量A,P352频率量HZ,P353转速量RPM,P354转矩量NM(在进行简单参数设置和辨识P115=1/2/3后,参考值自动设定为电机额定值。
PID参数的调整方法
对PID控制,PV的动向与MV的动向有密切关系。作为控制的考虑方向,如果MV能按理想状态进行动 作,PV也将追踪MV的变化,从而再现理想的PV控制结果。同时监测PV及MV的动向进行PID调整相比于 仅仅监测PV的动向进行PID调整,会更容易判断怎样来调整PID值。
下面的控制状态图是把PV与MV在同一趋势上表示。坐标右纵轴是PV值,左纵轴是MV值,横轴是时间。 ⑴ 仅P控制的趋势图比较:
PID参数的调整方法
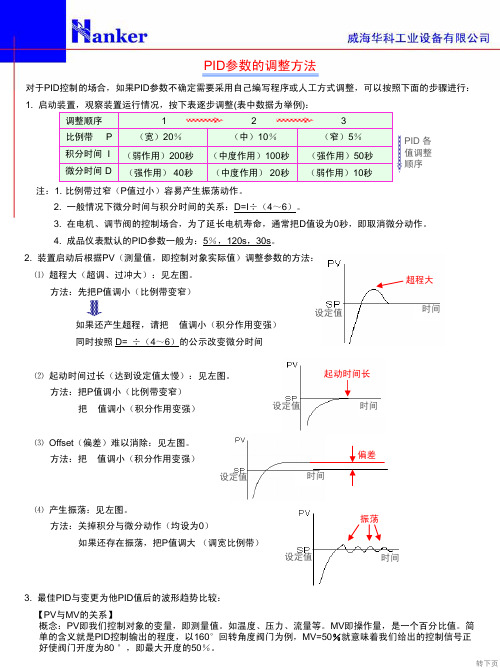
对于PID控制的场合,如果PID参数不确定需要采用自己编写程序或人工方式调整,可以按照下面的步骤进行:
1. 启动装置,观察装置运行情况,按下表逐步调整(表中数据为举例):
调整顺序
1
2
3
比例带 P 积分时间 I 微分时间 D
(宽)20% (弱作用)200秒 (强作用) 40秒
(中)10% (中度作用)100秒 (中度作用) 20秒
2. 装置启动后根据PV(测量值,即控制对象实际值)调整参数的方法:
⑴ 超程大(超调、过冲大):见左图。 方法:先把P值调小(比例带变窄)
超程大
如果还产生超程,请把 *值调小(积分作用变强)
设定值
时间
同时按照 D=*÷(4~6)的公示改变微分时间
⑵ 起动时间过长(达到设定值太慢):见左图。 方法:把P值调小(比例带变窄) 把 *值调小(积分作用变强)
结果:起动时间长
分
值
MV
PV MV
积分值大、微分值大 结果:起动时间长
小
PV
︵
强
作
MV
用
嗼
积分值小、微分值小 结果:积分太强,微分动作 较弱,起动时产生超程。
小(弱作用)
PV
简单有效的PID调节方法

简单有效的PID调节方法PID控制是一种常用的控制方法,在许多工业自动化和过程控制应用中广泛使用。
PID控制器可以根据系统的测量值和设定值进行调节,通过计算误差的比例、积分和微分部分来产生输出控制信号,从而实现对系统的稳定控制。
PID控制器由比例(P)、积分(I)和微分(D)三个控制部分组成,通过调整这三个部分的权重参数,可以实现对系统的精确控制。
下面是一些简单有效的PID调节方法:1.手动调校法:手动调校法是最简单直接的PID调节方法。
首先将控制器的三个参数P、I、D设置为零,然后逐步增加每个参数,观察系统反应。
通过观察和调整参数,直到系统达到所需的稳定状态。
这种方法需要经验和反复试验,但是可以在没有系统模型的情况下快速部署。
2. Ziegler-Nichols 方法:Ziegler-Nichols方法是一种经典的PID调节方法,将系统的冲击响应曲线用于参数调整。
首先将控制器的参数设置为零,然后逐步增加比例参数P,直到系统出现持续的震荡。
根据震荡周期T,可以计算出比例参数P、积分参数I和微分参数D的合适取值。
-P参数:设置为震荡周期的1/2;-I参数:设置为2倍的震荡周期;-D参数:设置为1/8的震荡周期。
3.设定点加持续曲线修正法:设定点加持续曲线修正法是一种基于反馈曲线的调节方法。
首先将控制器的参数设置为零,然后将设定点改变为一个较大的值。
观察系统反应的过程中,调整控制器的参数以实现稳定。
根据响应曲线的形状,调整P、I、D的权重参数,以使系统能够迅速且准确地响应设定点的变化。
4.模型预测控制法:模型预测控制法是一种基于系统模型的调节方法,通过建立系统的数学模型,并预测系统的响应,以改善控制效果。
该方法根据系统的模型通过优化算法计算出最优的PID参数。
-首先,需要建立系统的数学模型,可以使用系统辨识等方法进行建模;-然后,通过最优化算法(如梯度下降法或遗传算法)最优的PID参数;-最后,将优化得到的参数应用于控制器,并进行实际测试和调节。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.75[xx大小]光泽度为
0."83[模糊值]细分高点给
30要做拉丝效果就在凹凸内加入贴图
皮革材质:
反射贴图里放置FALLOFF[衰减]在衰减类型里为Fresnel[菲湦耳]两个材质全加上凹凸贴图上为近,亮度值为0强度为5远处的亮度值为29
第一节VR材质参数
Diffuse(漫反射)-材质的漫反射颜色。能够在纹理贴图部分(texture maps)的漫反射贴图通道凹槽里使用一个贴图替换这个倍增器的值
。Reflect(反射)-反射表要用于石材金属玻璃等材质,一个反射倍增器,通过颜色来控制反射,能够在纹理贴图部分(texture maps
)的反射贴图通道凹槽里使用一个贴图替换这个倍增器的值)。黑色表面没有任何反射,值越大反射越强,白色表面完全反射。
理贴图在这个通道凹槽里控制着材质的折射颜色倍增器。如果你仅仅需要一个简单的颜色倍增器那么你可以不使用这个通道凹槽并且使用基本
参数栏里的折射设置来替代它。Glossiness(光泽度)-这个纹理贴图在这个通道凹槽里作为有光泽、平滑的折射的一个倍增器。
Bump(凹凸贴图)-这是凹凸贴图通道凹槽。这凹凸贴图被用来模拟表面的凹凸不平(roughness粗糙度)不用在场景中真的添加更多的几何
强度为25,衰减强度为15
反射xx光泽度为
0."67[xx大小]光泽度为
0."71[模糊值]细分高点给20
凹凸内加入贴图[值在35左右
漆材质:
反射为浅蓝色[亮度15反射xx光泽度为
0."88[高光大小]光泽度为1[模糊值]细分8半透明材质:
折射为[亮度]50光泽度为
0."8[模糊值]细分20钩上影响阴影。
的表面作为双面。Reflect on back side(背面反射)-这个选项强制VRay总是跟踪反射(甚至表面的背面)。注意:
只有打开它
(the Reflect on back side),背面反射才会起作用。Cutoff(截频剪切)-这是反射/折射的阀值。当反射/折射对于一个图象采
样最终值的作用很小时,反射/折射将不被跟踪。当Cutoff设置为最小值时,反射/折射被跟踪。Texture maps(纹理贴图)在这
0."8[xx大小]光泽度为
0."85[模糊值]细分高点给15 MD
加入凹凸贴图,强度10左右
亮光不锈钢材质
漫反射为黑色[0]{增强对比}反射为浅蓝色[亮度198色调155保和22]反射高光光泽度为
0.8[xx大小]光泽度为
0."9[模糊值]细分高点给15
要做拉丝效果就在凹凸内加入贴图
xx不锈钢材质:
面被反、折射的光的数量。Scatter coeff(散射效果控制)-这个值控制在半透明物体的表面下散射光线的方向。值为
0."0时意味着在
表面下的光线将向各个方向上散射;值为
1."0时,光线跟初始光线的方向一至,同向来散射穿过物体。Fwd/bck coeff(向前/向后控制
)-这个值控制在半透明物体表面下的散射光线多少将相对于初始光线,向前或向后传播穿过这个物体。值为
0."85高光值调低一点
玻璃制作:1调整玻璃反射度2调整折射为全透明3打开非虐尔4调整玻璃颜色在雾的里面可以调整5勾选影响阴影
磨沙玻璃;1调整反射2调整折射为全透明调整折射下的光泽度为
0."9
收了
NB4-衣衣
(7) 16:14:44~NB4-野兽
(0) 16:15:57
VR材质总结
xx3D-VR教程网
那么你可以不使用这个通道凹槽并且使用基本参数栏里的漫反射设置来替代它。
Reflect(反射)-这个纹理贴图在这个通道凹槽里控制
着材质的反射颜色倍增器。如果你仅仅需要一个简单的颜色倍增器那么你可以不使用这个通道凹槽并且使用基本参数栏里的反射设置来替代它
。Glossiness(光泽度)-这个纹理贴图在这个通道凹槽里作为有光泽、平滑的反射的一个倍增器。Refract(折射)-这个纹
定向反射分配函数)一种最通常的方法。通过毕奥定向反射分配函数(BRDF)的使用来表示一表面的反射属性。一个函数定义一个表面的光谱和
空间反射属性。VRay支持以下BRDF类型:
Phong,BLinn,Ward.Options(选项)Trace reflections(跟踪反射)-反射开
关。Trace refractions(跟踪折射)-折射开关。Use irradiance map if On(使用光子图是否打开)-当你在使用GI时使用(
置换地毯:
调整漫反射贴图将其拖到凹凸通道然后施加命令VR置换调整贴图图片就OK
普通补料:1调整O开头的渲染方式2漫发射里加入一张贴图
皮革的调整方法:1调整皮革的颜色根据需要2反射全44 3光泽度
0."85打开高光手动调节调整到比较低的值
0."5左右即可在凹凸贴图通道
施加一个贴图皮纹
塑料材质调整:1根据需要更改颜色2反射适当的加高一点设置光泽度
部分里你能够设置不同的纹理贴图。可用的纹理贴图通道凹槽有Diffuse,Reflect,Refract,Glossiness, Bump and Displace。在每个纹
理贴图通道凹槽都有一个倍增器,状态勾选框和一个长按钮。这个倍增器控制纹理贴图的强度。状态勾选框是贴图开关。长按钮让你选择自己
想要的贴图或是选择当前贴图。Diffuse(漫射)-这个通道凹槽里控制着材质的漫反射颜色。如果你仅仅需要一个简单的颜色倍增器
体来模拟表面的粗糙感。Displace(位移贴图)-这是位移贴图通道凹槽。位移贴图被应用到表面造型中所以它显得更凹凸不平。不象
凹凸贴图那样位移贴图实际上执行的是表面的细分和节点位移(改变几何体)。它相对于凹凸贴图渲染减慢。
第二节常用材质
材质的设置不是一成不变的,也不是毫无规律,这里给出的是个大概的参数值,具体的还要配合场景的灯光进行修改,相差不会很大,当然,
在反射设置反射为16[在选项里去掉跟踪反射][让他只有高光没有反射]反射高光光泽度为
30.&#图里放置FALLOFF[衰减]在衰减类型里为Fresnel[菲湦耳]上为近,亮度值为0远处的亮度值为230带点蓝色,
衰减强度为
1."6[默认]
反射xx光泽度为
打开光泽度(glossiness)将增加渲染时间。Subdivs(细分)-控制光线的数量,作出有光泽的反
射估算。当光泽度Glossiness值为
1."0时,这个细分值会失去作用,VRay不会发射光线去估算光泽度。Fresnel reflection(菲涅尔反射
)-不勾选(当这个选项给打开时,反射将具有真实世界的玻璃反射。这意味着当角度在光线和表面法线之间角度值接近0度时,反射将衰减(
不绣刚VR调整方法:
1。"调整反射提高2漫反射调整为黑色
砂刚调整方法:1,调整反射度2调整光泽度
镜子:1漫反射改为黑色2反射提高3完成
纸张:
表转材质就可以完成书的材质
有色液体饮料调整方法:1调整反射:
打开非虐xx2:折射打到最高折射率调整到
1."33调整颜色在雾笑里解决
瓷器:
漫反射调整为白色2反射调整一定的反射百分之50就可以3打开非虐尔3类型改为多面
明性。注意:
你的灯光必需有VRayshadows设置,并且它下面的translucency要勾选。
Glossy也必须打开。VRay将使用雾的颜色(Fog
color)来判定光的数量经过一个框架(passes)穿过材质下的面。Thickness(厚度)-这个值确定半透明层的厚度。当光线跟踪深度
达到这个值时,VRay不会跟踪光线更下面的面。Light multiplier(灯光倍增器)-灯光分摊用的倍增器。用它来描述穿过材质下的
Hilight glossiness-反射出的光点,也就是高光,控制着模糊高光,只能在有灯光的情况下有效果,值越低越模糊,高光范围越大)
Glossiness(光泽度、平滑度)-这个值表示材质的光泽度大小。值为
0."0意味着得到非常模糊的反射效果。值为
1."0,将关掉光泽度,VRay
将产生xx的完全反射)。注意:
还有其它很多种调法,这里只介绍VR的调法,希望能起到抛砖引玉的作用。
我们生活中最常用的不外乎以下几种:
石材、玻璃、布料、金属、木材、壁纸、油漆涂料、塑胶、皮革。
0.0意味着得到非常模糊的折射效果。值为
1."0,将关掉光泽度(VRay将产生非常明显的完全折射)。Subdivs(细分)-控制光线的数量
,作出有光泽的折射估算。当光泽度(Glossiness)值为
1."0时,这个细分值会失去作用(VRay不会发射光线去估算光泽度)。IOR(折射
率)-这个值确定材质的折射率。设置适当的值你能做出很好的折射效果象水、钻石、玻璃等等。Translucent(半透明)-打开半透
1."0意味着所有的光线将向前传
播;值为
0."0时,所有的光线将向后传播;值为
0."5时,光线在向前/向后方向上等向分配。
Fog color(雾的颜色)- VRay允许你用雾
来填充折射的物体。这是雾的颜色。Fog multiplier(雾的倍增器)-雾的颜色倍增器。
较小的值产生更透明的雾。BRDF(xx
反射为浅蓝色[亮度]11反射高光光泽度为
0."28[高光大小]光泽度为1[模糊值]细分8去掉反射[让他只有高光没有反射
白塑料材质:
漫反射为白色[250]反射185勾选菲湦耳反射高光光泽度为
0."63[xx大小]光泽度为