振动机械高振强性能的LabVIEW测控系统研究与试验_杨小兰
基于LabVIEW的振动时效控制系统设计及应用
基于LabVIEW的振动时效控制系统设计及应用基于LabVIEW的振动时效控制系统设计及应用摘要:振动时效控制是材料科学领域中重要的研究方向。
本文以LabVIEW为平台,设计并应用了一套基于振动时效控制的系统,并对其性能进行了评估。
实验结果表明,该系统具有良好的稳定性和可靠性,能够满足振动时效控制的需求。
关键词:振动时效控制;LabVIEW;系统设计;应用;性能评估一、引言振动时效控制是利用振动力学原理对材料进行热处理,以改变材料的微观结构和性能的一种技术。
振动时效控制的有效应用可以提升材料的性能,改善材料的力学性能、疲劳寿命等。
当前,振动时效控制系统的设计和应用大多以传统的硬件控制为主,存在成本高、控制精度不高、易受外界干扰等问题。
为了解决这些问题,本文采用LabVIEW软件开发平台,设计并实现了一套基于振动时效控制的系统。
二、系统设计1. 系统结构基于LabVIEW的振动时效控制系统主要由三部分组成:振动力学模块、控制模块和监测模块。
振动力学模块负责产生控制信号,控制模块负责接收并处理控制信号,监测模块负责采集振动时效控制过程中的相关数据。
2. 振动力学模块设计振动力学模块是整个系统的核心部分。
其主要包括振动产生器、传感器等。
振动产生器通过控制信号产生振动力,传感器负责测量振动时效控制过程中的相关物理量。
3. 控制模块设计控制模块主要负责接收和处理振动力学模块产生的信号,并根据预设的参数进行控制。
通过与振动力学模块的紧密协作,实现对振动时效控制过程的精确控制。
4. 监测模块设计监测模块主要负责采集振动时效控制过程中的相关数据,如温度、振动频率、时间等。
通过实时监测和记录这些数据,可以对振动时效控制的过程进行分析和评估。
三、系统应用1. 实验设置为了验证基于LabVIEW的振动时效控制系统的性能,我们进行了一系列实验。
实验使用了一种常见的材料作为研究对象,设置了不同的振动频率和时间,并记录了相应的数据。
基于LabVIEW的机械振动监测系统设计
- 68 -工 业 技 术0 引言机械振动是现代工业生产中普遍存在的现象,强烈地振动将对设备正常运行造成不利影响,导致构件损耗,大大缩短了机械设备的使用寿命,并且可能会出现更严重的事故,甚至危及工作人员的生命安全[1]。
对机械振动情况的准确监测是保障机械稳定运行的关键手段之一,众多学者针对该领域进行了研究,例如刘会杰等人[2]在该文中设计了用于采集机械运行过程中振动信号的光纤监测系统,对机械运行状态进行实时监控。
陈含蓓等人[3]在文献中阐述了利用服务器、节点以及传感器构建的医疗设备产品振动信号监测系统。
葛学柳等人[4]等设计了基于无线通信的振动筛工况监测系统,采用振动信号分析的方法判断机械工作的状态。
但是目前领域内的研究成果仍然存在很多需要解决的问题,主要包括监测系统提取并分析的振动信号特征较为单一,仅仅包括时域特征或简单的频域特征,无法满足监测的目的;信号分析模块往往对硬件要求高,其成本难以降低。
为了解决上述问题,该文设计开发了1种基于LabVIEW的振动信号分析与监测系统,该系统可以进行多种振动信号的分析计算且硬件成本较低。
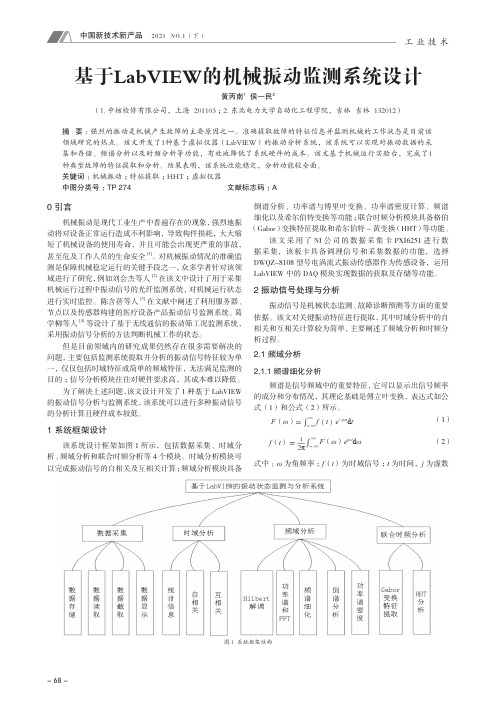
1 系统框架设计该系统设计框架如图1所示,包括数据采集、时域分析、频域分析和联合时频分析等4个模块。
时域分析模块可以完成振动信号的自相关及互相关计算;频域分析模块具备倒谱分析、功率谱与傅里叶变换、功率谱密度计算、频谱细化以及希尔伯特变换等功能;联合时频分析模块具备格伯(Gabor)变换特征提取和希尔伯特-黄变换(HHT)等功能。
该文采用了NI 公司的数据采集卡PXI6251进行数据采集,该板卡具备调理信号和采集数据的功能,选择DWQZ-8108型号电涡流式振动传感器作为传感设备,运用LabVIEW 中的DAQ 模块实现数据的获取及存储等功能。
2 振动信号处理与分析振动信号是机械状态监测、故障诊断预测等方面的重要依据。
该文对关键振动特征进行提取,其中时域分析中的自相关和互相关计算较为简单,主要阐述了频域分析和时频分析过程。
基于Labview的振动测试分析系统的研究

模块 、数据 二次计算模块 、存储输 出模块 L 4 J 。 ( 1 )信号采集模块 :
对 多通道 振 动信号进 行 高速 同步采集 ,包括
入 通 道,2路模 拟输 出通 道,最 大模 拟 输入 输 出
电压为 ±l O V ,最 高采样 率达 2 M S / s[ 2 1 。 软 件部 分所 实现 的振 动测试 分 析系统 的主 要 功 能包 括 以下 : ( 1 )信号采集 :对 多通道振动 信号进行 高速 同步采 集 ,包 括对 物 理通 道、采样 率 、滤波 、量 程等参 数设置 。 ( 2 )波形分析 :对 所采集 的多通道信号进 行 时域和 频域 分析 ,显示 加速 度、速 度、位 移信 号 波形 ,并实时测量振动信号 的频率 、幅值 、相 位、 失真等 参数。 ( 3 )数据处理 :对所测 的振 动信号 ( 频 率、 幅 值、相 位等 )进 行二次 分析 计算 , 以得 出各测
着广泛 应 用。但是 ,成本低 廉 、简单 可靠 、扩 展 性强 的振动 测试 系统却 很少 。尤 其在 国 内振 动计
的振动测试与分析系统具有操作性好 ,用户可根据 实际测试需求定制测量功能,性价 比高等优点 l 1 J 。 因此 ,文 中基 于振 动计 量领 域 的测试 需 求, 以N I U S B - 6 3 6 6便 携 式 8通 道 同 步 采 集 模 块 和 L a b v i e w软件为平 台,对 多通道振动信号测试分 析
基于 L a b v i e w 的振 动测试 分析 系统 的研 究
林喜 鉴
( 福 建省计 量科 学 研究 院 , 福建 福州 3 5 0 0 0 3 )
摘要 :由于 传 统振 动 测 试 分 析 系 统 价 格 昂 贵 、 操 作 复 杂 、 大 量 测 试 功 能 浪 费 等 缺 点 ,文 中基 于 振 动 计 量 领 域 的测 试 需 求 , 以 N I U S B 一 6 3 6 6便 携 式 8 通 道 同步 采 集 模 块 和 L a b v i e w 8 . 2软 件 为 平 台 , 对 多 通 道 振 动
基于LabVIEW的振动虚拟测试系统的设计
基于LabVIEW的振动虚拟测试系统的设计
李强;姚红兵
【期刊名称】《仪器仪表用户》
【年(卷),期】2009(016)003
【摘要】振动测试、信号处理以及振动分析是现代机械工业和机械工程中非常重要的环节,为此我们设计了本振动虚拟测试系统.该系统由测振传感器PVDF(聚偏氟乙烯)和数据采集卡组成振动的数据采集系统,使用LabVIEW虚拟仪器软件开发平台实现对机械振动的测量方法.实验证明本系统取得良好的测试效果.
【总页数】2页(P12-13)
【作者】李强;姚红兵
【作者单位】连云港师范高等专科学校,物理系,江苏,连云港,222006;江苏大学,机械工程学院,江苏,镇江,212013
【正文语种】中文
【中图分类】TP274.5
【相关文献】
1.基于虚拟现实的车辆振动虚拟测试系统设计 [J], 马俊福;周晓军;徐志农;迟军;商俊敏
2.基于LabVIEW和PC机声卡的虚拟振动测试系统 [J], 张鲁华
3.基于LabVIEW的离心式化工泵振动测试系统设计 [J], 赵荣珍;户文刚
4.基于LabVIEW的涡旋压缩机曲轴振动测试系统设计 [J], 牛洪涛;李超
5.基于LabVIEW的虚拟振动测试系统 [J], 吴国新;许宝杰;朱春梅
因版权原因,仅展示原文概要,查看原文内容请购买。
基于LabVIEW的振动平台远程测控系统

基于LabVIEW的振动平台远程测控系统
严圣琦
【期刊名称】《工业控制计算机》
【年(卷),期】2013(026)010
【摘要】主要描述了在三直线电机驱动的振动平台远程测控系统中利用LabVIEW 中的PID Control Toolkit进行直线电机的控制,利用NI公司的PCI 6229数据采集卡进行电机编码器数字信号以及力传感器模拟信号的采集并输出电机的驱动信号,并通过DataSocket技术实现电机的远程控制和数据的远程传输.
【总页数】3页(P16-17,19)
【作者】严圣琦
【作者单位】北京林业大学,北京100083
【正文语种】中文
【相关文献】
1.基于labview的水泵远程测控系统的设计与实现 [J], 范志华;杨光;苏成贵;钟文才;
2.基于labview的水泵远程测控系统的设计与实现 [J], 范志华;杨光;苏成贵;钟文才
3.基于LabVIEW的远程无线测控系统通信设计与实现 [J], 乌建中;范玉川;王庆洋
4.基于LabVIEW和WiFi的阳光导入器远程测控系统 [J], ZHANG Jun;BAI Tao;LI Yibin;TAO Jun;ZHANG Xinrong
5.基于MATLAB和LabVIEW机床主轴远程振动检测分析平台的设计 [J], 朱汉阳; 初光勇; 周有娣
因版权原因,仅展示原文概要,查看原文内容请购买。
利用LabVIEW进行电气设备振动分析与控制

利用LabVIEW进行电气设备振动分析与控制电气设备的正常运行对于工业生产以及生活的正常运转至关重要。
然而,由于长时间的使用以及外界环境的影响,电气设备在运行过程中可能会出现振动问题。
这些振动问题不仅会对设备的性能和寿命产生负面影响,还可能引发机械故障,甚至危及人员安全。
因此,进行电气设备振动分析与控制变得至关重要。
本文将介绍如何利用LabVIEW软件进行电气设备振动分析与控制。
一、引言电气设备振动分析与控制是指通过对电气设备的振动进行监测、分析和控制来确保其正常运行和性能稳定。
通过准确地监测振动信号,可以及时发现设备运行中的异常情况,并采取相应的控制措施,避免设备故障和损坏。
二、振动信号的采集与分析1. 信号采集装置的选择在进行振动分析前,需要选择适当的信号采集装置。
LabVIEW软件提供了丰富的硬件设备支持,可以选择合适的传感器和信号调理模块进行振动信号的采集。
2. 振动信号的采集与处理借助LabVIEW的图形化编程环境,可以轻松地实现振动信号的采集与处理。
通过配置合适的传感器和调理模块,可以将振动信号转化为数字信号,并进行滤波、增益调节等预处理工作。
3. 振动信号的频谱分析频谱分析是振动分析中的重要环节,可以通过分析振动信号的频谱,确定其频率成分以及存在的异常情况。
LabVIEW提供了丰富的信号处理函数和工具箱,可以实现高效准确的频谱分析。
三、电气设备振动控制1. 振动控制的基本原理电气设备振动控制的目标是降低或消除设备的振动水平,提高设备的运行质量和稳定性。
通过采用适当的控制策略和方法,可以实现对设备振动的有针对性控制。
2. 控制算法的选择与实现在LabVIEW软件中,可以根据实际的振动特性和控制需求选择合适的控制算法。
常用的控制算法包括PID控制、模糊控制、自适应控制等。
通过编程实现这些算法,可以对电气设备的振动进行精确控制。
3. 振动控制系统的建立与调试建立完善的振动控制系统是确保控制效果的关键。
基于LabVIEW的工程机械振动测试与分析系统
菱ffff} fff}f 委 蓁饕蓄
放 大器 、 通 抗 混 滤 波 器 、 样 保 持 器 等 组 成 。增 低 采
益 大小 、 励 电源偏 置 电压大 小 及 滤 波器 截 止 频 率 激
萋lIl I II 霎囊 Ill 纂 l 萋
l 系统 总体 组成 及 其 技 术 指 标
11 系统组成 .
测试 精度 ±5 ;
频 率 范 围 0 5Hz 0 ; . ~35 0 Hz 测试 通道 数 l 6路 ;
振 动 测 试 与 分 析 系 统 组 成 如 图 1所 示 。 该 系 统
最高 采样 率 1MHz 。
K
计算机 控制 输入
四种 采集 波 形 显 示 ( 通 道 时域 显 示 、 域 单 通 道 单 频
显示 、 域 8通 道 波 形 显 示 、 域 1 时 时 6通 道 波 形 显 示) 。如果 运行 出 现错 误 , 出现 提 示对 话框 , 则 并指 出详 细 的错 误 代码 及位 置 。采 集 停 止 后 , 示 此 次 显 采样频 率 、 采样 点 数 、 道数 及循 环 次 数 , 提示 用 通 并
以 I b E 作 为 开 发 平 台 , 制 特定 的软 件 和 VI W a 编 示 界面 , 驱 动 硬 件 采 集 数 据 。 因 此 , 并 同样 的 硬 件 系统 由于软 件 的不 同 可 完 成 不 同 的 任 务 。该 系 统 的硬 件 包 括 一 块 高 速 数 据 采 集 模 块 WB 1 K5 2和
口 、 P处 理器 、 DS 主控 时 钟 、 时序 控 制器 、4 B缓 冲 6K
蓑lI相评 I冲 Ill脉评 l 功l I 粪 率} 评 I 谱1 价 分干 结 自析 I析数 果 曩l函 1分 析响 分应 谱 率J 功I 互l 位曲 相限 谱线 值界 幅 1 I l 频 析 分 数 函 响
基于LabVIEW的振动测试分析系统
基于LabVIEW的振动测试分析系统
钱阳;周月平;陈俊伟
【期刊名称】《温州大学学报(社会科学版)》
【年(卷),期】2005(018)004
【摘要】基于LabVIEW的振动测试分析系统由系统硬件和振动测试分析软件两大部分组成.其中,振动测试分析软件是本系统的核心.振动测试分析软件的主要功能是控制数据采集板进行数据采集;根据信号处理的基本原理,对采集的数据进行幅值谱分析、自相关分析、互相关分析、自功率谱分析、互功率谱分析、相干函数分析等.
【总页数】4页(P58-61)
【作者】钱阳;周月平;陈俊伟
【作者单位】河海大学机电工程学院,江苏,常州,213022;河海大学机电工程学院,江苏,常州,213022;河海大学机电工程学院,江苏,常州,213022
【正文语种】中文
【中图分类】TP212.6
【相关文献】
1.基于Labview的振动测试分析系统的研究 [J], 林喜鉴
2.基于LabVIEW的振动信号测试与分析系统的开发 [J], 何政军;王晓龙;庞尔军
3.基于LabVIEW的振动测试实时分析系统 [J], 董宇;丁金华;沈剑峰
4.基于DAQ驱动与Labview振动测试分析系统设计 [J], 唐卫辉;郭瑞峰;陈晓雯;
辛薇
5.基于LabVIEW的火炮振动测试分析系统 [J], 张华;管红根;桂成兵
因版权原因,仅展示原文概要,查看原文内容请购买。
基于labview振动测试系统
基于labview振动测试系统基于LabVIEW的振动信号测试系统设计摘要:虚拟仪器是现代计算机技术同仪器技术深层次结合的全新概念仪器,实质是利⽤计算机的显⽰器的显⽰功能模拟传统仪器的控制⾯板,以多种形式表达输出测量结果,利⽤计算机强⼤的软件功能实现信号数据的运算、分析和处理,完成各种测试功能的⼀种计算机仪器系统。
本次设计利⽤了基于LabVIEW的虚拟仪器技术设计了⼀套振动测试系统,下位机采⽤AT89C52单⽚机进⾏数据采样,并通过RS-232串⼝与上位机通信实现信号数据的传输,上位机软件开发基于LabVIEW平台。
其具有信号采集,波形显⽰,数据处理,数据保存,信号参数检测等功能,具有操作简单,界⾯直观,适⽤性强等特点。
通过设计,能够对数据进⾏时域显⽰和频域分析处理。
关键词:虚拟仪器;振动测试;LabVIEW;单⽚机Vibration Testing System Based on LabVIEW SignalDesignAbstract : Virtual instrumentation is modern computer technology combined with the deep-seated instrument technology new concept instrument , in essence, the use of the computer monitor 's display traditional analog instrument control panel to output measurement results of various forms of expression , the use of powerful computer software functions the operation data for signal analysis and processing is completed for all test functions of a computer system apparatus .The design takes advantage of LabVIEW -based virtual instrument technology designed a vibration test systems, next-bit machine using AT89C52 microcontroller for data sampling , and to achieve data transmission signal via RS-232 serial communication with the PC , PC software development based on LabVIEW platform. Which has a signal acquisition, waveform display , data processing, data storage , signal parameter detection and other functions, with a simple, intuitive interface, applicability, and other characteristics. By design, the data can be displayed in time domain and frequency domain analysis.Ke ywords: Virtual Instrument, vibration test, LabVIEW, SCM⽬录第1章绪论 (1)1.1 课题研究的背景和意义 (1)1.3 论⽂主要设计内容 (1)第2章虚拟仪器和LabVIEW (3)2.1 虚拟仪器 (3)2.1.1 虚拟仪器的概念 (3)2.1.2 虚拟仪器的组成 (3)2.1.3 虚拟仪器的特点及优势 (4)2.2 LabVIEW (5)2.2.1 LabVIEW简介 (5)2.2.2 LabVIEW的基本特点 (6)第3章振动测试分析系统 (7)3.1 振动测试分析系统的组成 (7)3.2 信号测试与分析 (7)3.3 振动测试系统总体设计 (8)第4章硬件设计 (9)4.1 系统总体设计⽅案 (9)4.2 压电加速度传感器 (9)4.3 电荷放⼤器 (10)4.4 A/D转换器TLC2543性能介绍 (10)4.5 单⽚机模块 (12)4.5.1 AT89C52性能介绍 (12)4.5.2 A/D转换电路 (15)4.6 基于AT89C52单⽚机的串⼝硬件采集接⼝电路设计 (15) 4.6.1 串⼝简述 (15)4.6.2 串⼝硬件采集接⼝电路设计 (17)4.7 单⽚机数据采集软件程序设计 (18)第5章LabVIEW软件设计 (20)5.1 LabVIEW软件总体设计⽅案 (20)5.1.1系统主界⾯设计 (21)5.2 LabVIEW程序设计 (22)5.3 数据采集模块设计 (22)5.4 信号预处理模块设计 (23)5.5 时域分析模块设计 (23)5.5.1信号的时域统计分析 (24)5.5.2 时域程序框图 (25)5.6 频域分析模块设计 (26)5.6.1 幅值谱和相位谱分析 (27)5.6.2 功率谱分析 (28)5.6.3 频域分析程序框图 (28)第6章系统仿真调试 (30)6.1 仿真系统运⾏原理 (30)6.2 时域分析模块测试 (30)6.3 频域分析模块测试 (31)6.3.1 幅度与相位谱显⽰ (31)6.3.2 功率谱显⽰ (31)总结 (33)致谢 (34)参考⽂献 (35)附录 (36)第1章绪论1.1 课题研究的背景和意义随着计算机和软件技术的发展,虚拟仪器正在逐渐成为测试领域的发展⽅向,采⽤虚拟仪器实现振动测试与分析也成为振动测试的发展趋势。
基于LabVIEW的振动信号分析系统设计
基于LabVIEW的振动信号分析系统设计李思琦; 蒋志坚【期刊名称】《《北京建筑工程学院学报》》【年(卷),期】2019(035)003【总页数】7页(P47-53)【关键词】LabVIEW; 信号分析; 滚动轴承; 故障诊断【作者】李思琦; 蒋志坚【作者单位】北京建筑大学电气与信息工程学院北京100044【正文语种】中文【中图分类】TP311; TP274振动是一种在自然界中普遍存在的现象,它往往会对机器设备造成负面影响[1]. 在机器设备工作的过程中,持续、剧烈地振动往往会导致机器设备部件发生损坏,进而影响整个设备的性能和寿命. 随着工业制造水平不断提高,机械设备结构日益精密复杂,对机器设备运行状态的监测变得越来越重要. 对机械设备进行运行状态监测不仅能及时了解机器的运行状态,还能够尽早发现问题,从而避免故障进一步扩大而导致的严重后果.振动信号包含的信息极为丰富,对其进行监测无法反映出所需要的有价值信息. 因此需要对其进行进一步分析[2].目前对机械设备在运行过程中产生的振动信号进行研究的主要方法是结合时域、频域、时频域相关波形对振动信号进行分析[3-5]. 除此之外,使用智能算法在对振动信号进行处理的过程中还能够对机械设备进行故障诊断[6-8]. 这些方法大多通过MATLAB、LabVIEW等平台编程实现,或通过Visual Studio软件编程来实现. MATLAB平台编程过程较为复杂且可视化较差,微软公司的Visual Studio软件虽然可以实现可视化界面的开发,但其要求开发人员有较高的编程水平,制约了其在实际中的应用[9].LabVIEW软件平台使用其特有的图形化编程语言完成整个开发设计的过程. 信号分析系统开发设计的过程简单快捷,用虚拟仪器技术及VI模块对振动信号进行处理能高效、直观地显示出振动信号中所包含的丰富信息. LabVIEW软件还提供了与MATLAB软件的接口,使用LabVIEW时可以借助MATLAB软件强大的计算能力,使分析结果更准确、可靠[10]. 本文选择使用LabVIEW作为振动信号分析系统的开发软件.1 信号分析系统总体设计1.1 系统功能设计本文研究内容为振动信号分析系统,对振动信号的采集部分不做介绍. 为了实现对信号的分析任务,信号分析系统应当至少具备如下功能:1)信号读取. 本系统不涉及信号采集部分,数据来源一般为txt、Excel等格式的电子文本,因此系统应当具备从数据文件中进行数据读取的功能.2)信号预处理. 数据文本中的原始信号是由数据采集系统进行数据采集得到的信号. 由于采集硬件老化、环境因素影响、试验操作失误等多种原因,在原始信号中会不可避免地带有大量的噪声信号. 这些噪声信号对后续进行信号分析得到的结果准确性有着极大的影响. 为了使分析效果变得更加准确,因此需要对原始信号进行预处理,从而减少噪声信号的影响.3)数据分析. 在原始信号经过预处理后,对信号在时域以及频域内展开分析,计算相应的特征指标如峰值、峭度值、有效值、功率谱等.4)数据存储. 为了在后期方便查看分析结果或展开进一步研究,需将预处理后的数据、计算得到的特征指标等保存为电子文本文件.5)数据显示. 为增加系统的可视性,在系统分析过程中应具备结果显示功能.1.2 系统流程设计确定系统功能后,再根据模块化程序设计思想,完成系统的流程设计. 本文设计的信号分析系统流程如图1所示.图1 系统流程图Fig.1 System flow chart2 信号分析系统开发根据信号分析系统总体设计,本文利用LabVIEW软件对各个功能部分进行开发.2.1 数据读取部分开发LabVIEW提供的文件I/O模块能对多种类型的文件进行读写操作,其中包含文本文件(.txt)、电子表格文件(.xls)、二进制文件(.bin)等,该模块的各端口意义如图2所示.图2 信号读取模块端口意义Fig.2 Meaning of signal reading module port将需要读取的数据文件地址引入到“文件名”接口即可实现对数据文件的读取,由信号输出端输出数据文件中的数据.2.2 数据预处理部分开发在数据读取完成以后,需要对其进行预处理,从而减小在信号采集过程中由于操作不当或者硬件问题带来的干扰. 常用的预处理方法有:去趋势项、滤波降噪、加窗处理、小波降噪等.2.2.1 去趋势项去趋势项的原理是:已知振动数据xk,假设采样时间间隔Δt=1,设函数的表达式为:(1)确定各待定系数a,使得与振动数据的误差平方和最小. 则可以得到一个m+1元线性方程组:(2)其中(i=0,1,…,m). 解式(2)所示方程组,即可得到m+1个待定系数a. 当m=0时,求得的待定系数为:(3)此式算得的结果为原始振动信号的算术平均值,消除趋势项的结果为:yk=xk-a0(4)即用原始信号减去算术平均值即可实现消除原始信号中趋势项的目的[11].2.2.2 滤波降噪滤波降噪是降低干扰对原始信号影响的有效方式. 传统的方法是根据所需成分所在的频率区间选择低通、高通、带通等不同拓扑结构的滤波器对信号进行处理,由原始信息得到所需的频率成分. LabVIEW软件提供的滤波器VI可以简单快捷地实现对滤波器拓扑结构的选择以及频率区间的设定,其端口定义如图3所示.图3 滤波器模块端口定义Fig.3 The meaning of filter module port根据图3所示,经过读取及预处理后的信号由信号端输入到滤波器VI中,滤波器VI默认的拓扑结构为低通滤波器,在“低截止频率”处设置截止频率,在“滤波后的信号”端接收滤波后的信号.2.2.3 加窗处理图5 小波降噪程序框图Fig.5 Block diagram of wavelet denoising program 对信号进行加窗处理主要为了使信号的频域分析结果更准确. 进行频域分析时,时域信号需要通过傅立叶变换转化为频域信号,傅立叶变换是针对无限长时间的,而在实际试验过程中不可能进行无限长时间采集,这就会导致出现“泄漏”现象. 对信号进行加窗处理可以有效减少这种现象带来的影响. LabVIEW软件集成了多种窗函数,在进行信号分析的过程中可以自由选择,该过程的程序框图如图4所示. 图4 窗函数处理Fig.4 Window functions processing2.2.4 小波降噪除了使用传统的滤波器对信号进行滤波降噪之外,应用小波变换的方法也可对信号进行降噪. 小波变换可以有效地从待处理的信号中分离出噪声或者其他无意义的信息. 小波降噪过程如下:1)分解过程:在多种小波基中选择合适的小波基对信号进行小波分解.2)作用阈值过程:对分解后的各层系数选择阈值,并对细节系数进行处理.3)重建过程:处理后的各分量通过小波重构,组成降噪后的信号[12].在使用小波分析对数据进行处理的过程中,需要借助MATLAB软件计算能力. LabVIEW提供了两个软件之间进行连接的“桥梁”——LabVIEW中的“Matlab script”模块. 将程序的输入输出变量按照需求设置好,利用这个节点在LabVIEW 环境下运行MATLAB特有的M文件,结果可直接显示. 通过LabVIEW调用Matlab实现小波降噪的程序框图如图5所示.2.3 数据分析部分对原始信号进行一系列的预处理之后,为了更好地体现信号中包含的丰富信息,还需对其进行时域和频域信号特征分析.在时域分析部分,主要对信号的峰值、均方值、峭度进行统计. 其中峰值、均方根值计算公式为:峰值:xp-p=xmax -xmin(5)均方根值:(6)峰值与均方根值主要体现的是一组数据的整体振动情况以及最大振动幅度. 峭度是一个无量纲的参数,它对于振动冲击信号极为敏感,因此该数值常被用来检验轴承故障. 在轴承还未出现故障损伤的时候,K值接近于3;当轴承出现故障时,峭度值会与正常值偏离. 当峭度的数值大于8时,可以认为轴承出现了较为严重的故障[13].由于时域统计量在机械结构出现故障初期并不会有太明显的变化,因此仅从时域分析的结果对机械设备的状态进行分析是不够全面的. 机械结构出现细微的故障会在信号的频域中增添新的频率成分,因此为了对信号进行更全面的分析,还需要对信号进行频域分析. 傅立叶变换为信号从时域转换为频域提供了通道. 对频域信号进行分析的方法主要有绘制信号的幅值谱以及功率谱. 在幅值谱中体现了信号所包含的频率成分以及每个频率的幅值大小. 在功率谱中则体现了信号所包含的能量与信号频率成分[14],功率谱能够更好地体现信号中所包含的频率成分.根据上述内容,在LabVIEW软件中完成程序的编写,开发设计完成后的系统如图6所示.图6 系统程序框图Fig.6 System program block diagram根据图6所示程序框图,系统首先完成数据的读取,随后可以点击“去趋势项”按钮完成相应的预处理操作,在一定程度上减少噪声信号的干扰. 随后通过小波降噪的方法与滤波降噪再一次对信号进行处理,最后对信号在时域以及频域中对其展开分析,并显示分析结果. 最终分析结果可以根据需要选择是否保存.3 信号分析系统功能验证为验证设计的信号分析系统的正确性,本文下载了美国凯斯西储大学的轴承实验数据并使用信号分析系统对其进行了处理.这些数据是在进行某电机轴承状态评估实验中测得的. 试验过程中,使用电火花加工技术在轴承上分别人工制造了直径为0.007英寸、0.014英寸、0.021英寸的单点故障,试验所使用的轴承为SKF- 6205- 2RS深沟球轴承,采样频率为12 000 Hz. 试验使用的轴承参数:节圆直径D为39.04毫米,滚珠直径d为7.94毫米,接触角β为0°,滚珠数量n为9[15]. 内圈故障特征频率计算公式为:(5)外圈故障特征频率为:(6)滚体故障频率为:(7)由于滚体会同时撞击轴承的内圈与外圈,因此在计算滚体故障频率时需要结果加倍. 按照式(5)~式(7),将所用轴承参数带入,可以计算出此轴承的内圈故障频率、外圈故障频率以及滚体故障频率分别为162.185 Hz、107.364 Hz以及141.091 Hz. 根据上述计算结果,为了能够更好地观测到故障频率,在滤波的过程中过滤掉高频信号,仅保留0~500 Hz的信号成分. 在确定了滤波器截止频率的设定值后,使用本文设计的信号分析系统对这些信号进行处理,部分结果如图7所示.图7 信号滤波结果Fig.7 Signal filtering result根据图7所示内容,不论是正常轴承振动信号还是内圈损伤信号,在经过滤波降噪处理后信号幅值都有所减少,这是因为超过截止频率部分的数据被“过滤”掉了. 对此时的信号使用小波降噪方法对其进一步降噪. “小波降噪”操作界面如图8所示. 首先选择适当的小波基,并且设置小波阶数与分解层数,随后单击“执行数据分析”降噪操作.信号经过一系列的降噪处理后,对其进行时域以及频域分析,分别统计相应的指标,利用这些指标对轴承的状态进行判定,将判定结果与实际结论进行对比,验证分析结果的准确性. 经时域以及频域分析后,部分结果如表1所示.图8 小波降噪结果Fig.8 Wavelet denoising result表1 信号时域分析结果Tab.1 Results of time domain analysis of signals均方根峭度峰值无损伤轴承0.1627522.984224.109340.007损伤(内圈)0.1662925.371185.925460.007损伤(外圈)0.1758174.114715.391170.007损伤(滚体)0.1845833.774674.26453根据系统对各组数据进行分析可知,有损伤的故障轴承数据与无损伤轴承数据在均方根数值计算结果上相差不大,这也在一定程度上证明了通过计算某些时域指标作为轴承状态判定依据的方法是不严谨的. 通过表1可知,峭度值的统计结果有着明显的差异,故障轴承的峭度值与正常值3有着一定的偏离. 因此在时域分析部分能够识别出可能有故障的轴承. 为了更好地判断轴承是否发生故障以及发生故障的位置,需要对信号进行频域分析,根据信号在频域的分析结果再次进行判断.本文涉及的3种故障的故障频率分别为162.185 Hz、107.364 Hz和141.091 Hz. 为了更好地展示这部分的信号,在进行滤波的过程中人为设置了滤波器的截止频率为500 Hz,使用信号分析系统对正常轴承信号、内圈损伤信号、外圈损伤信号以及滚体损伤信号进行频域分析,得到的功率谱图如下图9所示.图9 频域分析结果Fig.9 Frequency domain analysis results根据图9所示的频域分析结果,能从图片上分别看到各轴承的功率谱图. 正常轴承的频率成分主要集中在低频部分,3种故障类型的故障频率以及其倍频能够在各自的功率谱图中较为明显地看到,且数值与理论分析计算结果相近,与轴承的故障原理一致. 由此可以认为,本文所设计的信号分析系统能够对信号进行处理与分析,且处理分析结果较为准确.4 结论本文使用LabVIEW软件开发设计了一套应用于振动信号的信号分析系统,并使用实际试验信号对系统功能进行了正确性验证,试验表明,本系统能够对振动信号进行较为准确的分析,系统分析的结果可以作为诊断被测物体状态的依据. 与目前存在的振动信号分析系统相比,本文所开发设计的系统使用G语言对系统进行设计,大大减少了开发设计所需要的时间,且系统操作简单、结果显示直观、可拓展性好. 利用软件自有函数建立了与Matlab之间的连接,加强了整个系统的性能,使其在进行信号分析以及故障诊断的过程中有着较好的应用前景.参考文献:【相关文献】[1] 田锐.轴承振动信号的去趋势分析和故障特征提取方法研究[J].机械设计与制造,2018(12): 100-104.TIAN Rui. Research on de-trend analysis and fault feature extraction of bearing vibration signal [J].Mechanical Design and Manufacture, 2018(12): 100-104.(in Chinese)[2] 杨青青,马训鸣,李海海,等.基于LabVIEW的冲击振动信号监测系统的设计[J].机械制造与自动化, 2017,46(6):210-212.YANG Qingqing, MA Xunming, LI Haihai, et al. Design of shock vibration signal monitoring system based on LabVIEW[J].Machinery Manufacturing andAutomation,2017,46(6): 210-212. (in Chinese)[3] 傅秀清,柳伟,费秀国,等.基于LabVIEW的高速齿轮箱振动信号监测分析系统研究[J].中国农机化学报,2018,39(11):61-66.FU Xiuqing, LIU Wei, FEI Xiuguo, et al. Research on vibration signal monitoring and analysis system of high speed gear box based on LabVIEW[J].Journal of Agricultural Mechanization,2018,39(11): 61-66.(in Chinese)[4] 陈联卿.基于振动信号分析的航空发动机状态监测与故障诊断技术研究[J].现代制造技术与装备, 2018(8): 97-98.CHEN Lianqing. Research on condition monitoring and fault diagnosis of aero engine based on vibration signal analysis[J].Modern Manufacturing Technology and Equipment,2018(8):97-98. (in Chinese)[5] 刘辉,赵刚,陈世超.基于LabVIEW的脉搏信号处理与分析系统设计[J].科学技术与工程,2011, 11(14):3151-3155.LIU Hui,ZHAO Gang,CHEN Shichao.Design of pulse signal processing and analysis system based on LabVIEW[J].Science, Technology and Engineering, 2011,11(14): 3151-3155. (in Chinese)[6] 秦喜文,郭宇,郭佳静,等.基于LMD与随机森林的滚动轴承故障诊断[J].长春工业大学学报, 2018, 39(5):417-423.QIN XiWen, GUO Yu, GUO Jiajing, et al. Rolling bearing fault diagnosis based on LMD and random forest [J].Journal of Changchun University of Technology, 2018,39(5): 417-423. (in Chinese)[7] 林雅慧,王海瑞,靖婉婷.基于改进的PSO算法优化FSVM的滚动轴承故障诊断[J].计算机应用与软件,2018,35(11):94-97.LIN Yahui, WANG Hairui, JING Wanting. Rolling bearing fault diagnosis based on improved PSO algorithm and optimized FSVM [J].Computer Applications and Software, 2018,35(11): 94-97. (in Chinese)[8] 付嘉乐.基于振动信号的电机轴承故障诊断方法的相关探索[J].南方农机,2018,49(21):106.FU Jiale. Research on fault diagnosis method of motor bearing based on vibration signal [J]. Agricultural Machinery of the South, 2018,49 (21):106. (in Chinese)[9] 唐奕,李祺,王文娟,等.基于LabVIEW的振动信号分析系统设计[J].计算机测量与控制,2016,24(6):218-222.TANG Yi, LI Qi, WANG Wenjuan, et al. Design of vibration signal analysis system based on LabVIEW [J]. Computer Measurement and Control, 2016, 24(6):218-222. (in Chinese) [10] 陈树学,刘萱.LabVIEW宝典[M].北京, 电子工业出版社, 2011:12-15.CHEN Shuxue, LIU Xuan. LabVIEW treasure book[M].Beijing: Electronics Industry Press, 2011:12-15.(in Chinese)[11] 盛美萍,杨宏晖.振动信号处理[M].北京:电子工业出版社,2017:29-35.SHENG Meiping, YANG Honghui. Vibration signal processing[M].Beijing: Electronics Industry Press, 2017: 29-35.(in Chinese)[12] 赵怀山,郭伟超,高新勤,等.基于小波降噪和主成分分析的结构损伤识别[J].西安理工大学学报, 2017, 33(4):437-442.ZHAO Huaishan, GUO Weichao, GAO Xinqin, et al. Structural damage identification based on wavelet denoising and principal component analysis [J]. Journal of Xi’an University of Technology, 2017(4): 437-442. (in Chinese)[13] 杨晓健,王鹏,苑宇,等.滚动轴承在线监测系统设计[J].工业控制计算机,2018,31(9):87-89. YANG Xiaojian, WANG Peng, YUAN Yu, et al. Design of On-line monitoring system for rolling bearing [J]. Industrial Control Computer, 2018, 31(9): 87-89. (in Chinese)[14] 龙华伟, 伍俊,顾永刚,等.LabVIEW数据采集与仪器控制[M].北京:清华大学出版社, 2016:253-255.LONG Huawei, WU Jun, GU yonggang, et al.Data acquisition and instrument control of LabVIEW [M].Beijing: Tsinghua University Press, 2016: 253-255.(in Chinese)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
动力场, 能打乱物料系统有序的固有振频分布,提 的电源频率的控制。
高物料的冲击、碰撞能力,有利于解决振动筛透筛 2 测控试验
率过低、卡筛、板结的作业要求,但系统产生具有一
振动机械高振强性能测控系统测控试验的基
定持续时间的高振强或瞬态超高振强运动态,若不 本思路:
能进行及时、有效监测和控制,将可能引发如下问
Abstract: In many conditions, vibration machine requires a vibration performance of a broadband spectrum and a high vibration intensity. To crack the measurement and control technology bottlenecks under high vibration intensity state where the machines are difficulty to run safely, the LabVIEW measurement and control system is been completed. The system is using the experimental analysis of the vibration intensity changing rule and the factors which would make the vibration machine run unsafely, amplification of the detected vibration signal by sensors, inputting the data to the upper computer by using the Data Acquisition Card,processing of the LabVIEW,outputting the data by DAC and controlling the frequency converter to control the vibration intensity changing rule of the vibration machine which could make the machine run effectively and safely under control. The experiment and the recording proved that the system could detect the ability of high vibration intensity of vibration machine effectively in real time. Key words: vibration machine; high vibration intensity; LabVIEW; measurement and control; test
采用四方电气 C300 变频器,PCI 6024E 型数据采集 示,采用取点方法,即对目标曲线的每个小波取 8个
卡,北戴河 YD64 型压电加速度传感器。
测控点;可对每个点进行调整,对电机采取多点控
上 位 机
数 据 采 集
卡
变频器 放大器
振动磨
电机 振 动 筒 体
传感器
制,把每个正弦信号产生的微小偏差分布在每个控 制点,避免统一控制使偏差积累,使风险变大;试验 中本程序还对实际振强的最大值进行限制; 通过程序对下一点的实际振强预算值超过了 最大允许振强则程序会加大调整量防止出现超
(1)振强极值的测控与调整
题:主振弹簧崩裂、激振器轴承过早失效、振动体及
控制信号的产生是根据测得过程实际振强、计
振动电机发热甚至烧毁,主要零部件维修频次显著 算出极值点实际振强,调整信号进而对极值点进行
增加;对基础的振动力明显提高、系统噪声大幅攀 控制,使磨机振强一直维持在安全的区域内,从而
升, 使操作者和周边环境受到严重影响或无法忍 达到安全控制振动筛运行的目的;具体控制信号的
[4]池振坤,杨俊智,周强,等. 基于 ANSYS Workbench 的大板式方舱 模态分析[J]. 汽车工程学报,2011,1(4):226-229. 作 者 简 介 : 张 安 宁 (1961- ),山 东 栖 霞 人 ,安 徽 理 工 大 学 教 授 ,
中国煤炭学会煤矿机电一体化专业委员会委员,长期从事煤矿机械 的 教 学 与 科 研 工 作 ,电 子 信 箱 :anzhang20080808@.
Total Deformation 5 Type:Total Deformation Frequency:406.27 Hz
得到了破碎辊前 6 阶固有频率和振型,基本掌握破
Unit:mm
2013-6-16 14:37 0.772 48 Max 0.686 65
碎辊模态频率,为破碎机选择合适的破碎辊转速破
聚的分散、排解等问题,一般振强的振动筛对于这 机相串接; 传感器可对筛体的振动信号进行检测,
些问题的解决无能为力。
将检测信号通过放大器、 数据采集卡传输到上位
然 而 振 动 筛 的 高 振 强 可 以 在 系 统 中 形 成 一 种 机;经上位机的 LabVIEW 软件程序处理后,再经数
足够的强振动应力场,这种高振强及其形成的强振 据采集卡将控制信号输入变频器,完成对振动电机
Vibration Intensity of Vibrational Machine Based on LabVIEW
YANG Xiao-lan, LIU Ji-feng, LIN Li, ZHU Zi-zheng (Nanjing Institute of Technology, Nanjing 211167, China)
受;机器在近共振点处时可以解决透筛问题,但当 来源是通过实际振强与预设理论振强值相比较,得
系统达到或进入高次共振模态区时,振动筛局部机 出变化量 Δ=f(k-kl)/kl,其中,k 为实际 振强,kl 为对
体结 构 强 度 薄 弱 处 易 扭 曲 、易 损 坏 ,甚 至 会 出 现 部 应的理论振强,然后下一测控点的输出量为 f=f+Δ,但
第 35 卷第 12 期 2014 年 12 月
煤矿机械 Coal Mine Machinery
Vol.35 No.12 Dec. 2014
doi:10.13436/j.mkjx.201412032
振动机械高振强性能的 LabVIEW 测控系统研究与试验 *
杨小兰, 刘极峰, 林 莉, 朱自正 (南京工程学院, 南京 211167)
中产生的振动,具有高振强的特点,具有宽频谱的 过变频控制使振动筛的频率按照设置值变化,从而
振动性能,来完成一些特殊的作业内容,如振动筛 控 制 振 动 筛 在 可 控 范 围 内 进 行 高 效 、 安 全 地
的透筛率过低、卡筛、板结;振动筛粉体的不细化、 振动。
易团聚、反粉碎;各种料仓、料斗、溜槽的仓壁振动
0.00 500.00 1 000.00(m) 250.00 750.00
y x
z
图 8 破碎辊第 6 阶固有模态振型图
4 结语 本文采用 ANSYS Workbench 有限元分析软件,
[1]郑 月 ,张 安 宁 ,张 勇 杰. 基 于 ANSYS Workbench 的 分 级 破 碎 机 辊 齿的有限元分析[J]. 煤矿机械,2014,35(5):107-109.
关键词: 振动机械; 高振强; LabVIEW; 测控; 试验 中图分类号: TG580.6 文献标志码: A 文章编号: 1003 - 0794(2014)12 - 0074 - 04
Research and Test of Measurement and Control System for High
250.00 750.00
重要意义。
图 7 破碎辊第 5 阶固有模态振型图
参考文献:
B:Model (ANSYS) Total Deformation 6 Type:Total Deformation Frequency:644.25 Hz Unit:mm 2013-6-16 14:37
1.385 1 Max 1.231 20 1.077 30 0.923 38 0.769 48 0.615 59 0.451 69 0.307 79 0.153 90 0 Min
对 2PGCS625 型分级 破碎机破碎 辊进行模态 分析 ,
责任编辑:丛培建 收稿日期:2014-06-24
74
第 35 卷第 12 期 振动机械高振强性能的 LabVIEW 测控系统研究与试验— ——杨小兰,等 Vol.35No.12
在很多情况下,振动机械需要系统在工作过程 另 一 端 与 振 动 筛 的 驱 动 电 机 相 连 接 , 通
[2] 潘 永 泰 , 张 新 民 . 分 级 破 碎 机 的 研 究 及 应 用 [J]. 矿 山 机 械 , 2002,30(4):13-15,4.
[3]高有茂,杜金霞,牛波. 2PGS 型分级破碎 机 齿 形 及 破 碎 齿 布 置 方 式探讨[J]. 矿山机械,2008,36(13):74-77.
* 中 国 国 家 自 然 科 学 基 金 项 目 (51375221)、江 苏 省 自 然 科 学 基 金 项 目(BK2012865 )、江苏省大学生科技创新项目(201311276008Z)
0 引言
!!!!B:M!odel!(ANS! YS) !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
摘 要: 在很多工况下振动机械需要在工作过程中具有宽频谱、高振强的振动性能,为破解高 振强状态下难以安全运行的测控技术瓶颈,研发 LabVIEW 测控系统,通过试验分析振强变化规律 及导致振动机械运行不安全因素,利用传感检测的振动信号放大处理后,通过数据采集卡输入到 上位机,经 LabVIEW 程序的处理后,在采集卡输出并控制变频器,从而控制振动机的振强特性变 化规律,在可控范围内进行高效、安全地工作;试验和记录表明该系统对振动机的高振强性能具有 实时有效的测控效果。