2007重型机械通用技术条件
金属材料取样规定-钢板、锻件分析
合格判定与复验规定2-1
• 执行GB/T 17505-1998 钢及钢产品交货 一般技术要求 1、拉伸、弯曲试验(非序贯试验) ⑴试验单元是单件产品,进行双倍复验,应全部合格,否 则为不合格; ⑵若试验单元不是单件产品,除非另有协议,供方可以将 抽样产品从试验单元中挑出,也可不挑出。进行双倍复验, 应全部合格,否则为不合格; ①若抽样产品从试验单元中挑出,应再选取另外两个样 品,分别制取试样,应全部合格。 ②若抽样产品保留在试验单元中,应从同一抽样产品、 以及另一个抽样产品上,分别制取试样,应全部合格。
适用范围
该标准规定了GB/T15574 钢产品分类中定 义的型钢、条钢、钢板和钢管的力学性能 试验、取样位置和试样制备要求。经供需 双方协商,该标准也可用于其它金属产品 的取样。 如产品或供需双方协议对取样另有规定, 应按其规定执行。
件数或吨数。例如一批 板 抽样产品 检验、试验时,在试验 单元中抽取的部分。例 如一张板
符号
• W——产品的宽度 • t ——产品的厚度(型钢为腿部厚度, 钢管为管壁厚度) • d ——产品的直径(多边形条钢为内切圆直径) • L ——纵向试样(试样纵向轴线与主加工方向 平行) • T ——横向试样(试样纵向轴线与主加工方向 垂直)
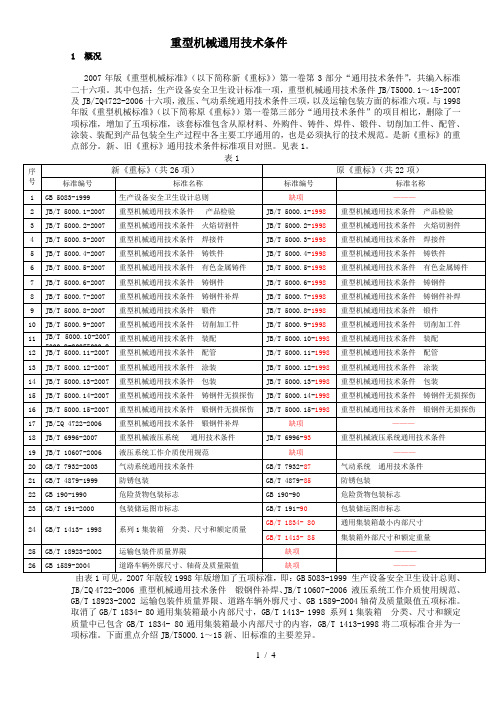
型钢取样位置
• 按图1在型钢腿部切取拉伸、弯曲和冲击样坯。 如型钢尺寸不能满足要求,可将取样位置向 中部位移。 • 对于腿部有斜度的型钢,可在腰部1/4处取样 (见图1b和d),经协商也可从腿部取样进行 机加工。 • 对于腿部长度不相等的角钢,可从任一腿部 取样。
烧割样坯加工余量的选择
• 用烧割法切取样坯时,从样坯切割线至试样边缘 必须留有足够的加工余量,一般应不小于钢产品 的厚度或直径,但最小不得少于20mm。对于厚 度或直径大于60mm的钢产品,其加工余量可根 据供需双方协议适当减少。 •
重型机械标准2007版索引

重型机械标准2007版索引第一卷
第1部分设计要素
第2部分公差配合、形状和位置公差
第3部分通用技术条件
第二卷
第4部分螺纹
第5部分紧固件
第6部分键联接、无键联接
第三卷
第7部分联轴器、制动器、离合器
第8部分齿轮、蜗轮蜗杆、减速器
第9部分带传动、链传动
第四卷
第10部分液压缸、气动缸、电动缸
第11部分管路附件
第12部分润滑元件及装置
第13部分密封
第五卷
第14部分材料
第15部分轴承座及附件
第16部分弹簧
第17部分操作件
第18部分吊耳、钢丝绳、梯子和栏杆
增补(1):
设计要素
公差配合、形状公差
通用技术条件
金属材料(铸件、锻件),非金属材料金属材料
螺纹
紧固件
增补(2):
联轴器
制动器、离合器及其他
键联接、无键联接
齿轮、蜗轮蜗杆。
金属材料取样规定-钢板、锻件
符号
• W——产品的宽度 • t ——产品的厚度(型钢为腿部厚度, 钢管为管壁厚度) • d ——产品的直径(多边形条钢为内切圆直径) • L ——纵向试样(试样纵向轴线与主加工方向 平行) • T ——横向试样(试样纵向轴线与主加工方向 垂直)
型钢取样位置
• 按图1在型钢腿部切取拉伸、弯曲和冲击样坯。 如型钢尺寸不能满足要求,可将取样位置向 中部位移。 • 对于腿部有斜度的型钢,可在腰部1/4处取样 (见图1b和d),经协商也可从腿部取样进行 机加工。 • 对于腿部长度不相等的角钢,可从任一腿部 取样。
试样的制备
• 制备试样时应避免由于机加工使钢表面产 生硬化及过热而影响其力学性能。机加工 最终工序应使试样的表面质量、形状和尺 寸满足相应试验方法标准的要求。 • 当要求标准状态热处理时,应保证试样的 热处理制度与样坯相同。
取样位置
一般要求: • 该标准给出了型钢、条钢、钢板、及钢管的 拉伸、冲击和弯曲试验取样位置 • 应在钢产品表面切取弯曲样坯,弯曲试样应 至少保留一个表面,当机加工和试验机能力 允许时,应制备全截面或全厚度弯曲试样。 • 当要求取一个以上试样时,可在规定位置相 邻处取样。
冷剪样坯所留加工余量按下表选取:
厚度或直径 ( mm) ≤4 >4~10 >10~20 >20~35 >35 加工余量 ( mm) 4 厚度或直径 10 15 20
试料的状态
• 按产品标准规定,取样的状态分为交货状态和标 准状态。 • 在交货状态下取样时,可从以下二种条件中选择: a、产品成型或热处理完成之后取样。 b、如在热处理之前取样,试料应在与产品交货 状态相同的条件下进行热处理。当需要矫直试料 时,应在冷状态下进行,除非产品标准另有规定。 • 在标准状态下取样时,应按产品标准或订货单规 定的生产阶段取样。如必须对试料矫直,可在热 处理之前进行热加工或冷加工,热加工的温度应 低于最终热处理的温度。 • 热处理之前的机加工:当热处理要求试样尺寸较 小时,产品标准应规定样坯的尺寸及加工方法。 • 样坯的热处理应按产品标准或订货单要求进行。
锻件5000-15-2007

返回总目录 返回分目录
后退
1
中国第一重型机械集团公司标准
重型机械通用技术条件
锻钢件无损检测
允月/栽 缘园园园援员缘原2007 摘录 代替 JB/T 缘园园园援员缘原1998
员 范围
JB/T 5000 的本部分规定了锻钢件的超声波、磁粉和渗透检测方法及其质量等级。 本部分适用于重型机械用锻钢件的无损检测。 采用本部分规定的无损检测方法,可能会涉及危害性材料、操作及设备,参加无损检测人员应遵 守有关安全防护和保健规程。 对锻件无损检测的方法、部位及质量等级应在锻件图样、技术文件和订货技术条件中注明。
2
4
8
12
20
5
24
36
50
75
评定框内允许的最大磁痕数量
a 质量等级不适用于单边机械加工余量大于 1 mm 的受检表面。 b 质量等级不适用于单边机械加工余量大于 3 mm 的受检表面。
5
7
10
12
工业自动化系统标准
JB/T 5000.11-1998 JB/T 8775-1998JB/T 8832-2001JB/T 8896-1999JB/T 9182-1999JB/T 9268-1999JB/T 9895.1-1999 JB/T 9895.2-1999 JB/T 9928.1-1999 JB/T 9928.2-1999 JB/T 9934.1-1999 JB/T 9934.2-1999 JB/T 10080.1-2000 JB/T 10080.2-2000 JB/T 10269-2001JB/T 10270-2001JB/T 10271-2001JB/T 10272-2001JB/T 10273-2001JB/T 10274-2001JB/T 10275-2001JB/T 10276-2001JB/T 10388-2002JB/T 10389-2002JB/T 10390-2002JB/T 3051-1999JB/T 3208-1999HG/T 20507-2000 HG/T 20573-1995 HG/T 20636.8-1998 HG/T 20636.9-1998 HG/T 20636.10-1998 HG/T 20637.1-1998 HG/T 20637.2-1998 HG/T 20637.3-1998HG/T 20637.5-1998 HG/T 20637.6-1998 HG/T 20637.7-1998 HG/T 20637.8-1998 HG/T 20638-1998 HG/T 20639.1-1998 HG/T 20639.2-1998 HG/T 20639.3-1998 HG/T 20636.1-1998 HG/T 20636.2-1998 HG/T 20636.3-1998 HG/T 20636.4-1998 HG/T 20636.5-1998 HG/T 20636.6-1998 HG/T 20636.7-1998 GB/T 9362-1988 GB/T 9469.1-1988 GB/T 9469.2-1988 GB/T 9469.3-1988 GB/T 9469.4-1988 GB/T 9469.5-1988 GB/T 9469.6-1988 GB/T 9469.7-1988 GB/T 9469.8-1988 GB/T 9469.10-1988 GB 11005.1-1989 GB 11005.2-1989 GB 11005.3-1989 GB/T 11292-1989 GB/T 12177-1990 GB/T 12642-2001 GB/T 12643-1997 GB/T 12644-2001 GB/T 12646-1990 GB/T 13283-1991 GB/T 13423-1992 GB/T 14283-1993 GB/T 14284-1993 GB/T 14468.1-1993 GB/T 14468.2-1999 GB/T 14660-1993GB/T 15479-1995GB/T 15946-1995GB/T 16462-1996GB/T 16656.1-1998 GB/T 16656.31-1997 GB/T 16656.41-1999 GB/T 16656.42-1998 GB/T 16656.43-1999 GB/T 16656.44-1999 GB/T 16656.45-2001 GB/T 16656.46-1998 GB/T 16656.47-2001 GB/T 16656.49-2003 GB/T 16656.101-1998 GB/T 16656.105-1999 GB/T 16656.201-1998 GB/T 16656.202-2000 GB/T 16656.520-2002 GB/T 16657.2-1996 GB/T 16720.1-2005 GB/T 16720.2-2005 GB/T 16720.3-1996 GB/T 16720.4-1998 GB/T 16977-1997GB/T 16979.1-1997 GB/T 16979.2-1997 GB/T 17165.1-1997 GB/T 17165.2-1997 GB/T 17165.3-2001 GB/T 17165.4-1997 GB/T 17212-1998GB/T 17214.1-1998 GB/T 17214.3-2000 GB/T 17421.2-2000 GB/T 17421.4-2003 GB/T 17587.1-1998 GB/T 17587.2-1998 GB/T 17587.3-1998 GB/T 17645.1-2001 GB/T 17645.20-2002 GB/T 17887-1999GB/T 18271.1-2000 GB/T 18271.2-2000 GB/T 18271.3-2000 GB/T 18271.4-2000 GB/T 18272.1-2000 GB/T 18272.2-2000 GB/T 18272.3-2000 GB/T 18272.5-2000 GB/T 18400.6-2001 GB/T 18400.8-2001 GB/T 18726-2002 GB/T 18755.1-2002 GB/T 18755.2-2003 GB/T 18756.1-2002 GB/T 18756.2-2002 GB/T 18756.3-2002 GB/T 18757-2002 GB/T 18975.1-2003 GB/T 18999-2003 GB/T 19150-2003 GB/T 19399-2003 GB/T 19400-2003 GB/T 19532-2004 GB/T 19659.1-2005 GB/T 19660-2005 GB/T 19662-2005 GB/Z 18727-2002 GB/Z 18728-2002 GB/Z 18729-2002 GB/Z 19219-2003 GB/Z 19397-2003 GB/Z 19398-2003 GB/Z 19582.1-2004 GB/Z 19582.2-2004 GB/Z 19582.3-2004 GB 16655-1996GB 18192-2000GB 18568-2001GB/T 2612-1989 GB/T 2613-1989 GB/T 2625-1981 GB/T 3168-1993GB/T 3369-1989 GB/T 3370-1989 GB 4793.1-1995 GB/T 4439-1984 GB/T 4830-1984 GB/T 5691-1985 GB/T 5692-1985 GB/T 5693-1985 GB/T 5694-1985 GB/T 7521-1987 GB/T 7522-1987 GB/T 7523-1987 GB/T 8129-1997 GB/T 8870-1988 GB/T 9249-1988 SH/T 3018-2003 SH/T 3019-2003 SH/T 3082-2003 SH/T 3081-2003JB/T 10308.3-2005 JB/T 10308.8-2005 JB/T 8207-1999JB/T 8209-1999JB/T 9269-1999JB/T 8904.2-1999 JB/T 8904.3-1999 GB/T 9469.9-1988 ISO 230-2-1997 ISO 230-4-1996SJ/T 10247.1-1992 SJ/T 10247.2-1992 GB 11291-1997GB/T 19767-2005 GB/Z 19760-2005 GB/T 19769.2-2005 GB/T 19769.1-2005 GB/T 16977-2005 GB/T 19898-2005 GB/T 19892.1-2005 GB/T 17214.4-2005 GB/T 19899-2005 GB/T 17214.2-2005GB/T 19902.1-2005 GB/T 9061-2006 GB/T 14468.2-2006 GB/T 14468.1-2006 JB/T 10308.2-2006 JB/T 8804-1998JB/T 8904.1-1999 JB/T 8904.4-1999 JB/T 8904.5-1999 JB/T 9270-1999 GB/T 16720.1-1996 GB/T 16720.2-1996 GB/T 16721-1996 GB/T 18272.4-2006 GB/T 18272.6-2006 GB/T 18272.7-2006 GB/T 18272.8-2006 GB/T 20171-2006 GB/Z 20177.1-2006 GB/Z 20177.2-2006 GB/Z 20177.3-2006 GB/Z 20177.4-2006 GB/T 20438.1-2006 GB/T 20438.2-2006 GB/T 20438.3-2006 GB/T 20438.4-2006 GB/T 20438.5-2006 GB/T 20438.6-2006 GB/T 20438.7-2006 SN/T 1631.2-2005 JB/T 10308.3-2001 JB/T 10566-2006 GB/T 20540.1-2006 GB/T 20540.4-2006 GB/T 20540.2-2006 GB/T 20540.3-2006 GB/T 20540.5-2006 GB/T 20540.6-2006 GB/Z 20541.1-2006 GB/Z 20541.2-2006 DL/T 656-2006JB/T 8360.1-2006 JB/T 8485.2-2006 JB/T 9934.2-2006 JB/T 7416-2007JB/T 10702.1-2007 JB/T 10702.2-2007 GB/T 19659.2-2006 GB/T 19659.3-2006 GB/T 19659.4-2006 GB/T 19902.3-2006 GB/T 19903.10-2006 GB/T 20720.1-2006 GB/T 20720.2-2006 GB/T 20721-2006 GB/T 20722-2006 GB/T 20723-2006 GB/T 20730.1-2006 GB/T 15969.8-2007 GB/T 19769.4-2007 GB/T 20818.1-2007 GB/T 20819.1-2007 GB/T 20819.2-2007 GB/T 20867-2007 GB/T 20868-2007 GB/T 20957.1-2007 GB/T 20957.2-2007 GB/Z 20830-2007 GB/Z 20869-2007 GB/Z 20965-2007 GB/T 20957.4-2007 JB/T 10791.1-2007 JB/T 10792.1-2007 JB/T 10792.2-2007 JB/T 10793.1-2007 JB/T 10793.2-2007 GB/T 15969.1-2007 GB/T 15969.4-2007 GB/T 21099.1-2007 GB/T 21099.2-2007 GB/T 21109.1-2007 GB/T 21109.2-2007JB/T 6239.1-2007JB/T 6239.2-2007JB/T 6239.3-2007JB/T 6239.4-2007JB/T 6239.5-2007 GB/T 16462.1-2007 GB/T 16462.4-2007 GB/T 18400.9-2007 GB/T 21012-2007GB/T 19892.2-2007 GB/Z 21193.3-2007 JB/T 10825-2008GB/Z 21193.1-2007 GB/T 19903.11-2008 GB/T 19582.1-2008 GB/T 19582.2-2008 GB/T 19582.3-2008 JB/T 10702.1- -2007 JB/T 10889.1-2008 JB/T 10889.2-2008 JB/T 8357.2-2008JB/T 10894-2008ICS国际标准分类目录之25.040工业自动化系统址: 电话:400-7255 888 QQ:569872709 MSN/Email:csres@重型机械通用技术条件 配管机床用封闭式调整垫铁机床数控系统 通用技术条件工业机器人 验收规则喷漆机器人 通用技术条件分散型控制系统 术语数控立式卡盘车床 精度检验数控立式卡盘车床 技术条件数控立式升降台铣床 精度检验数控立式升降台铣床 技术条件数控立式车床 精度检验数控立式车床 技术条件光栅数字显示仪表光栅线位移传感器数控机床直流主轴驱动单元 通用技术条件数控机床直流伺服驱动单元 通用技术条件数控机床直流主轴电动机 通用技术条件数控机床直流伺服电动机 通用技术条件数控机床交流主轴电动机 通用技术条件数控机床交流伺服电动机 通用技术条件数控机床交流主轴驱动单元 通用技术条件数控机床交流伺服驱动单元 通用技术条件带总线通信功能的智能测控节点现场总线智能仪表 可行性设计现场总线智能仪表 可行性设计数控机床 坐标和运动方向的命名数控机床 穿孔带程序段格式中的准备功能 G 和辅助功能 M 的代码自动化仪表选型设计规定(附条文说明)分散型控制系统工程设计规定自控专业工程设计质量保证程序自控专业工程设计文件的校审提要自控专业工程设计文件的控制程序自控专业工程设计文件的组成和编制自控专业工程设计用图形符号和文字代号仪表设计规定的编制仪表施工安装要求的编制仪表请购单的编制仪表技术说明书的编制仪表安装材料的统计仪表辅助设备及电缆、管缆的编号自控专业工程设计文件深度的规定自控专业工程设计用典型表格自控专业工程设计用典型条件表自控专业工程设计用标准目录自控专业的职责范围自控专业与工艺、系统专业的设计条件关系自控专业与管道专业的设计分工自控专业与电气专业的设计分工自控专业与电信、机泵及安全(消防)专业设计的分工自控专业工程设计的任务自控专业工程设计的程序用于工业过程控制 实时FORTRAN分散型过程控制系统用工业过程数据公路 总论分散型过程控制系统用工业过程数据公路 功能要求分散型过程控制系统用工业过程数据公路 与工业过程数据公路的接口分散型过程控制系统用工业过程数据公路 工业过程数据公路链路控制(PLC) ?分散型过程控制系统用工业过程数据公路 PLC-MAC接口和服务规范分散型过程控制系统用工业过程数据公路 媒体送取控制(MAC)子层分散型过程控制系统用工业数据公路 MAC-物理层接口和规范分散型过程控制系统用工业过程数据公路 单信道相位连续FSK物理(PHY)层及其与媒体接口的规范分散型过程控制系统用工业过程数据公路 工业过程数据公路管理DDZ-Ⅲ系列电动单元组合仪表 计算器DDZ-Ⅲ系列电动单元组合仪表 调节器DDZ-Ⅲ系列电动单元组合仪表 配电器数字控制机床的数控处理程序输出2000型记录辅元素(后置处理命令)数子控制机床的数控处理程序输出 逻辑结构工业机器人 性能规范及其试验方法工业机器人 词汇工业机器人 特性表示数字控制机床的数控处理程序输入基本零件源程序参考语言工业过程测量和控制用检测仪表和显示仪表精确度等级工业控制用软件评定准则点焊机器人通用技术条件工业机器人通用技术条件工业机器人 圆形机械接口工业机器人 轴形机械接口数控坐标镗床 精度制造业自动化 术语工业自动化仪表绝缘电阻、绝缘强度技术要求和试验方法可程控测量设备的标准数字接口数控卧式车床 精度检验工业自动化系统和集成 产品数据表达与交换 第1部分 概述与基本原理工业自动化系统与集成产品数据的表达与交换 第31部分:一致性测试方法论与框架:基本概念工业自动化系统与集成 产品数据表达与交换 第41部分:集成通用资源:产品描述与支持原理工业自动化系统和集成 产品数据表达与交换 第42部分:集成通用资源:几何与拓扑表达工业自动化系统与集成 产品数据表达和交换 第43部分:集成通用资源:表达结构工业自动化系统与集成 产品数据表达与交换 第44部分:集成通用资源:产品结构配置工业自动化系统与集成 产品数据表达与交换 第45部分:集成通用资源:材料工业自动化系统和集成产品数据表达与交换 第46部分:集成通用资源:可视化显示工业自动化系统与集成 产品数据表达与交换 第47部分:集成通用资源:形状变化公差工业自动化系统与集成产品数据表达与交换 第49部分: 集成通用资源: 工艺过程结构和特性工业自动化系统与集成 产品数据表达与交换 第101部分:集成应用资源:绘图工业自动化系统与集成 产品数据表达与交换 第105部分:集成应用资源:运动学工业自动化系统与集成产品数据表达与交换 第201部分:应用协议:显式绘图工业自动化系统与集成 产品数据的表达与交换 第202部分:应用协议:相关绘图工业自动化系统与集成 产品数据表达与交换 第520部分:应用解释构造:相关绘图元素工业控制系统用现场总线 第2部分:物理层规范和服务定义工业自动化系统制造报文规范 第1部分:服务定义工业自动化系统制造报文规范 第2部分:协议规范工业自动化系统 制造报文规范 第3部分:机器人伴同标准工业自动化系统 制造报文规范 第4部分:数值控制用伴同标准工业机器人 坐标系和运动命名原则工业自动化系统 制造报文规范 第1部分:服务定义 补充件1:数据交换工业自动化系统 制造报文规范 第2部分:协议规范 补充件1:数据交换模糊控制装置和系统 第1部分:基本术语模糊控制装置和系统 第2部分:模糊控制单元性能检测一般要求模糊控制装置和系统 第3部分:可编程控制器 模糊控制编程模糊控制装置和系统 第4部分:洗衣机模糊控制基本性能检测要求工业过程测量和控制 术语和定义工业过程测量和控制装置 工作条件 第1部分:气候条件工业过程测量和控制装置的工作条件 第3部分:机械影响机床检验通则 第2部分:数控轴线的定位精度和重复定位精度的确定机床检验通则 第4部分:数控机床的圆检验滚珠丝杠副 第1部分:术语和符号滚珠丝杠副 第2部分:公称直径和公称导程 公制系列滚珠丝杠副 第3部分:验收条件和验收检验工业自动化系统与集成 零件库 第1部分:综述与基本原理工业自动化系统与集成零件库 第20部分:逻辑资源:表达式的逻辑模型工业机器人 末端执行器自动更换系统 词汇和特性表示过程测量和控制装置 通用性能评定方法和程序 第1部分:总则过程测量和控制装置 通用性能评定方法和程序 第2部分:参比条件下的试验过程测量和控制装置 通用性能评定方法和程序 第3部分:影响量影响的试验过程测量和控制装置 通用性能评定方法和程序 第4部分:评定报告的内容工业过程测量和控制系统评估中系统特性能的评定 第1部分:总则和方法学工业过程测量和控制 系统评估中系统特性的评定 第2部分:评估方法学工业过程测量和控制系统评估中系统特性的评定 第3部分:系统功能性评估工业过程测量和控制 系统评估中系统特性的评估 第5部分:系统可信性评估加工中心 检验条件 第6部分:进给率、速度和插补精度检验加工中心 检验条件 第8部分:三个坐标平面上轮廓特性的评定现代设计工程集成技术的软件接口规范工业自动化系统 制造自动化编程环境(MAPLE)功能体系结构工业自动化系统与集成--制造自动化编程环境(MAPLE)--第2部分: 服务与接口工业自动化系统 制造报文规范(MMS)一般应用基础专规 第1部分:用于MMS的关联控制服务元素(ACSE),表示层和会话层协议规范工业自动化系统 制造报文规范(MMS)一般应用基础专规第2部分:通用MMS要求工业自动化系统 制造报文规范(MMS)一般应用基础专规 第3部分:专用MMS要求工业自动化系统企业参考体系结构与方法论的需求工业自动化系统与集成流程工厂(包括石油和天然气生产设施)生命周期数据集成 第1部分:综述与基本原理工业自动化系统 企业模型的概念与规则零件库术语工业机器人 编程和操作图形用户接口工业机器人 抓握型夹持器物体搬运 词汇和特性表示包装材料 气相防锈塑料薄膜工业自动化系统与集成 开放系统应用集成框架 第1部分:通用的参考描述工业自动化系统与集成 机床数值控制坐标系和运动命名工业自动化系统 制造报文规范 术语企业应用产品数据管理(PDM)实施规范制造业企业资源计划(ERP)系统功能结构技术规范基于网络的企业信息集成规范工业自动化--时限通信体系结构--时限通信系统的用户需求和网络管理工业机器人-电磁兼容性试验方法和性能评估准则-指南工业自动化系统与集成-离散部件制造设备在工业环境中的工作条件基于Modbus协议的工业自动化网络规范 第1部分:Modbus应用协议基于Modbus协议的工业自动化网络规范 第2部分:Modbus协议在串行链路上的实现指南基于Modbus协议的工业自动化网络规范 第3部分:Modbus协议在TCP/IP上的实现指南工业自动化系统 集成制造系统安全的基本要求液体仪器无菌包装用纸基复合材料加工中心 安全防护技术条件DDZ-Ⅱ系列电动单元组合仪表DDZ-Ⅲ系列电动单元组合仪表 工作信号过程检测和控制流程图用图形符号和文字代号数字控制机床 操作指示形象化符号工业自动化仪表用模拟直流电流信号工业自动化仪表用模拟直流电压信号测量、控制和试验室用电气设备的安全要求 第1部分:通用要求工业自动化仪表工作条件 振动工业自动化仪表气源压力范围和质量数据处理用的模块化仪器系统 CAMAC系统CAMAC术语的定语CAMAC多机箱系统结构分支信息公路和A1型CAMAC机箱控制器规范CAMAC系统中的块传送多个控制器在-CAMAC机箱中CAMAC串行信息公路接口系统CAMAC子程序工业自动化系统 机床数值控制 词汇机床数字控制 点位、直线运动和轮廓控制系统的数据格式工业过程测量和控制系统用自动平衡式记录仪和指示仪石油化工安全仪表系统设计规范石油化工仪表管道线路设计规范石油化工仪表供电设计规范石油化工仪表接地设计规范测量和控制数字数据通信工业控制系统用现场总线 类型3:PROFIBUS规范测量和控制数字数据通信工业控制系统用现场总线 类型8:INTERBUS规范工业自动化仪表用电源电压工业过程控制用电动和气动输入输出模拟信号调节器 性能评定方法工业控制计算机系统安装环境条件KF系列气动基地式仪表KFK型压力指示调节仪KF系列气动基地式仪表KFL型液位指示调节仪分散型过程控制系统用工业过程数据公路 单信道同轴电缆总线媒体层技术机床测验规则.第2部分:定位用数字控制轴的精度和重复性的测定机床试验规程.第4部分:数控机床的循环测试音频电力负荷控制系统 系统通用规范音频电力负荷控制系统 中央控制设备通用规范工业机器人 安全规范基于微处理器仪表的评定方法控制与通信总线CC-link规范工业过程测量和控制系统用功能块 第2部分 软件工具要求工业过程测量和控制系统用功能块 第1部分 结构工业机器人坐标系和运动命名原则工业过程测量和控制 应用软件文档集批控制 第1部分:模型和术语工业过程测量和控制装置的工作条件 第4部分: 腐蚀和侵蚀影响过程测量和控制系统用二进制直流电压信号工业过程测量和控制装置的工作条件 第2部分: 动力工业自动化系统与集成 物理设备控制 计算机数值控制器用的数据模型 第1部分:概述和基本原理工业自动化系统与集成 制造软件互操作性能力建规 第1部分:框架金属切削机床 通用技术条件工业机器人 机械接口 第2部分:轴类工业机器人 机械接口 第1部分:板类测量和控制数字数据通信工业控制系统用现场总线 类型2:Control Net和EtherNet/IP规范工业 PC 控制系统 通用技术条件KF 系列气动基地式仪表 KFD 型差压指示调节仪KF 系列气动基地式仪表 KFT 型温度位力指示调节仪KF 系列气动基地式仪表 KFP 型压力位力指示调节仪工业控制微型计算机系统过程输入输出通道模板试验检查方法工业自动化系统 制造报文规范 第一部分:服务定义工业自动化系统 制造报文规范 第2部分:协议规范工业自动化系统 制造报文规范 协议子集规范工业过程测量和控制 系统评估中系统特性的评定 第4部分:系统性能评估工业过程测量和控制 系统评估中系统特性的评定 第6部分:系统可操作性评估工业过程测量和控制 系统评估中系统特性的评定 第7部分:系统安全性评估工业过程测量和控制 系统评估中系统特性的评定 第8部分:与任务无关的系统特性评估用于工业测量与控制系统的EPA系统结构与通信规范控制网络LONWORKS技术规范 第1部分:协议规范控制网络LONWORKS技术规范 第2部分:电力线信道规范控制网络LONWORKS技术规范 第3部分:自由拓扑双绞线信道规范控制网络LONWORKS技术规范 第4部分:基于隧道技术在IP信道上传输控制网络协议的规范电气/电子/可编程电子安全相关系统的功能安全 第1部分: 一般要求电气/电子/可编程电子安全相关系统的功能安全 第2部分: 电气/电子/可编程电子安全相关系统的要求电气/电子/可编程电子安全相关系统的功能安全 第3部分: 软件要求电气/电子/可编程电子安全相关系统的功能安全 第4部分: 定义和缩略语电气/电子/可编程电子安全相关系统的功能安全 第5部分: 确定安全完整性等级的方法示例电气/电子/可编程电子安全相关系统的功能安全 第6部分: GB/T 20438.2 和GB/T 20438.3 的应用指南电气/电子/可编程电子安全相关系统的功能安全 第7部分: 技术和措施概述进出口机床产品检验规程 第2部分:数控机床测量和控制数字数据通信工业控制系统用现场总线 第3部分:Profibus规范模糊控制装置和系统 洗衣机模糊控制基本性能检测要求测量和控制数字数据通信 工业控制系统用现场总线 类型3:PROFIBUS规范 第1部分:概述和导则测量和控制数字数据通信 工业控制系统用现场总线 类型3:PROFIBUS规范 第4部分:数据链路层协议规范测量和控制数字数据通信 工业控制系统用现场总线 类型3:PROFIBUS规范 第2部分:物理层规范和服务定义测量和控制数字数据通信 工业控制系统用现场总线 类型3:PROFIBUS规范 第3部分:数据链路层服务定义测量和控制数字数据通信 工业控制系统用现场总线 类型3:PROFIBUS规范 第5部分:应用层服务定义测量和控制数字数据通信 工业控制系统用现场总线 类型3:PROFIBUS规范 第6部分:应用层协议规范测量和控制数字数据通信 工业控制系统用现场总线 类型10:PROFINET规范 第1部分:应用层服务定义测量和控制数字数据通信 工业控制系统用现场总线 类型10:PROFINET规范 第2部分:应用层协议规范火力发电厂汽轮机控制系统验收测试规程数控重型卧式车床 第2部分:技术条件数控滚齿机 第1部分:精度检验数控剃齿机 第2部分:精度检验数控立式车床 第2部分:技术条件数控坐标镗床技术条件数控小型排刀车床第1部分:精度检验数控小型排刀车床第2部分:技术条件工业自动化系统与集成 开放系统应用集成框架 第2部分:基于ISO 11898的控制系统的参考描述工业自动化系统与集成 开放系统应用集成框架 第3部分:基于IEC 61158控制系统的参考描述工业自动化系统与集成 开放系统应用集成框架 第4部分:基于以太网控制系统的参考描述工业自动化系统与集成 制造软件互操作性能力建规 第3部分:接口服务、协议及能力模板工业自动化系统与集成 物理设备控制 计算机数值控制器用的数据模型 第10部分:通用工艺数据企业控制系统集成 第1部分:模型和术语企业控制系统集成 第2部分:对象模型属性自动导引车 通用技术条件激光加工机器人 通用技术条件弧焊机器人 通用技术条件工业过程控制系统用模拟输入两位或多位输出仪表 第1部分:性能评定方法可编程序控制器 第8部分:编程语言的应用和实现导则工业过程测量和控制系统用功能块 第4部分:一致性行规指南工业过程测量和控制 过程设备目录中的数据结构和素 第1部分:带模拟和数字输出的测量设备工业过程控制系统用模拟信号控制器 第1部分:性能评定方法工业过程控制系统用模拟信号控制器 第2部分:检查和例行试验导则工业机器人 安全实施规范工业机器人 性能试验实施规范精密加工中心检验条件 第1部分:卧式和带附加主轴头机床几何精度检验(水平Z轴)精密加工中心检验条件 第2部分:立式或带垂直主回转轴的万能主轴头机床 几何精度检验(垂直Z轴)基于PROFIBUS DP和PROFINET IO的功能安全通信行规-PROFIsafe工业机器人 用于机器人的中间代码控制网络HBES技术规范 住宅和楼宇控制系统精密加工中心检验条件 第4部分:线性和回转轴线的定位精度和重复定位精度检验带刀具自动交换装置的刀库 第1部分: 技术条件五轴联动立式加工中心 第1部分:精度检验五轴联动立式加工中心 第2部分:技术条件高精度加工中心 第1部分:卧式机床 精度检验高精度加工中心 第2部分:立式机床 精度检验可编程序控制器 第1部分:通用信息可编程序控制器 第4部分:用户导则过程控制用功能块 第1部分:系统方面的总论过程控制用功能块 第2部分:功能块概念及电子设备描述语言的规范过程工业领域安全仪表系统的功能安全 第1部分:框架、定义、系统、硬件和软件要求过程工业领域安全仪表系统的功能安全 第2部分:GB/T 21109.1的应用指南过程工业领域安全仪表系统的功能安全 第3部分:确定要求的安全完整性等级的指南工业自动化仪表通用试验方法 第1部分:共模、串模抗扰度试验工业自动化仪表通用试验方法 第2部分:电源电压频率变化抗扰度试验工业自动化仪表通用试验方法 第3部分:电源电压低降抗扰度试验工业自动化仪表通用试验方法 第4部分:电源短时中断抗扰度试验工业自动化仪表通用试验方法 第5部分:电源快速瞬变单脉冲抗扰度试验数控车床和车削中心检验条件第1部分:卧式机床几何精度检验数控车床和车削中心检验条件第4部分:线性和回转轴线的定位精度及重复定位精度检验加工中心检验条件第9部分:刀具交换和托板交换操作时间的评定精密加工中心技术条件批控制第2部分:数据结构和语言指南矿物燃烧蒸汽发电站第3部分:蒸汽温度控制工业机器人 产品验收实施规范矿物燃烧蒸汽发电站 第1部分: 限幅控制工业自动化系统与集成 物理设备控制 计算机数值控制器用的数据模型 第11部分:铣削用工艺数据基于Modbus协议的工业自动化网络规范 第1部分:Modbus应用协议基于Modbus协议的工业自动化网络规范 第2部分:Modbus协议在串行链路上的实现指南基于Modbus协议的工业自动化网络规范第3部分:Modbus协议在TCP/IP上的实现指南数控小型排刀车床 第1部分:精度检验卧式车铣复合加工中心 第1部分:精度检验卧式车铣复合加工中心 第2部分:技术条件数控立式钻床 第2部分:技术条件注塑机计算机控制系统 通用技术条件1998/12/1 1998/12/1 2001/12/1 2000/1/1 2000/1/1 2000/1/1 2000/1/1 2000/1/1 2000/1/1 2000/1/1 2000/1/1 2000/1/1 2000/6/1 2000/6/1 2001/10/1 2001/10/1 2001/10/1 2001/10/1 2001/10/1 2001/10/1 2001/10/1 2001/10/1 2003/4/1 2003/4/1 2003/4/1 2000/1/1 2000/1/1 2001/6/1 1996/3/1 1999/1/1 1999/1/1 1999/1/1 1999/1/1 1999/1/1 1999/1/11999/1/1 1999/1/1 1999/1/1 1999/1/1 2001/8/1 1999/1/1 1999/1/1 1999/1/1 1999/1/1 1999/1/1 1999/1/1 1999/1/1 1999/1/1 1999/1/1 1999/1/1 1988/10/1 1989/1/1 1989/1/1 1989/1/1 1989/1/1 1989/1/1 1989/1/1 1989/1/1 1989/1/1 1989/1/1 1990/1/1 1990/1/1 1990/1/1 1990/1/1 1990/8/1 2002/5/1 1998/4/1 2002/5/1 1991/10/1 1992/8/1 1992/1/2 1993/1/2 1993/1/2 1993/1/2 2000/5/1 1994/7/11995/10/1 1996/8/1 1997/2/1 1999/6/1 1998/4/1 2000/5/1 1999/6/1 2000/5/1 2000/5/1 2001/10/1 1999/6/1 2001/10/1 2003/12/1 1999/6/1 2000/1/1 1999/6/1 2000/8/1 2003/1/1 1997/7/1 2005/6/1 2005/6/1 1997/7/1 1999/6/1 1998/4/1 1998/4/1 1998/4/1 1998/1/2 1998/1/2 2001/8/1 1998/1/2 1998/10/1 1998/10/1 2001/8/1 2000/6/1 2004/6/1 1999/9/1 1999/9/1 1999/9/1 2001/10/1 2002/10/1 2000/5/12001/8/1 2001/5/1 2001/5/1 2001/8/1 2001/8/1 2001/8/1 2001/8/1 2002/3/1 2002/3/1 2002/12/1 2003/1/1 2003/1/2 2003/1/1 2003/1/1 2003/1/1 2003/1/1 2003/8/1 2003/12/1 2003/12/1 2004/5/1 2004/5/1 2004/12/1 2005/6/1 2005/6/1 2005/6/1 2002/12/1 2002/12/1 2002/12/1 2004/1/1 2004/5/1 2004/5/1 2005/3/1 2005/3/1 2005/3/1 1997/7/1 2001/3/1 2002/8/1 1990/4/1 1990/1/1 1982/3/1 1994/3/11990/4/1 1996/10/1 1985/4/1 1985/1/1 1986/10/1 1986/10/1 2000/12/1 1986/10/1 1987/1/2 1987/1/2 1987/1/2 1998/4/1 1988/7/1 1989/1/1 2004/7/1 2004/7/1 2004/7/1 2004/7/1 2005/11/1 2005/11/1 2000/1/1 2000/1/1 2000/1/1 1999/7/1 1999/7/1 1989/1/1 1997/12/15 1996/1/1 1992/12/1 1992/12/1 1998/4/1 2005/12/1 2005/12/1 2005/12/1 2005/12/1 2006/2/1 2006/4/1 2006/4/1 2006/4/1 2006/4/1 2006/4/12006/4/1 2006/8/1 2006/9/1 2006/9/1 2006/8/16 1998/12/1 1999/7/1 1999/7/1 1999/7/1 2000/1/1 1997/7/1 1997/7/1 1997/7/1 2006/11/1 2006/11/1 2006/11/1 2006/11/1 2006/11/1 2006/12/1 2006/12/1 2006/12/1 2006/12/1 2007/1/1 2007/1/1 2007/1/1 2007/1/1 2007/1/1 2007/1/1 2007/1/1 2006/2/1 2002/3/1 2006/10/11 2007/5/1 2007/5/1 2007/5/1 2007/5/1 2007/5/1 2007/5/1 2007/3/9 2006/10/16 2007/3/12007/5/1 2007/5/1 2007/5/1 2007/7/1 2007/7/1 2007/7/1 2007/7/1 2007/7/1 2007/7/1 2007/7/1 2007/7/1 2007/7/1 2007/7/1 2007/7/1 2007/7/1 2007/7/1 2007/7/1 2007/8/1 2007/6/1 2007/6/1 2007/6/1 2007/6/1 2007/8/1 2007/8/1 2007/11/1 2007/11/1 2007/8/1 2007/8/1 2007/10/1 2007/12/1 2008/3/1 2008/3/1 2008/3/1 2008/3/1 2008/3/1 2007/12/1 2007/12/1 2007/12/1 2007/12/1 2007/12/1 2007/12/12008/3/1 2008/3/1 2008/3/1 2008/3/1 2008/3/1 2007/12/1 2007/12/1 2007/12/1 2007/12/1 2008/5/1 2008/5/1 2008/7/1 2008/5/1 2008/11/1 2008/9/1 2008/9/1 2008/9/1 2007/7/1 2008/11/1 2008/11/1 2008/11/1 2008/11/1。
机械行业标准JB

JB/T5502-91XJQ型机械搅拌式浮选机 JB/T5508-2004冷矿振动筛 JB/T56180-1999 防爆电器 产品质量分等(复印) JB/T5877-2002低压固定封闭式成套开关设备 JB/T5936-91工程 机械 机械加工件通用技术条件 JB/T5943-91 工程机械焊接件通用技术条件 JB/T5995-1992工业产品使用说明书机电产品使用说明书编写规定 JB/T6050-2006钢铁热处理零件硬度测试通则 JB/T6052-2005钢质自由锻件加热通用技术条件 JB/T6061-2007无损检测焊缝磁粉检测 JB/T6116-92 JTK型矿用提升绞车试验方法 JB/T6172-2005压力传感器系列型谱 JB/T6239.1-2007工业自动化仪表通用试验方法第1部分:共模 串模抗扰度试验 JB/T6239.1-6239.5-92工业自动化仪表通用试验方法 JB/T6239.2-2007工业自动化仪表通用试验方法第2部分:电源电压频率变化抗扰度试验 JB/T6239.3-2007工业自动化仪表通用试验方法第3部分:电源电压低降抗扰度试验 JB/T6239.4-2007工业自动化仪表通用试验方法第4部分:电源短时中断抗扰度试验 JB/T6239.5-2007工业自动化仪表通用试验方法第5部分:电源快速瞬变单脉冲抗扰度试验 JB/T6328-92交流传动钢绳芯带式输送机电控设备试验方法 JB/T6388-2004YKR型圆振动筛 JB/T6389-92 ZKR型直线振动筛 JB/T6396-2006大型合金结构钢锻件 JB/T6406-2006电力液压鼓式制动器 JB/T6444-2004风机包装通用技术条件 JB/T6445-2005工业通风机叶轮超速试验 JB/T6482-1992 蓄电池车辆用直流电动机型谱 JB/T6483-2005 电精制防爆变压器 JB/T6522-92窄轨工矿电机车用断路器技术条件 JB/T6754.1-1993直流传动矿井提升机电控设备第一部分机组电控设备 JB/T6754.2-1993直流传动矿井提升机电控设备第二部分晶闸管电控设备 JB/T6762-2004矿用隔爆型潜污水电泵 JB/T6886-93通风机涂装技术条件 JB/T6887-2004 风机用铸铁件技术条件 JB/T6888-2004风机用铸钢件 技术条件 JB/T6891-2004 风机用消声器技术条件 JB/T6956-93离子渗氮
重型机械装配技术要求
J T 00 9 19 B/ 5 0 . - 9 8
Cut g tn i
范围
本标准规 定了重 型机械产 品及零部件切削加工件的通用技术条件 。 本标准适 用于重 型机械产 品及零部件 。 凡产品图样和技 术文件 中无特殊规定 时, 均应符合本标准的规定 。
公差值
注 形成直角边 中匀长 的一边作为荃准 , 之 较短的一边作为被测要素 .
4233 同轴度和对称度应符合 G / 18 一19 表 2中C级规定 , ,.. B T 4 96 1 其公差值 见表 8 , 表 8 同轴度和对称度未注公差
弓! 标 准 用
下列标准所包含 的条文 , 通过在本标准中引用而构成 为本标准的条文。本标准出版时, 所示 版本均 为有效。所有标 准都 会被修订 . 使用本标准的各方应探讨使用下列标准最新版本 的可能性 。 GBT 97 / 3 -1 9 G 17 1 B -8 9 G / 1 4 96 8-19 B T 1 G / 1 4 2 0-9 B T 8 GB 3 一8 4 9 1 3 1 GB 3 一8 5 9 1 3 1 Z J8 -8 1 7 B 0 3 0
421 适 用范围 .. 适用于用去除材料方法形成的要 素。 除本标准规定的各项 目未注公差外 , 其他项 目如线轮廓度 、 面轮廓度 、 倾斜度、 位置度和全跳动均应 由各要素的注出或未注线性尺寸公差或 角度公差控制 。 422 未注形状公 差 ..
4221 直线度和平面度. .-. 应符合 6 规定。 表 的
倒 圆半径和倒角高度尺寸极限偏差应符 合表 4的规定 。 表 4 倒圆半径和倒 角高度尺 寸的极限偏差数值
U C , U段
〔
Z
界 、刁 、
/ 讼口 /侧
2007重型机械通用技术条件
重型机械通用技术条件1 概况2007年版《重型机械标准》(以下简称新《重标》)第一卷第3部分“通用技术条件”,共编入标准二十六项。
其中包括:生产设备安全卫生设计标准一项,重型机械通用技术条件JB/T5000.1~15-2007及JB/ZQ4722-2006十六项,液压、气动系统通用技术条件三项,以及运输包装方面的标准六项。
与1998年版《重型机械标准》(以下简称原《重标》)第一卷第三部分“通用技术条件”的项目相比,删除了一项标准,增加了五项标准,该套标准包含从原材料、外购件、铸件、焊件、锻件、切削加工件、配管、涂装、装配到产品包装全生产过程中各主要工序通用的,也是必须执行的技术规范。
是新《重标》的重点部分。
新、旧《重标》通用技术条件标准项目对照。
见表1。
JB/ZQ 4722-2006 重型机械通用技术条件锻钢件补焊、JB/T 10607-2006 液压系统工作介质使用规范、GB/T 18923-2002 运输包装件质量界限、道路车辆外廓尺寸、GB 1589-2004轴荷及质量限值五项标准。
取消了GB/T 1834- 80通用集装箱最小内部尺寸,GB/T 1413- 1998 系列1集装箱分类、尺寸和额定质量中已包含GB/T 1834- 80通用集装箱最小内部尺寸的内容,GB/T 1413-1998将二项标准合并为一项标准。
下面重点介绍JB/T5000.1~15新、旧标准的主要差异。
2 JB/T 5000.1 《重型机械通用技术条件产品检验》2.1 产品检验的一般要求2.1.1 增加了2.1条对半成品(原材料)的定义。
2.1.2 新《重标》根据使用要求,增加了2.1.3条对半成品的检验要求。
2.1.3 增加了2.3 C)条对外协配套件的选用要求。
2.1.4 新《重标》中的表2将焊缝缺陷等级、焊接件尺寸偏差及形位公差等级的图样标注由原来的4个等级改为3个等级,取消了原《重标》焊缝质量评定级别DS、DK级、焊缝缺陷等级Ⅳ级及尺寸与角度偏差等级D级和形位公差等级H级。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
重型机械通用技术条件
1 概况
2007年版《重型机械标准》(以下简称新《重标》)第一卷第3部分“通用技术条件”,共编入标准二十六项。
其中包括:生产设备安全卫生设计标准一项,重型机械通用技术条件JB/T5000.1~15-2007及JB/ZQ4722-2006十六项,液压、气动系统通用技术条件三项,以及运输包装方面的标准六项。
与1998年版《重型机械标准》(以下简称原《重标》)第一卷第三部分“通用技术条件”的项目相比,删除了一项标准,增加了五项标准,该套标准包含从原材料、外购件、铸件、焊件、锻件、切削加工件、配管、涂装、装配到产品包装全生产过程中各主要工序通用的,也是必须执行的技术规范。
是新《重标》的重点部分。
新、旧《重标》通用技术条件标准项目对照。
见表1。
总则、JB/ZQ 4722-2006 重型机械通用技术条件锻钢件补焊、JB/T 10607-2006 液压系统工作介质使用规范、GB/T 18923-2002 运输包装件质量界限、道路车辆外廓尺寸、GB 1589-2004轴荷及质量限值五项标准。
取消了GB/T 1834- 80通用集装箱最小内部尺寸,GB/T 1413- 1998 系列1集装箱分类、尺寸和额定质量中已包含GB/T 1834- 80通用集装箱最小内部尺寸的内容,GB/T 1413-1998将二项标准合并为一项标准。
下面重点介绍JB/T5000.1~15新、旧标准的主要差异。
2 JB/T 5000.1 《重型机械通用技术条件产品检验》
2.1 产品检验的一般要求
2.1.1 增加了2.1条对半成品(原材料)的定义。
2.1.3 增加了2.3 C)条对外协配套件的选用要求。
2.1.4 新《重标》中的表2将焊缝缺陷等级、焊接件尺寸偏差及形位公差等级的图样标注由原来的4个等级改为3个等级,取消了原《重标》焊缝质量评定级别DS、DK级、焊缝缺陷等级Ⅳ级及尺寸与角度偏差等级D级和形位公差等级H级。
2.1.5 修改了铸件尺寸公差图样标注的毛坯基本尺寸范围及尺寸公差等级,新、旧标准对比见表2。
≤2500mm和有色金属铸件毛坯基本尺寸≥10~250mm的尺寸分段,增加了铸铁件尺寸公差等级CT11和有色金属铸件尺寸公差等级CT9并规定在图样上不标注。
取消了铸钢件毛坯基本尺寸≤16mm的尺寸分段及尺寸公差等级CT12。
2.1.6 修改了涂装除绣等级与腐蚀类别及在图样上标注的规定,新、旧标准差异见表3。
a)新《重标》增加了除绣等级及其在图样上标注的规定;
b)根据ISO12944将涂装类别改为腐蚀类别。
c)除绣等级、腐蚀类别、涂层厚度及面漆颜色均按JB/T 5000.12-2007的规定。
2.1.7 增加了2.13条对生产厂家的产品制造质量要求及2.14条对特殊装置的检验要求。
2.2 检验记录
2.2.1 产品质量检验记录种类的C)条增加了粘结剂的检验记录。
2.2.2 原《重标》的5.3条规定“产品质量检验记录由制造厂质量检验部门填报与汇总并建立产品质量档案”,新《重标》在原基础上增加了“如合同约定由第三方对产品质量进行监理,监理方可以见证制造厂的检验过程和检验结果。
”
3 JB/T 5000.2 《重型机械通用技术条件火焰切割件》
3.1 适用范围
修改了火焰切割件的适应范围,由原“本标准适用于重型机械产品中碳钢、低合金钢、钛及钛合金板材的火焰切割件”改为“本标准适用于厚度为6~300mm的低碳钢、中碳钢及普通低合金钢的火焰切割件”增加了厚度为6~300mm的低碳钢及取消了钛及钛合金板材的适用范围。
3.2 术语和定义
3.2.1 增加了1.1条火焰切割件、1.7条表面缺陷、1.8条上缘熔化及1.9条挂渣的定义。
3.2.2 修改了垂直度和倾斜度公差及表面粗糙度的定义
a) 垂直度公差原定义是“指在理论正确角度条件(与工件基准面成90°),通过切割面轮廓最高点和最低点的两条平行直线间的距离。
垂直度公差用u表示”(见原标准的图1),现定义为“在本部分中指在垂直于基准平面与切割长度方向的给定截面内的切割表面轮廓线的垂直度公差。
其公差带是距离为公差值t且垂直于基准平面和切割长度方向的两平行直线之间的区域”(见新标准的图1)。
b) 倾斜度公差(原标准称斜度公差)原定义是“指在理论正确角度条件(与工件基准面成α°),通过切割面轮廓最高点和最低点的两条平行直线间的距离。
斜度公差用u表示”(见原标准的图2),现定义为“在本部分中指在垂直于基准平面与切割长度方向的给定截面内的切割表面轮廓线的倾斜度公差。
其公差带是距离为公差值t、与基准平面成一给定角度并垂直于切割长度方向的两平行直线之间的区域”(见新标准的图2)。
c) 表面粗糙度原定义是“指在评定长度内五个并列的取样长度上所测得的五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和”(见原标准的图3),现定义为“指加工表面上具有的较小间距和峰谷所组成的微观几何形状特征。
一般由所采用的加工方法和其他因素形成”。
3.2.3 取消了原《重标》3.4条长度尺寸的定义。
3.3 火焰切割表面质量要求
3.3.1 垂直度公差和倾斜度公差t
垂直度公差和倾斜度公差新、旧标准对比见表4。
修改为6~10mm,此尺寸段的公差值没变。
b) 修改了切削厚度>100~130的2级公差值,将原公差值2.29mm修改为3.0mm。
c) 增加了表注:当图样上标注出切割件长度尺寸极限偏差时,垂直度公差和倾斜度公差应满足包容要求,即当切割件实际长度尺寸(指尺寸线垂直于切割长度方向的尺寸)达到最大实体尺寸时,垂直度和倾斜度实际误差只能发生在最大实体边界内,不能超出边界外(即只能向实体内偏斜)。
d)增加了表注:采用手持割炬切割时,欲实现本表有一定困难,下料时应尽量避免采用(非等级要求的切割面除外)。
SN200第3部分:2007的垂直度和倾斜度公差u见表5。
a) SN200的垂直度和倾斜度公差没有分等级只有一个公差等级,新《重标》切削厚度<100mm 的2级公差与SN200的公差相同。
b) 新《重标》切削厚度>100~300mm的尺寸分段与SN200尺寸分段不同而且相应的垂直度和倾斜度公差也约有不同。
3.3.2 表面粗糙度Rz
新、旧《重标》表面粗糙度Rz(标准的表2)没有变化,但对表2增加了表注:采用手持割炬切割时,欲实现本表数值要求有一定困难,故下料过程中应避免采用手持割炬切割。
受条件限制不得不采用时,应尽量使用靠板等辅助工装,否则应进行割后打磨,以满足本表粗糙度要求(非等级要求的切割面除外)。
SN200第3部分:2007的平均表面粗糙度和新《重标》的表面粗糙度见表5和表6。
及相应的表面粗糙度亦不相同。
3.3.3 长度尺寸偏差
切割面长度尺寸偏差新、旧标准差异见表5。
a) 增加了原表3切割面长度尺寸极限偏差的公称尺寸分段,由原公称尺寸≤315~4000mm增加为≤315~6000mm,即增加了公称尺寸>4000~6000mm和>6000mm两个尺寸段及该段的极限偏差。
b) 修改了表3切割厚度6~25mm的尺寸分段及该段的极限偏差,将原表3切割厚度6~50mm 的尺寸段分为两个尺寸段即6~10mm和>10~50mm。
c) 新《重标》取消了原表3的长宽比。
d) 修改了切削厚度>150~200mm和切削厚度>200~250mm的部分长度尺寸极限偏差。