材料成型大作业
北京科技大学-材料成型自动控制基础大作业
北京科技大学-材料成型自动控制基础大作业材料成形自动控制基础作业一、回归方程系数a, b1.Matlab程序:clcdisp('函数为y=ax^b');disp('取对数lny=lna+blnx')x=[0.1 1 1.9 2.8 3.7 4.6 6.4 7.3 8.2 9.1 10 10.9 11.8 12.7 13.614.5 15.4 16.3 17.2]y=[0.001514 2.4 18.71642 64.73169 157.9271 316.9832 912.9 1390.455 2015.652 2812.831 3804.4 5012.6 6460.07 8173.031 10175.03 12490.76 15145.29 18164 21573.9]c=log(x);d=log(y);sumc=sum(c);sumd=sum(d);n=length(c);e=c.*d;sume=sum(e);f=c.*c;sumf=sum(f);a1=(sume-sumc*sumd/n)/(sumf-(sumc)*(sumc)/n);c0=(sumc)/n;d0=(sumd)/n;b=a1;a0=d0-a1*c0;a=exp(a0);x1=0.01:0.1:21;y1=a.*x1.^b;plot(x,y,'bp',x1,y1,'g-')legend('数据点','y=ax^b拟合曲线')disp('拟合得到的a和b的值为:')ab2.拟合结果拟合得到的a和b的值为:a = 2.4001b =3.2000二、计算轧制压力1.Matlab程序clcC=[0.0416 0.0441 0.0367 0.0367 0.033 0.029 0.029 0.033 0.0290.0017 0.0013 0.0019 0.0019 0.0019]Mn=[0.25 0.23 0.26 0.26 0.26 0.25 0.25 0.26 0.250.15 0.14 0.14 0.14 0.14]Cr=[0.03 0.03 0.02 0.02 0.04 0.04 0.04 0.04 0.04 0.020.02 0.02 0.02 0.02]V=[0.02 0.03 0.02 0.02 0.02 0.01 0.01 0.02 0.01 0.020.02 0.03 0.03 0.03]T=[948.4 950.18 944.26 958.31 954.99 947.67 954.43 960.78 950.46 967.32 960.46 967.41 954.13 956.74]S=[1.39 1.38 1.33 1.264 1.372 1.371 1.372 1.313 1.358 1.4521.538 1.469 1.474 1.52]r=[0.4183 0.4296 0.428 0.4248 0.4072 0.4115 0.4114 0.4085 0.41230.393 0.3639 0.3947 0.3955 0.3974]H=[43.303 46.65 46.361 45.924 45.908 45.943 46.113 46.045 46.11546.41 45.964 46.284 46.36 46.317]D=[787.9 787.9 787.9 787.9 787.9 787.9 787.9 787.9 787.9 787.9 787.9 787.9 787.9 787.9]Nb=0;[C]=C+Mn/6+(Cr+V+Nb)/12;h=H.*(1-r);R=D./2;dh=H-h;T_=(T+273.15)./1000;f_h=sqrt(r./(1-r));e=(2./sqrt(3)).*log(H./h);e_r=e*1000.*S./(sqrt(R.*dh));if T_>=0.95.*(([C]+0.41)./([C]+0.32))sigma_0=2.75.*exp(5./T_-0.01./([C]+0.05));m=(-0.019.*[C]+0.126).*T_+(0.075.*[C]-0.05);elsesigma_0=2.75.*(30.*([C]+0.9).*(T_-0.95.*([C]+0.49)/([C]+0.42)).^2+([C]+0.06)./([C]+0 .09)).*exp(([C]+0.32)./(0.19.*([C]+0.41))-0.01./([C]+0.05));m=(0.081.*[C]-0.154).*T_-0.019.*[C]+0.207+0.027./([C]+0.32);endsigma_f=sigma_0.*(1.3.*(5.*e).^(0.41-0.77.*[C])-1.5.*e).*(e_r/10).^(m);fai=tan(pi./8.*log(1-r)./sqrt(R./h)+0.5.*atan(f_h))./sqrt(R./h);Qp=0.5.*pi./f_h.*atan(f_h)-pi/4-sqrt(R.*h)./f_h.*(log(2.*R.*(1-cos(fai))./h+1)+0.5.*lo g(1-r));format short eF=2./sqrt(3).*sigma_f.*Qp.*sqrt(R.*dh);disp('计算得出的轧制力分别为:')F2、运算结果计算得出的轧制力分别为:F =Columns 1 through 143.2087e+05 3.4756e+05 3.5219e+05 3.2998e+05 3.3095e+05 3.4342e+05 3.3701e+05 3.2461e+05 3.4151e+05 3.2617e+05 3.1332e+05 3.2655e+05 3.4228e+05 3.4126e+05>>。
材料成型作业(南通大学)
材料成型之新材料——铜铝复合带This study is brought against the problems of pure copper with high cost as copper cable shielding and a shortage of copper resources, to carry out the use of copper-aluminum composite with alternative research. System of a composite with the heat treatment parameters on mechanical properties and interfacial compound with the composition of the impact, and innovative environment in the magnetic field with annealing in the composite, compared with observed magnetic field heat treatment for the composite impact.The results show that heat treatment can improve the composite with the plastic, but the intensity will decrease with compound; heat treatment enhanced the proliferation of the interface between copper and aluminum to create a good interface transition layer to improve the effect of copper and aluminum composite; increase the magnetic field can promote the interface compounds, under the same conditions, the formation of the interface width when the width of magnetic field than without.Key words: Cu/Al composite, Magnetic field, Properties , Cable shiel此次论文是针对纯铜电缆屏蔽带成本高、铜资源短缺而开展了用铜铝复合带替代的研究。
材料成型工艺大作业

材料成型工艺大作业
院系:
班级:
设计者:
学号:
题目一:如图所示,支撑座,各表面无特殊质量要求,材料为灰口铸铁HT150,分析确定其砂型铸造各种可能的工艺方案及优缺点,并确定各种生产批量情况下最合理的工艺方案(需绘制出铸造工艺图)。
图1
(1)分型面
如图1所示,方案1,分型面在基准面D上,铸件全部置于下型。
槽C不妨碍起模,但EF面之间需要型芯填充。
本方案优点是大平面朝上,造型简单,无错型缺陷。
缺点是轴孔难以直接铸出,若轴孔拟铸出,因无法制出型芯头,必须加大型芯与型壁间隙,致使飞边清理困难。
此时适合小批量生产,因其轴孔可以不必铸出,留待直接切削加工。
方案2,分型面平行于基准面D。
此时,槽C不妨碍起模,但EF面之间需要型芯填充。
本方案优点是大平面朝上,且适于铸出轴孔,铸后轴孔的飞边少,便于清理。
缺点是上型大,易产生错型缺陷,适用于大批量制造。
方案3,分型面垂直于基准面D。
此时,槽C妨碍起模,EF面之间不需要型芯填充,但轴孔需要型芯。
本方案优点是上下对称,造型、修型方便。
但缺点是大平面在侧面,易产生错型缺陷和底面材料密度不一致。
(2)铸造工艺图
当大批量制造时,宜采用方案2,铸造工艺图如图2;当小批量制造时,宜采用方案3,铸造工艺图如图3。
材料成型及其成型技术作业

材料成型及其成型技术作业作业1班级姓名学号⼀、思考题1.什么是机械性能?它包含哪些指标?2.名词解释:过冷度,晶格,晶胞,晶粒与晶界,同素异晶转变,固溶体,⾦属化合物,机械混合物。
3.过冷度与冷却速度有什么关系?对晶粒⼤⼩有什么影响?4.晶粒⼤⼩对⾦属机械性能有何影响?常见的细化晶粒的⽅法有哪些?5.含碳量对钢的机械性能有何影响?⼆、填表说明下列符号所代表的机械性能指标三、填空1. 称铁素体,其符号为,晶格类型是,性能特点是强度,塑性。
2. 称奥⽒体,其符号为,晶格类型是,性能特点是强度,塑性。
3.渗碳体是与的,含碳量为%,性能特点是硬度,脆性。
4.ECF称线,所发⽣的反应称反应,其反应式是得到的组织为。
5.PSK称线,所发⽣的反应称反应,其反应式是得到的组织为。
6. 正的电阻温度系数的含义是7.45钢在退⽕状态下,其组织中珠光体的含碳量是%。
8. 钢和⽣铁在成分上的主要区别是,在组织上的主要区别是,在性能上的主要区别是。
9 铝的晶体结构/晶格类型是10 α-Fe和γ-Fe的晶格类型分别属于11 Al和Zn的晶格类型分别属于12 45钢在平衡结晶过程中冷却到共析温度时发⽣共析反应,A、F、Fe3C的碳含量分别为。
13 ⾦属结晶过程是依靠两个密切联系的基本过程来实现的,这两个过程是,⾃发⽣核的⽣核率与过冷度的关系是14 ⾦属结晶时,依附于杂质⽽⽣成的晶核叫15 晶粒的⼤⼩称晶粒度,⼯程上通常把晶粒分成1、2、……8等级别。
8级晶粒度的晶粒⽐1级晶粒度的晶粒要⽕钢的硬度。
如测试结果为450HBW、18HRC。
( )2.纯铁在降温过程中,912℃发⽣同素异构转变,由⾯⼼⽴⽅晶格的γ—Fe转变为体⼼⽴⽅晶格的。
α—Fe。
这种转变也是结晶过程,同样遵循晶核形成和晶核长⼤的结晶规律。
( )3.钢和⽣铁都是铁碳合⾦。
其中,碳的质量分数(⼜称含碳量)⼩于0.77%(0.8%)的叫钢,碳的质量分数⼤于2.06%(2.11%)的叫⽣铁。
金属塑性加工原理 大作业
SHANGHAI JIAO TONG UNIVERSITY 金属塑性加工原理大作业设计题目:搅拌吸食二用勺学生姓名: 舒赟翌邹运武学生学号: 1130209136 11302091141、搅拌咖啡等冲调品从人类开始饮用咖啡至今已有700多年的历史了。
经过700多年的发展,美国成为当今世界上最大的咖啡消费国。
据美国咖啡协会的统计,美国每年有1.6亿人饮用咖啡,平均每人每年要喝掉4.5公斤,并呈现逐年上涨的趋势。
在全世界,喝咖啡的人也逐年增多,并越来越受欢迎。
到星巴克去喝杯咖啡似乎也成了一种时尚。
全世界每年消费至少4000 亿杯咖啡,目前全球咖啡年消费量约1000 万吨左右。
咖啡是世界两大饮品之首,目前国内咖啡市场发展速度非常迅猛。
据全球最大的咖啡生厂商-雀巢在2012年的数据显示,其在中国大陆市场销量的25~30%来自在校大学生,也就是说在中国像我们这样的学生群体逐渐成为咖啡消费的主流群体,观察四周的同学,你也会发现,咖啡正不知不觉的占领着大家的抽屉与茶杯。
但是喝过咖啡的人都会发现,咖啡在冲泡时必须借助外力搅拌才能达到均匀状态,也就是说搅拌棒、勺子甚至筷子都是人们在冲调咖啡时必须使用的工具,而且最近几10年内他们的功能还不能完全被取代。
2、吸食奶茶等饮料中国大陆的奶茶市场于2007年开始进入高发展阶段,随着人们生活质量和消费能力的不断提高,使得他们对饮料产品的口味、时尚要求更高,而奶茶这一在全世界都很流行的新口味的时尚产品,受到了消费者特别是十五至三十岁这一年轻消费群体的喜爱,已形成了稳定的消费习惯。
珍珠奶茶作为奶茶品种中最具有代表性的类别,自1996年开始登陆珠三角地区以及上海等沿海发达城市中西餐厅、咖啡厅起,渐渐被广大中国人所熟悉,甚至成为人们观念中奶茶的同义词。
吸食珍珠奶茶等其他奶茶类饮品时,大部分人习惯使用吸管,而吸管也成为在吸食饮料时必须配备的工具。
设计理念本设计希望从搅拌与吸食两个角度满足消费者对咖啡等冲调品和奶茶等吸食饮料的消费需求,将两者功能有机结合起来,以达到节省工具,方便携带,节约成本的要求。
《材料成形工艺学(下)》大作业

《材料成形工艺学(下)》大作业题目:解析无缝钢管二辊斜轧穿孔过程中轧件运动方式以及提高轴向滑动系数 作业内容无缝钢管轧制过程中二辊斜轧穿孔,轧辊形式为桶形辊,轧辊在水平面左右布置,固定不动导板在上下布置,中间为随动顶头。
利用平面解析方法或其他方法解析下面斜轧穿孔过程中轧件运动方式(旋转和前进方向),以及如何提高轴向滑动系数使其提高生产率。
三、 作业方式每个小组由6人组成,六个班级,共29小组,以小组为单位开展研究,时间4周,每个小组一名代表,上台汇报,要求PPT 形式,汇报时间6分钟,提问讨论2分钟。
每个小组提交一份纸质版和电子版作业和PPT 电子版。
四、 考察形式纸质版作业内容:5分,现场汇报和回答问题PPT :5分。
以总分10分计入本课程总成绩中。
五、 作业分析132 41.斜轧穿孔过程中轧件运动方式。
(1)(2)(3)(4)2.提高轴向滑动系数。
图1:二辊斜轧穿孔过程示意图1-轧辊;2-顶头;3-顶杆;4-轧件;5-导板滑动系数:一般指金属的运动速度与辊面相应接触点的运动速度比值。
轴向滑动系数:金属在轧件轴向的滑动系数。
提高轴向滑动系数就可以缩短轧制时间,减少在变形区内的反复加工次数, 直接影响到轧机的产量、质量和能耗。
由书本P515v xx =S xx u xx (3-17-3a)式中 v xx ——接触表面任一点金属的速度在轧件轴向的分量。
S xx ——接触表面任一点金属在轧件轴向的滑动系数。
u xx ——轧辊接触表面上任一点的切线速度在x 轴上的分量。
轧辊任一截面的轧辊表面切线速度已知为u x =πD x n60 (3-17-4) 式中 D x ——变形区内轧辊任一截面的直径;n ——轧辊转速,r/min 。
接触表面任一点金属的速度在轧件轴向的分量βπυsin 60xx x xx S D n =由上式a) 降低轧辊转速;同时实践证明,随着轧制速度的提高,摩擦系数是降低的。
因此,可以实现低速自然咬入,然后随着轧件充填轧缝,合力作用点前移,使咬入条件好转,逐渐增加轧制速度,使之过渡到稳定轧制阶段时达到最大,但必须保证αx <K x βy 的条件。
哈工大材料成型大作业

H a r b i n I n s t i t u t e o f T e c h n o l o g y
哈尔滨工业大学
材料成形工艺大作业
课程名称:材料成形工艺
院系:机电工程学院
班级:
设计者:
学号:
指导教师:
设计时间:
哈尔滨工业大学
材料成型大作业
题目四:
如图所示,锅炉汽包,生产数量5个,材料为16Mn钢,板材规格50×2200×6000钢板制造。
设计要求:确定焊缝布置,确定焊接方法及材料,确定接头形式;确定工艺路线。
图1
1.确定焊缝位置
由图1的要求可以得到要进行焊接的锅炉汽包的各项尺寸,中间圆柱体的高度取6000,那么周长为4712.39,根据板材的尺寸设计成圆柱体,并且由三块钢板焊接而成,钢板规格为50×1570.80×6000。
在圆柱体上分布着三条焊缝。
上、下封头处由两条环焊缝组成,焊缝位置如图2所示。
图2
2.确定焊接方法及材料
考虑到钢板的规格为50×2200×6000,其厚度为50,并且其体积较大,因此选择埋弧焊。
因为所焊接的材料16Mn钢为低合金结构钢,所以选用与焊件成分相同的焊丝和熔炼焊剂。
又考虑到板厚超过20,则应该使用双面焊进行焊接,由于所焊接的工件的直径大于250,则筒体选择埋弧焊进行焊接。
3.确定接头形式
易熔座与筒体的焊缝采用不开坡口的角焊缝。
由于锅炉为压力容器,且内部有可燃性物质,为保证质量,筒体上2条环形焊缝和3条纵焊缝均采用I型接头双面焊。
4.确定工艺路线。
材料成型工艺大作业题目
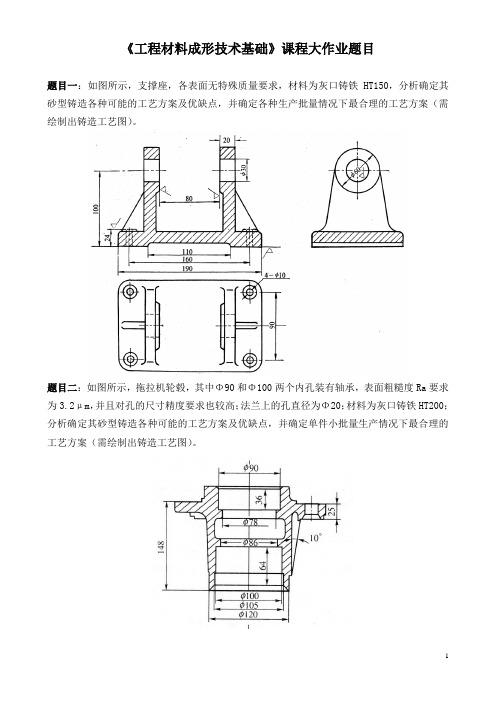
《工程材料成形技术基础》课程大作业题目题目一:如图所示,支撑座,各表面无特殊质量要求,材料为灰口铸铁HT150,分析确定其砂型铸造各种可能的工艺方案及优缺点,并确定各种生产批量情况下最合理的工艺方案(需绘制出铸造工艺图)。
题目二:如图所示,拖拉机轮毂,其中Φ90和Φ100两个内孔装有轴承,表面粗糙度Ra要求为3.2μm,并且对孔的尺寸精度要求也较高;法兰上的孔直径为Φ20;材料为灰口铸铁HT200;分析确定其砂型铸造各种可能的工艺方案及优缺点,并确定单件小批量生产情况下最合理的工艺方案(需绘制出铸造工艺图)。
题目三:如图所示,焊接梁,材料为20钢,现有钢板最大长度为2500mm,设计要求:确定腹板、上、下翼板、筋板的焊缝位置;选择焊接方法;画出各条焊缝的接头形式;确定各条焊缝的焊接次序。
题目四:如图所示,锅炉汽包,生产数量5个,材料为16Mn钢,板材规格50×2200×6000钢板制造。
设计要求:确定焊缝布置,确定焊接方法及材料,确定接头形式;确定工艺路线。
题目五:图示为齿轮零件图,材料为45钢,密度为7.85g/cm3,制定其自由锻工艺规程,其中的锻造工序要用图表示出来。
表1至表2供制定工艺规程参考使用。
注:教材77页的公式2.10、2.11、2.12、2.13和2.14中的长度单位为分米。
表1 凸肩齿轮和凸肩法兰盘类锻件的余量与公差mm表2 自由锻锤锻造能力范围题目六:图示为镗排本体零件图,材料为45钢,密度为7.85g/cm3,制定其自由锻工艺规程,其中的锻造工序要用图表示出来。
表1至表4供制定工艺规程参考使用。
注:教材77页的公式2.10、2.11、2.12、2.13和2.14中的长度单位为分米。
表1 台阶和凹档锻出的最小长度mm表2 多台阶轴类锻件的余量与公差mm表3 法兰的最小锻出长度mm表4 自由锻锤锻造能力范围。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
材料成型工业大作业
设计题目三:如图所示,焊接梁,材料为20钢,现有钢板最大长度为2500mm,设计要求:确定腹板、上、下翼板、筋板的焊缝位置;选择焊接方法;画出各条焊缝的接头形式;确定各条焊缝的焊接次序。
•确定腹板、上下翼板、筋板的焊接位置•对于上翼板,其总长为5000mm,由于焊缝应避免分布在应力最大位置。
在该题中,应力最大位置为梁的中心位置。
则上翼板由三段钢板焊接而成。
从左至右长度依次为1400mm。
2200mm,1400mm。
如图1所示,宽度均为300mm,厚度均为10mm。
图1
•对于下翼板,其长度为5000mm,在两转折点处,必定由焊接生成,对于中间长度为4000mm的翼板,同样由三段钢板焊接而成,从左到右依次为800mm,2400mm,800mm,如下俯视图所示,宽度均为300mm,厚度均为10mm。
俯视图如图2:
图2
•对于腹板,其总长为5000mm,同样为了避免焊缝位于最大应力处,不讲焊缝设置在中心位置,为了与焊缝1、2、5、6错开一段距离,则中间板长为1600mm,两边板长为1700mm,如下正视图所示,中间板宽为800mm,板厚度为8mm,两侧板在板的一侧宽度变化,其厚度也均为8mm。
图3
•由腹板连接上下翼板的焊缝,如下图所示:
图4
•在图4的基础上加上筋板,对筋板进行一定处理,在每一块筋板的一个角上切除一个三角,进而避免多条焊缝交叉,影响焊接质量。
如下图所
示:
•焊接的接头形式
由步骤一种的焊缝位置分析可知,焊缝1、2、3、4、5、6、7、8为对接接头,焊缝9、10、11、12、13、14、15、16、17、18采T形接头。
以焊缝1和焊缝9为例画出接头形式:
焊缝1:
焊缝9:
•选择焊接方法
本次设计所焊接的对象是厚度不大的薄板,焊缝直径不大,在综合考虑设计中的材料和接头形式、空间位置以及生产率和生产费用等因素后,采用焊条电弧焊最为适宜。
电焊条选择E5015.
•焊接次序
•上翼板:上翼板上1、2的先后顺序不定,可以先焊接1,也可以先焊接2;
•下翼板:为了后续焊接的方便,先焊接3、4。
再焊接5、6,并且3、4的先后顺序不定,5、6的先后顺序不定;
•腹板:腹板上7、8的先后顺序不定;
•用腹板连接上下翼板,为减小变形反应力影响,焊接顺序为
9→10→11→12;
•加筋板,以一对筋板为例,其余肋板进行类似焊接过程,先焊接短焊缝,再焊接长焊缝,焊接顺序为13→15→16→18→14→17
综上,用流程图表示焊接顺序关系:
•主要工艺过程:。