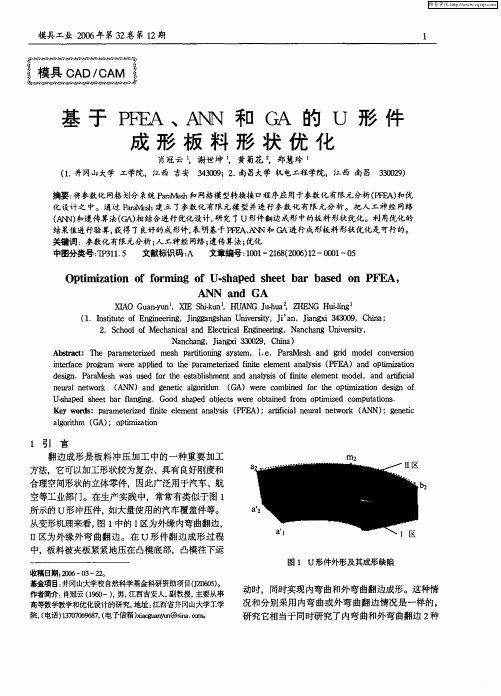
基于PFEA、ANN和GA的U形件成形板料形状优化
基于有限元分析的电解铅阳极板板形优化

基于有限元分析的电解铅阳极板板形优化
杨光灿1ꎬ 周 雄2ꎬ 聂 磊2ꎬ 徐 坤2
(1������ 云南驰宏资源利用有限公司ꎬ 云南 曲靖 655011ꎻ 2������ 重庆科技学院机械与动力工程学院ꎬ 重庆 沙坪坝 401331)
[摘 要] 针对铅电解残阳极率高的问题ꎬ基于有限元分析进行优化设计ꎮ 以云南某公司引进的阳极 板为优化对象ꎬ通过有限元静力学分析ꎬ找出可减材的低应力区ꎬ在此基础上进行优化设计ꎬ削减非电解 区低应力处的材料ꎬ使残极质量减少 1������ 68 kgꎮ 通过仿真论证ꎬ优化后的阳极板强度和刚度与引进阳极 板一致ꎬ该阳极板在广西某公司使用ꎬ优化效果显著ꎮ [关键词] 铅电解ꎻ 阳极板ꎻ 有限元分析ꎻ 优化设计 [ 中图分类号] TF812 [ 文献标志码] B [ 文章编号] 1672 ̄ ̄6103(2018)04 ̄ ̄0055 ̄ ̄02
本文对云南某公司引进的阳极板进行受力分 析ꎬ并依据其受力云图对阳极板的形状和尺寸进行 优化ꎮ
1 引进阳极板的静力学分析
对云南某公司引进的阳极板进行静力学分析ꎬ 找出可减材的应力富余区ꎮ 根据仿真要求ꎬ对其进 行受力仿真ꎮ 将极板的几何模型导入有限元软件 中ꎬ分配材料及网格划分ꎬ然后分别赋予铅材料属性 杨氏模量和泊松比ꎬ设置好结构静力边界条件ꎬ最后 求解并分析其受力云图ꎮ
������56������
中 国 有 色 冶 金 A 生产实践篇������设备及自动化
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
基于Pro/E的不规则钣金展开件的优化排样
Op i m y u fIrg lrUn e d dS e tM ea atBa e 1Pr/ t mu La o to re ua b n e h e tl r sdO" o E P 1
YANG ng YANG Pi . Chu n —hu . NG h。. OU e a a ” TA Ya ZH M i—y n a
维普资讯
基于 P o E的不规则钣金展开件的优化排样 r/
杨 萍 杨传 华 , , 唐 艳 周 美艳 ,
(. 1 兰州理工大学, 甘肃 兰' 705 ;. / 300 2佳木斯 大学: ' r l 黑龙江 佳木斯 140 ;. 50 7 3 濮阳市双发实业
d cd u e .Th r c s f b i i g t e g a u c i n e p o e s o u l n h o lf n t d o a d t e o e a i n o o i g a d n s i g i e e i n h p r t f c d n n e tn n g n tc o a g rt m s i e e r h d l o ih s r s a c e .Th t o f o tmu e me h d o p i m l y u o ir g lr s a e n e d d s e t e a a o t f r r e u a h p u b n e h e m t l
P o E软 件系统 , 为 企 业 的标 准 软 件进 行产 品 开 r/ 作 发 。P o T r/ 00K T是 P C公 司 专 门提 供的 一个 二 I T
次 开发 工 具 。在 P o TO r / OKI 中 , T 向用 户 提 T PC
基于PROE的铝合金型材挤压成型数值模拟及模具结构优化研究

基于PROE的铝合金型材挤压成型数值模拟及模具结构优化研究郑有想【摘要】随着铝合金大型空心截面型材的结构形状越来越复杂,以及对成形件质量、强度、寿命和可靠性的要求不断提高,传统的工艺设计方法已经不能满足其快速发展,出现了试制周期长、产品合格率不高、产品的工艺稳定性无法保证等问题.因此,采用PROE软件对某一高速列车车壁的大型空心截面型材的挤压成形工艺进行模拟仿真,并对模具型腔内铝材的变形机制和流动规律进行了系统的研究,获得了模具结构参数和工艺参数对挤压成形过程的影响规律.提出了两种优化设计方案,经过对比试验的验证表明,优化后的模具结构有效地解决了初始模具中的整体应力分布不均的问题.【期刊名称】《轻合金加工技术》【年(卷),期】2014(042)011【总页数】6页(P38-42,63)【关键词】空心铝合金型材;挤压成形;模具;PROE;数值模拟【作者】郑有想【作者单位】长江工程职业技术学院,湖北武汉430212【正文语种】中文【中图分类】TG146.21;TG335.55随着全球经济一体化的不断深入发展,加工制造业在国民经济中发挥着越来越重要的作用,而以高生产效率、高质量、高柔性化著称的模具制造业是其中最重要的制造业技术之一[1]。
挤压成形是模具制造业中高效精密的成形工艺,其对成形材料的各项性能有着严格的要求,其在铝合金成形应用最为广泛,充分发挥了铝合金材料质量轻而强度高的优点,所生产的铝合金挤压产品具有高质量和高的使用寿命。
而传统的挤压成形方法弊端很多,比如新产品的试制周期长、需要多次试模和修模、产品的工艺稳定性无法保证等。
随着成形件的结构形状越来越复杂,以及对成形件质量、强度、寿命和可靠性的要求不断提高,传统的工艺设计方法已经远远不能满足挤压成形行业的快速发展和突破[2]。
计算机技术和软件技术的快速发展为挤压过程的数值仿真提供了有力的工具,可以实时仿真挤压成形的金属充型和流动过程中的流场、温度场变化,揭示金属的真实流动规律,获得温度、速度、应变、应力等工艺参数[3],为模具结构的优化和工艺参数的调整提供有力的数据支撑,保证经优化后的挤压产品具有高质量的同时,提高设计和生产效率,降低成本和试制周期。
基于数值模拟的U形拼焊板拉延成形方案设计
图1 拼焊板模型
将凸模设置为阶梯模具,因拼焊板存在高度差,故建立两种模型模拟计算:
模型Ⅰ:整体阶梯压边圈;
模型Ⅱ:分瓣阶梯压边圈。
拼焊板两侧基板参数为:横向与纵向长度,mm;Y方向长度,400 mm;薄板高度,0.7 mm;厚
板料高度,1.75 mm;焊缝宽度,4 mm;厚度,
mm。
基板材料均为B220P1,对其进行盒形冲压模
拟,拉延因素如表1所示。
拉延因素参数
图2 焊缝精确建模
设拼焊板左右两块基板长度均为150 mm,宽度均为60 mm,薄板高度为0.7 mm,厚板高度为1.75
mm,焊缝宽度为5 mm,厚度为1.0 mm,数值模拟所
用参数同表1。
模型Ⅰ:压边圈为阶梯压边圈,独立对焊缝建
(b)凸模横向余量设置
图3 凸模与板料位置关系
3 结语
通过制定U形拼焊板数值模拟及技术方案,利用
Dynaform软件计算分析,证明其能够有效处理U形拼
焊板的拉延成形问题,较真实地反映拉延过程。
参考文献
童正国, 林建平, 田浩彬,等. 直线焊缝差厚拼焊板的成形规律(a)板料模具贴合接触。
高强度板U形件的回弹控制方法研究的开题报告

高强度板U形件的回弹控制方法研究的开题报告一、研究背景随着现代工业的发展,高强度板U形件在汽车、航空、军工等领域中应用越来越广泛。
然而,在高强度板成形过程中,会出现回弹现象,即材料在卸载后会恢复一定的弹性变形,导致成品尺寸偏差较大,影响产品的质量与使用性能。
因此,研究如何有效控制高强度板U形件的回弹现象,对于提高产品的精度与可靠性具有重要意义。
二、研究目的本文旨在探究高强度板U形件的回弹控制方法,具体研究内容包括:1.高强度板U形件的成形机理与回弹机理分析;2.高强度板U形件回弹的影响因素分析;3.高强度板U形件回弹控制方法研究,包括加工工艺优化、模具设计改进、成形力学模型建立以及应用数值模拟等方面;4.实验验证与分析,通过实验对比分析不同的回弹控制方法,探究最适合的控制策略,以实现高强度板U形件的回弹控制。
三、研究内容1.高强度板U形件的成形机理与回弹机理分析:分析高强度板U形件的成形机理与回弹机理,探究回弹的原因、程度、规律等因素,为回弹控制方法的研究提供理论基础。
2.高强度板U形件回弹的影响因素分析:对影响高强度板U形件回弹的因素进行探究和总结,建立合理的高强度板U形件回弹模型,包括材料特性、模具设计、工艺条件等方面。
3.高强度板U形件回弹控制方法研究:结合高强度板U形件回弹机理与影响因素,提出有效的回弹控制方法,包括优化加工工艺、改进模具设计、建立成形力学模型、应用数值模拟研究等方面。
4.实验验证与分析:根据提出的高强度板U形件回弹控制方法,进行实验验证与分析,对比不同的回弹控制方法,在回弹抑制效果、成形精度、产品质量等方面进行评价。
四、研究意义研究高强度板U形件的回弹控制方法,对于推动高强度板成形技术的发展,提高产品精度与可靠性,具有重要的现实意义和研究价值。
同时,该研究也为实现高强度板材料在汽车、航空、军工等领域的广泛应用提供技术支撑。
基于PFEA、ANN和GA的U形件成形板料形状优化
Na c a g  ̄ g i3 0 2 ,C ia n h n ,Ja x 3 0 9 hn ) n
A s a t bt c : r p mmee ie s 阳 r t nn y t , i e P rMe h n gi mo e c n e so a t r d me h z t i ig s s m io e . . a a s a d r d d l o v ri n
itrae po rm r p l d t h aa tr e ii lme ta a ss( I A )a d o t z t n nefc rga wee a pi o te pr meei d f t ee n n l i P - e z ne y n pi a o mi i
n ua ew r ( e rln t ok
)a d g n t loi m n e e c ag r h i t
( A)w r o ie r te o t z t n d s n o G ee c mb d f h pi a o ei f n o mi i g ) ee c :g n t i
Ke o d :p mmeei d f i lme ta ay i ( H ) r f iln ud ewo k ( y w rs a tr e i t ee n n ls P z ne s :at ca e Fln t r i i ag rh ( A) pi z t n l i m G :o t ai ot mi . o
1 引
基于DEFORM逆向运算的预锻件优化
挤压模具型腔轮廓形状进行优化设计, 获得优化 了的凹模型腔轮廓曲线[5]。 王广春采用微观遗传算 法和有限元模拟方法开发了基于预成形设计的锻 造过程微观组织优化程序 [6]。 Altan 对于横截面为 肋-腹板型的锻件的预锻设计进行研究 [7], 认为 L 型 截 面 代 表 了 肋-腹 板 型 锻 件 的 最 基 本 组 成 部 分 , 所有近似于肋-腹板型锻件的横截面可看作是由 不同的 L 型截面的组合体,即两个 L 型截面可组 合成一个 T 型截面,四个 L 型截面可组合成一个 H 型截面,并给出了预锻件设计的通用公式。
上半月出版
Casting·Forging·Welding 金属铸锻焊技术
基于 DEFORM 逆向运算的预锻件优化
王华君,张亚南,王华昌,汪学阳 (武汉理工大学 材料科学与工程学院, 湖北 武汉 430070)
摘 要:以 DEFORM-2D 软件 Preform Optimization 模块为平台,以 B 样条曲线表示预锻件模具型腔形状,运
标函数可表示为:
N
Σ 准=
(ε軈i
-
ε軈avg
2
)
i=1
N
Σ 式中:ε軈i
为单元
i
的等效应变;
ε軈avg
=
1 N
·
i=1
ε軈j 为所
有单元的平均等效应变;N 是单元总数。
目标函数 准 越小,设计获得的最终成形件的
形状和变形均匀性的综合性能就越好。 优化问题
就定义为通过使总目标函数取最小值的 B 样条
badrinarayananfourment等根据结构优化设计中的敏感性分析方法将正向有限元数值模拟方法和最优化方法相结合提出了一种预成形工步和预成形设计的新方法23赵国群等对链轨节锻件预成形进行设计实现了从理想形状的终锻件设计预成形件和预成形模具的目标挤压模具型腔轮廓形状进行优化设计获得优化了的凹模型腔轮廓曲线王广春采用微观遗传算法和有限元模拟方法开发了基于预成形设计的锻造过程微观组织优化程序altan对于横截面为肋腹板型的锻件的预锻设计进行研究型截面代表了肋腹板型锻件的最基本组成部分所有近似于肋腹板型锻件的横截面可看作是由不同的型截面可组合成一个型截面并给出了预锻件设计的通用公式
基于Autoform的壳类零件拉延模工艺仿真与优化
基于Autoform的壳类零件拉延模工艺仿真与优化张杰;周勇【摘要】本文以壳类零件作为研究对象,在Autoform中通过三维建模对其冲压成形过程进行仿真实验,并对其成形过程中拉延工序进行分析,结合仿真实验的成形极限图(FLD)及工件云图分析拉延过程中可能出现的起皱、破裂等缺陷情况.通过仿真效果对可能出现缺陷的区域进行拉延工序的工艺参数优化设计,确定合理的工艺参数和结构,从而为实际生产提供准确有效的参数指导壳类零件的生产.【期刊名称】《船电技术》【年(卷),期】2019(039)006【总页数】4页(P33-36)【关键词】Autoform;拉延模;工艺仿真;优化设计【作者】张杰;周勇【作者单位】武汉船用电力推进装置研究所,武汉430064;武汉船用电力推进装置研究所,武汉430064【正文语种】中文【中图分类】TG241基于计算机建模仿真软件驱动的拉延模的设计是目前模具制造行业发展和竞争的核心技术之一,它可有效的保证冲压件的成形性、表面质量及加工尺寸精度[1]。
模具作为重要的工艺装备在制造工业的实际生产中的作用不可替代,而冲压成形的拉延模亦是模具中重要的类别之一,随着计算机软件和硬件的不断的快速发展,有限元分析理论的不断发展与完善等,冲压成形过程的数值模拟技术也发挥着越来越不可忽视的作用。
通过计算机的仿真与运算,对拉延模的设计要求提供切实可行的参考及在实际生产过程中易出现缺陷位置的预测,从而避免在实际中进行大量的模具试验测试,大大的消减试模的次数,缩短了产品的开发周期,进一步提高壳类零件生产效率与生产成本[2]。
对于壳类零件需要经过拉延、切边整形、冲孔等相关成形工序,其中拉延工序会直接影响产品最终质量,故该工序为工艺分析的重点。
Autoform仿真软件在模拟板料成形的全过程中能够及时预测发现成形过程中可能出现的起皱、破裂等缺陷情况,为拉延等工艺分析提供试验结果[3],为完善模具设计方案提供科学的依据,首先需要对研究对象进行相关的预处理。
BGA封装器件翘曲变形和测试工艺的优化1
1
WARPAGE OF BGA PRODUCT AND TEST PROCESS OPTIMIZATION
A Master Thesis Submitted to University of Electronic Science and Technology of China
Major:
Integrated circuit
作者签名:
日期: 年 月 日
论文使用授权
本学位论文作者完全了解电子科技大学有关保留、使用学位论文 的规定,有权保留并向国家有关部门或机构送交论文的复印件和磁 盘,允许论文被查阅和借阅。本人授权电子科技大学可以将学位论文 的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或 扫描等复制手段保存、汇编学位论文。
用无梯度仿生技术对叠层复合材料方板开孔形状优化
ISSN 100020054CN 1122223 N 清华大学学报(自然科学版)J T singhua U niv (Sci &Tech ),2004年第44卷第12期2004,V o l .44,N o .1213 31163021633用无梯度仿生技术对叠层复合材料方板开孔形状优化刘 毅, 金 峰(清华大学水利水电工程系,北京100084)收稿日期:2003211221作者简介:刘毅(19792),男(汉),湖南,博士研究生。
通讯联系人:金峰,教授,E 2m ail :jinfeng @tsinghua .edu .cn摘 要:为了改善叠层复合材料方板孔周应力分布,采用一种无梯度仿生技术——固定网格渐进优化方法,建立了等限制T sai 2H ill 准则——即使孔周的限制T sai 2H ill 值更加均匀,来求解切孔形状优化问题。
用各向同性材料方板在二轴拉力荷载下单孔形状优化的例子验证了方法的正确性。
研究了按照[±45° 0° 90°]对称搁置的碳纤维 环氧树脂材料准各向同性叠层复合材料方板受单拉和拉剪荷载的例子。
优化后的孔形在T sai 2H ill 强度值的均匀度上比正方形开孔有了显著的改善,计算结果比传统的渐进优化方法更精确和更光滑。
关键词:叠层复合材料;固定网格;渐进优化方法;形状优化中图分类号:TB 301文献标识码:A文章编号:100020054(2004)1221630204Shape opti m iza tion of i n ter ior cutouts i n square lam i na ted com posite panels usi ng non -grad ien t b iom i m etic techn iqueL I U Yi ,J I N Fe ng(D epart men t of Hydraulic and Hydropower Engi neer i ng ,Tsi nghua Un iversity ,Be ij i ng 100084,Chi na )Abstract :T he stress distributi on around interi o r cutouts in square lam inated compo site panels w as op ti m ized using a non 2gradient bi om i m etic fixed grid evo luti onary structural op ti m izati on m ethod to achieve the mo st unifo rm T sai 2H ill facto r,w h ich p rovides an effective m eans fo r shape op ti m izati on of cutouts in lam inated compo site panels .T he m ethod w as first validated using benchm ark ing p roblem s of iso trop ic m aterial p lates loaded in biaxial tensi on .T he op ti m al shape of cutouts in quasi 2iso trop ic symm etrical [±45° 0° 90°]carbon fibre lam inated compo site panels w as sought fo r biaxial and biaxial 2shear stress loads .T he unifo r m ity of the T sai 2H ill facto r fo r op ti m ized interi o r cutouts w as m uch better than fo r the non 2op ti m ized square interi o r cutouts .T he resulting boundaries are m uch s moo ther and mo re accurate than tho se designed by the conventi onal evo luti onary structural op ti m izati on m ethod .Key words :lam inatedcompo sites;fixedgrid;evo luti onarystructural op ti m izati on;shape op ti m izati on对称布置的叠层复合材料板(又称层合板)从宏观力学性能来看表现出一定的各向同性,称为准各向同性层合板。