速度模式下的张力闭环控制
张力控制系统类型与原理

张力控制系统类型与原理1.张力控制系统的类型:(1)张力控制系统可以分为闭环控制和开环控制两类。
闭环控制是通过测量张力信号,并根据信号与给定值之间的差异进行反馈调整,从而实现张力的精确控制。
闭环控制系统可以进一步分为单点调节和多点调节两类。
单点调节是指在整个张力控制系统中,只对一个点进行测量和调节。
多点调节是指对多个点进行张力测量和调节,从而更精确地控制张力的分布。
开环控制是根据张力的经验数值进行控制,缺乏对实际张力的测量和反馈,因此控制精度较低。
(2)在闭环控制中,根据传感器的位置和张力调节位置的不同,可分为两种控制方式:①高速控制方式:传感器安装在张力调节位置之前,这样可以使系统对速度的变化更加敏感,适用于对速度较高的工艺,例如纺织品的绕线操作。
②低速控制方式:传感器安装在张力调节位置之后,这样可以更精确地调节张力,适用于对速度较低的工艺,例如纸张的抄造过程。
2.张力控制系统的原理:(1)传感器测量张力信号:根据不同的控制方式,传感器可以安装在张力调节位置的前后。
传感器通过测量物体所受到的张力大小,将其转换为电信号输出,并传送给控制器。
(2)控制器对信号进行处理:控制器接收传感器输出的电信号,通过放大、滤波等处理,得到一个与实际张力相关的数字信号。
(3)张力调节装置:根据控制器输出的信号,调节张力装置以实现需要的张力。
张力调节装置通常包括电机或气缸等控制元件,并通过调整传送装置的速度或张力装置的力来改变张力。
(4)闭环控制:如果采用闭环控制方式,控制器会将实际测量到的张力信号与设定值进行比较,计算出误差,并根据误差调整控制信号,以实现张力的精确控制。
闭环控制系统通常具有较高的控制精度,能够适应不同工艺的要求。
总结:张力控制系统通过传感器对物体的张力进行测量,并根据测量结果调整张力装置,以实现张力的控制。
控制系统可以分为闭环控制和开环控制两类,闭环控制通常具有较高的控制精度,能够适应不同工艺的要求。
张力控制原理介绍

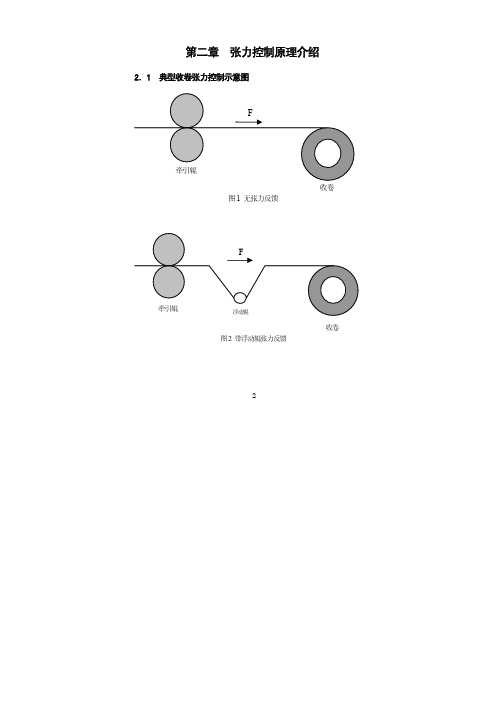
第二章 张力控制原理介绍 2.1 典型收卷张力控制示意图22.2 张力控制方案介绍对张力的控制有两个途径,一是可控制电机的输出转矩,二是控制电机转速,对应这两个途径,MD330设计了两种张力控制模式。
1、开环转矩控制模式开环是指没有张力反馈信号,变频器仅靠控制输出频率或转矩即可达到控制目的,与开环矢量或闭环矢量无关。
转矩控制模式是指变频器控制的是电机的转矩,而不是频率,输出频率是跟随材料的速度自动变化。
根据公式F=T/R(其中F为材料张力,T为收卷轴的扭矩,R为收卷的半径),可看出,如果能根据卷径的变化调整收卷轴的转矩,就可以控制材料上的张力,这就是开环转矩模式控制张力的根据,其可行性还有一个原因是材料上的张力只来源于收卷轴的转矩,收卷轴的转矩主要作用于材料上。
MD系列变频器在闭环矢量(有速度传感器矢量控制)下可以准确地控制电机输出转矩,使用这种控制模式,必须加装编码器(变频器要配PG卡)。
2、与开环转矩模式有关的功能模块:1)张力设定部分:用以设定张力,实际使用中张力的设定值应与所用材料、卷曲成型的要求等实际情况相对应,需由使用者设定。
张力锥度可以控制张力随卷径增加而递减,用于改善收卷成型的效果。
2)卷径计算部分:用于计算或获得卷径信息,如果用线速度计算卷径需用到线速度输入功能部分,如果用厚度累计计算卷径需用到厚度累计计算卷径相关参数功能部分。
3)转矩补偿部分:电机的输出转矩在加减速时有一部分要用来克服收(放)卷辊的转动惯量,变频器中关于惯量补偿部分可以通过适当的参数设置自动地根据加减速速率进行转矩补偿,使系统在加减速过程中仍获得稳定的张力。
摩3擦补偿可以克服系统阻力对张力产生的影响。
3、闭环速度控制模式闭环是指需要张力(位置)检测反馈信号构成闭环调节,速度控制模式是指变频器根据反馈信号调节输出频率,而达到控制目的,速度模式变频器可工作在无速度传感器矢量控制、有速度传感器矢量控制和V/F控制三种方式中的任何一种。
第二章张力控制原理介绍

第二章 张力控制原理介绍 2.1 典型收卷张力控制示意图22.2 张力控制方案介绍对张力的控制有两个途径,一是可控制电机的输出转矩,二是控制电机转速,对应这两个途径,MD330设计了两种张力控制模式。
1、开环转矩控制模式开环是指没有张力反馈信号,变频器仅靠控制输出频率或转矩即可达到控制目的,与开环矢量或闭环矢量无关。
转矩控制模式是指变频器控制的是电机的转矩,而不是频率,输出频率是跟随材料的速度自动变化。
根据公式F=T/R(其中F为材料张力,T为收卷轴的扭矩,R为收卷的半径),可看出,如果能根据卷径的变化调整收卷轴的转矩,就可以控制材料上的张力,这就是开环转矩模式控制张力的根据,其可行性还有一个原因是材料上的张力只来源于收卷轴的转矩,收卷轴的转矩主要作用于材料上。
MD系列变频器在闭环矢量(有速度传感器矢量控制)下可以准确地控制电机输出转矩,使用这种控制模式,必须加装编码器(变频器要配PG卡)。
2、与开环转矩模式有关的功能模块:1)张力设定部分:用以设定张力,实际使用中张力的设定值应与所用材料、卷曲成型的要求等实际情况相对应,需由使用者设定。
张力锥度可以控制张力随卷径增加而递减,用于改善收卷成型的效果。
2)卷径计算部分:用于计算或获得卷径信息,如果用线速度计算卷径需用到线速度输入功能部分,如果用厚度累计计算卷径需用到厚度累计计算卷径相关参数功能部分。
3)转矩补偿部分:电机的输出转矩在加减速时有一部分要用来克服收(放)卷辊的转动惯量,变频器中关于惯量补偿部分可以通过适当的参数设置自动地根据加减速速率进行转矩补偿,使系统在加减速过程中仍获得稳定的张力。
摩3擦补偿可以克服系统阻力对张力产生的影响。
3、闭环速度控制模式闭环是指需要张力(位置)检测反馈信号构成闭环调节,速度控制模式是指变频器根据反馈信号调节输出频率,而达到控制目的,速度模式变频器可工作在无速度传感器矢量控制、有速度传感器矢量控制和V/F控制三种方式中的任何一种。
张力控制原理介绍
第二章 张力控制原理介绍 2.1 典型收卷张力控制示意图22.2 张力控制方案介绍对张力的控制有两个途径,一是可控制电机的输出转矩,二是控制电机转速,对应这两个途径,MD330设计了两种张力控制模式。
1、开环转矩控制模式开环是指没有张力反馈信号,变频器仅靠控制输出频率或转矩即可达到控制目的,与开环矢量或闭环矢量无关。
转矩控制模式是指变频器控制的是电机的转矩,而不是频率,输出频率是跟随材料的速度自动变化。
根据公式F=T/R(其中F为材料张力,T为收卷轴的扭矩,R为收卷的半径),可看出,如果能根据卷径的变化调整收卷轴的转矩,就可以控制材料上的张力,这就是开环转矩模式控制张力的根据,其可行性还有一个原因是材料上的张力只来源于收卷轴的转矩,收卷轴的转矩主要作用于材料上。
MD系列变频器在闭环矢量(有速度传感器矢量控制)下可以准确地控制电机输出转矩,使用这种控制模式,必须加装编码器(变频器要配PG卡)。
2、与开环转矩模式有关的功能模块:1)张力设定部分:用以设定张力,实际使用中张力的设定值应与所用材料、卷曲成型的要求等实际情况相对应,需由使用者设定。
张力锥度可以控制张力随卷径增加而递减,用于改善收卷成型的效果。
2)卷径计算部分:用于计算或获得卷径信息,如果用线速度计算卷径需用到线速度输入功能部分,如果用厚度累计计算卷径需用到厚度累计计算卷径相关参数功能部分。
3)转矩补偿部分:电机的输出转矩在加减速时有一部分要用来克服收(放)卷辊的转动惯量,变频器中关于惯量补偿部分可以通过适当的参数设置自动地根据加减速速率进行转矩补偿,使系统在加减速过程中仍获得稳定的张力。
摩3擦补偿可以克服系统阻力对张力产生的影响。
3、闭环速度控制模式闭环是指需要张力(位置)检测反馈信号构成闭环调节,速度控制模式是指变频器根据反馈信号调节输出频率,而达到控制目的,速度模式变频器可工作在无速度传感器矢量控制、有速度传感器矢量控制和V/F控制三种方式中的任何一种。
速度模式下的张力闭环控制
速度模式下的张力闭环控制是通过调节电机转速达到张力恒定的。
首先由带(线)的线速度和卷筒的卷径实时计算出同步匹配频率指令,然后通过张力检测装置反馈的张力信号与张力设定值构成PID闭环,调整变频器的频率指令。
同步匹配频率指令的公式如下:F=(V×p×i)/(π×D)其中:F 变频器同步匹配频率指令V 材料线速度p 电机极对数(变频器根据电机参数自动获得)i 机械传动比 D 卷筒的卷径变频器的品牌不同、设计者的用法不同,获得以上各变量的途径也不同,特别是材料的线速度(V)和卷筒的卷径(D),计算方法多种多样,在此不一一列举。
这种控制模式下要求变频器的PID调节性能要好,同步匹配频率指令要准确,这样系统更容易稳定,否则系统就会震荡、不稳定。
这种模式多用在拉丝机的连拉和轧机的连轧传动控制中。
若采用转矩控制模式,当材料的机械性能出现波动,就会出现拉丝困难,轧机轧不动等不正常情况。
转矩模式下的张力控制一、转矩模式下的张力开环控制在这种模式下,无需张力检测反馈装置,就可以获得更为稳定的张力控制效果,结构简洁,效果较好。
但变频器需工作在闭环矢量控制方式,必须安装测速电机或编码器,以便对电机的转速做精确测量反馈。
转矩的计算公式如下:T=(F×D)/(2×i)其中:T 变频器输出转矩指令 F 张力设定指令i 机械传动比 D 卷筒的卷径电机的转矩被计算出来后,用来控制变频器的电流环,这样就可以控制电机的输出转矩。
所以转矩计算非常重要。
这种控制多用在对张力精度要求不高的场合。
二、转矩模式下的张力闭环控制张力闭环控制是在张力开环控制的基础上增加了张力反馈闭环调节。
通过张力检测装置反馈张力信号与张力设定值构成PID闭环调节,调整变频器输出转矩指令,这样可以获得更高的张力控制精度。
其张力计算与开环控制相同。
不论采用张力开环模式还是闭环模式,在系统加、减速的过程中,需要提供额外的转矩用于克服整个系统的转动惯量。
MD330恒线速度控制模式收卷典型应用

MD330恒线恒线速度控制模式速度控制模式速度控制模式收收卷典型应用一. 闭环速度闭环速度控制控制控制模式简介模式简介MD330参数设置及调试需要《MD330张力控制专用变频器用户手册》与《MD320用户手册》结合使用。
前者仅介绍与卷曲张力控制有关的部分,其他的基本功能请参考后者来设置。
当张力控制模式选为无效(FH-00=0)时,变频器的功能与MD320完全相同。
MD330用于卷曲控制,可以自动计算卷径,在卷径变化时仍能够获得恒张力效果。
在没有卷径变化的场合实现恒转矩控制,建议使用MD320或MD380变频器。
选用张力控制模式后,变频器的输出频率和转矩由张力控制功能自动产生,F0组中频率源的选择将不起作用。
恒线速度恒线速度控制模式控制模式控制模式收收卷典型应用示意图卷典型应用示意图::该控制模式的原理是通过设定的线速度和当前卷径来控制变频器的输出频率,即ω=V/R ,实时计算卷径R ,根据R 的变化来调节角速度ω(输出频率f = ω /2π),从而使得线速度V 恒定。
速度模式变频器可工作在无速度传感器矢量控制、有速度传感器矢量控制和V/F 控制三种方式中的任何一种。
卷径计算有两种方法,一种是通过线速度计算,另一种是通过厚度累计计算。
其中,通过线速度计算时,须注意区分设定线速度与实际线速度,卷径计算需要的是实际的线速度,而非设定的线速度。
同时,线速度设定源(FH-58)与实际线速度检测反馈源(FH-27)不能雷同。
这种模式下,张力设定部分无效。
与恒线恒线速度模式有关的功能模块速度模式有关的功能模块速度模式有关的功能模块::1、卷径计算部分:计算实际卷径。
变频器获取实际线速度信号计算当前卷径,以调整输出频率,达到线速度恒定。
或者通过百度累计计算的方法来计算实际卷径。
2、线速度输入部分:仅当通过线速度计算卷径时需要。
3、厚度累计计算卷径部分:仅当卷径计算方法选择通过厚度累计计算时需要。
恒线恒线速度控制模式机械传动比设计需注意的问题速度控制模式机械传动比设计需注意的问题速度控制模式机械传动比设计需注意的问题::速度控制模式下机械传动比对变频器输出频率的影响:设机械传动比=电机转速/卷轴转速=K :1 ,卷径为R (单位:m ),系统线速度为V (单位:m/min ).那么换算到电机轴的转速为:RKVn π2=;变频器输出频率为:)1(120)1(60s R pKVs pn f −=−=π(式中p 为电机极对数,s 为转差率)由此可见,当系统工作在一定线速度时,由于收卷直径的不断增大,输出频率肯定是随着卷径的增大而减小的,甚至有可能减到0的时候,至于能否、何时减到0,则由上式决定。
速度控制与张力控制

精心整理张力控制1.什么是张力控制:所谓的张力控制,通俗点讲就是要能控制电机输出多大的力,即输出多少牛顿。
反应到电机轴即能控制电机的输出转距。
2.3.2.真正的张力控制不同于靠前后两个动力点的速度差形成张力的系统,靠速度差来调节张力的实质是对张力的PID控制,要加张力传感器。
而且在大小卷启动、停止、加速、减速、停车时的调节不可能做到象真正的张力控制的效果,张力不是很稳定。
肯定会影响生产出产品的质量。
4.5.用变频器做恒张力控制的实质是死循环矢量控制,即加编码器反馈。
对收卷来说,收卷的卷经是由小到大变化的,为了保证恒张力,所以要求电机的输出转距要由小到大变化。
同时在不同的操作过程,要进行相应的转距补偿。
即小卷启动的瞬间,加速,减速,停车,大卷启动时,要在不同卷经时进行不同的转距补偿,这样就能使得收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时松纱的现象。
6.7.二.张力控制变频收卷在纺织行业的应用及工艺要求8.9.1.传统收卷装置的弊端10.纺织机械如:浆纱机、浆染联合机、并轴机等设备都会有收卷的环节。
传统的收卷都是采用机械传动,因为机械的同轴传动对于机械的磨损是非常严重的,据了解,用于同轴传动部分的机械平均寿命基本上是一年左右。
而且经常要维护,维护的时候也是非常麻烦的,不仅浪费人力而且维护费用很高,给客户带来了很多的不便。
尤其是纺织设备基本上是开机后不允许中途停车的,如发生意外情况需要停车会造成很大的浪费。
在这种情况下,张力控制变频收卷开始逐渐取代传统的机械传动系统。
11.12.2.张力控制变频收卷的工艺要求13.*在收卷的整个过程中都保持恒定的张力。
张力的单位为:牛顿或公斤力。
14.*在启动小卷时,不能因为张力过大而断纱;大卷启动时不能松纱。
15.*在加速、减速、停止的状态下也不能有上述情况出现。
16.*要求将张力量化,即能设定张力的大小(力的单位),能显示实际卷径的大小。
17.18.3.张力控制变频收卷的优点19.*张力设定在人机上设定,人性化的操作,单位为力的单位:牛顿.20.*使用先进的控制算法:卷径的递归运算;空心卷径激活时张力的线性递加;21.张力锥度计算公式的应用;转矩补偿的动态调整等等.22.*卷径的实时计算,精确度非常高,保证收卷电机输出转矩的平滑性能好。
处理线张力控制概述

处理线张力控制概述作者:蒋晓亮何勤国陈武勤来源:《科学与技术》2015年第02期摘要:工业自动化控制系统中张力控制是一个很重要也很普遍的控制环节,针对不同的工艺要求及设备要求有不同的张力控制方法。
大型工业控制主要采用PLC控制,本文整理和归纳一些常用的PLC系统进行张力控制方法。
关键词:光纤拉丝张力;转矩控制;张力开环;张力闭环前言在高速线材或者板材生产过程中为保证产品有合适的尺寸及强度需要有合适的张力,特别是在光纤拉丝生产线中,光纤拉丝张力是对最后玻璃纤维性质起重大作用的关键因素之一。
光纤拉丝张力对光纤轴向应力、拉丝诱导缺陷、光损耗、强度、折射率分布、截止波长、瑞利散射系数等性能都有影响。
光纤生产线张力控制和冶金处理线张力控制有着一定的相似性,因此对冶金处理线张力控制进行介绍并从中选择合适的张力控制方法应用于光纤拉丝张力控制。
张力控制的目的就是保持线材或带材上的张力恒定,由于冶金处理线属于大张力大惯量系统因此往往采用矢量变频器配合同步或异步电机控制通过两种途径达到目的:一种通过控制电机的转速来实现;另一种是通过控制电机输出转矩来实现。
1速度模式下的张力闭环控制速度模式下的张力闭环控制是通过调节电机转速达到张力恒定的。
首先由带(线)的线速度和卷筒的卷径实时计算出同步匹配频率指令,然后通过张力检测装置反馈的张力信号与张力设定值构成PID闭环,调整变频器的频率指令。
同步匹配频率指令的公式如下:f = (V×p×i)/(π×D)其中:f为变频器同步匹配频率指令,V为材料线速度,P为电机极对数(变频器根据电机参数自动获得)。
i为机械传动比。
D为卷筒的卷径。
变频器的品牌不同,设计者的用法不同,获得以上各变量的途径也不同,特别是材料的线速度(V)和卷筒的卷径(D),计算方法多种多样,在此不一一列举。
这种控制模式下要求变频器的PID调节性能要好,同步匹配频率指令要准确,这样系统更容易稳定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
速度模式下的张力闭环
控制
The document was finally revised on 2021 速囲吴式"F的张力巴环
控制是通过调节电机转速达到张力恒定的。
首先由带(线)
的线速度和卷筒的卷径实时计算出同步匹配频率指令,然后
通过张力检测装置反馈的张力信号与张力设定值构成PID
闭环,调整变频器的频率指令。
同步匹配频率指令的公式如下:
F= (Vxpx i) / (nxD)
其中:F变频器同步匹配频率指令V材料线速度p电机极对数(变频器根据电机参数自动获得)i机械传动比D卷筒的卷径
变频器的品牌不同、设计者的用法不同,获得以上各变量的途径也不同,特别是材料的线速度(V)和卷筒的卷径(D),计算方法多种多样,在此不----------- 列举。
这种控制模式下要求变频器的PID调节性能要好,同步匹配频率指令要准确,这样系统更容易稳定,否则系统就会震荡、不稳定。
这种模式多用在拉丝机的连拉和轧机的连轧传动控制中。
若采用转矩控制模式, 当材料的机械性能出现波动,就会出现拉丝困难,轧机轧不动等不正常情况。
转矩模式下的张力控制
一、转矩模式下的张力开环控制
在这种模式下,无需张力检测反馈装置,就可以获得更为稳定的张力控制效果,结构简洁,效果较好。
但变频器需工作在闭环矢量控制方式,必须安装测速电机或编码器,以便对电机的转速做精确测量反馈。
转矩的计算公式如下:
T= (FxD) / (2xi)
其中:T变频器输出转矩指令F张力设定指令i机械传动比D卷筒的卷
电机的转矩被计算出来后,用来控制变频器的电流环,这样就可以控制电机的输出转矩。
所以转矩计算非常重要。
这种控制多用在对张力精度要求不高的场合。
二、转矩模式下的张力闭环控制
张力闭环控制是在张力开环控制的基础上增加了张力反馈闭环调节。
通过张力检测装置反馈张力信号与张力设定值构成PID闭环调节, 调整变频器输出转矩指令,这样可以获得更高的张力控制精度。
其张力计算与开环控制相同。
不论采用张力开环模式还是闭环模式,在系统加、减速的过程中,需要提供额外的转矩用于克服整个系统的转动惯量。
如果不加补偿,将出现收卷过程加速时张力偏小,减速时张力偏大,放卷过程加速时张力偏大,减速时张力偏小的现象。
这种控制模式多用在造纸' 纺织等卷取微张力控制的场合下。
卷径计算
在所有的模式中都需要用到卷筒的卷径,大家知道,在生产过程中开卷机的卷径是在不断变小,卷取机的卷径在不断变大,也就是说转矩必须随着卷径的变化而变化,才能获得稳定的张力控制。
可见卷筒的卷径计算是多么地重要。
卷径的计算有两中途径:一种是通过外部将计算好的卷径直接传送给变频器,一般是在PLC中运算获得。
另一种是变频器自己运算获得,矢量控制型变频器都具有卷径计算功能,在大多数的应用中都是通过变频器自己运算获得。
这样可以减少PLC程序的复杂性和调试难度'降低成本。