焊接工艺卡,作业指导书(最新)
焊接作业指导书及焊接工艺

焊接作业指导书及焊接工艺Company number:【0089WT-8898YT-W8CCB-BUUT-202108】焊接作业指导书及焊接工艺1.目的:明确工作职责,确保加工的合理性、正确性及可操作性。
规范安全操作,防患于未然,杜绝安全隐患以达到安全生产并保证加工质量。
2.范围:.适用于钢结构的焊接作业。
.不适用有特殊焊接要求的产品及压力容器等。
3.职责:指导焊接操作者实施焊接作业等工作。
4.工作流程作业流程图4.1.1.查看当班作业计划4.1.2.阅读图纸及工艺4.1.3.按图纸领取材料或半成品件4.1.4.校对工、量具;材料及半成品自检4.1.5.焊接并自检4.1.6.报检.基本作业:4.2.1.查看当班作业计划:按作业计划顺序及进度要求进行作业,以满足生产进度的需要。
4.2.2.阅读图纸及工艺:施焊前焊工应仔细阅读图纸、技术要求及焊接工艺文件,明白焊接符号的涵义。
确定焊接基准和焊接步骤;自下料的要计算下料尺寸及用料规格,参照工艺要求下料。
有半成品分件的要核对材料及尺寸,全部满足合焊图纸要求后再组焊。
4.2.3.校准:组焊前校准焊接所需工、量具及平台等。
4.2.4.自检、互检:所有焊接件先行点焊,点焊后都要进行自检、互检,大型、关键件可由检验员配合检验,发现问题须及时调整。
4.2.5.首件检验:在批量生产中,必须进行首件检查,合格后方能继续加工。
4.2.6.报检:工件焊接完成后及时报检,操作者需在图纸加工工艺卡片栏及施工作业计划上签字。
(外加工件附送货单及自检报告送检)。
5.工艺守则:.焊前准备5.1.1.施焊前焊缝区(坡口面、I型接头立面及焊缝两侧)母材表面20~30mm宽范围内的氧化物、油、垢锈等彻底清理干净,呈现均匀的金属光泽。
5.1.2.检查被焊件焊缝(坡口形式)的组对质量是否符合图纸要求,对保证焊接质量进行评估,如有疑义应向有关部门联系,以便采取相应工艺措施。
5.1.3. 按被焊件相应的焊接工艺要求领取焊接材料,并确认焊接牌号无误。
焊接工艺指导书
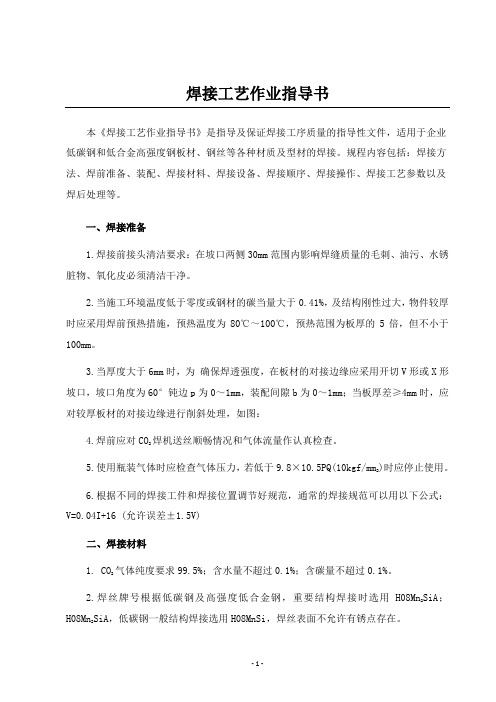
焊接工艺作业指导书本《焊接工艺作业指导书》是指导及保证焊接工序质量的指导性文件,适用于企业低碳钢和低合金高强度钢板材、钢丝等各种材质及型材的焊接。
规程内容包括:焊接方法、焊前准备、装配、焊接材料、焊接设备、焊接顺序、焊接操作、焊接工艺参数以及焊后处理等。
一、焊接准备1.焊接前接头清洁要求:在坡口两侧30mm范围内影响焊缝质量的毛刺、油污、水锈脏物、氧化皮必须清洁干净。
2.当施工环境温度低于零度或钢材的碳当量大于0.41%,及结构刚性过大,物件较厚时应采用焊前预热措施,预热温度为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。
3.当厚度大于6mm时,为确保焊透强度,在板材的对接边缘应采用开切V形或X形坡口,坡口角度为60°钝边p为0~1mm,装配间隙b为0~1mm;当板厚差≥4mm时,应对较厚板材的对接边缘进行削斜处理,如图:焊机送丝顺畅情况和气体流量作认真检查。
4.焊前应对CO25.使用瓶装气体时应检查气体压力,若低于9.8×10.5PQ(10kgf/mm)时应停止使用。
26.根据不同的焊接工件和焊接位置调节好规范,通常的焊接规范可以用以下公式:V=0.04I+16 (允许误差±1.5V)二、焊接材料气体纯度要求99.5%;含水量不超过0.1%;含碳量不超过0.1%。
1. CO22.焊丝牌号根据低碳钢及高强度低合金钢,重要结构焊接时选用H08MnSiA;2 SiA,低碳钢一般结构焊接选用H08MnSi,焊丝表面不允许有锈点存在。
H08Mn2三、焊接规范四、操作要点1.垂直或倾斜位置开坡口的接头必须从下向上焊接,对不开坡口的薄板对接和立角焊接采用向下焊接;平、横、仰对接接头可采用左向焊接法。
2.室外作业时在风速大于1m/s时,应采用放风措施。
3.必须根据被焊工件结构,选择合理的焊接顺序。
4.对接两端应设置尺寸合适的引弧和熄弧板。
5.应经常清理软管内的污物及喷咀的飞溅。
sb焊接工艺卡(工艺评定)
工程名称 产品编号 施焊部位
基本金属
焊 接 材 料
材质 规格 牌号 US-49 MF-33H
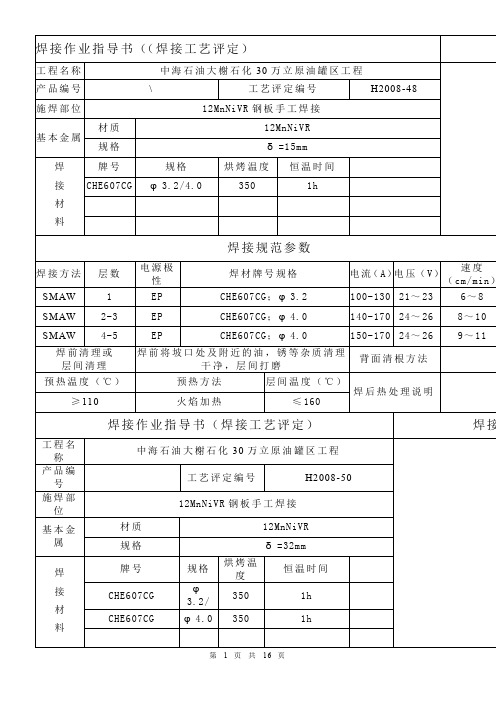
中海石油大榭石化 30 万立原油罐区工程
工艺评定编号
H2008-51
环缝
12MnNiVR/16MnR
δ =15/14mm
规 格 烘 烤 温 度( ℃ ) 恒 温 时 间
φ 3.2
12×150
350
1h
焊接规范参数
20×200
400
焊接规范参数
砂轮
焊接方 法
S M AW
层数 1、 2
电源极 性
EP
焊材牌号规格 CHE607CGφ 4.0
电流 ( A)
150-19 0
电 压 ( V) 22-28
第 2 页 共 16 页
S AW
3~ 5/6~ 8
EP
US-40/ MF-300
340-40 0
28-36
焊前清理或 层间清理
工艺评定编号
H2008-42
壁板纵缝
材质 规格 牌号 DWS-60G
规格 φ 1.6
12MnNiVR/12MnNiVR
δ =32mm
烘烤温度 恒温时
(℃)
间
焊接规范参数
工艺审核及检
焊接方 法
EGW
EGW
层数 1 2
电源极 性
DCEP
DCEP
焊材牌号 规格
DWS-60G φ 1.6
DWS-60G φ 1.6
工艺审核及检查
焊接方法 SAW SAW SAW
层数 1 2
3-4
电源极性 DCEP DCEP DCEP
焊材牌号规格 US-49/MF-33H US-49/MF-33H US-49/MF-33H
焊接作业指导书与焊接工艺
焊接作业指导书与焊接工艺焊接作业指导书1. 焊接作业前准备:- 确认焊接工件和焊接材料的材质和规格。
- 检查焊接设备,确保设备正常运行。
- 准备所需的焊接电极、焊丝、气体等。
2. 焊接工艺选择:- 根据焊接材料的性质和要求,选择适当的焊接工艺,如手工电弧焊、气体保护焊等。
3. 焊接工艺参数设定:- 根据焊接材料和焊接工艺的要求,设置适当的焊接电流、电压、焊接速度等参数。
4. 焊接准备:- 清洁焊接工件表面,去除油污、氧化物等。
- 对于较大的焊接工件,可以采用预热的方式,以提高焊接质量。
5. 焊接操作:- 按照焊接工艺要求,进行焊接操作。
- 控制焊接电流、电压等参数,保持焊接过程的稳定。
6. 焊接质量检查:- 检查焊缝的外观质量,如焊缝的形状、焊缝的完整性等。
- 进行焊缝的无损检测,如超声波检测、射线检测等。
7. 焊接后处理:- 对焊接工件进行清洁,去除焊渣、氧化物等。
- 进行必要的热处理,如回火处理、退火处理等。
焊接工艺1. 手工电弧焊:- 使用电弧焊机和焊条进行焊接。
- 适用于焊接较小的工件,焊接速度较慢。
2. 气体保护焊:- 使用气体保护焊机和焊丝进行焊接。
- 适用于焊接不锈钢、铝合金等材料,焊接速度较快。
3. 熔化极气体保护焊:- 使用熔化极焊机和焊丝进行焊接。
- 适用于焊接高强度钢、合金钢等材料,焊接速度较快。
4. 焊接自动化:- 使用机器人进行焊接操作。
- 适用于大批量焊接,提高生产效率和焊接质量。
5. 激光焊接:- 使用激光进行焊接。
- 适用于焊接高精度、高要求的工件,焊接速度较快。
6. 电阻焊接:- 使用电流通过工件产生热量进行焊接。
- 适用于焊接导电性好的材料,焊接速度较快。
注意事项:- 在进行焊接作业时,要注意个人安全,佩戴防护眼镜、手套等。
- 确保焊接设备的接地良好,避免电击事故的发生。
- 控制焊接参数,避免焊接过程中产生过高的温度,导致焊接材料变形或熔化。
- 进行焊接后的质量检查,确保焊接质量符合要求。
2024年度焊接作业指导书

对于密闭空间或有限空 间的焊接作业,应采取 相应的安全措施,如使 用呼吸器、设置警戒区
域等。
现场应配备足够的消防 器材和急救设备,确保 在紧急情况下能够及时
应对。
2024/3/24
13
个人防护装备佩戴要求
2024/3/24
01 操作人员必须佩戴合适的防护眼镜或面罩,防止 飞溅物伤害眼睛或面部。
02 根据焊接工艺和现场环境,选择合适的防护服、 手套、鞋靴等个人防护装备。
2024/3/24
19
焊缝成型不良原因分析及处理措施
原因分析
焊接参数设置不当,如电流、电压、焊接速度等 。
焊枪角度或位置不正确,导致熔池形状不佳。
2024/3/24
20
焊缝成型不良原因分析及处理措施
• 母材表面处理不良,存在油污、锈蚀等问 题。
2024/3/24
21
焊缝成型不良原因分析及处理措施
钎焊
采用比母材熔点低的金属材料作钎料 ,将焊件和钎料加热到高于钎料熔点 、低于母材熔点的温度,利用液态钎 料润湿母材,填充接头间隙并与母材 相互扩散实现连接焊件的方法。具有 变形小、接头光滑美观等特点。常见 的钎焊方法有火焰钎焊、感应钎焊和 炉中钎焊等。
2024/3/24
6
02
焊接材料选用与准备
2024/3/24
28
行业发展趋势预测和新技术应用前景
智能化焊接技术 随着人工智能和机器学习技术的 发展,智能化焊接技术将进一步 提高焊接效率和质量,降低人工 成本和失误率。
远程监控与故障诊断技术 借助互联网和物联网技术,实现 远程监控和故障诊断,提高焊接 设备的运行稳定性和维护便捷性 。
2024/3/24
绿色环保焊接技术 环保意识的提高将推动绿色环保 焊接技术的发展,如无铅焊接、 低烟尘焊接等,以减少对环境的 影响。
焊接作业指导书完整版
焊接作业指导书一、焊前准备规定1、检查焊接电流:在等速送丝下使用平硬特性直流电源,极性采用直流反接。
2、检查送丝系统:推丝式送丝机构要求送丝软管不宜过长(2~4m之间),确保送丝无阻。
3、检查焊枪:检查导电咀是否磨损,若超标则更换。
出气孔是否出气通畅。
4、检查供气系统:预热器、干燥器、减压器及流量计是否工作正常,电磁气阀是否灵活可靠。
5、检查焊材:检查焊丝,确保外表光洁,无锈迹、油污和磨损。
检查CO2气体纯度(应大于99.5%,含水量和含氮量均不超过0.1%),压力降至0.98Mpa时,禁止使用。
6、检查施焊环境:确保施焊周围风速小于 2.0m/s。
7、清理工件表面:焊前清除焊缝两侧100mm以内的油、污、水、锈等,重要部位要求直至露出金属光泽。
8、检查焊接工艺指导书(或焊接工艺卡)是否与实际施条件相符,严格按工艺指导书调节施焊焊接规范。
二、施焊操作规定1、根据CO2气体保护半自动焊根据焊枪不同依说明书操作。
2、引弧采用直接短路法接触引弧,引弧前使焊丝端头与焊件保持2~3mm的距离,若焊丝头呈球状则去掉。
3、施焊过程中灵活掌握焊接速度,防止未焊透、气孔、咬边等缺陷。
4、熄弧时禁止突然切断电源,在弧坑处必需稍作停留待填满弧坑后收弧以防止裂纹和气孔。
5、焊缝接头连接采用退焊法。
6、尺量采用左焊法施焊。
7、摆动与不摆动参照工艺指导书或根据焊件厚度及材质热输入要求定。
8、对T型接头平角焊,应使电弧偏向厚板一侧,正确调整焊枪角度以防止咬边、未焊透、焊缝下垂并保持焊角尺寸。
9、严格按工艺指导书要求正确选择焊接顺序,减小焊接变形和焊后残余应力。
10、焊后关闭设备电源,用钢丝刷清理焊缝表面,目测或用放大镜观察焊缝表面是否有气孔、裂纹、咬边等缺陷,用焊缝量尺测量焊缝外观成形尺寸。
三、焊接参数规范规定1、焊接工艺参数控制:在焊接工艺指导书下的重要焊缝必需严格按工艺卡所示参数施焊。
对未明确指定工艺参数的焊缝施焊时按如下要求施焊:2、焊丝直径:根据焊件厚度、焊接位置及生产进度要求综合考虑。
焊接工艺指导书
焊接工艺作业指导书一、一般规定:(1)焊条必须有出厂证明书或试验报告,一般Q235的钢材用T42焊条,其他结构钢所用焊条规格应根据图纸要求采用。
(2)焊工必须经过考试合格,并持有特种作业操作证,方可上岗。
(3)在雨雪大风天,禁止露天作业(微风可用挡风板),温度低于-10℃,钢材厚度在30mm以上时,则必须把焊缝处的钢材预热至100~120℃再进行焊接。
(4)焊接工作应在拼装检查合格后进行,焊接前必须将焊接处的铁锈、油污、积水、积雪、冰快、泥土等加以清除后方可进行。
二、焊接前准备工作:(1)正确识图。
焊接前必须弄清图纸中的焊缝规格、要求及施焊范围。
(2)材料的准备。
母材的质量必须符合设计图纸要求,根据材质是否需要预热。
焊条必须要适合母材性质,低氢型焊条经烘干后放入焊条保温箱内,随用随取。
(3)焊接接头装配质量和检查。
装配时应对坡口和焊接接头部位的精度进行检查,坡口过于狭窄,可能产生未焊透;坡口过宽,则焊件易变形。
结构在装配时还应检查装配间隙,是否符合图纸要求。
不合格时,采取措施进行补救和修正。
对接头装配间隙过大时,绝对不允许采用填充金属的错误方法进行修补。
(4)清理工作。
接头表面上的锈、水分、油、涂料、轧制氧化皮等;在焊接时容易引起气泡等缺陷,必须清理干净。
在多层焊接时,必须使用钢丝刷等工具将每一层焊件的焊渣清理干净。
三、焊接:(1)施焊前调整焊机电流,使之与焊接材质相适宜。
(2)焊接构架时,应正组正焊及先焊断面,为能提高质量和劳动效率,尽量变立缝或横缝为平缝。
(3)焊接程序应对称,焊缝长度超过300mm时倒退焊接方法,而多层焊接每次的焊接方向,应交错进行,以减少结构的变形。
(4)对接和T型接头要求焊透的组合焊缝,多采用手弧焊或手弧焊,自动焊盖时,及时应进行清根。
(5)对接接头、T型接头,十字接头等对接焊缝及组合焊缝应在焊缝两端设置引弧和引出板,其材料和坡口形势应与焊件相同,弧和引出板的焊缝长度,埋弧焊应大于50mm,手弧焊,气体保护焊应大于30mm焊接完毕应采用气割切除引弧和引出板,不得用锤击落,不得在焊道以外的母材表面引弧,熄弧。
焊接工艺卡模板

气体保护焊MIG/TIG
焊条/规格
烘干温度/时间
焊丝/规格
焊剂
烘干温度/时间
焊丝/规格
保护气体
混合比
Q345R+Q345R
J507/Φ4.0
350/1
H10Mn2/Φ4.0
HJ431
250/2
ER50-6/Φ2.4
Ar
≥99.9%
20+20
/
/
/
/
/
ER50-6/Φ2.4
Ar
≥99.9%
图号
LDR0.05-1.0-00
接头名称
B类接头
2、点焊定位,焊点长15~20mm。
接头编号
B1、B2(封头+筒体)
3、检查定位焊缝质量。
焊接工艺评定
报告编号
PQR1505、PQR1506
4、按顺序施焊。
5、焊缝外观检查。
焊工持证项目
SAW-1G(K)-07/09/19
SMAW-FeⅡ-2G-12-FeF3J
/
B3、B4
20150904-3
PQR1501
GTAW-FeII-6G-12/60-FefS-02/11/12
PT-100%
I级合格
B1、B2
20150904-2
PQR1505
PQR1506
SAW-1G(K)-07/09/19
SMAW-FeⅡ-2G-12-FeF3J
GTAW-FeII-6G-12/60-FefS-02/11/12
500~550
35~38
40~50
≤31.4
钨极直径mm
——
HJ431
8~40目
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
H08MnSiA(Φ2.5)
焊剂
/
2
每层焊道之间要进行清渣、打磨,若有明显缺陷应清除再施焊下一层.
焊条烘烤温度
350℃~400℃
3
盖面完成后,要清除焊缝表面飞溅、毛刺,并按规定打上焊工钢印代号.
焊条烘烤时间
2h
清根手段
预热温度
焊缝尺寸标准
预热保温方法
GB50236-2011
层间温度
焊后热处理
焊接规范参数
焊丝
H08MnSiA(Φ2.5)
焊剂
/
2
每层焊道之间要进行清渣、打磨,若有明显缺陷应清除再施焊下一层.
焊条烘烤温度
350℃~400℃
3
盖面完成后,要清除焊缝表面飞溅、毛刺,并按规定打上焊工钢印代号.
焊条烘烤时间
2h
清根手段
预热温度
焊缝尺寸标准
预热保温方法
GB50236-2011
层间温度
焊后热处理
焊接规范参数
焊接方法
层数
电流A
电压V
速度mm/s
焊条直径(mm)
焊丝直径(mm)
喷嘴直径(mm)
钨极直径(mm)
氩气流量(升/分)
电源种类
极性
工艺说明
本工艺根据工程技术要求,制定适用于工程上钢管与钢管间的焊缝焊接.
氩弧焊
打底
80~90
14~16
Φ2.5
Φ10
Φ2.5
8~12
直流
正极
手弧焊
2
80~90
20~23
Φ3.2
直流
反极
编制
审核
焊接工艺卡
编号
13P-06
建设
单位
茂名建筑集团工业设备安装有限公司
工程名称
东莞虎门港海湾石油仓储码头有限公司石化仓储工程
工艺评定编号
G10-TS-03
焊丝
H08MnSiA(Φ2.5)
焊剂
/
2
每层焊道之间要进行清渣、打磨,若有明显缺陷应清除再施焊下一层.
焊条烘烤温度
350℃~400℃
3
盖面完成后,要清除焊缝表面飞溅、毛刺,并按规定打上焊工钢印代号.
焊条烘烤时间
2h
清根手段
预热温度
焊缝尺寸标准
预热保温方法
GB50236-2011
层间温度
焊后热处理
焊接规范参数
焊接工艺卡
编号
13P-01
建设
单位
茂名建筑集团工业设备安装有限公司
工程名称
东莞虎门港海湾石油仓储码头有限公司石化仓储工程
工艺评定编号
G10-TS-03
母材
20#、Φ273*6.5
结点图
焊接顺序图
序号
施焊要求
备注
焊接材料
焊条
J427(Φ3.2)
见左图
1
施焊前认真按工艺要求检查焊口尺寸,并仔细清理管道焊口及附近20mm内的油、锈、氧化皮等杂质.
焊接方法
层数
电流A
电压V
速度mm/s
焊条直径(mm)
焊丝直径(mm)
喷嘴直径(mm)
钨极直径(mm)
氩气流量(升/分)
电源种类
极性
工艺说明
本工艺根据工程技术要求,制定适用于工程上钢管与钢管间的焊缝焊接.
氩弧焊
打底
80~90
14~16
Φ2.5
Φ10
Φ2.5
8~12
直流
正极
手弧焊
2
80~90
20~23
Φ3.2
直流
反极
编制
审核
焊接工艺卡
编号
13P-03
建设
单位
茂名建筑集团工业设备安装有限公司
工程名称
东莞虎门港海湾石油仓储码头有限公司石化仓储工程
工艺评定编号
G10-TS-03
母材
20#、Φ168*5.5
结点图
焊接顺序图
序号
施焊要求
ห้องสมุดไป่ตู้备注
焊接材料
焊条
J427(Φ3.2))
见左图
1
施焊前认真按工艺要求检查焊口尺寸,并仔细清理管道焊口及附近20mm内的油、锈、氧化皮等杂质.
直流
反极
编制
审核
焊接工艺卡
编号
13P-04
建设
单位
茂名建筑集团工业设备安装有限公司
工程名称
东莞虎门港海湾石油仓储码头有限公司石化仓储工程
工艺评定编号
G10-TS-03
母材
20#、Φ114*5.0
结点图
焊接顺序图
序号
施焊要求
备注
焊接材料
焊条
J427(Φ3.2))
见左图
1
施焊前认真按工艺要求检查焊口尺寸,并仔细清理管道焊口及附近20mm内的油、锈、氧化皮等杂质.
焊丝
H08MnSiA(Φ2.5)
焊剂
/
2
每层焊道之间要进行清渣、打磨,若有明显缺陷应清除再施焊下一层.
焊条烘烤温度
350℃~400℃
3
盖面完成后,要清除焊缝表面飞溅、毛刺,并按规定打上焊工钢印代号.
焊条烘烤时间
2h
清根手段
预热温度
焊缝尺寸标准
预热保温方法
GB50236-2011
层间温度
焊后热处理
焊接规范参数
焊丝
H08MnSiA(Φ2.5)
焊剂
/
2
每层焊道之间要进行清渣、打磨,若有明显缺陷应清除再施焊下一层.
焊条烘烤温度
350℃~400℃
3
盖面完成后,要清除焊缝表面飞溅、毛刺,并按规定打上焊工钢印代号.
焊条烘烤时间
2h
清根手段
预热温度
焊缝尺寸标准
预热保温方法
GB50236-2011
层间温度
焊后热处理
焊接规范参数
焊接方法
层数
电流A
电压V
速度mm/s
焊条直径(mm)
焊丝直径(mm)
喷嘴直径(mm)
钨极直径(mm)
氩气流量(升/分)
电源种类
极性
工艺说明
本工艺根据工程技术要求,制定适用于工程上钢管与钢管间的焊缝焊接.
氩弧焊
打底
80~90
14~16
Φ2.5
Φ10
Φ2.5
8~12
直流
正极
手弧焊
2
80~90
20~23
Φ3.2
直流
反极
编制
审核
焊接工艺卡
编号
13P-05
建设
单位
茂名建筑集团工业设备安装有限公司
工程名称
东莞虎门港海湾石油仓储码头有限公司石化仓储工程
工艺评定编号
G10-TS-03
母材
20#、Φ89*4.5
结点图
焊接顺序图
序号
施焊要求
备注
焊接材料
焊条
J427(Φ3.2))
见左图
1
施焊前认真按工艺要求检查焊口尺寸,并仔细清理管道焊口及附近20mm内的油、锈、氧化皮等杂质.
直流
反极
编制
审核
焊接工艺卡
编号
13P-02
建设
单位
茂名建筑集团工业设备安装有限公司
工程名称
东莞虎门港海湾石油仓储码头有限公司石化仓储工程
工艺评定编号
G10-TS-03
母材
20#、Φ219*6.5
结点图
焊接顺序图
序号
施焊要求
备注
焊接材料
焊条
J427(Φ3.2))
见左图
1
施焊前认真按工艺要求检查焊口尺寸,并仔细清理管道焊口及附近20mm内的油、锈、氧化皮等杂质.
焊接方法
层数
电流A
电压V
速度mm/s
焊条直径(mm)
焊丝直径(mm)
喷嘴直径(mm)
钨极直径(mm)
氩气流量(升/分)
电源种类
极性
工艺说明
本工艺根据工程技术要求,制定适用于工程上钢管与钢管间的焊缝焊接.
氩弧焊
打底
80~90
14~16
Φ2.5
Φ10
Φ2.5
8~12
直流
正极
手弧焊
2
80~90
20~23
Φ3.2
焊接方法
层数
电流A
电压V
速度mm/s
焊条直径(mm)
焊丝直径(mm)
喷嘴直径(mm)
钨极直径(mm)
氩气流量(升/分)
电源种类
极性
工艺说明
本工艺根据工程技术要求,制定适用于工程上钢管与钢管间的焊缝焊接.
氩弧焊
打底
80~90
14~16
Φ2.5
Φ10
Φ2.5
8~12
直流
正极
手弧焊
2
80~90
20~23
Φ3.2