钢制压力容器(GB150—1998)
GB150-98解释
压力容器设计中有关标准问题的探讨全国压力容器标准化技术委员会秘书长寿比南摘要GB150-1998《钢制压力容器》实施二年来,标准使用者相继提出了一些标准使用过程中出现的问题,有些是使用者对标准理解的偏差,有些则值得进一步研究和探讨。
本文重点讨论了GB150-1998《钢制压力容器》和新版《压力容器安全技术监察规程》实施过程中的某些问题,并阐述了作者自己的见解,希望能够对使用者有所裨益。
前言GB150-1998《钢制压力容器》实施后,国家于一九九九年颁布了新版《压力容器安全技术监察规程》,使得压力容器的设计、制造、检验等环节得到了更为有效的控制。
通过大量的标准和法规宣贯活动以及压力容器标准提案审查制度的有效实施,我们从各方面收集到一些在标准使用过程中遇到的问题,其内容涉及到压力容器的设计、制造、检验及管理等诸方面,我们对这些问题分别进行了研究并提出了相应的处理意见。
为了使广大标准使用者能够更好地理解和使用GB150及“容规”,保证压力容器产品的安全和质量,全国压力容器标准化技术委员会在开设的网站:上先后公布了对《压力容器安全技术监察规程》和压力容器标准条款的解释。
本文拟就其中一些有共性的问题进行探讨,详细阐述相关的标准和法规条款的含义,以期加深使用者对标准和法规的理解,使业内人员在压力容器设计、制造、检验等环节上能够正确地运用标准和法规。
必须声明的是,本文只代表个人观点,作者不对任何与本文技术内容有关的法律纠纷负责。
1. 压力容器的设计使用寿命问题压力容器的设计使用寿命问题一直是我国的设计单位和设计者尽量避免涉及和回避的问题,其主要表现在以下两个方面:首先,受技术条件、管理体制和人员观念等因素的制约,设计者对压力容器的设计使用寿命大都不愿或难以给出准确的预报值,从而导致压力容器超期服役现象的存在;其次,由于缺乏相关标准和法规条文对超期服役的压力容器进行必要的规定和限制,使得其使用和检验缺乏有效的依据,处理不好客观上会造成重大的安全隐患。
GB150-1998钢制压力容器

一、总
则
根据GB/T19000—ISO9000族标准的理论、原则、方法,结 合压力容器安全法规、标准的要求建立一个文件化的质量 体系并有效实施。 压力容器
压力容器 压力容器 压力容器 压力容器 G B/T 1 9 0 0 — I S O 9000 质 量 管 理 和 质量保证 安全法规 标 准 质量手册 程序文件 记录报告
堆焊
δ s2
b.下列不等板厚对接无须削薄及对口错边量规定
当δs2≤10mm且δs1-δs2>3mm及δs2>10mm且δs1-δs2≤0.3δs2或≤5mm时 无须削薄,对口错边量b以较薄板厚度为基准确定,两板厚度的 差值不计入对口错边量。
对口处钢材厚度δ ≤ 12 12<δ 20<δ 40<δ
s≤ s≤ s≤ s(
A
S≥ 100
Δ L
焊缝 A 向 180
o
焊缝
L
当 L 较 长 时 ,应 修 整 由 于 钢 丝 自 重 产 生 的 挠度而造成直线度测量的误差 S— 测 量 位 置 离 A 类 接 头 焊 缝 中 心 线 的 距 离
S≥ 100
(5)筒节最小长度和组装要求
相邻圆筒A类接头焊缝边缘的距离以及封头
A类接头焊缝的端点与相邻圆筒A类接头焊缝边缘
的距离按下图规定
A 类接头焊缝 封头 圆筒 筒 节 最 小 长 度 ≥ 300
S>3δ
s
且 ≥ 100
S>3δ
s
且 ≥ 100
A 类接头焊缝 焊缝端点
(6)法兰、接管的装配要求
法兰面应垂直于接管或圆筒的主轴中心线,
接管法兰应保证法兰面的水平或垂直,其偏差要
GB150-1998《《钢制压力容器》
• 二.内压园筒和内压球壳: • ☆失效准则 • 容器从承载到载荷的不断加大最后破坏经 历弹性变形、塑性变形、爆破;因此容器 强度失效准则的三种观点: • 弹性失效 • 弹性失效准则认为壳体内壁产生屈服即达 到材料屈服限时该壳体即失效,将应力限 制在弹性范围,按照强度理论把筒体限制 在弹性变形阶段。认为圆筒内壁面出现屈 服时即为承载的最大极限。
2
• • • • • • • • • •
5.总论: (1)容器管辖范围:(3.3.1节~3.3.4节) (2)定义:(3.4节) 1)压 力 除注明者外,压力均为表压力。 工作压力Pw 设计压力Pd 计算压力Pc 最大允许工作压力[Pw] 安全阀的开启压力Pz 爆破片的标定爆破压力Pb
3
• 2)温 度 • 金属温度 ;工作温度 ;最高、最低工作温 度;设计温度;试验温度 • (3)载荷:经常性载荷;选择性载荷; (3.5.4节) • (4)厚度:厚度的定义:计算厚度;设计 厚度;名义厚度;有效厚度等; (3.4.8节)
4
• • •
• •
•
厚度负偏差C1 腐蚀裕量C2 C2=NfхdC2; Nf—设计寿命。单 位:年; dC2—腐蚀速率。单位:毫米/ 年 腐蚀裕量考虑的原则 : 1)与工作介质接触的筒体、封头、接管、 人(手)孔及内部构件等,均应考虑腐蚀 裕量。 2)下列情况一般不考虑腐蚀裕量:
5
• a、介质对不锈钢无腐蚀作用时(不锈钢、不锈复 合钢板或有不锈钢堆焊层的元件); • b、可经常更换的非受压元件; • c、有可靠的耐腐蚀衬里; • d、法兰的密封表面; • e、管壳式换热器的换热管; • f、管壳式换热器的拉杆、定距管、折流板和支持 板等非受压元件; • g、用涂漆可以有效防止环境腐蚀的容器外表面 及其外部构件(如支座、支腿、底板及托架等, 但不包括裙座)。
GB150-1998标准有关厚度的定义(精)
GB150-1998标准有关厚度的定义(1) 计算厚度δ是按各章公式计算得到的厚度。
需要时,尚应计入其他载荷所需厚度。
(2) 设计厚度δd是计算厚度δ与腐蚀裕量C1之和。
(3) 名义厚度δn是设计厚度δd加上钢材厚度负偏差C1后向上圆整至钢材标准规格的厚度。
即标注在图样上的厚度。
(4) 有效厚度δe是名义厚度δn减去腐蚀裕量C2和钢材厚度负偏差C1的厚度(5) 各种厚度的关系如图(6) 投料厚度(即毛坯厚度)根据GB150---1998第10章和各种厚度关系图:δs=δ +C1+C2+Δ1(厚度第一次设计圆整值)+C3(加工减薄量)+(厚度第二次制造圆整值)封头设计计算案例容器内径Di=4000mm、计算压力Pc=0.4MPa、设计温度t=50℃、封头为标准椭圆形封头、材料为16MnR(设计温度才材料许用应力为170MPa)、钢材负偏差不大于0.25mm且不超过名义厚度的6%、腐蚀裕量C2=1mm、封头拼焊的焊接接头系数?=1。
求椭圆封头的计算厚度、设计厚度和名义厚度。
KpDi计算厚度δ=----------------=4.73mm2[σ]tΦ-0.5pc计算厚度δd=δ + C2=4.73+1=5.73mm考虑标准椭圆封头有效厚度δe应不小于封头内径Di的0.15%,有效厚度δe=0.15%Di=6mmδe>δd、C1=0、C2=1、名义厚度δn=δe+C1+C2=6+0+1=7mm考虑钢材标准规格厚度作了上浮1mm的厚度第一次设计圆整值△1=1,故取δn=8mm。
根据专业封头制造厂技术资料Di=4000、δn=8封头加工减薄量C3=1.5mm,经厚度第二次圆整值△2=0.5。
如要求封头成形厚度不得小于名义厚度δn减钢板负偏差C1,则投料厚度:δs=δn+C1+C3+△2=8+0+1.5+0.5=10mm,而成形后的最小厚度为8.5mm。
如采用封头成形厚度不小于设计厚度δd(应取δe值),则投料厚度:δs=δd(δe)+C3+△2=8mm,而成形后的最小厚度为6.5mm、且大于有效厚度δe、更大于设计厚度δd和计算厚度δ。
GB150——精选推荐
GB150GB150-1998《钢制压⼒容器》⼀、前⾔1、简介本标准是原国家质量技术监督局98年3⽉20⽇批准,要求98年10⽉1⽇实施。
此为GB150-89颁布后第⼀次修改,GB150-98是我国⽬前压⼒容器标准体系中的基础标准,基础标准服务于量⼤⾯⼴的产品,采⽤共性技术,在⾏业中处于举⾜轻重的地位,GB150修改,其他相关标准均需做相应修改。
如:GB151、GB12337、JB4710《钢制塔式容器》、JB4731等。
2、中外有关标准、规范中国:JB/T4735-97《钢制焊接常压容器》GB150-98《钢制压⼒容器》JB4732-95《钢制压⼒容器-分析设计标准》美国:ASMEⅧ-1《锅炉压⼒容器规范》第⼋卷第1分篇《压⼒容器常规设计》ASMEⅧ-2《锅炉压⼒容器规范》第⼋卷第2分篇《压⼒容器分析设计》ASMEⅧ-3《锅炉压⼒容器规范》第⼋卷第3分篇《压⼒容器疲劳设计》⽇本:JIS B8270《压⼒容器》(基础标准)JIS B8271-8285《压⼒容器单项标准》英国:BS5500《⾮直接受⽕压⼒容器》德国:AD《压⼒容器规范》TRB《压⼒容器技术规程》法国:CODAP《⾮直接受⽕压⼒容器建造规范》3、基本原则GB150参照或等效采⽤了ASMEⅧ-1、JIS B8270,并体现中国特⾊,考虑我国的实际情况,如:等效采⽤——圆度概念附录B 爆轰1000M/S参照采⽤——焊接接头分类(原为对接、⾓接、纵缝、环缝)中国特⾊——焊缝返修次数,不宜超过⼆次。
⼆、适应范围1、GB150-1998《钢制压⼒容器》是钢制压⼒容器设计、制造、检验与验收的标准。
本标准适⽤范围如下:1)、设计压⼒⼤于等于0.1MPa,⼩于等于35MPa的钢制压⼒容器和真空度⾼于O的钢制压⼒容器;的设2000mmH22)、设计温度范围根据钢材允许的使⽤温度确定;3)、管辖范围为容器及与其连为整体的连通受压零部件,即开孔接管与外管道连接的第⼀道环向接头坡⼝端⾯;螺纹连接的第⼀个螺纹接头;螺栓紧固连接的第⼀个法兰密封⾯;管件连接的第⼀个密封⾯;接管、⼈孔、⼿孔等的承压封头、平盖及其紧固件;⾮受压元件与受压元件的焊接接头;直接连在容器上的超压泄放装置以及容器上的安全附件。
GB150-1998《钢制压力容器》第1号修改单

序号
条款或章节号
修改内容
1
4.2.2
取消本条的全部内容。
2
4.2.3
取消本条a)款的全部内容。
3
表4-1
取消Q235-A·F、Q235-A、15MnVNR和09Mn2VDR 4个钢号及相应的许用应力。表中09MnNiDR的厚度上限由60mm改为100mm。
4
表4-1
本表中列入15MnNbR钢号及其许用应力。15MnNbR钢的许用应力见本修改单中本部分的附表4-1。
GB150—1998《钢制压力容器》第1号修改单
本修改单经国家标准化管理委员会于2002年4月16日批准(批准文号:国标委工交函[2002]12号),自2002年7月1日起实施。
3总论
序号
条款或章节号
修改内容
1
3.2.2.1.3
本条全文修改为:容器设计总图应盖有压力容器设计资格印章。
2
3.2.2.2.3
其它容器焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边的总长不得超过该焊缝长度的10%。
4
10.4.1.1
本条第一句话:
原条文:钢材厚度δS符合以下条件者:
修改为:A、B类焊接接头处钢材厚度δS符合以下条件者:<![endif]>
5
10.4.1.1 a)
本条全文修改为:碳素钢、15MnNbR、07MnCrMoVR厚度大于32mm(如焊前预热100℃以上时,厚度大于38mm);
修改为:…M≤1.34的碟形封头,其有效厚度应不小于封头内直径的0.15%;M>1.34的碟形封头,其有效厚度应不小于封头内直径的0.30%。…
10.制造、检验与验收
GB150-98《钢制压力容器》简介.
3、凡符合下列条件之一的焊接接头,需按图 样规定的方法,对其表面进行MT或PT:
• (1)凡属上述2、(1)中C)、D)条容器上的C类和 D类焊接接头;
• (2)层板材料标准抗拉强度下限值σb>540MPa的多 层包扎压力容器的层板C类焊接接头;
4、多层包扎压力容器的内筒钢板,质 量等级不低于Ⅱ级;
5、调质状态供货的钢板,质量等级不 低于Ⅱ级。
(二)焊接接头无损检测
• 1、检测时机:经形状尺寸及外观检查合格后, 再进行无损检测;
• 2、RT和UT的检测范围: • (1)凡符合下列条件之一的容器及受压元件,
需采用图样规定的方法,对其A类和B类焊接接 头,进行100%RT或UT; • A、钢材厚度δ>30mm的碳素钢、16MnR; • B、钢材厚度δ>25mm的15MnVR、15MnV、 20MnMo和奥氏体不锈钢;
• 注:按本条规定检测后,制造部门对未检 查的部位仍需负责。但是若做进一步检测 可能会发现气孔等不危及容器安全的超标 缺陷,如果这也不允许时,就应选择100% 的RT或UT。
(3)特例:
• A、对容器直径不超过800mm的圆筒与封 头的最后一道环向封闭焊缝,当采用不带 垫板的单面焊对接接头,且无法进行RT 或UT时,允许不进行检测,但需采用气 体保护焊打底。
• A、先拼板后成型凸形封头上的所有拼接 接头;
• B、凡被补强圈、支座、垫板、内件等所 覆盖的焊接接头;
• C、以开孔中心为圆心,1.5倍开孔直径为 半径的圆中所包容的焊接接头;
• D、嵌入式接管与圆筒或封头对接连接的焊 接接头;
• E、公称直径不小于250mm的接管与长颈 法兰、接管与接管对接连接的焊接接头;
压力容器厚度计算
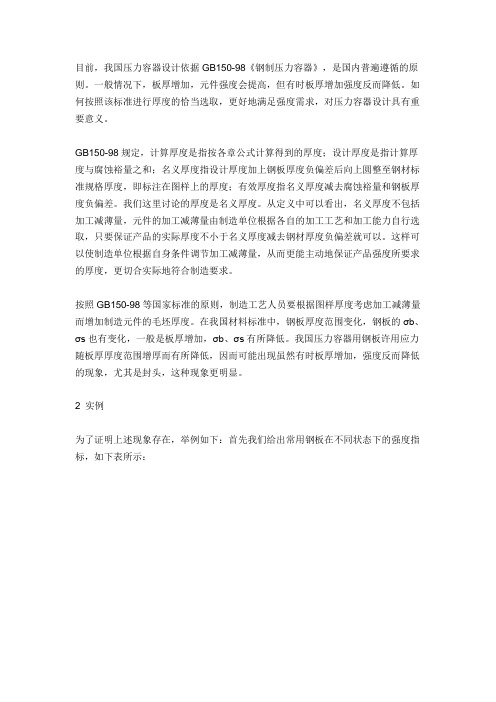
目前,我国压力容器设计依据GB150-98《钢制压力容器》,是国内普遍遵循的原则。
一般情况下,板厚增加,元件强度会提高,但有时板厚增加强度反而降低。
如何按照该标准进行厚度的恰当选取,更好地满足强度需求,对压力容器设计具有重要意义。
GB150-98规定,计算厚度是指按各章公式计算得到的厚度;设计厚度是指计算厚度与腐蚀裕量之和;名义厚度指设计厚度加上钢板厚度负偏差后向上圆整至钢材标准规格厚度,即标注在图样上的厚度;有效厚度指名义厚度减去腐蚀裕量和钢板厚度负偏差。
我们这里讨论的厚度是名义厚度。
从定义中可以看出,名义厚度不包括加工减薄量,元件的加工减薄量由制造单位根据各自的加工工艺和加工能力自行选取,只要保证产品的实际厚度不小于名义厚度减去钢材厚度负偏差就可以。
这样可以使制造单位根据自身条件调节加工减薄量,从而更能主动地保证产品强度所要求的厚度,更切合实际地符合制造要求。
按照GB150-98等国家标准的原则,制造工艺人员要根据图样厚度考虑加工减薄量而增加制造元件的毛坯厚度。
在我国材料标准中,钢板厚度范围变化,钢板的σb、σs也有变化,一般是板厚增加,σb、σs有所降低。
我国压力容器用钢板许用应力随板厚厚度范围增厚而有所降低,因而可能出现虽然有时板厚增加,强度反而降低的现象,尤其是封头,这种现象更明显。
2 实例为了证明上述现象存在,举例如下:首先我们给出常用钢板在不同状态下的强度指标,如下表所示:常用钢板在不同状态下的强度指标表2.1 例1某台储气罐,其封头为标准椭圆形,材质15MnVR,设计内径Di=2000mm,腐蚀裕度C2=1mm,焊缝系数φ=1,设计压力P=2.6MPa,设计温度t=20℃,标准椭圆封头形状系数K=1,侧十图样上封头名义厚度δn=16mm.制造厂选用18mm厚度钢板压制封头,该制造厂压制封头时最大成型减薄量为δx10%,即18x10%=1.8(包含钢板厚度负偏差在内)。
(1)选用18mm厚度钢板压制封头,满足GB150-98设计要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢制压力容器
GB150—1998
引言
随着科学技术的发展,科技成果的应用,使标准不断完善,在GB150-1998《钢制压力容器》标准的基础上,结合中国国情,合理采用了美国ASME Ⅷ-1卷、日本
JISB8370~8285标准的最新成果,修订了原标准的不合理的或与其它标准法规不相吻合的部分内容,制订了GB150-1998《钢制压力容器》标准。
在制订GB150-98标准时,遵循了以下几条原则。
撤消了部分单元设备和自成体系的受压元件设计内容,另行制订产品标准,使
GB150成为压力容器的基础标准。
将GB150-89第8章“卧式容器”从标准中分离出来,这部分内容将单独出标准
JB4731-98《钢制卧式容器》,现已报批。
将第9章“直立容器”和相关的附录F“直立容器高振型计算”从标准中分离出来,这部分内容将纳入修订后的JB4710-92《钢制塔式容器》之中,成为塔式容器的产品标准。
撤消附录E“U型膨胀节”,独立出新标准GB16749-97《压力容器波形膨胀节》,已于1997年8月1日实施。
撤消附录H“钢制压力容器渗透探伤”和附录L例题,前者并入JB4730-94《压力容器无损检测》加第1号修改单,后者尚未编制出来。
充分体现近年来在冶金、制造和无损检测等方面的技术进步,使标准能够反映和应用各行业技术进步的成果和适应行业发展的要求。
例如新增加撤消了一些钢材的牌号,严格了钢板超声检测的要求。
以实施中取得的经验为依据,修正原标准中的错误和不足,完善标准的技术内容,力求先进。
充分协调本标准和相关标准、法规在技术内容上的一致性,以利于将标准用于产品设计、制造、检验和验收的各个环节。
1998年3月国家技术监督局发布了GB150-1998《钢制压力容器》标准,并要求从1998年10月1日起执行。
学习和贯彻新GB150标准是提高压力容器质量,保证压力容器安全使用的前提。
为了更好地了解、学习和贯彻新GB150,本文将新、旧GB150标准中的主要变化,以表格方式逐项对比,在比较项目中,为了做到准确,读者便于查阅,尽可能摘引部分原文或对有关规定加以阐述。
1 压力容器标准体系
详见表1。
表1 压力容器标准体系
2 压力容器标准的对比
我国的钢制容器标准已完备了从常压至100MPa体系,为便于选择,表2列出了GB150-1998、JB4732-95,以及JB/T4735-1997 3个标准之间适用范围及其主要的技术要求的区别及比较。
表2 压力容器标准对比
3 新老标准材料的变化3.1 增加的钢号
钢板:13MnNiMoNbR 30~120mm GB6654-96
15CrMoR 6~100 GB6654-96
00Cr18Ni5Mo3Si2 奥氏体双相钢
GB4237-92
钢板:14Cr1MoR、07MnNiMoVDR(调质板)和07MnGrMoVR(调质板)
钢管:09MnD及奥氏体焊管,撤消了09Mn2VD(列于附录A)
锻件:20D、09MnNiD、16MnMoD、20MnMoD、08MnNiCr、10Ni3MoVD、00Cr18Ni9、00Cr17Ni12Mo2、00Cr19Ni1、00Cr17Ni4Mo2、00Cr18Ni5Mo3Si2(JB4726~4728-94)。
3.2 撤消的钢号
锻件:25、45、1Cr18Ni9Ti
在本标准附录A或撤消了我国在引进装置中常用的国外钢材,例如在GB150-89版中列入的ASME SA516,SA537CL1,SA662;日本JISB标准中的SS41,SPV36;德国DIN标准中的RSt37-2,19Mn6,13CrMo44,10CrMo910等。
对于使用国外钢材仍可遵照本GB150-1998标准中附录A1.3条的规定。
3.3 增加附录H
增加附录H“材料的指导性规定”(提示的附录)。
其中列入了12Cr2Mo1R钢板及09CrCuSb无缝钢管。
12Cr2Mo1R钢板相当于ASME SA387、Cr22C12,在89版附录A中作为“补充件”现已列入,其化学成分和力学性能均等同美国标准
09CrCuSb耐硫酸露点腐蚀用无缝钢管
3.4 标准内容对比
详见表3。
表3 标准内容对比
4 制造、检验与验收方面的变化
详见表4。
表4 制造、检验和验收方面的变化
5 结语
中国的压力容器标准已经形成了自己的体系,压力容器设计、制造单位应逐步树立标准是最低要求的概念,在充分理解标准的基础上,制定出企业标准,以提高产品质量。
在产品走向世界的同时,完善自身的质量控制水平。