重整再生器检修方案
14 连续重整再生系统故障分析及处理-庆阳-许佳

催化重整再生系统故障分析及处理1庆阳石化第部分再生器艺流程结构第二部分再生器工艺流程及结构第部分生器常故障处第三部分再生器常见故障及处理第部分第四部分结论简介•庆阳石化60万吨/年催化重整装置于2010年9月建成投产,装置以直馏石脑油、加氢石脑油和其它石脑油为原料生产高辛烷值汽油组分和苯,同时还副产含氢气体、液化气和少量燃料气。
重整装置的催化剂再生流程采用法国石油研究院(IFP)研发的Regen C2技术的“冷循环回路”工艺。
重整再生器是保证催化剂再生效果的关键设备,再生器发生故障将导致再生系统停工甚至重整装置停工。
连续重整装置运行3年来,再生器曾发生约翰网变形漏剂等故障,针对庆阳石化连续重整装置再生器运行过程中遇到的约翰逊网变形漏剂、内构件连接部位漏剂、约翰逊网堵塞、死区剂等问题,进行分析并提出了解决办法。
再生器的最上层是催化剂缓冲区,中间为一检修通道,上部采用盖板进行密封便于催化剂均匀流入沿圆周分布的输送管及停工检修时作为检修通道设备内工检修时作为检修通道。
设备内第二、三层为约翰逊网,由外格栅网和中心管组成。
第四、五、六层为氧氯化区支撑床,六层以下为焙烧区。
各层之间有6根催化剂输送管,由法兰连结和厚壁套管密封,以保证输送管的自由伸缩再生器缓冲区段烧焦伸缩。
再生器缓冲区、一段烧焦区支持床与支撑圈的连接采用可再生器结构示意图拆卸的螺栓卡件,支持板采用环形钢板焊接在再生器筒体上。
再生器主要设计参数项目参数项目参数设计压力/MPa0.78主体材质0Cr18Ni10Ti设计温度/℃565容器类别Ⅰ类焊接接头系数0.85容积/m319.9腐蚀余量/mm0.75设备自重/kg14065水压试验压力 1.96(立式)/2.10(卧式)设备尺寸/mmφ1630/830x14898.5x16/12再生器约翰逊网材质为0Cr18Ni10Ti,在高温环境(设计最高560℃左右)下运行,内部结构装配紧凑如图所示,内构件容易发生变形及破损原设计约翰逊网间隙为易发生变形及破损。
连续重整装置再生器压降升高原因分析及解决措施

连续重整装置再生器压降升高原因分析及解决措施摘要:经济的发展,社会的进步推动了我国综合国力的提升,也带动了工业行业发展的步伐,本文主要对连续重整装置再生器压降升高原因分析及解决措施进行论述。
关键词:连续重整装置;再生器;压降升高;解决措施引言受低硫船燃市场和炼油产能过剩影响,该公司产能结构调整,处理量下降,原料残炭降低,再生烟气量减少,能量回收系统中烟机运行工况改变,偏离设计值,烟机实际回收功率降低,主电机功率上涨,电耗增加,节能降耗和经济性下降。
在此偏离工况下进行烟机效能核算和基于核算下的调整优化具有重要意义,能有效回收烟气能量,提高烟机实际回收功率,降低电耗。
1再生器异常现象运行监控发现,某再生器一段烧焦区出入口压差从2021年6月至2022年2月逐渐从20kPa升高至138kPa,之后的生产运行过程中先后出现如下问题:(1)再生系统一段床层压降过高,再生器提升系统压力偏低,氮封罐与提升气压差控制阀全开,接近1kPa联锁值,若压差持续恶化,再生提升系统压力继续降低,压差无法建立,再生器无法进行提升。
(2)一段烧焦循环气流量被迫降低,从9000m3/h降至7000m3/h(正常流量范围9000~10000m3/h)。
若提高重整反应苛刻度,催化剂碳含量升高后,循环气量过低,烧焦循环气携带热量能力不足,易导致再生器超温。
(3)重整装置无法正常降量。
为提高再生器的提升系统压力,逐渐将再生器压力提高至0.418MPa,保证再生剂提升系统压差正常,若持续降低加工负荷,反应系统压降减小,导致分离料斗压力降低,再生剂提升系统压差异常引起联锁,造成催化剂无法循环。
2连续重整装置再生器压降升高的解决措施2.1提高催化剂提升速率稳定性该装置催化剂提升速率主要与再生器提升管线压差关联,但压差控制受反应器自身压力波动、提升氢气纯度变化等因素影响,具有不稳定性。
本次的实际提升速率与原标定结果存在一定差异,提升速率过快,必然导致催化剂破损概率增加。
连续重整装置再生器约翰逊内网开裂的原因分析及优化措施
连续重整装置再生器约翰逊内网开裂的原因分析及优化措施李金峰【摘要】中国石化天津分公司1.0 Mt/a连续重整装置再生器约翰逊内网出现开裂,原因是再生器内网顶部焊接区域存在应力,操作过程温度梯度变化大,并且内网顶部区域温度随催化剂周期性间断流动而交替变化致使出现金属疲劳.通过降低再生烧焦气中氧含量,使位于内网上部的催化剂在相对缓和的条件下进行烧炭,同时严格控制原料终馏点不高于173℃,提高重整反应氢油摩尔比至2.5,优化调整后,待生催化剂积炭量由5.1%降至4.8%,烧炭区峰值温度由568℃降至552℃,有利于再生器内网的长周期稳定运行.【期刊名称】《石油炼制与化工》【年(卷),期】2019(050)006【总页数】5页(P13-17)【关键词】连续重整;再生器;约翰逊内网;应力;温度【作者】李金峰【作者单位】中国石化天津分公司,天津300270【正文语种】中文中国石化天津分公司1.0 Mt/a连续重整装置于2009年12月建成投产,选用美国环球油品公司(UOP)超低压连续重整和催化剂连续再生CycleMax ChlorsorbTM工艺专利技术,再生能力908 kg/h,采用中国石化石油化工科学研究院研制的 PS-Ⅵ催化剂[1]。
2018年5月发现再生器运行异常,判定为连续重整装置再生器约翰逊内网开裂。
再生器是连续重整装置的关键设备,再生器约翰逊内网破损后易导致催化剂烧结并造成再生器内构件损坏,直接影响重整装置的稳定运行。
以下主要介绍连续重整装置再生器约翰逊内网开裂的原因分析及优化措施。
1 再生器结构及内网测温点分布连续重整装置催化剂在反应器和再生器内连续循环移动,催化剂在反应器内利用其活性和选择性在一定的反应条件下,使物料发生反应,催化剂促进反应的同时也会产生积炭,积炭后的催化剂流出反应器进入再生器,在再生器中完成烧炭并使催化剂恢复活性。
再生器结构示意如图1所示。
催化剂自顶部催化剂入口进入再生器内网与外网之间形成的环形空间进行催化剂烧炭,烧炭后的催化剂向下移动至氯氧化区进行补氯,然后继续下移至干燥区,干燥后进入冷却区进行冷却,最后自再生器底部催化剂出口流出。
反应器、再生器检修施工方案

检修方案检修方案1.0工程概况1.1工程简介中国石化镇海炼化分公司炼油四部催化车间反应区的沉降器(T-201)、第二再生器(T-203)、外取热器(T-204)及其附属的项目检修是镇海炼化2012年度催化车间检修的关键项目。
本方案将重点阐述检修过程中的生产组织、施工程序、计划安排、质量控制、现场管理、安全措施以及施工机具和手段用料等内容。
1.2 工程特点本次检修施工时间紧,安装、吊装难度大,沉降器器、再生器、外取热器同时检修,由于施工作业空间狭小,给安装、吊装制造了极大的难度,施工时,大型吊车交叉作业多,各工种、工序、空间交叉施工较多,施工难度非常大。
为确保施工工期,前期预制工作要求在装置停气前进入施工现场并提前预制完毕。
1.3具体检修内容(根据镇海炼化炼油四部提供的资料)1.3.1沉降器(T-201)检修具体工作量1.3.2第二再生器(T-203)检修具体工作量序号名称材质规格(毫米)重量(吨)标高(米)备注序号名称材质规格(毫米)重量(吨)标高(米)备注1 开、封人孔和装卸孔2 ∮1100大油气线盲板装2次,拆1次3 ∮1100大油气线盲板法兰加碟璜.4 反再系统各人孔软梯安放固定5 DN1200提升管封头拆开6 提升管沉降器人孔、装卸孔档圈修理7 沉降器翼阀检查、更换8 汽提档板通气孔疏通9 提升管原料油进料喷嘴更换10 油桨进料喷嘴检查11 提升管中心环管,喷嘴加工更换12 DN1200提升管封头及法兰恢复13 底封头法兰拆开4对。
14 底部短节拆装(DN150)检修方案1 开、封人孔2 炉前瓦斯过滤短节拆装1只,DN803 F202火盆1只拆开,DN700,PN2.04 火盆连接软管拆除,DN80,DN40,DN15各1只5 配合火盆调试,油枪疏通,阀门拆装6 二再主风分布板检查,修补7 烧焦罐筒体钢板部分更换。
8 脱气罐锥体,再生立管部分更换。
9 大孔分布检查,耐磨喷嘴更换。
10 二再旋分检查3只,翼阀更换2只。
反应器再生器检修施工方案模板

1.0工程概况1.1工程简介中国石化镇海炼化分公司炼油四部催化车间反应区的沉降器( T-201) 、第二再生器( T-203) 、外取热器( T-204) 及其附属的项目检修是镇海炼化催化车间检修的关键项目。
本方案将重点阐述检修过程中的生产组织、施工程序、计划安排、质量控制、现场管理、安全措施以及施工机具和手段用料等内容。
1.2 工程特点本次检修施工时间紧, 安装、吊装难度大, 沉降器器、再生器、外取热器同时检修, 由于施工作业空间狭小, 给安装、吊装制造了极大的难度, 施工时, 大型吊车交叉作业多, 各工种、工序、空间交叉施工较多, 施工难度非常大。
为确保施工工期, 前期预制工作要求在装置停气前进入施工现场并提前预制完毕。
1.3具体检修内容( 根据镇海炼化炼油四部提供的资料)1.3.1沉降器( T-201) 检修具体工作量1.3.2第二再生器( T-203) 检修具体工作量1.3.3第一再生器外取热气( T-204) 检修具体工作量2.0编制依据再生器施工图纸反应器检修施工图纸GB150—1998 《钢制压力容器》SHJ3504—《催化裂化装置沉降器( 反应器) 、再生器施工及验收规范》JB/T4709—《钢制压力容器焊接规程》JB/T4708—《钢制压力容器工艺评定》JB4730—94 《压力容器无损检测》国家质量技术监督局《锅炉、压力容器安全技术监察规程》SHJ504-86 《反应器、再生器施工及验收规范》SHS0 -92《化工设备手册》催化裂化反应器再生器维护检修规程3.0检修步骤3.1检修前按要求预制好循环斜管, 内部做好衬里, 置于现场备用;3.2检修用的其它备件材料, 全部制造完成, 验收合格, 领用置于现场备用; 专用工器具到位, 调试完成;3.3两器切出, 准备检修;3.3.1工艺切断进料, 卸转催化剂。
3.3.2检修单位加装盲板, 分馏系统扫线, 两器降温。
3.3.3待装置吹扫冷却后, 拆卸人孔。
炼油厂芳烃车间连续重整反应器检修施工方案
**炼油厂芳烃车间连续重整反应器R-202/203/204检修施工方案施工单位:编制:审核:批准:目录一编制说明 (3)二编制依据 (3)三QOHSE目标指标 (3)四工机具的准备: (3)五、施工方法及技术质量措施 (4)六、施工安全技术措施 (5)6.1组织制度措施 (5)6.2安全技术措施 (5)6.3施工现场主要危险源辨识与控制措施 (6)七、质量控制措施 (7)八安全文明施工 (8)焊接技术交底工艺卡 (9)一编制说明本方案为**炼油厂芳烃联合车间60万吨连续重整装置R-202/203/204反应器设备的检修项目。
为了能及时、顺利、安全、保质保量完成检修工作,特编写此方案。
本方案重点叙述了2根催化剂料管拆装、入口分布器拆装、反应器内件扇形板拆装,内筒体底部螺栓拆装、中心管及外网结焦清理,检查修复的施工方法、质量、安全、环境要求及措施。
R-202/203/204反应器筒体直径为Φ2550mm,材质为2.25Cr-1Mo;设计压力为0.68MPa,设计温度为550℃,操作介质为氢气+油汽,设备自重为23673kg;最高工作压力为0.35MPa;本次施工施焊处完全不与反应器器壁接触。
内件焊接全为18-8材质,焊材选用H0Cr20Ni10Ti。
主要工作量见下表二编制依据1、炼油厂芳烃车间现场技术交底。
2、《现场设备、工业管道焊接工程施工及验收规范》GB50236-2011三QOHSE目标指标1、焊接一次合格率>93%。
2、焊条头、边角料、分类回收,集中存放。
3、死亡、重伤、轻伤事故均为0,火灾事故为0。
四工机具的准备:1、S17、S19、S30、S36、S41、S75的扳手各4把。
2、5吨倒链 3台,游锤一台.吸尘器一台(车间提供)3、钢丝刷 10把。
平口螺丝刀2把。
4、电焊机一台,磨光机一台及磨光机耗材,氩弧焊一套。
五、施工方法及技术质量措施5.1施工材料准备石棉板垫片DN850 1个, 18-8不锈钢焊丝0.5Kg,1~2mm不锈钢铁皮各0.3平方料.5.2搭设好脚手架;Φ3.5米*3.5米一座,拆除上部料管,弯头等部件保温并放置好。
连续重整装置再生系统问题分析及预防解决措施
371 装置简介延安石油化工厂(简称延化)120万t/a连续重整装置于2009年8月投产,以直馏石脑油为原料,经过重整反应,生产高辛烷值汽油调和组分[1],同时生产少量苯并副产氢气及液化气。
该装置的核心是重整反应和催化剂再生部分,重整反应部分采用美国环球油品公司(UOP) 超低压连续重整工艺,反应器重叠布置;催化剂再生部分采用 UOP 第三代再生工艺“CycleMax”,设计循环量907kg/h。
2 再生系统存在问题分析及解决措施2.1 再生系统循环不畅催化剂循环是再生系统的核心技术[2] 。
经过反应后的重整催化剂在重力作用下,从四反底部流动至待生剂提升L阀组,利用氮气,通过提升管提升至分离料斗。
在分离料斗中除去粉尘及破损催化剂颗粒后,靠重力依次经过催化剂再生器、氮封罐,再经闭锁料斗底部再生剂L阀组,用重整氢气提升至第一反应器顶部还原段。
在还原段将氧化态的催化剂用重整氢气还原至还原态后,再依靠重力下流至第一反应器进行催化重整反应。
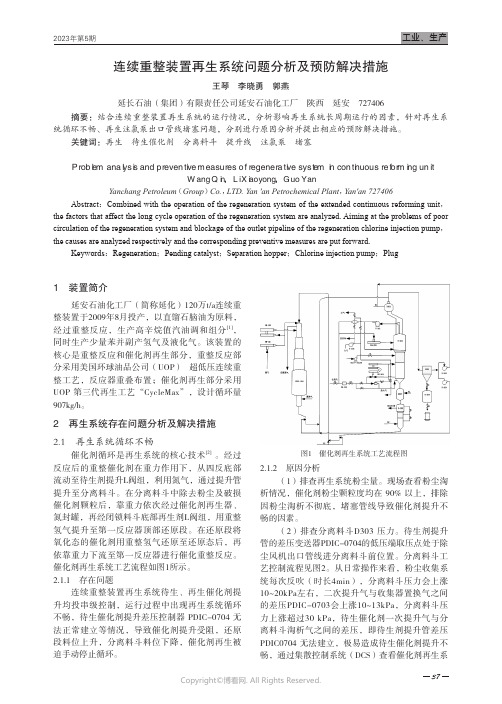
催化剂再生系统工艺流程如图1所示。
2.1.1 存在问题连续重整装置再生系统待生、再生催化剂提升均投串级控制,运行过程中出现再生系统循环不畅,待生催化剂提升差压控制器 PDIC-0704 无法正常建立等情况,导致催化剂提升受阻,还原段料位上升,分离料斗料位下降,催化剂再生被迫手动停止循环。
图1 催化剂再生系统工艺流程图2.1.2 原因分析(1)排查再生系统粉尘量。
现场查看粉尘淘析情况,催化剂粉尘颗粒度均在 90% 以上,排除因粉尘淘析不彻底,堵塞管线导致催化剂提升不畅的因素。
(2)排查分离料斗D303 压力。
待生剂提升管的差压变送器PDIC-0704的低压端取压点处于除尘风机出口管线进分离料斗前位置。
分离料斗工艺控制流程见图2。
从日常操作来看,粉尘收集系统每次反吹(时长4min),分离料斗压力会上涨10~20kPa左右,二次提升气与收集器置换气之间的差压PDIC-0703会上涨10~13kPa,分离料斗压力上涨超过30 kPa,待生催化剂一次提升气与分离料斗淘析气之间的差压,即待生剂提升管差压PDIC0704 无法建立,极易造成待生催化剂提升不畅,通过集散控制系统(DCS)查看催化剂再生系连续重整装置再生系统问题分析及预防解决措施王琴 李晓勇 郭燕延长石油(集团)有限责任公司延安石油化工厂 陕西 延安 727406摘要:结合连续重整装置再生系统的运行情况,分析影响再生系统长周期运行的因素,针对再生系统循环不畅、再生注氯泵出口管线堵塞问题,分别进行原因分析并提出相应的预防解决措施。
再生器检修方案

粗苯工段再生器检修方案因化产车间粗苯工段再生器的再生油进口管线短节腐蚀严重,需停车检修处理。
为保证检修工作安全顺利的进行,特制订方案如下:一、组织机构:总指挥:……职责:全面负责检修过程的整体协调工作。
检修指挥:……职责:负责检修人员安排、检修工作的实施及检修安全工作。
工艺指挥:……职责:负责检修过程中工艺技术工作。
安全负责人:……职责:负责检修期间所有安全工作的全面落实。
检修人员:组长:……成员:机修工当班操作工二、检修前的准备工作:1、检修前对参加检修的所有人员进行安全教育;2、所用材料、工具、安全用具全部准备到位;3、搭好各处检修平台;4、对检修部位需拆除的螺栓进行注油、松动;三、具体实施办法:为保证检修工作安全顺利的进行,采用对化产粗苯工段再生器停车隔离的办法进行检修,具体步骤:1、将再生器停止使用,然后与生产系统隔离;将再生器顶部至脱苯塔的连接管线控制阀门处插盲板。
2、用蒸汽进行吹扫,将再生器顶部杂物吹至底部,拆卸再生器上、下人孔,对再生器内部、底部残留物质进行清理。
3、进行取样分析,分析化验合格后,办理进入容器设备作业证、动火作业证,进入再生器内部开始检修工作,具体任务:①将所有掉落的过滤盘全部就位连接好;②将掉落的洗油管进行焊接好;③将洗油分配管连接好;④将再生器外腐蚀进油管线割掉更换。
⑤将再生器外部相关油浸过的保温棉拆除。
⑥将再生器底部排渣管焊接。
4、完毕后进行验收,验收合格后将原插盲板抽取,将断开法兰连接,将再生器上下人孔全部上好,准备投入使用。
四、安全注意事项:1、插堵盲板时必须佩戴防毒面具、安全带;2、严禁用铁器敲击管道、设备;3、严禁无证作业;4、插盲板处必须按规定挂牌;5、进入检修现场所有人员严禁携带烟和火、手机、钥匙环;6、化验室取样必须到指定取样点,并监督取样全过程,确保取样准确性;7、动火作业停工半小时以上必须重新分析,分析合格后方可重新作业;8、现场接拉电源安排专职人员,负责现场的接、送电工作,严禁私自接、送电;9、检修全过程必须有专人监护;10、检修现场所需照明必须使用防爆灯具,电源线使用电缆,所有用电设备必须安装漏电保护器,确保检修现场安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
26
进口切割机
1台
27
钢丝绳
1.2m、2.5m、5m
各4件
28
安全带
8个
29
盲板
DN700 2块 DN650 2块 DN300 2块 DN50 15块 DN80 2块
23块
30
绳梯
4付
六、人力资源
本次作业为抢修作业,为了提高检修效率,将检修人员分为9个小组,每个小组完成不同的工作,各工种需要密切配合,采取24小时不间断作业。(具体工作见附录1)
加热炉集合管
件
8
10
0
2011.5.30
57
金属缠绕垫片
D500-5.0
D311人孔
件
2
0
2
2011.5.30
58
金属缠绕垫片
D200-5.0 2323
D311
件
12
5
7
2011.5.30
59
双头螺栓
M33*225 25CrMOVA
D311
件
5
0
5
2011.5.30
60
金属缠绕垫
C250-2.0
D308
2套
15
手钳
8寸 3把
3
16
毛刷
6
17
气密试验用喷壶
2
18
气密试验用塑料小筒
2
19
气密试验用肥皂粉
按需领取
20
记号笔
6
21
铜刷
10
22
钢丝刷
10
23
铜棒
Φ50 2个、Φ30 2个、Φ20 2个
6
24
焊接材料
A132 A302 Φ3.2 J507 J422 3.2 2.5 Z308
10公斤
25
多功能套丝机
15
不锈钢单头螺栓
M16*60 A193 B8T
再生器内构件
件
36
0
35
兰州兰石
2011.5.30
16
不锈钢单头螺栓
M12*45 A193 B8T
再生器内构件
件
108
0
108
兰州兰石
2011.5.30
17
不锈钢单头螺栓
M12*35 A193 B8T
再生器内构件
件
150
0
150
兰州兰石
2011.5.30
3
0
2
珠海德特
2011.5.30
78
金属软管
GJHL50-25-2000
引压线
件
12
0
12
2011.5.30
79
金属软管
GJFHL16-150-630
除盐水进口
件
2
0
2
2011.5.30
80
角钢
∠50*50*5
压缩机减振
m
20
0
20
2011.5.30
81
无缝钢管
φ219*8
压缩机减振
m
6
0
6
2011.5.30
M42*3*350
一\二反油气进出口
件
10
28
0
2011.5.30
4
双头螺栓
M45*3*365
三\四反油气进出口
件
10
28
0
2011.5.30
5
双头螺栓
M20*155
催化剂料腿法兰
件
512
136
376
2011.5.30
6
不锈钢单头螺柱
M16*40 A193 B8T
内构件锥形板连接
件
300
210
90
2011.5.30
再生器内构件
件
2
2
0
2011.5.30
41
金属缠绕垫
D500-2.5
再生器内构件
件
2
30
20
2011.5.30
42
金属缠绕垫
D250-5.0 2323
再生器内构件
件
5
0
5
2011.5.30
43
金属缠绕垫
D200-5.0 2323
再生器内构件
件
12
5
7
2011.5.30
44
不锈钢垫片
δ=3 φ30*15
M39*3*285 35CrMoA
进料换热器
件
3
10
0
2011.5.30
54
螺母
M39*3 30CrMoA
进料换热器
件
6
20
0
2011.5.30
55
双头螺母
M39*3*400 35CrMoA
加热炉集合管
件
36
0
36
2011.5.30
56
金属缠绕垫片
φ900*φ810*φ740*φ678*4.5 (316L钢带+石墨)
82
角钢
∠140*90*10
压缩机减振
m
20
0
20
2011.5.30
2、再生器抢修所需工器具:
序号
设备名称
技术参数
数量
备注
1
高频脉冲氩弧焊机
额定电流:100A
2
配套焊把线、钨极、焊帽、氩气瓶、压力表、软管等全套设备
2
电焊机
额定电流:400A
1
配套焊把线、焊帽;备用
3
气焊
2
4
手持砂轮机
Φ125 2个 Φ150 2个 Φ100 1个
2011.5.30
11
金属缠绕垫
D700-11
三\四反油气进出口
件
3
5
2
2011.5.30
12
不锈钢冲孔板
δ=4
再生器内网修补
m2
4
0
4
南通朗高
2011.5.30
13
约翰逊网
一\二反外网修补
m2
2
0
2
湖北桥光
2011.5.30
14
八角垫
80-5.0 R31
催化剂料腿
件
64
0
64
兰州兰石
2011.5.30
八角环垫
φ435
提升器
件
5
0
5
2011.5.30
65
八角环垫
DN80
提升器
件
5
0
5
2011.5.30
66
八角环垫
DN50
提升器
件
10
0
10
2011.5.30
67
双头螺栓
M20*200
提升器
件
20
0
20
2011.5.30
68
不锈钢双头螺栓
M24*170
平衡罐
件
12
0
12
2011.5.30
69
金属缠绕垫
100
48
52
兰州兰石
2011.5.30
22
不锈钢双头螺栓
M27*185
再生器内构件
件
40
0
40
兰州兰石
2011.5.30
23
不锈钢埋头螺钉
M6*30
再生器内构件
件
20
0
20
兰州兰石
2011.5.30
24
不锈钢内六方螺柱
M6*30
再生器内构件
件
20
0
20
兰州兰石
2011.5.30
25
不锈钢内六方螺柱
7
单头螺柱
M16*25 A193GRB8T
内构件连接
件
280
72
208
2011.5.30
8
螺母
M16 A194 GR8T
内构件连接
件
580
422
158
2011.5.30
9
波齿复合垫
φ939/φ896.3/φ821
再生器人孔
件
6
0
6
2011.5.30
10
金属缠绕垫
D650-11
一\二反油气进口
件
3
3
0
五、材料及工器具准备
1、再生器抢修所需材料:
序号
配件名称
规格型号
用途
单位
数量
库存数量
需采购数量
生产厂家
要求到货时间
1
螺栓
M39*3*350-L 25Cr2Mo
一\二\三\四反人孔
件
10
64
0
2011.5.30
2
螺母
M39*3-K 25Cr2Mo
一\二\三\四反人孔
件
10
128
0
2011.5.30
3
双头螺栓
再生器内构件
件
5
0
5
兰州兰石
2011.5.30
37
陶纤垫
δ=3 φ1534*1484
再生器内构件
件
5
0
5
兰州兰石
2011.5.30
38
陶纤垫
δ=3 φ30*15
再生器内构件
件
100
0
100
兰州兰石
2011.5.30
39
陶纤带
δ=20
再生器内构件
M
60
60
0
2011.5.30