装配钳工中级工实操题库燕尾镶配评分表
钳工技术比武燕尾配制作实作评分标准
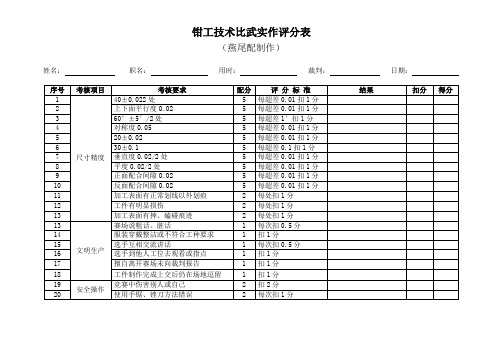
(燕尾配制作)
姓名:职名:用时:裁判:日期:
序号
考核项目
考核要求
配分
评 分 标 准
结果
扣分
得分
1
尺寸精度
40±0.022处
5
每超差0.01扣1分
2
上下面平行度0.02
5
每超差0.01扣1分
3
60°±5′/2处
5
每超差1′扣1分
4
对称度0.05
5
每超差0.01扣1分
5
20±0.02
13
加工表面有摔、磕碰痕迹
2
每处扣1分
13
文明生产
赛场说粗话、脏话
1
每次扣0.5分
14
服装穿戴整洁或不符合工种要求
1
扣1分
15
选手互相交流讲话
1
每次扣0.5分
16
选手到他人工位去观看或指点
1
扣1分
17
擅自离开赛场未向裁判报告
1
扣1分
18
工件制作完成上交后仍在场地逗留
1
扣1分
19
安全操作
竞赛中伤害别人或自己
5
每超差0.01扣1分
6
30±0.1
5
每超差0.1扣1分
7
垂直度0.02/2处
5
每超差0.01扣1分
8
平度0.02/2处
5
每超差0.01扣1分
9
正面配合间隙0.02
5
每超差0.01扣1分
10
反面配合间隙0.02
5
每超差0.01扣1分
11
加工表面有正常划线以外划痕
2
钳工中级操作技能考核评分记录表

百度文库- 让每个人平等地提升自我钳工中级操作技能考核评分记录表现场号: 工位: 性别:______试题名称:阶梯对配制作考核时间:150min序号考核项目评分要素配分评分标准检测结果扣分得分备注1 锉配15003.0(2处)10 超差扣1分30±(2处)10 超差扣1分45±(2处)8 超差扣2分表面粗糙度 6 升高一级扣1分配合间隙≤(5处)30 超差扣2分错边量≤8 超差扣1分60±(2处)8 超差扣1分平行度 6 超差扣1分垂直度10 超差扣1分4-φ3 4 每少一处扣1分2 考核时限在规定时间内完成超时停止操作3 否决项形状、位置与图纸相符不符考核项目为零分合计100考评员:核分员:年月日钳工中级操作技能试题试题名称:阶梯对配制作23钳工高级操作技能考核评分记录表现场号: 工位: 性别:______试题名称:135°角度拼块制作考核时间:240min序号考核项目评分要素配分评分标准检测结果扣分得分备注1 锉配150027.0-6 超差扣1分300033.0-6 超差扣1分450039.0-6 超差扣2分135°±4′(2处)8 超差2′扣2分表面粗糙度(10处)10 升高一级扣1分配合间隙≤(4处)25 超差扣2分60±(2处) 6 超差扣1分45±(2处) 6 超差扣1分孔距一致性尺寸为 5 超差扣1分22± 4 超差扣1分2 铰孔2-φ10H7 6 超差扣1分垂直度 5 超差扣2分11± 5 超差扣1表面粗糙度 2 升高一级扣1分3 考核时限在规定时间内完成超时停止操作4 否决项形状、位置与图纸相符不符考核项目为零分合计100考评员:核分员:年月日钳工高级操作技能试题试题名称:135°角度拼块制作5钳工技师操作技能考核评分记录表现场号: 工位: 性别:______序号考核项目评分要素配分评分标准检测结果扣分得分备注1配合配合互换性不能互换直接扣30分件1、件2配合错边≤0.07mm(2处)4每超差扣1分,一处2分配合尺寸70± 2 每超差扣1分配合间隙≤0.08mm(3处) 6 每超差扣1分,一处2分配合间隙≤0.04mm(4处)8 每处超差扣1分,一处2分2锉销件1 135°±4′(2处) 4每处超差1′扣1分,一处2分件1 2406.002.0+-(2处) 6 每处超差扣1分,一处3分件 1 尺寸25未注公差尺寸按GB/T1804m级要求2 每超差扣1分件1 47± 3 每超差扣1分件1 70± 2 每超差扣1分件1平面度达(8处)8 一处1分,超差不得分件1平行度达(3处) 3 一处1分,超差不得分件1垂直度达(3处) 3 一处1分,超差不得分件2 135°±4′(2处) 4每处超差1′扣1分,一处2分件2 24±(2处) 6 每处超差扣1分,一处2分件2 25± 3 每超差扣1分件2 47±3每超差扣1分件2 70± 2 每超差扣1分件2平面度达(8处)8 一处1分,超差不得分件2平行度达(3处) 3 一处1分,超差不得分件2垂直度达(3处) 3 一处1分,超差不得分3其他项目件1、2的表面粗糙度(12处)12 一处1分,超差不得分φ3未注公差尺寸按GB/T1804m级要求(6处)2 每处超差扣分,扣完为止除去毛刺倒C2(4处) 2 每处达不到要求扣1分其他,如有无缺陷 1 其他不合格酌情扣分合计100钳工技师操作技能试题试题名称:燕尾方槽配件制作钳工技师操作技能试题试题名称:燕尾方槽配件制作名称:件2零件图材质:Q235-A钳工技师操作技能试题试题名称:燕尾方槽配件制作钳工高级技师操作技能考核评分记录表现场号: 工位: 性别:______序号考核项目评分要素配分评分标准检测结果扣分得分备注1配合配合互换性如不能互换直接从总分扣20分件1、件2配合错边≤0.07mm(4处)4每超差扣1分,一处1分配合尺寸70± 2 每超差扣1分配合间隙≤0.08mm(6处) 6 一处1分,超差不得分配合间隙≤0.04mm(8处)8 每处超差扣1分,一处1分50± 2 每超差扣1分2锉销件1 120°±4′(2处) 4 每处超差1′扣1分,一处2分件1 25±(2处) 4 每处超差扣1分,一处2分件1 50± 3 每超差扣1分件1 70± 2 每超差扣1分件1 40± 2 每超差扣1分件1 R6±(2处) 4 每处超差扣1分,一处2分件1 Ф820.010.0++2 每超差扣1分件1平面度达(6处) 6 一处1分,超差不得分件1平行度达(3处) 3 一处1分,超差不得分` 件1垂直度达 1 超差不得分件2 120°±4′(2处) 4 每处超差1′扣1分,一处2分件2 2506.002.0+-(2处) 4 每超差扣1分,一处2分件2 35± 2 每超差扣1分件2 45±3每超差扣1分件1 70± 2 每超差扣1分件2 R6±(2处) 6 每处超差扣1分,一处3分件2 Ф820.010.0++2 每超差扣1分件2平面度达(6处) 6 一处1分,超差不得分件2平行度达(3处) 3 一处1分,超差不得分件2垂直度达 1 超差不得分3其他项目件1、2的表面粗糙度(18处)9 一处分,超差不得分φ3未注公差尺寸按GB/T1804m级要求(4处)2 一处分,超差不得分除去毛刺倒C2(4处) 2 一处分,超差不得分其他,如有无缺陷 1 其他不合格酌情扣分合计100考评员:核分员:年月日试题名称:三角、R弧面镶配件试题名称:三角、R弧面镶配件钳工高级技师操作技能试题试题名称:三角、R弧面镶配件。
职业技能鉴定钳工中级实操技能试题

附录1 职业技能鉴定钳工中级实操技能试题试题一燕尾配合1、本题分值:100分2、考核时间:240分钟(另加30分钟准备时间)3、考核形式:实操4、具体考核要求:(1)准备工作:劳动保护用品穿戴整齐,工具准备齐全,认真阅读试题图样和要求。
(2)操作过程:按图样要求和技术要求,利用合理的加工工艺进行制作加工并达到其精度要求。
(3)使用工具:正确使用工具,且工具摆放整齐。
(4)安全及其它:严格遵守有关安全操作规程,服从考评工作人员的安排与指挥,工作场地保持清洁、整齐、有序,在规定的时间内完成操作,考试结束时清理现场。
5、图样:燕尾配合技术要求:1、各锉削面未注平面度0.02mm。
2、件1为基准件,件2配作。
3、件1、件2正反配合间隙≤0.06mm。
4、各锉削面未注表面粗糙度Ra1.6μm。
5、孔口倒角C0.5。
6、锐角倒钝R0.3。
6、评分标准试题二拼块六方1、本题分值:100分2、考核时间:300分钟(另加30分钟准备时间)3、考核形式:实操4、具体考核要求:(1)准备工作:劳动保护用品穿戴整齐,工具准备齐全,认真阅读试题图样和要求。
(2)操作过程:按图样要求和技术要求,利用合理的加工工艺进行制作加工并达到其精度要求。
(3)使用工具:正确使用工具,且工具摆放整齐。
(4)安全及其它:严格遵守有关安全操作规程,服从考评工作人员的安排与指挥,工作场地保持清洁、整齐、有序,在规定的时间内完成操作,考试结束时清理现场。
5、图样:拼块六方技术要求:1、各锉削面未注平面度0.02mm。
2、件1为基准件,件2配作。
3、件1、件2正反配合间隙≤0.06mm。
4、孔口倒角C0.5。
5、锐角倒钝R0.3。
6、评分标准试题三凹凸锉配1、本题分值:100分2、考核时间:240分钟(另加30分钟准备时间)3、考核形式:实操4、具体考核要求:(1)准备工作:劳动保护用品穿戴整齐,工具准备齐全,认真阅读试题图样和要求。
(2)操作过程:按图样要求和技术要求,利用合理的加工工艺进行制作加工并达到其精度要求。
钳工中级工操作试卷

高级钳工技能试卷试题名称:缺口形燕尾槽配对试题说明:1、考生只制作件Ⅰ,详见零件图及技术要求。
2、鉴定站加工件Ⅱ作为配合检验样板。
3、考试时间180分钟。
4、材料为45评分标准:见评分表高级钳工知识试卷(冀中能源高级技校)一、选择题1.三视图投影规律包括()等度量关系和六项位置关系两方面。
(A)二(B)三(C)四(D)五2识读装配图时,不能通过()区分是不同零件。
(A)相邻的两条非接触线(B)零件序号(C)剖面线(D)相邻的一条接触线3.看装配图分析零件,主要是了解它的结构形状和()。
(A)力的传递(B)技术要求(C)尺寸大小(D)对明细表4.装配图主要表达机器或部件的装配关系和()。
(A)安装和使用的技术要求(B)制作的技术要求(C)零件的明细表(D)零件的运动路线。
5.国家标准中,()级公差精度最低。
(A)IT01(B)IT0(C)IT1(D)IT186.R a0.8极限值判断规则为()。
(A)10%规则(B)16%规则(C)20%规则(D)最大规则7.¢18H7/p6的配合性质为()。
(A)动配合(B)间隙配合(C)过渡配合(D)过盈配合8. ¢18H7/p6的配合制度为()。
(A)基孔制配合(B)基轴制配合(C)混合制配合(D)基本制配合9.钳工常用刀具材料有碳素钢、合金钢、高速钢和()。
(A)低碳钢(B)中碳钢(C)高碳钢(D)硬质合金钢10.为了提高刀具的使用寿命,使切削温度低,刀具材料应具有良好的()。
(A)导热性(B)耐热性(C)耐磨性(D)系热性11.适用于制造丝锥、板牙等形状复杂工具的材料是()。
(A)碳素工具钢(B)合金工具钢(C)高速钢(D)硬质合金钢12.标准麻花钻修磨分屑槽时,是在()上磨出分屑槽。
(A)前刀面(B)后刀面(C)基面(D)端面13.铰刀的刃磨是沿切削部分的()上进行的。
(A)前刀面(B)后刀面(C)基面(D)端面14.刀具表面的微粒被切屑或工件带走的磨损称()。
中级钳工技能试题(燕尾锉配)

中级钳工技能试题第二题 燕尾锉配 1.考核内容及要求(1)考件图样(见图Ⅱ-2所示) (2)考核要求1)尺寸公差、形位公差及表面粗糙度应达到图样要求。
2)未注公差按GB/T 1804—2000标准公差ITl2~ITl4规定。
3)不准用砂布打光加工面。
2.准备工作设备、毛坯及工具、量具准备。
3.考核时间 (1)基本时间7.5h 。
(2)时间允差 每超过10 min ,从总分中扣除1分,超过60min 不计成绩。
4.加工参考步骤(1)检查坯料70mm ×70 mm ,外形尺寸的偏差数值直接影响其他尺寸的锉配,应认真检查。
(2)划线,划出矩形槽加工线、燕尾角度加工线、孔位线,检查划线质量。
(3)加工矩形槽,钻排孔、锯去余料,锉削尺寸20±0.02 mm ,并达到对称度要求。
(4)锯除凸燕尾60°±3′两角余料,锉削加工燕尾平面,达到锉削 60°±3′角度,用控制间接尺寸α来保证尺寸及对称度要求,见图Ⅱ-3。
(5)加工燕尾槽,钻排孔锯除余料。
按照燕尾及矩形槽加工后的实际尺寸,配作燕尾槽,通过尺寸测量来控制,达到配作要求。
(6)钻、铰 孔,达到孔径尺寸要求和位置尺寸45±0.05 mm (25±0.08mm )及25±0.05 mm 的要求。
(7)对各锉削加工面再进行一次检查和修整,清角、去毛刺,以保证锯开后能达到配合要求。
(8)锯削尺寸35±0.3mm ,并保留32±l mm 尺寸的连接。
加工时应注意装夹部位和夹持方向,防止工件变形影响到锉削的加工精度。
(9)清除锯口毛刺,清理铁屑。
mm 15003.0-mm 40003.0-mm8021.00+φ技术要求1.工件不得自行锯断,否则按废件处理。
2.工件正反向配合间隙不大于0.05mm。
名称燕尾锉3.锐角倒钝。
材料 45图Ⅱ-2 燕尾锉配5.评分标准(见表Ⅱ-2)。
钳工中级技能鉴定工量具及配分表

3
螺纹
6
一
般
尺
寸
4
长度尺寸
20
超差不得分
5
¢4的位置
4
6
尺寸25
4
7
M10
4
8
六边长均等
4
平行度
4
平面度
14
表面粗糙度
10
M10孔的位置度
4
安全文明生产
依据国家安全文明生产和企业文明生产的有关规定作为考核项目
8
其它
考试时间每超0.5h扣5分,超过2h不合格
钳工中级技能鉴定工量具及配分表
1:毛坯:¢25×20mm
2:工具、量具、刃具、夹具为:
序号
名称
数量
备注
序号
名称
数量
备注
1
锯弓
1
6
划线盘
1
2
锯条
1
7
90角尺
1
3
平锉
1
8
钢直尺
1
4
台钻
2
9
万能角尺
1
5
方锉
1
10
台虎钳
1
3:考核配分及评分标准
项目
编号
考核项目
配分
检测记录
评分标准
得分
主
要
项
目பைடு நூலகம்
1
六个面
24
2
斜孔
中职技能大赛钳工实操试题

钳工专业技能比武样题
姓名_______工位______ 评分表
项目序
号
考核内容
配
分
评分标准
主要项目1 验板锉削尺寸550 -0.062mm 2处10 1.超出公差带
≤50%,扣除
该项配分1/2
2.超出公差带
>50%,扣除
该项全部配
分
2 验板锉削角度60°±4′2处10
3 对板锉削尺寸550 -0.074mm 4
4 对板锉削尺寸200 -0.052mm 6
5 对板燕尾槽对称度0.05mm 5
6 对板燕尾平行度0.05mm 5
7 配合间隙(单边)0.05mm 5处25
8 配合后尺寸(90±0.037)mm 5
9 对板燕尾槽锉削尺寸(90±0.043)mm 2处 4
一般项目1
3-Ф10+0.036
mm 3
2
3-Ф10+0.036
mm等分误差0.2mm 3处
3
3 铰孔表面粗糙度Ra1.6um 3处 3
4 锉削面表面粗糙度达Ra3.2um 16处7
安全文明生产1 安全操作 6 违犯操作规
程,扣6分2 正确使用工具、量具,场地整洁 4 工具、量具使
用不正确扣2
分,其余不符
合规定扣2分
备料单(工具、量具可自备):
1、钢板材质20﹟,尺寸90×102mm壹块.预加工基准面B。
2、量具:平台、弯板、高度尺、游标卡尺、直角尺、。
燕尾三件配

技术要求:
1、配合互换间隙≤0.03㎜。
2、除两个大平面和孔以外其余粗糙度Ra≤1.6 。
(2)操作程序
①领取工位编号、图纸、工件(工件自检);
②按图纸要求:划线、钻铰、锯、锉修、成型。
附录二:配分与评分标准
配分与评分标准
序号
考核
内容
考核要求
配分
评分标准
11
10--配合间隙≤0.03
21
超差不得分
12
安全文明生产
按国家颁发有关法规或企业自定有关规定
从总分中扣除
每违反一项规定扣2分;发生重大事故者取消考核资格
13
其它要求
考件局部无缺陷
酌情扣1~20分,严重者扣30分
合计
100
10
升高一级不得分
6
铰
削
2--20 0.03
6
超差不得分
7
15 0.03
3
超差不得分
35 0.03
3
超差不得分
2--Φ10H7
6
超差不得分
粗糙度0. 8μm(2处)
3
升高一级不得分
8
配
合
3--直线度0.015
9
超差不得分
平行度0.02
3
超差不得分
9
垂直度0.03
3
超差不得分
10
90 0.03
3
超差不得分
检测结果
扣分
得分
1
锉
削
件1
2--200 -0.02
6
超差不得分
2
60۫ ′
3
超差不得分
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
国家职业技能鉴定试卷
装配钳工中级操作技能考核评分表
考件编号: 姓名: 准考证号: 单位: ZPQG15-Z-1
试题一 零件加工评分标准(燕尾镶配)
序号 项目
技术要求 配分 评分标准 实测结果
扣分 得分 1 件 1 20±0.04 10/2 每超差一处扣5分
2 24±0.06 6 超差全扣
3 10±0.15 2 超差全扣
4 α±4′
10/2 每超差一处扣5分
5
5 超差全扣
6 φ10H7、Ra1.6 2 超差全扣
7 Ra3.2 4/4 每超差一处扣1分
8 件 2 20±0.03 6 超差全扣 9 40±0.15 4 超差全扣 10 φ10H7、Ra1.6 4/2 每超差一处扣2分 11 Ra3.2 3/3 每超差一处扣1分 12 配 合 60±0.08 8/2 每超差一处扣4分 13 45±0.15
8/4 每超差一处扣2分 14
8/2 每超差一处扣4分 15 间隙≤0.06 20/10 每超差一处扣2分
16
17 其 它 缺陷
扣分 表面敲击及其它缺陷每处扣总分1~5分
18
安全文明生产
扣分
按有关安全文明要求酌情扣1~5分,严重扣10分
名 称 燕尾镶配 开始时间
总得分
鉴定等级
中 级
结束时间
评分人: 年 月 日 核分人: 年 月 日。