5.Track 工艺技术介绍
track工艺介绍
? 圆片表面的形貌 ? 显影损失的胶厚 ? 刻蚀损失的胶厚 ? 屏蔽注入所需胶厚 ? 无针孔所需胶厚 光刻胶工艺控制 ? 光刻胶厚度及极差 ? 颗粒 ? 光刻胶缺陷 ? 胶量 ? 排风 ? 热板温度 ? 显影液量 ? 显影均匀性 ? E0 驻波效应( STANDING WA VE )
1.3 膜厚的选择 当曝光量一定时,条宽大小和光刻胶膜厚呈周期性的波动状态,即我
们常说的 SWING CURVE ,如下图所示:
MIR701 thick version swing curve
0.615
0.61
CD(um)
0.605 0.6
0.595 0.59
0.585
0.58 18329 18200 18157 18080 18019 17940 17866 17785 17712 17655 17606 17496 17388 17324 17251
圆片上,然后使圆片高速旋转, 液态胶在旋转中因离心力的作用由轴心沿径向飞 溅出去, 受附着力的作用, 一部分光刻胶会留在圆片表面。 在旋转过程中胶中所 含溶剂不断挥发,故可得到一层分布均匀的胶膜。
涂胶过程有以下几个步骤: 1.1 涂胶前处理( Priming ):
要使光刻胶精确地转移淹膜版上的图形,光刻胶与圆片之间必须要有 良好的粘附。在涂胶之前,常采用烘烤并用 HMDS (六甲基二硅胺)处 理的方法来提高附着能力。
驻波效应原理:
由于入射光与反射光产生干涉使沿胶厚的方向的光强形成波峰和 波谷产生的 降低或消除驻波效应的两种方法:
? PEB ? 加抗反射层:用有机 (TARC/BARC)& 无机材料 (TIN)
NO PEB
紧固工艺技术介绍

紧固工艺技术介绍紧固工艺技术(Fastening Process Technology)是指在制造过程中使用各种紧固件和紧固工具将不同的零部件连接在一起的一种工艺和技术。
紧固工艺技术在机械制造、汽车制造、航空航天等领域起着非常重要的作用。
紧固工艺技术的发展可以追溯到人类文明的起源。
古代的紧固工艺主要依靠人工劳动,如使用木栓、树脂、树胶等材料进行连接。
随着工业革命的到来,紧固工艺技术得到了突破性的进展。
现代紧固件的种类丰富多样,如螺栓、螺母、垫圈、销钉、铆钉等。
这些紧固件可以根据不同的应用需求,选择不同的材料和规格进行连接。
紧固工艺技术的应用范围非常广泛。
在机械制造领域,紧固工艺技术被广泛应用于机床、工作台、输送设备等各种机械设备的制造和组装过程中。
在汽车制造领域,紧固工艺技术被用于汽车发动机的组装和其他各种零部件的连接。
在航空航天领域,紧固工艺技术是航空器结构连接的核心技术。
紧固工艺技术的核心目标是实现零部件之间的稳定连接和尺寸的一致性。
为了达到这个目标,紧固工艺技术需要考虑很多因素,如紧固件的材料和力学性能、紧固力的控制、紧固件的精度要求等。
其中,控制紧固力是非常关键的一环。
过高或过低的紧固力都会导致连接的不牢固或加剧零部件的磨损。
紧固工艺技术的发展也离不开紧固工具的支持。
紧固工具在紧固件的安装和拆卸过程中起着重要的作用。
常见的紧固工具有扳手、扭矩扳手、气动螺丝刀、电动螺丝刀等。
不同的工作场景和材料需要选择不同的紧固工具,以确保连接的质量和效率。
随着科技的不断进步,紧固工艺技术也在不断创新和发展。
一些新型的紧固技术,如激光焊接、超声波焊接等,正在逐渐应用到工业生产中。
这些新技术不仅可以提高生产效率,还可以提高连接的质量和可靠性。
总之,紧固工艺技术是制造业中不可或缺的一项技术。
它不仅关乎产品的质量和性能,还关乎生产的效率和可持续发展。
随着科技的进步,紧固工艺技术将会不断创新和发展,为制造业的发展做出更大的贡献。
track工艺介绍
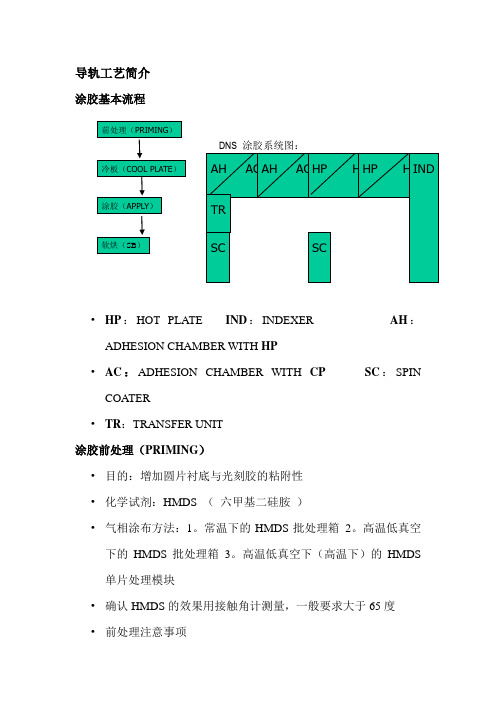
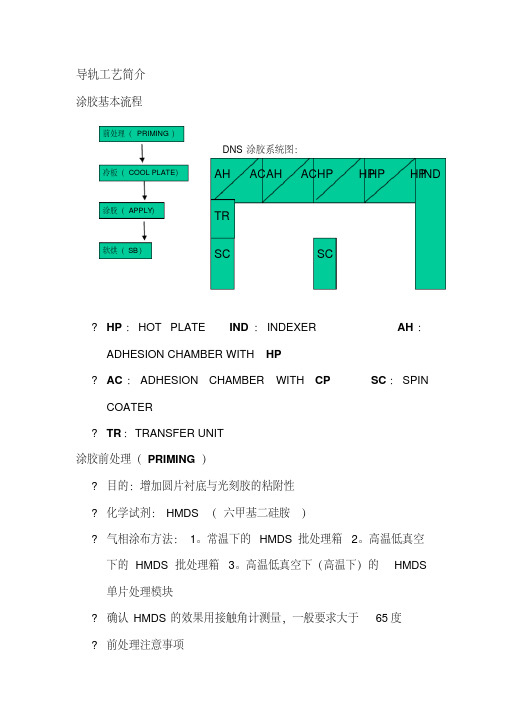
导轨工艺简介涂胶基本流程• HP :HOT PLATE IND :INDEXER AH :ADHESION CHAMBER WITH HP• AC :ADHESION CHAMBER WITH CP SC :SPIN COATER• TR :TRANSFER UNIT涂胶前处理(PRIMING )• 目的:增加圆片衬底与光刻胶的粘附性• 化学试剂:HMDS ( 六甲基二硅胺 )• 气相涂布方法:1。
常温下的HMDS 批处理箱 2。
高温低真空下的HMDS 批处理箱 3。
高温低真空下(高温下)的HMDS 单片处理模块• 确认HMDS 的效果用接触角计测量,一般要求大于65度 • 前处理注意事项• 来片衬底必须是干净和干燥的• HMDS 处理后应及时涂胶• HMDS 处理不能过度• 安全使用HMDS涂胶(COATING )• 影响光刻胶厚度和均匀性的主要参数:• 环境温度• 环境湿度• 排风净压力• 光刻胶温度• 光刻胶量• 旋转马达的精度和重复性• 回吸量• 预旋转速度,预旋转时间,最终旋转速度,最终旋转时间,最终旋转加速度软烘 ( SOFTBAKE )3 1 N2 INHMDSV APOR软烘目的:•去除光刻胶中的溶剂•增加粘附性•提高E0的稳定性•减少表面张力软烘方法:•热对流烘箱•红外线辐射•接触式(接近式)热版•软烘的关键控制点是温度和时间显影前烘焙(PEB)•目的:降低或消除驻波效应•PEB温度一般要求比软烘高15-20度•PEB一般采用接触式或接近式热板烘焙•PEB的关键控制点是温度与时间显影(DEVELOPER)目的:简单的说就是去除已曝光部分的光刻胶显影方法:•浸润显影(IMMESRSION)•喷雾显影(SPRAY)•静态显影(PUDDLE)影响显影的因素:•显影液成份•显影液温度•环境温度•环境湿度•显影液量•显影方式•程序坚膜(HARDBAKE)•目的:•去除残余的显影液,水及有机溶剂•提高粘附性•预防刻蚀时胶形貌变形•方法:•接触式或接近式热板•DUV•控制关键点是温度和时间光刻胶工艺•确定光刻胶厚需考虑的几个因素:•圆片表面的形貌•显影损失的胶厚•刻蚀损失的胶厚•屏蔽注入所需胶厚•无针孔所需胶厚光刻胶工艺控制•光刻胶厚度及极差•颗粒•光刻胶缺陷•胶量•排风•热板温度•显影液量•显影均匀性•E0驻波效应(STANDING WA VE)驻波效应原理:由于入射光与反射光产生干涉使沿胶厚的方向的光强形成波峰和波谷产生的降低或消除驻波效应的两种方法:•PEB•加抗反射层:用有机(TARC/BARC)&无机材料(TIN)NO PEB PEBTRACK工艺简介摘要本文简要介绍关于涂胶、显影工艺的一些相关内容。
皮革工艺知识介绍

皮革工艺知识介绍所谓皮革工艺LEATHER CARFT就是指利用皮革制作出的各种作品.皮革工艺的基础入门技法是很简单的,之后在制作的过程中体验其中的乐趣和逐渐领悟其中的技巧,才能逐步深入了解.DIY皮革工艺的技法分类:1.手缝2.皮雕3.电烧4.染色5.皮塑1.手缝:手缝的技法分为麻线手缝和皮线手缝两种.以单纯的缝合表现皮革与线的结合,借由不同颜色粗细的线条和多变的皮革制造出一种简约的美.一般来说麻线手缝表达比较纯粹优雅.而皮线手缝则比较能体现出嬉皮的味道.(1)麻线手缝需要的基础工具:皮革,胶板,木锤,菱锥,双孔菱斩,麻线,线蜡,手缝针(2)麻线手缝的进阶工具:多孔菱斩,单孔菱斩,挖沟器或边线器或间距规,间距轮,削边器磨缘器和床面处理剂,或CMC(3)皮线手缝的基础工具:皮革,胶板,木锤,3.5MM圆空冲子,3MM平斩或斜斩,皮线,皮线针.(4)皮线手缝的进阶工具:多孔的排冲,或者多孔的平斩斜平斩,削边器,磨缘器,床面处理剂或CMC.2.电烧技法的介绍" 电烧技法是指利用高温导热使电烧笔达到一定温度,当笔头接触皮革时会产生烙烧痕迹,因此可以随意的使用电烧笔进行革绘画." 需要的基础工具:皮革,电烧器,描图纸,描笔,各种电烧器所需要的替换笔头.电烙法:电烙法是一种类似素描之绘画技巧!以电烙笔作为画笔,直接在皮革上作业,利用不同温度及速度,产生不同深浅及粗细之效果。
先将要电烙的图案画在描涂纸上,使用圆头铁笔将图案转绘到皮革上,留下图案纹样的痕迹,再以电烙笔绘图。
电烙笔可以在皮革上画出不同的焦痕图案,线条粗细可用不同的笔头来调整,褐色焦痕色泽的深浅,则以电烙笔置放在皮革上的力量与时间长短来控制。
操作使用电烙笔时,应先稍微沾湿皮革,以避免烧焦。
3雕刻技法雕刻技法是指利用工具在皮革上割划敲打等方式,做出丰富而具立体感的图型.分为:唐草,逆雕,影雕,3D立体雕刻,线雕,浮雕,自创图案雕刻,工具组合雕刻8种(1)雕刻的基础工具:描图纸,描笔,基础皮雕工具组,染料,乳液(2)雕刻的进阶工具:百款印花工具,各式染料,乳液,亮油,牛脚油,皮革保养油等等.4.染色技法" 染色分为纯染色和利用物性染色两种." 纯染色就是指利用笔,刷或任何工具对皮革进行上色." 物性染色又分为:蜡染,糊染,水晶染等等.(1)蜡染:就是利用蜡的不规则变化,作为皮革的防染,在之间上染料,既可形成极富变化的图案和色彩.所需要的工具:白蜡,木蜡,石蜡,蜡炉,蜡染笔,皮革,液体染料,皮革乳液.蜡本身具有极强的防染力,将蜡涂在皮革上可完全防止颜料渗入,且在蜡凝固后拨除容易,并能重复染色,或加入裂痕等效果,是皮雕染色常用的方法。
人教版高中英语必修一至必修五单词

必修一单词:Unit 1survey 调查;测验add up 合计upset adj. 心烦意乱的;不安的,不适的ignore不理睬;忽视calm vt.&vi.(使)平静;(使)镇定adj.平静的;镇定的;沉着的calm(...)down (使)平静下来have got to 不得不;必须concern(使)担心;涉及;关系到n. 担心;关注;(利害)关系be concerned about 关心;挂念walk the dog 溜狗loose adj 松的;松开的vet 兽医go through 经历;经受Amsterdam 阿姆斯特丹(荷兰首都)Netherlands 荷兰(西欧国家)Jewish 犹太人的;犹太族的German 德国的;德国人的;德语的. Nazi 纳粹党人adj. 纳粹党的set down 记下;放下;登记series 连续,系列a series of 一连串的;一系列;一套outdoors在户外;在野外spellbind 迷住;疑惑on purpose 故意in order to 为了dusk 黄昏傍晚at dusk 在黄昏时刻thunder vi 打雷雷鸣n. 雷,雷声entire adj. 整个的;完全的;全部的entirely adv. 完全地;全然地;整个地power能力;力量;权力。
face to face 面对面地curtain 窗帘;门帘;幕布dusty adj 积满灰尘的no longer /not …any longer 不再partner 伙伴.合作者.合伙人settle 安家;定居;停留vt 使定居;安排;解决suffer vt &遭受;忍受经历suffer from 遭受;患病loneliness 孤单寂寞highway公路recover痊愈;恢复get/be tired of 对…厌烦pack捆扎;包装打行李n 小包;包裹pack (sth )up 将(东西)装箱打包suitcase手提箱;衣箱overcoat大衣外套teenager 十几岁的青少年get along with 与…相处.进展gossip 闲话;闲谈fall in love 相爱;爱上exactly 确实如此;正是;确切地disagree 不同意grateful 感激的;表示谢意的dislike 不喜欢;厌恶join in 参加;加入tip 提示;技巧;尖;尖端;小费vt.倾斜;翻倒secondly 第二;其次swap 交换item 项目;条款Unit 2subway <美>地铁elevator n.电梯;升降机petrol <英>汽油(= <美>gasoline )gas 汽油;气体;煤气;毒气。
智能制造技术的5个关键环节,看完工匠变“大咖”

智能制造技术的5个关键环节,看完⼯匠变“⼤咖” CCMT2016已然落幕⼀周有余,作为今年国内规模最⼤、品牌知名度最⾼的机床⼯具展,CCMT2016不负众望,集当代机床⼯具最新制造技术⽔平之⼤成,精品荟萃、新品新技术云集,智能制造更是在各个⽅⾯都得到了体现。
智能制造包含的范围⾮常⼴泛,今天⾦属加⼯⼩编为⼤家介绍智能制造中的5个关键环节,包括智能夹持系统、⾃动化⽣产线、⼑具、⼑柄以及传动系统,分别列举典型的产品介绍做⽰范,都有精彩的视频演⽰哦~1雄克VERO-S模块化快换夹持系统 雄克VERO-S模块化快换夹持系统可⽤于要求加⼯过程中极快速地更换和调整⼯件、夹具或其他设备的3轴、4轴和5轴加⼯中⼼。
VERO-S可有效缩短⼯件的装夹时间,提⾼机床利⽤率和单批次的⽣产合理性。
尤其在⼩批量多品种的⽣产情况下,VERO-S具有明显的成本优势,最多可缩短90%的⼯艺辅助时间。
⼀起来欣赏⼀段雄克VERO-S模块化快换夹持系统加⼯视频 VERO-S通过短锥实现中⼼定位,并通过2个夹持滑块实现锁定。
夹持滑块利⽤弹簧弹⼒锁紧,加定位销实现⾃锁。
利⽤压缩空⽓来提⾼弹簧装置内以及活塞表⾯的⼒。
6 bar的压缩空⽓中以打开模块,模块中的空⽓被释放后,弹簧装置会⾃动锁定模块。
产品特点: ·模块化系统,可与多种标准夹持装置组合,适⽤于多种不同机床设备 ·专利的快速⾏程和夹紧⾏程,拉⼒最⾼可达9kN(⽆增压功能)、40kN(带增压功能) ·模块防腐蚀且完全密封,使⽤寿命长、⼯艺可靠性⾼ ·通过短锥实现安装/定位,重复定位精度<> ·标配密封空⽓,更换托盘时切屑和冷却液完全隔离 ·集成滑块监控功能,可⽤于⾃动化应⽤加⼯实例:5轴加⼯中⼼的理想加⼯⽅案 特别对于5轴加⼯中⼼,⼯件的灵活可操作性是理想加⼯⽅案的重要要求,在CCMT上雄克展⽰了五个模块⽤于5轴加⼯中⼼的解决⽅案。
IC工艺技术2-_光刻
Resist Type
Negative resist Positive resist
G-line i –line reverse image TAC --- top anti-reflective coating BARLI --- bottom anti-reflective coating Chemical amplification resist X ray resist
steps Reliability --- time to replacement
EBR (Edge bead removal)(清边)
Method --- Top EBR or Bottom EBR or Top and bottom EBR
Problem --- Dripping Chemical ---- Acetone, EGMEA, PGMEA,
Contact print ---Canon 501
4.3.4 Exposure (曝光)
Scanner (扫描)
1. Most of use for G –line Positive resist process --- for 3u process and can be push to 2u.
2. Negative resist can print smaller than 4u
3. Equipment: --- Canon MPA 500, 600 --- Perkin Elmer 100, 200, 300, 600, 700, 900
PE 240 Scanner
Canon 600 Scanner
Mask storage ---Anti static Box
工艺技术尖精
工艺技术尖精工艺技术是指在特定的生产条件下,通过合理设计和配置设备,采取一系列特定工艺步骤,对原材料进行加工、变形或改性的一种技术手段。
在现代工业生产中,工艺技术的水平直接影响产品的质量、效益和竞争力。
尖端工艺技术是指在某一特定领域或行业中,处于技术的最前沿,具有较高的技术含量、较高的效率和较高的创新性。
尖端工艺技术的应用可以带来生产效益的提高,提高产品质量,降低生产成本,提高生产效率。
以汽车制造业为例,采用尖端工艺技术可以带来许多好处。
首先,尖端工艺技术可以提高汽车的制造精度和品质。
例如,采用先进的焊接技术可以使车身的焊接接缝更加均匀,提高车身的抗冲击性和结构强度。
其次,尖端工艺技术可以提高汽车的燃油效率和减少尾气排放。
采用智能化的发动机控制系统和先进的尾气处理技术可以使汽车的燃油消耗降低,减少对环境的污染。
另外,尖端工艺技术还可以提高汽车生产的效率和降低成本。
通过采用自动化生产线和智能化的装配设备,可以提高生产的效率,减少人工操作的错误率,降低生产成本。
然而,尖端工艺技术的应用也面临一些挑战和困难。
首先,尖端工艺技术的研发和应用需要大量的资金投入和技术人才支持。
除了设备的购买和维护,还需要培养和吸引相关领域的技术人才,掌握和应用尖端工艺技术。
其次,尖端工艺技术的引入需要与现有的生产设备和工艺流程相适应。
在引入尖端工艺技术时需要进行设备升级和技术改造,以适应新的工艺要求。
另外,尖端工艺技术的应用可能会涉及到知识产权和保密等法律和商业问题,需要进行相关的合规和保护。
总的来说,尖端工艺技术在现代工业生产中具有重要的作用。
它可以提高产品的质量、效益和竞争力,带来很多好处。
但是,尖端工艺技术的应用也需要克服一些困难和挑战,需要投入大量的资金和技术人才,并需要与现有设备和工艺流程相适应。
尽管面临一些挑战,但尖端工艺技术的应用仍然是推动工业进步和提高生产效益的重要手段。
介绍smt实用工艺.doc
目录第一章SMT概述 (4)1.1SMT概述 (4)1.2 SMT相关技术 (5)一、元器件 (5)二、窄间距技术(FPT)是SMT发展的必然趋势 (5)三、无铅焊接技术 (5)四、SMT主要设备发展情况 (5)1.3常用基本术语 (6)第二章SMT工艺概述 (7)2.1 SMT工艺分类 (7)一、按焊接方式,可分为再流焊和波峰焊两种类型 (7)二、按组装方式,可分为全表面组装、单面混装、双面混装三种方式(见表2-1) (7)2.2施加焊膏工艺 (8)一、工艺目的 (8)二、施加焊膏的要求 (8)三、施加焊膏的方法 (8)2.3施加贴片胶工艺 (9)一、工艺目的 (9)二、表面组装工艺对贴片胶的要求及选择方法 (9)三、施加贴片胶的方法和各种方法的适用范围 (10)2.4贴装元器件 (10)一、定义 (10)二、贴装元器件的工艺要求 (10)2.5再流焊 (11)一、定义 (11)二、再流焊原理 (11)第三章波峰焊接工艺 (13)3.1波峰焊原理 (13)3.2波峰焊工艺对元器件和印制板的基本要求 (14)3.3波峰焊工艺材料 (14)3.4波峰焊工艺流程 (15)3.5波峰焊的主要工艺参数及对工艺参数的调整 (15)3.6波峰焊接质量要求 (17)第四章表面组装元器件(SMC/SMD)概述 (18)4.1表面组装元器件基本要求 (18)4.2表面组装元件(SMC)的外形封装、尺寸主要参数及包装方式(见表4-1) (19)4.3表面组装器件(SMD)的外表封装、引脚参数及包装方式(见表4-2) (21)4.4表面组装元器件的焊端结构 (21)4.5表面组装电阻、电容型号和规格的表示方法; (21)4.6表面组装元器件(SMC/SMD)的包装类型 (23)4.7表面组装元器件使人用注意事项 (23)第五章表面组装工艺材料介绍――焊膏 (24)5.1焊膏的分类、组成 (24)5.2焊膏的选择依据及管理使用 (25)5.3焊膏的发展动态 (26)5.4无铅焊料简介 (26)第六章SMT生产线及其主要设备 (28)6.1 SMT生产线 (28)6.2 SMT生产线主要设备 (29)第七章SMT印制电路板设计技术 (31)7.1 PCB设计包含的内容: (31)7.2如何对SMT电子产品进行PCB设计 (31)第八章SMT印制电路板的设计要求 (33)8.1几种常用元器件的焊盘设计 (33)8.2焊盘与印制导线连接,导通孔.测试点.阻焊和丝网的设置 (38)8.3元器件布局设置 (40)8.4基准标志 (42)第九章SMT工艺(可生产性)设计----贴装机对PCB设计的要求 (44)9.1可实现机器自动贴装的元器件尺寸和种类 (44)9.2 PCB外形和尺寸 (45)9.3 PCB允许翘曲尺寸 (45)9.4 PCB定位方式 (45)第十章SMT不锈钢激光模板制作、外协程序及制作要求 (46)10.1向模板加工厂发送技术文件 (46)10.2模板制作外协程序及制作要求 (46)第十一章SMT贴装机离线编程 (51)11.1 PCB程序数据编辑 (51)11.2自动编程优化编辑 (52)11.3在贴装机上对优化好的产品程序进行编辑 (52)11.4校对并备份贴片程序 (53)第十二章后附(手工焊)修板及返修工艺介绍 (53)12.1后附(手工焊)、修板及返修工艺目的 (53)12.2后附(手工焊)、修板及返修工艺要求...................................................................... 错误!未定义书签。
日月贝零件5轴数控编程及加工仿真
日月贝零件5轴数控编程及加工仿真王新星,梁尚锋(珠海格力精密模具有限公司,广东珠海519070)【摘要】通过分析日月贝模型结构和加工工艺,并根据日月贝的形状特点和多轴加工方法,制定合理的加工工艺,使用PowerMill软件对日月贝进行5轴加工刀具路径编程,运用“3+2”定轴和5轴联动方法生成加工轨迹。
通过VERICUT软件模拟仿真加工,验证NC程序的正确性,再应用在德马吉HSC105linear5轴联动加工中心进行加工,保证机床安全和产品质量,同时也提高了生产效率,对要使用5轴机床加工的零件有借鉴意义。
关键词:日月贝;PowerMill;5轴加工;模拟仿真中图分类号:TG659文献标识码:BDOI:10.12147/ki.1671-3508.2023.04.0165-Axis NC Programming and MachiningSimulation of Riyuebei PartsWang Xinxing,Liang Shangfeng(Zhuhai GREE Precise Mould Co.,Ltd.,Zhuhai,Guangdong519070,CHN)【Abstract】By analyzing the structure and processing technology of Riyuebei model,and according to its shape and multi-axis processing method,reasonable processing technology is formulated.Five-axis machining tool path programming is carried out for Riyuebei with PowerMill software,and machining track is generated by using"3+2"fixed axis and five-axis linkage method.Verify the correctness of NC program by simulation machining with VERICUT software,and then apply it to the5-axis HSC105line machining center in Demaghi to ensure the safety and product quality of the machine tool,at the same time improve the production efficiency,which can be used as a reference for parts to be machined with5-axis machine tool. Key words:riyuebei;PowerMill;five-axis machining;simulation1引言珠海大剧院由一大一小两组“贝壳”组成,构成了歌剧院的整体形象,由此得称“日月贝”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
pattern,这个 pattern的作用就是保护在它下面薄膜,使其在
下一道刻蚀工序中不被刻蚀掉,从而最终在薄膜上形成我们所需 要的TFT pattern.
Coat & Exposure
Copyright BOE Technology Group
Development TFT Panel
Glass (After Thin Film)
‹#›
B2 Project Team
概述
3. 光刻与整个阵列的关系 3.1 光刻工序在整个阵列工序中起着承上启下的作用,它和其他两个阵 列工序一样,光刻工序使用5MASK(或4MASK)工艺处理玻璃基板 3.2 每次曝光形成一个层,共5(或4)层,最后叠加形成最终的TFT pattern 。
玻璃基板
Copyright BOE Technology Group
‹#›
B2 Project Team
概述
(2) 曝光Exposure
通过Mask的遮光作用,有选择性的将光刻胶感光,此过程通过曝 光机来实现
Exposure
mask
Copyright BOE Technology Group
‹#›
B2 Project Team
•
•
Copyright BOE Technology Group
‹#›
B2 Project Team
Bake
② Cooling Plate (CP):
• • CP用于对玻璃基板进行冷却处理 Cooling plate中采用冷却循环水进行热交 换,玻璃基板与plate之间距离为0.3mm, 采用热辐射的形式冷却。 玻璃基板进入CP后首先放臵于Lift pin(12 支)上,此时Lift pin处于待机位臵,一段 时间后Lift pin变换到Bottom位臵。 (急剧的温度变化会损伤玻璃基板) CP由冷却循环水进行温度调节。
Cleaner
③ Roller Brush & AAJET清洗
Roller Brush (300rpm) 除去大的Particle 0mm≦压入量≦1.5mm
Copyright BOE Technology Group
沿着玻璃基板传送的方向分别要经过 Pre-wet, Roller Brush, AA-Jet, 中间 Spray, 直水洗5部分。 步骤如下: 1. Pre-wet部先对基板进行湿润,有时还 要用到TMAH洗剂。 2. Roller Brush分为上下两个,伴随着 水流对基板进行刷洗,以出去较大的 Particle。 3. AA-Jet通过高压泵形成夹杂着小气泡 的高压水流对基板进行冲洗。 4. 中间Spray通过玻璃基板的上部进行清 洗。 5. 直水洗是在涂胶前对玻璃基板进行的 最后清洗,通过工厂直接提供的纯水 进行清洗。
‹#›
B2 Project Team
Bake
① Hot Plate (HP):
• • • HP用于对玻璃基板进行加热处理 HP采用近距离加热方式,玻璃基板与plate 之间距离为0.3mm,采用热辐射的形式加热。 玻璃基板进入HP后首先放臵于Lift pin(12 支)上,此时Lift pin处于待机位臵,一段 时间后Lift pin变换到Bottom位臵。 (急剧的温度变化会损伤玻璃基板) HP通过两个温度控制Sensor进行调解。
3. 该单元的开始位臵处为Indexer,将玻璃基板从水平状态变换为倾斜状态。
Copyright BOE Technology Group
‹#›
B2 Project Team
① 入口 Conveyor Module Indexer前面的Robot在传送玻璃基板的时候是以水平方式进行,Indexer后 面的清洗需要玻璃基板变换成倾斜状态,此处就是要进行姿势变换。
Copyright BOE Technology Group
Entrance conveyer → MHU → Slit coater →MHU → Exit conveyer
‹#›
B2 Project Team
Coater (no spin )
Coater处理方法有两种方式: Spin Coater & Linear Coater. Spin Coater是指以旋转的方式对玻璃基板进行涂敷,此时Nozzle
概述
(3)显影 Developer 通过化学作用将感光的光刻胶溶解去掉,将未感光的光刻胶固化 此过程通过Track机的Develop单元来实现
Develop
Copyright BOE Technology Group
Etch
‹#›
B2 Project Team
概述
光刻流程图:
Copyright BOE Technology Group
Copyright BOE Technology Group 待机Buffer 整列Guide Guide Roller Lift Pin
‹#›
B2 Project Team
Cleaner
姿势变换示意图
Copyright BOE Technology Group
‹#›
B2 Project Team
Copyright BOE Technology Group
概述
Track Layout Cleaner简介 Bake简介 Coater简介 Developer简介
‹#›
B2 Project Team
概述
1. 什么是光刻(Photo)?
光刻就是以光刻胶为材料在玻璃基板表面形成具有TFT结构的
•
Copyright BOE Technology Group
‹#›
B2 Project Team
Coater (no spin )
作用:在玻璃基板上涂上光刻胶,光刻胶是见光后性质就发生改变的物质,
曝光后再显影便形成与MASK一样的图形(正性光刻胶)
MHU
Slit coater
MHU
LPD
<Process Flow>
‹#›
B2 Project Team
概述
2.
如何实现? 三个主要步骤:涂胶 Coater,曝光 Exposure,显影 Development
(1) 涂胶(Coater):将光刻胶通过涂胶这个步骤,均匀的涂在玻璃 基板上,此过程通过Track机的Coater单元来实现
Thin Film
Coater
•
Copyright BOE Technology Group
‹#›
B2 Project Team
Bake
② Cooling Plate (CP):
• • CP用于对玻璃基板进行冷却处理 Cooling plate中采用冷却循环水进行热交 换,玻璃基板与plate之间距离为0.3mm, 采用热辐射的形式冷却。 玻璃基板进入CP后首先放臵于Lift pin(12 支)上,此时Lift pin处于待机位臵,一段 时间后Lift pin变换到Bottom位臵。 (急剧的温度变化会损伤玻璃基板) CP由冷却循环水进行温度调节。
水面分界线
水滴附着 部位
水面分界线越直说明Air knife吐出的空气均匀性越好, 干燥的效果也越好。
Copyright BOE Technology Group
‹#›
B2 Project Team
Bake
<Process Flow>
Dehydration Bake In conveyer→HP→AP→CP→Out conveyer Pre-bake In conveyer→HP→CP→Interface Post Bake Copyright BOE Technology Group In conveyer→HP→CP(or IMC)→Out conveyer
只将PR喷洒于玻璃基板的中心即完成动作,通过玻璃基板旋转将PR
胶均匀涂敷于玻璃基板上。此种方式适用于较小的玻璃基板,5G或 5G以下。
所谓Linear Coater即是指玻璃基板不动,Nozzle进行往复移动从
而达到在玻璃基板上涂敷的目的。此种方式适用于较大的玻璃基板, 5G或6G以上。
Copyright BOE Technology Group
Copyright BOE Technology Group
‹#›
B2 Project Team
Cleaner
辅助Roller:保证玻璃基板上下空气压力均 等,以保护玻璃基板不受损伤。
Copyright BOE Technology Group
‹#›
B2 Project Teaife吐出的空气均匀性 要保证均一。
烘烤设备: 脱水(DB)、前烘(SB)、后烘(HB)设备; 冷却设备等。
‹#›
B2 Project Team
Module Component
Copyright BOE Technology Group
‹#›
B2 Project Team
Cleaner
Copyright BOE Technology Group
玻璃基板涂上光刻胶,并将曝光后的玻璃基板进行显影。另外一个设 备就是ALIGNER,又称为曝光机,它主要是将玻璃基板上的PR胶按照 指定的图案曝光。
※ 本文主要介绍Track设备。
Copyright BOE Technology Group
‹#›
B2 Project Team
Track Layout Out C/V Post Bake Developer Interface Exposure
Principle of Track Process
------(Coating Develop System)