钢结构蜂窝梁构件的设计、制作方法
蜂窝梁的设计
o t n t 、 g n t it nteh n c m ] I d sg . f r g r i a d s blyi o eo se h i d a i h b  ̄a l ein l Ke wo d : o e cm e n em;ep n in rt ;s e  ̄hd s nv le y r s h n yo b h r ;b a o x a so ai t a ei au o r g
蜂 窝 梁 的 设 计
杨桂华
( 尔滨锅炉厂有限责任公司, 哈 黑龙江 哈 尔滨 104) 506 摘 要: 主要研究蜂窝梁在锅炉钢结构设计中的可行性 , 在今后钢结构的设计中具有很大的发展前景。在锅
炉钢结 构设 计中蜂窝梁的强度 、 刚度 、 定 、 的计算方法 。 稳 焊缝
关键词 : 蜂窝梁 ; 实腹 梁 ; 扩张 比; 强度设计值
蜂窝梁的截面高度 h与原梁截面高度 之 比称
为扩张 比, 一般在 12 . 之间 , .一17 常用的扩 张比 为 15 .。由于扩 张后增 大了截 面惯性矩 和抵抗 矩, 所以显著地提高 了梁的刚度和强度 。从 而可
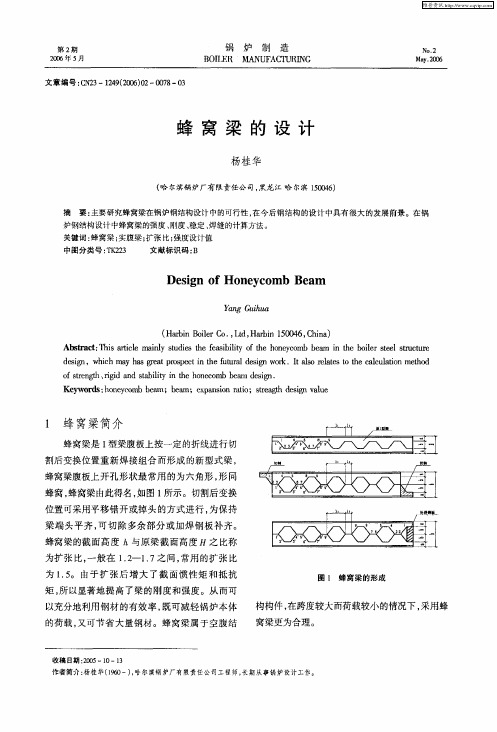
图 1 蜂 窝梁的形成
以充分地利用钢材的有效率 , 既可减轻锅 炉本体
第 2期
杨桂华 : 蜂窝梁的设计
・7 ・ 9
蜂窝梁腹板上开孔形状除常用的六角形外 , 用类似的方法可做成长圆形孔和方形孔的梁。蜂
钢结构蜂窝梁的设计及经济性评价
钢结构蜂窝梁的设计及经济性评价作者:张飞燕来源:《价值工程》2018年第11期摘要:蜂窝梁是将工字钢或热轧H型钢经过切割、组装、焊接而成的带腹板孔洞的钢梁。
其自重轻、承载力高、美观、经济等优点使其在实际工程中越来越广泛应用。
本文在以往研究基础上,总结了蜂窝钢梁的结构形式、设计方法并进行了简要的经济评价,为将来的工程设计人员及研究人员提供参考。
Abstract: Castellated beam is a steel beam with web hole made by cutting, assembling and welding the H-beam or hot-rolled H-beam. Its light weight, high carrying capacity, nice shape,economical efficiency and other advantages make it more widely used in practical engineering. Based on previous research, this paper summarizes the structural form and design method of the castellated beam and carries out a brief economic evaluation, which will provide reference for future engineering designers and researchers.关键词:蜂窝梁;钢结构;承载力;刚度;稳定性;经济性Key words: castellated beams;steel structure;bearing capacity;stiffness;stability;economy中图分类号:TU391 文献标识码:A 文章编号:1006-4311(2018)11-0149-030 引言蜂窝钢梁是一种在腹板部分按不同形式(六边形、八边形、圆形、矩形等)成排开孔的热轧H型钢或工字钢,具有较轻的自重、承载力高、美观、实用、经济等优点,其截面高度为原来型钢的1.3至1.6倍,能够较大地提高型钢梁的刚度和抗弯承载力,在不影响承载力的情况下,能够节约25%至50%的钢材,节约安装运输费用及油漆费用约15%至30%,且蜂窝梁形成的成排的孔洞不仅美观又方便安装电线管道,能够有效减小建筑的层高问题,尤其对于高层建筑非常有利。
钢结构梁的制作方法

钢结构梁的制作方法钢结构梁是现代建筑中常见的一种结构形式,具有承重能力强、耐久性好等优点,因此在大型建筑、桥梁等工程中广泛应用。
本文将介绍钢结构梁的制作方法,包括材料准备、制作工艺、质量控制等方面。
一、材料准备制作钢结构梁的主要材料是钢板和钢材。
钢板要求表面光洁、平整,无明显的损伤和瑕疵,其厚度和尺寸要符合设计要求。
钢材的选择要根据设计荷载和结构要求确定,常用的有角钢、工字钢、圆钢等。
在材料准备阶段,需要对材料进行质量检查和验收,确保符合标准要求。
同时还要做好材料的储存和保护工作,防止受到湿气、腐蚀等影响。
二、制作工艺钢结构梁的制作工艺主要包括切割、焊接、钻孔、磨削等环节。
具体步骤如下:1. 切割将钢板和钢材按照设计要求进行切割,通常采用火焰切割或等离子切割等方式。
切割时要注意保持切口平整、光滑,避免产生毛刺和裂缝。
2. 焊接将切割好的钢板和钢材进行组装和焊接。
焊接方式有手工电弧焊、埋弧焊、气体保护焊等多种方式。
焊接时要注意控制焊接温度和焊接速度,保证焊缝的质量和强度。
3. 钻孔在焊接完成后,需要进行钻孔加工,以便进行后续的组装和安装。
钻孔时要选择合适的钻头和钻孔方式,确保孔的精度和质量。
4. 磨削在钻孔完成后,还需要对焊接和切割处进行磨削加工,以便保持表面平整、光滑,并消除切割和焊接产生的毛刺和裂缝。
三、质量控制制作钢结构梁时,需要进行严格的质量控制,以确保产品符合设计要求和标准规范。
主要包括以下几个方面:1. 材料质量控制对采购的钢材和钢板进行质量检查和验收,确保符合标准要求。
2. 制作过程质量控制对每个制作环节进行质量检查和控制,确保制作过程中不出现质量问题。
3. 检测和试验对制作完成的钢结构梁进行检测和试验,包括尺寸、外观、焊缝、强度等方面。
确保产品符合标准要求和设计要求。
4. 产品标识和追溯对每个制作完成的钢结构梁进行标识和追溯,以便在后续的使用和维护中能够及时识别和处理问题。
四、安装和使用制作完成的钢结构梁需要进行安装和使用,注意以下几个方面: 1. 安装前的检查在安装前,需要对钢结构梁进行检查,确保没有损伤或变形等问题,以便确保安装的质量和安全性。
蜂窝梁设计及应用

蜂窝梁设计及应用一.蜂窝梁简介蜂窝梁是在H型腹板上按一定的拆线进行切割后变换位置重新焊接组合而成的新型梁,中科大窝梁的截面高度与原H型钢的截面设计H之比为扩张比,一般在 1.2-1.7之间。
由于扩张后增大了截面惯性矩和抵抗矩,所以显著提高了梁的刚度和强度,在梁本身自重减轻的情况下梁能承受更大的荷载,应用于更大的跨度,节省钢材、运输安装费用,有很可观的经济价值。
蜂窝梁腹板的也孔洞既又便于布设管线,可以减少建筑层高,整体上减少建筑造价。
二.强度计算国外有些规范已经列入蜂窝梁计算公式,如英国BS5950、前苏联钢结构设计规范(82)、日本钢结构协会也提供了一套蜂窝梁的简化计算公式等。
目前国内已经有不少有关蜂窝梁的论文,还没有相关的规范列入蜂窝梁的计算,在实际工程中没有可以遵循的标准,给实际的设计工程带来了很多问题。
1.正截面强度验算(2)在剪力作用下,空腹截面处总剪力按刚度分配于上、下两个T形截面;(3)由剪力引起的弯矩,反弯点出现在每个孔洞的垂直中心线上。
包头钢铁设计研究院编写的《钢结构设计与计算》一书上提出的公式如下:V1V2V(1)其中V为截面总剪力;V1为上T型截面剪力2V2为下T型截面剪力按计算的假定,最大正应力发生在蜂窝梁T形截面部分两端的腹板孔角点上,即上图中b点或c点。
对于上下T形蜂窝梁,其抗弯强度的计算公式为M某Vl2f(2)hcAT4WT其中AT――梁T形截面的净面积l2――梁蜂窝孔上下两边的边长WT――梁T形截面的腹板边缘处的净截面抵抗矩由于弯矩和剪力都产生正应力,最大弯矩和最大剪力一般不在同一位置,所以产生最大正应力的截面即控制截面一般不在弯矩最大处或剪力最大处。
对于受均布荷载作用的简支梁,控制截面在距离梁某处附近的蜂窝孔中点处,应采用该处的弯矩和剪力验算抗弯强度。
某值可按下式计算:某lhcATl2(3)其中l为梁的跨度24WT对于其它情况的梁,可近似地对梁端第一个孔中央、1/4跨度处和跨度中央分别进行验算。
钢结构蜂窝梁现场制作工艺探讨
钢结构蜂窝梁现场制作工艺探讨摘要:本文介绍钢结构蜂窝梁现场制作的工艺过程,包括切割下料、变形控制以及组对与焊接等工序要领。
关键词:蜂窝梁变形控制焊接质量神华集团宁煤煤基烯烃项目黑水装置钢结构及供热管廊钢结构工程,大量采用蜂窝梁式结构,总数57根,长度分别为9m、12m、15m和18m,截面规格为H700×300×14×16、H750×200×10×16、H900×200×11×17几种。
蜂窝梁的截面高度比标准H型钢的截面高度有较大扩张,增大了截面惯性矩和抵抗矩,显著提高了梁的刚度和强度,满足大跨度管廊梁刚度好、质量轻的要求,且结构美观,节省钢材,降低工程造价。
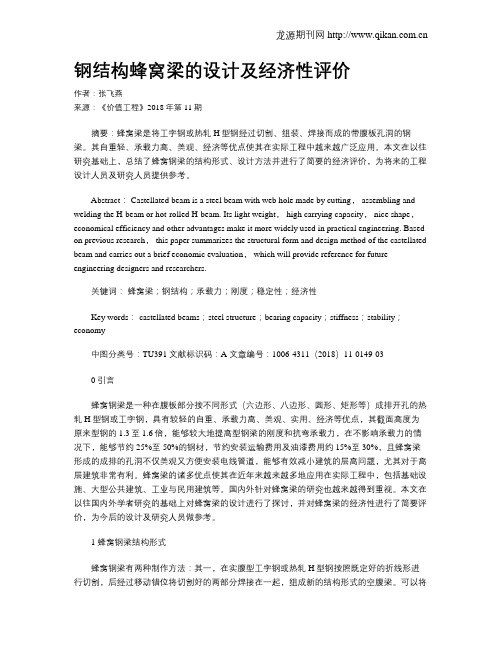
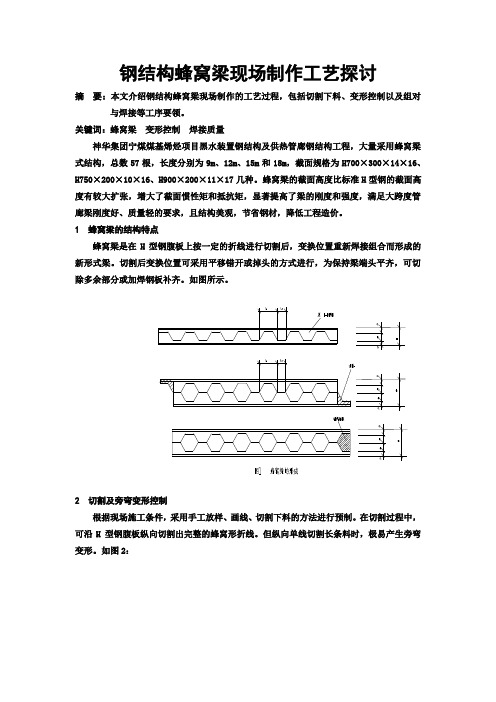
1 蜂窝梁的结构特点蜂窝梁是在H型钢腹板上按一定的折线进行切割后,变换位置重新焊接组合而形成的新形式梁。
切割后变换位置可采用平移错开或掉头的方式进行,为保持梁端头平齐,可切除多余部分或加焊钢板补齐。
如图所示。
2 切割及旁弯变形控制根据现场施工条件,采用手工放样、画线、切割下料的方法进行预制。
在切割过程中,可沿H 型钢腹板纵向切割出完整的蜂窝形折线。
但纵向单线切割长条料时,极易产生旁弯变形。
如图2:为解决这一问题,我们采用切割机折线连续切割,每切进1米左右,在割缝上临时点焊一点或点焊立板,待全过程切割完冷却后,再割开点焊焊缝及立板,无明显变形,打磨焊点后即可进行组对。
3 组对焊接3.1 焊接变形分析。
由于腹板较薄,对接焊后产生横向应力作用,造成较大的角变形。
这样造成蜂窝梁截面纵向中位线与腹板中心线偏移,降低了刚度,容易导致失稳。
如图3.3.2 用H型钢铺设组装平台,平台上表面水平误差不超过±1.5mm。
3.3 将腹板对接边用半自动切割机割出45°双边坡口,钝边1-2mm,组对间隙2-3mm,以保证焊透。
3.4 H型钢腹板的折线切割完并开坡口后,将坯料平移错开摆放于组装平台上,用卡具、千斤顶、立筋板、铛铁、楔铁配合组对、点焊固定。
钢结构蜂窝梁的制造工艺

钢结构蜂窝梁的制造工艺
谢赐生;胡柏上
【期刊名称】《安装》
【年(卷),期】2003(000)006
【摘要】介绍了钢结构蜂窝梁的一种典型的制造工艺过程,包括切割下料、切割变形控制以及组对与焊接等工序的工艺要领.
【总页数】2页(P13-14)
【作者】谢赐生;胡柏上
【作者单位】广东韶钢集团建设公司,广东,韶关,512122;广东韶钢集团建设公司,广东,韶关,512122
【正文语种】中文
【中图分类】TU392.1:TG441.4
【相关文献】
1.多层与高层钢结构箱型梁制造工艺 [J], 刘增喜;杨登
2.大型造船用龙门起重机主梁钢结构的制造工艺 [J], 蔡钿;杨新明;姜志龙;杨金;张念东
3.42m大型钢结构吊车梁制造工艺 [J], 梁贤元
4.缅甸LEINEL大桥工程钢结构桥梁钢桁梁制造工艺 [J], 覃武雄;黎岳伟
5.钢结构梁、柱制造工艺浅析 [J], 范智欣;安润霞
因版权原因,仅展示原文概要,查看原文内容请购买。
大跨度蜂窝型钢梁加工及安装施工工法(含详细示意图)
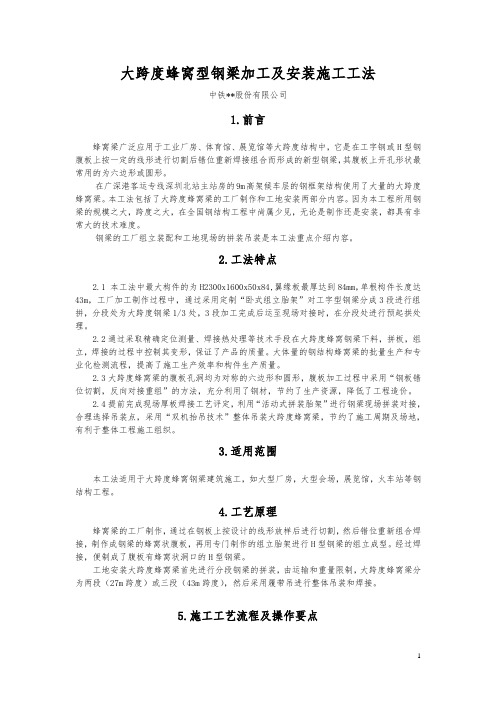
大跨度蜂窝型钢梁加工及安装施工工法中铁**股份有限公司1.前言蜂窝梁广泛应用于工业厂房、体育馆、展览馆等大跨度结构中,它是在工字钢或H型钢腹板上按一定的线形进行切割后错位重新焊接组合而形成的新型钢梁,其腹板上开孔形状最常用的为六边形或圆形。
在广深港客运专线深圳北站主站房的9m高架候车层的钢框架结构使用了大量的大跨度蜂窝梁。
本工法包括了大跨度蜂窝梁的工厂制作和工地安装两部分内容。
因为本工程所用钢梁的规模之大,跨度之大,在全国钢结构工程中尚属少见,无论是制作还是安装,都具有非常大的技术难度。
钢梁的工厂组立装配和工地现场的拼装吊装是本工法重点介绍内容。
2.工法特点2.1 本工法中最大构件的为H2300x1600x50x84,翼缘板最厚达到84mm,单根构件长度达43m,工厂加工制作过程中,通过采用定制“卧式组立胎架”对工字型钢梁分成3段进行组拼,分段处为大跨度钢梁1/3处,3段加工完成后运至现场对接时,在分段处进行预起拱处理。
2.2通过采取精确定位测量、焊接热处理等技术手段在大跨度蜂窝钢梁下料,拼板,组立,焊接的过程中控制其变形,保证了产品的质量。
大体量的钢结构蜂窝梁的批量生产和专业化检测流程,提高了施工生产效率和构件生产质量。
2.3大跨度蜂窝梁的腹板孔洞均为对称的六边形和圆形,腹板加工过程中采用“钢板错位切割,反向对接重组”的方法,充分利用了钢材,节约了生产资源,降低了工程造价。
2.4提前完成现场厚板焊接工艺评定,利用“活动式拼装胎架”进行钢梁现场拼装对接,合理选择吊装点,采用“双机抬吊技术”整体吊装大跨度蜂窝梁,节约了施工周期及场地,有利于整体工程施工组织。
3.适用范围本工法适用于大跨度蜂窝钢梁建筑施工,如大型厂房,大型会场,展览馆,火车站等钢结构工程。
4.工艺原理蜂窝梁的工厂制作,通过在钢板上按设计的线形放样后进行切割,然后错位重新组合焊接,制作成钢梁的蜂窝状腹板,再用专门制作的组立胎架进行H型钢梁的组立成型。
一种波纹腹板h型蜂窝钢梁及其制造方法

一种波纹腹板h型蜂窝钢梁及其制造方法波纹腹板H型蜂窝钢梁是一种新型的钢结构构件,具有高强度、轻质、耐腐蚀等优点,广泛应用于桥梁、建筑、航空等领域。
本文将介绍一种波纹腹板H型蜂窝钢梁的制造方法,并详细阐述其特点和应用前景。
材料选择制造波纹腹板H型蜂窝钢梁的材料主要包括:钢材、焊丝、保护气体等。
其中,钢材是主体材料,要求具有高强度、低屈强比、良好的塑性和韧性等特性。
焊丝和保护气体则用于焊接过程,要求具有可靠的焊接性能和良好的保护效果。
制造方法波纹腹板H型蜂窝钢梁的制造方法主要包括以下步骤:1. 放样:根据设计图纸,进行放样和划线,确定各部件的位置和尺寸。
2. 切割:采用数控切割机或等离子切割机,按照放样图纸进行钢材切割。
切割后,进行边缘加工和清理,确保钢材的平整度和精度。
3. 组立:将切割好的钢材按照设计要求进行组立,形成波纹腹板H型蜂窝钢梁的初步结构。
组立过程中,应注意调整各部件的位置和角度,确保结构精度和稳定性。
4. 焊接:采用自动焊或手工焊,将各部件焊接在一起。
焊接过程中,应注意控制焊接变形和残余应力,确保焊接质量和结构稳定性。
5. 防腐处理:对焊接完成的波纹腹板H型蜂窝钢梁进行表面处理,如喷漆、镀锌等,以提高其耐腐蚀性能和使用寿命。
质量控制在波纹腹板H型蜂窝钢梁的制造过程中,应采取以下质量控制措施:1. 严格控制原材料的质量,确保钢材、焊丝、保护气体等材料符合相关标准和设计要求。
2. 加强生产过程中的质量监控,对各工序进行严格把关,确保每一步工作的精度和质量。
3. 进行出厂前的质量检验,对成品进行严格的检验和测试,确保其符合相关标准和设计要求。
4. 提供相应的质量保证文档和使用说明,以便用户对产品进行正确的安装和使用。
效果评估为了评估波纹腹板H型蜂窝钢梁的性能和质量,可以进行以下实验和测试:1. 力学实验:对波纹腹板H型蜂窝钢梁进行拉伸、压缩、弯曲等力学实验,以评估其强度、刚度和稳定性等性能指标。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢结构蜂窝梁构件的设计、制作方法
孙占科
蜂窝梁是一种腹板有孔洞的工字形梁。
蜂窝梁腹板上的孔洞可以做成几种不同的形状,通常正六边形为居多。
它是在H型钢腹板上按一定的折线切割后,变位、重新焊接、组合而成的新形式。
切割后,变位可采用平移错开或掉头错开的方式进行.为保持梁端头平齐、可切除多余部分或加焊钢板补齐。
蜂窝梁属于空腹结构构件,与原H型钢相比,蜂窝梁的承载力及刚度均显着增大,且结构的经济效益好,管线穿越方便,在跨度较大而载菏较小的情况下,采用蜂窝梁更为合理。
在厂房结构中,利用梁腹板上的孔洞通行管道,与在楼面梁布置管道相比,可提高楼层净空高度。
由轧制工字钢经火焰切割后再错位焊接,焊接后梁高大于原工字钢(增加六角形孔高的一半),从而提高了梁的承载能力和抗弯刚度。
1、蜂窝梁的设计计算
为了设计与制作方便,通常蜂窝梁的孔型采用正六角形,其结构的孔型尺寸计算按下列公式计算:
a=(21β
-)h
b=(β-1)h
式中:h ——原型H 型钢的高度
β-蜂窝梁高度与原型H 型钢的高度之比。
一般取β=, a= h, b== h 。
通过此公式可以检查所设计的蜂窝梁的尺寸和所选择的原型型钢的尺寸的正确与否。
2、蜂窝梁的切割方法
蜂窝梁的切割组合一般可分三种情况方法进行
(1)将切割的两个部件相互错动1/2的单元长度,并接去多余的部分(见图)。
(2)切割分离后,将其中的一个部件对称掉头,组装成一端为半孔的蜂窝梁(见图b、-2、-3)。
切割后的上、下部件
下切割部件对称
对称后的下部件与上部件组合
(3)结构大量蜂窝梁制作时,切割的部件两两的分割对换组成两种形式的蜂窝梁(见图c、c1-1,-2、c2-1,-2、)。
切割后的上、下部件
把上部件上、下对称后,和上部件组合。
把下部件上、下对称后,和下部件组合。
通过以上方法的比较,第一种的切割组合方法,会增加一些钢材的消耗,其余的两种方法则需要在需要在支座处加焊堵孔板。
3、型钢划线、切割
1)划线样板
依据设计尺寸,分别计算出等六边形的的尺寸a、b等,用薄铁皮做出划线样板(需精确)如图:
2)用计算出得尺寸a分别定位出H型钢等a距基准线,用样板在基准线上连续划线,正式切割时,一定要抹掉不必要的线。
3)切割采用手工氧气切割的方法。
折线转弯处一定要圆滑过渡。
也可采用多头数控切割,折线的切割尺寸精度控制好,蜂窝切割边整齐,光洁。
同时也省去了划线、放样,能极大的提高效率。
4)切割坡口采用单面对接坡口,手工氧气切割的方法。
3、型钢组合、焊接与防变形工艺
(1)蜂窝梁的切割组合方法见上论述。
(2)蜂窝梁的焊接、与防变形措施
1)焊接预变形
由于一般H型钢腹板较薄,对接焊缝产生较大的横向应力作用,产生角变形。
所以必须采取反变形的焊接方法进行。
①制作专用焊接台架进行焊接工作。
胎架的上平面的水平度要求±1.5mm,上翼缘的纵向挡板预留经过计算分析的控制角变形的高度上拱量。
②将腹板的对接边用半制动切割机割出40°~45°的单边焊接坡口,钝边1~2mm,对口间隙2~3mm,保证焊透。
③H型钢折线切割完并按要求开好坡口后,将坯料平移错开放在组装台架上,用卡具,挡铁,揳铁配合、组对、点焊固定。
④用二氧化气体保护焊打底,手工盖面的焊接方法进行施焊,在胎架上焊完一面后将蜂窝梁构件翻身,置放平整卡紧张,清理焊道后再焊接背面。
2)强制预应力防变形
蜂窝梁的制作通常在H型钢沿腹板按一定的折线切割成两部分。
由于腹板切割受热不均匀,分离出的两部分形成正向拱曲变形
如图示,因此需进行二次校正,
为了减少二次校正,利用强制反变形法应用于蜂窝梁制作中的二次校正与组装、焊接工序,提高构件质量、效率。
①在钢平台上,利用未切割的H型钢,也可用工字钢,平放作工装,将切割好的齿状T形铁背肢两边与H型工装的翼缘板夹紧,强制反变形校直。
如图所示。
②安装夹具时自构件中间向两端进行,每间隔200mm~300mm 使用一个自制钢板u 形卡,u形卡内用斜铁夹紧,每间隔1M~1.5M使用一个卡兰(C形夹具)夹紧。
③将两件强制校直的齿状T形铁垫平,按蜂窝梁拼装图找正、组装、点焊牢固。
然后进行焊接作业,如图2所示。
④组焊好蜂窝梁半成品后,拆除工装及夹具,并进行腹板焊接变形校正。
4、蜂窝梁的调整
经过焊接的组合梁,存在一定的角变形,腹板的平整可用压力机加方钢垫块进行调整。
5、附件装配及划线、钻孔
调整达到规范要求的蜂窝梁即可装焊筋板和两头的封头板和坐头板,而后划线、钻孔除锈油漆。