20CrMnTi钢渗碳层深度和表层碳浓度分布的数值模拟
由20CrMnMo谈渗碳件表面碳含量如何控制?

由20CrMnMo谈渗碳件表面碳含量如何控制?不锈钢管重量在线计算公式。
渗碳件表面碳含量及其分布梯度对渗碳层的性能有重要影响。
表面碳含量过高、过低或表面脱碳等都将对渗碳件表面强化效果产生不良影响。
我公司生产的某种渗碳件工艺方法为渗碳→炉内风冷→机械加工→加热淬火→清洗→回火→磨削,渗碳后重新加热淬火过程中使工件表面发生轻微脱碳,再采用磨削的方法去除脱碳层,同时修正淬火过程中发生的畸变,可以有效提高产品尺寸精度。
本文结合我公司生产实际,对渗碳件的表面碳含量分布情况进行检测分析,确定脱碳层深度并验证磨削加工余量的合理性。
1.试验方案渗碳件材质20CrMnMo,表面碳浓度要求0.75%~0.95%,渗碳有效硬化层深度1.8~2.4mm,表面硬度56~62HRC。
由于渗碳件的形状结构不便于表面碳的检测,使用随炉试样进行代表性检测。
随炉试样规格φ25mm×50mm,材质20CrMnMo,数量6个。
渗碳设备为易普森多用炉生产线TQF-27-ERM。
(1)渗碳。
随炉试棒标识1-6号,随工件渗碳后炉内风冷,渗碳工艺曲线见图1。
图1渗碳风冷工艺曲线(2)二次淬火。
渗碳风冷后4~6号试棒随工件重新加热淬火,气氛碳势设置为0.18%,加热至840℃±10℃保温1h,好富顿K油淬火。
(3)试样制备。
试棒从端部线切割制取φ25mm×10mm表面碳试样,并标记检测面及标号1~6。
(4)表面碳检测。
①清洁表面碳试样。
②用千分尺测量试样原始长度并记录。
③平面磨削量0.1mm,测量长度并记录。
④直读光谱仪检测表面碳含量并记录。
⑤每磨削0.1mm测定长度及碳含量一次。
(5)有效硬化层深度检测。
对4~6号试棒采用维氏硬度计检测硬化层深度。
(6)渗碳件实物剖检。
对渗碳件进行实物剖检硬化层深度及金相分析。
2.试验结果及分析共对6个试样进行了8次磨削及表面碳含量的检测。
各试棒的单次磨削量、累计磨削量及相应的表面碳含量记录见表1、表2。
20CrMnTi渗碳钢和40Cr对比
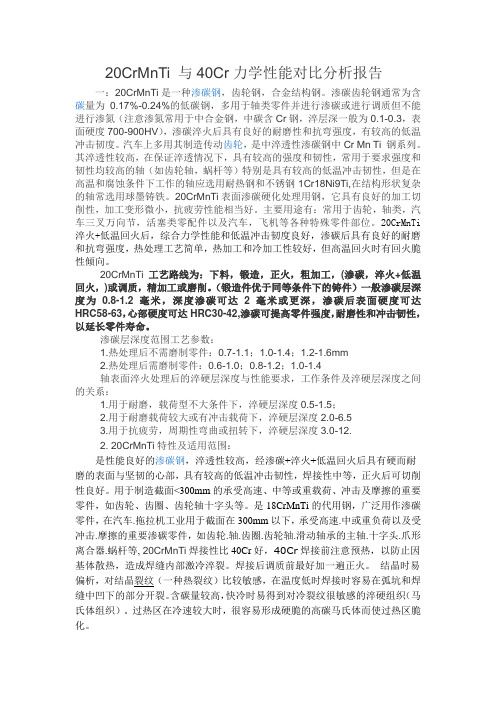
20CrMnTi 与40Cr力学性能对比分析报告一:20CrMnTi是一种渗碳钢,齿轮钢,合金结构钢。
渗碳齿轮钢通常为含碳量为0.17%-0.24%的低碳钢,多用于轴类零件并进行渗碳或进行调质但不能进行渗氮(注意渗氮常用于中合金钢,中碳含Cr钢,淬层深一般为0.1-0.3,表面硬度700-900HV),渗碳淬火后具有良好的耐磨性和抗弯强度,有较高的低温冲击韧度。
汽车上多用其制造传动齿轮,是中淬透性渗碳钢中Cr Mn Ti 钢系列。
其淬透性较高,在保证淬透情况下,具有较高的强度和韧性,常用于要求强度和韧性均较高的轴(如齿轮轴,蜗杆等)特别是具有较高的低温冲击韧性,但是在高温和腐蚀条件下工作的轴应选用耐热钢和不锈钢1Cr18Ni9Ti,在结构形状复杂的轴常选用球墨铸铁。
20CrMnTi表面渗碳硬化处理用钢,它具有良好的加工切削性,加工变形微小,抗疲劳性能相当好。
主要用途有:常用于齿轮,轴类,汽车三叉万向节,活塞类零配件以及汽车,飞机等各种特殊零件部位。
20CrMnTi 淬火+低温回火后,综合力学性能和低温冲击韧度良好,渗碳后具有良好的耐磨和抗弯强度,热处理工艺简单,热加工和冷加工性较好,但高温回火时有回火脆性倾向。
20CrMnTi工艺路线为:下料,锻造,正火,粗加工,(渗碳,淬火+低温回火,)或调质,精加工或磨削。
(锻造件优于同等条件下的铸件)一般渗碳层深度为0.8-1.2毫米,深度渗碳可达2毫米或更深,渗碳后表面硬度可达HRC58-63,心部硬度可达HRC30-42,渗碳可提高零件强度,耐磨性和冲击韧性,以延长零件寿命。
渗碳层深度范围工艺参数:1.热处理后不需磨制零件:0.7-1.1;1.0-1.4;1.2-1.6mm2.热处理后需磨制零件:0.6-1.0;0.8-1.2;1.0-1.4轴表面淬火处理后的淬硬层深度与性能要求,工作条件及淬硬层深度之间的关系:1.用于耐磨,载荷型不大条件下,淬硬层深度0.5-1.5;2.用于耐磨载荷较大或有冲击载荷下,淬硬层深度2.0-6.53.用于抗疲劳,周期性弯曲或扭转下,淬硬层深度3.0-12.2. 20CrMnTi特性及适用范围:是性能良好的渗碳钢,淬透性较高,经渗碳+淬火+低温回火后具有硬而耐磨的表面与坚韧的心部,具有较高的低温冲击韧性,焊接性中等,正火后可切削性良好。
气体渗碳过程数学模型及数值模拟
1.5 不同类型气体渗碳同一位置 C 浓度随时间分布图
图示为 950℃下 20#钢在 3 种气体渗碳条件下距表面 0.2mm 处 C 浓度随时间分布 图
图示为 20#钢在 3 种气体渗碳条件下距表面 0.2mm 处 C 浓度随时间变化图,从图 中可看出距表面一定距离处的 C 浓度随时间变换率由快变慢,当 C 浓度趋于 Cp 时,变化十分缓慢。不加稀土时, 【煤油+甲醇】条件下的渗碳速度低于【吸热气 氛+丙烷】 ,加入稀土后,其渗碳速度大于【吸热气氛+丙烷】 。稀土的加入加快了 C 的扩散。
(2) 不同温度离子渗碳一定时间碳浓度分布
从图中可看出:渗碳相同时间,温度越高,渗碳层的厚度越大,表面 C 浓度 Cs 越大,各位置的 C 浓度也越高。 通过此次气体渗碳和离子渗碳过程的分析和数值模拟, 对各种渗碳类型进行分析 比较,加深了对渗碳过程及稀土化学热处理的了解。
与气体渗碳不同,因界面传递系数无穷 大,表面碳浓度快速气氛平衡。即 C(0,τ )=Cp=1.30,所以图中各曲线均始于同一点。
2.2 离子渗碳时距表面不同距离 C 浓度随时间变化情况:
由图可知,越靠近表面 C 浓度增速越大,但增速是是由快变慢,当 C 浓度快达到 Cp 时,C 浓度随时间变化便不明显。
气体渗碳过程数学模型及数值模拟
气体渗碳过程数学模型及数值模拟
前言:传统的气体渗碳工艺温度高,加热保温时间长,工件渗碳后变形大,而稀 土渗碳则有着很大的优点, 成为一种发展趋势。稀土元素加速渗碳过程的主要原 因是增加了碳在奥氏体中的扩散系数 D,同时提高了碳的界面传递系数 β ,达到 同样渗碳层深度,渗速可提高 15%~20%。通过对 20#钢进行常规气体渗碳和稀 土渗碳过程的模拟仿真, 进行分析比较。加深对气体渗碳过程及稀土化学热处理 的了解。 以下气体渗碳和离子渗碳模拟中均假定 D 与 C 无关。(实际过程 D=f(C))
哈工大传输原理课程论文(渗碳过程浓度场分布数值模拟)
渗碳过程碳浓度分布数值模拟摘要:本文在气体渗碳与离子渗碳方面对渗碳过程碳浓度分布做了主要研究。
基于菲克第一定律与菲克第二定律建立数学模型,分析了碳浓度分布与时间温度及距表面距离之间的关系。
关键词:气体渗碳 离子渗碳 渗层碳浓度分布 数值分析一、 问题的提出1、 对于渗碳过程碳浓度的分布,首先有如下假设 (1)20号钢制成半无限大的平表面;(2)零件内部温度均匀一致,且不随时间变化; (3)碳的扩散系数不随浓度变化; (4)环境中碳势不随时间变化;2、基于以上假设,我们分别对气体渗碳与离子渗碳研究以下几个方面: (1)气体渗碳a 相同温度下,不同时间,碳浓度分布随距表面距离的变化;b 相同温度下,距表面距离不同,碳浓度分布随时间的变化;c 相同时间,不同温度下,碳浓度分布随距表面距离的变化;d 相同温度,相同时间,不同传递系数,碳浓度分布随距表面距离的变化; (2)离子渗碳a 相同温度下,不同时间,碳浓度分布随距表面距离的变化;b 相同温度下,距表面距离不同,碳浓度分布随时间的变化;c 相同时间,不同温度下,碳浓度分布随距表面距离的变化;二、 建立数学模型碳原子在20号钢中扩散遵循菲克第二定律,即碳浓度分布满足方程:c ()c D x x τ∂∂∂=∂∂∂D 与C 无关,方程变为:22c c D x τ∂∂=∂∂1)气体渗碳时:初始条件:(,0)c x c =边界条件:()p x cDc c xβ=∂-=-∂方程的解析解:200(,)()exp()p x c x c c c erfc erfc D ββττ⎧⎫+⎪⎪=+--⎨⎬⎪⎪⎩⎭ (1)式中:C(x,τ)—碳浓度的质量分数(%);β—碳原子的界面传递系数(mm/h );D —碳的扩散系数(mm 2·h -1);τ—渗碳时间(h );x —据表面的距离(mm ); c 0—工件原始碳浓度(%);2)离子渗碳时: 即:初始条件:(,0)c x c =边界条件:(0,)s pc c c τ==方程的解析解:00(,)()p c x c c c erfc τ=+- (2)式中:C(x,τ)碳浓度的质量分数(%); D —碳的扩散系数(mm 2·h -1);τ—渗碳时间(h );x —据表面的距离(mm );c 0——工件原始碳浓度(%); c s ——工件表面碳浓度(%);三、基于所提出的问题,编程生成图像,对图像进行分析简化模型,假设C p 与T 呈线性关系,图形如下所示:程序如下:L1 = '0.77*a + b = 727';L2 = '2.11*a + b = 1148';g = solve(L1, L2);x = 0:0.01:5;y = g.a*x + g.b;plot(x, y);axis([0.77, 2.11, 727, 1148]);xlabel('w(C)%');ylabel('温度/℃');grid on拟合方程为:T = 314.1791*Cp+ 485.08201、气体渗碳a 相同温度下,不同时间,碳浓度分布随距表面距离的变化:对于材料20号钢,其渗碳过程温度为950℃,C0=0.20%,Cp=1.30%;碳的扩散系数D=D0exp(—Q/RT),其中D=0.162cm2/s,Q=137800J/mol,则D=6.3*10-8;碳的传递系数ß=3.969exp(—120830/RT)cm/s,则B=9.5*10-6 cm/s。
20CrMnTi热处理工艺-
20CrMnTi 齿轮钢的热处理工艺1.前言1.120CrMnTi钢概述20CrMnTi是低碳合金钢,该钢具有较高的机械性能,零件表面渗碳0.7-1.1mm。
在渗碳淬火低温回火后,表面硬度为58-62HRC,心部硬度为30-45HRC。
20CrMnTi 的工艺性能较好,锻造后以正火来改善其切削加工性。
此外,20CrMnTi 还具有较好的淬透性,由于合金元素钛的影响,对过热不敏感,故在渗碳后可直接降温淬火。
且渗碳速度较快,过渡层较均匀,渗碳淬火后变形小。
适合于制造承受高速中载及冲击、摩擦的重要零件,因此根据齿轮的工作条件选用20CrMnTi 钢是比较合适的。
经过910-940℃渗碳,870℃淬火,180-200℃回火后机械性能的抗拉强度≥1100Mpa、屈服强度≥850Mpa、延伸率≥10%、断面收缩率≥45%,冲击韧性≥680,硬度为58-62HRC。
20CrMnTi合金成分表1.1C Si Mn Cr S P Ni Cu Ti0.17~0.230.17~0.370.80~1.10 1.00~1.30≤0.035≤0.035≤0.030≤0.0300.04~0.101.220CrMnTi泵体齿轮的的工艺流程:1.320CrMnTi钢常见的热处理工艺表1.2 20CrMnTi钢常见的热处理工艺表热处理工艺工艺参数硬度要求工艺特点完全退火加热860~880℃,保温,炉冷≤217HBS消除残余应力,降低硬度正火加热920~950℃,保温,空冷156~207HBS加热温度在Ac3825℃线之上,细化晶粒,消除组织缺陷,以获得珠光体+少量铁素体组织淬火加热860~900℃,保温,油冷48~54HRC淬火温度高,淬透性中等,变形较大, 硬度不高,耐磨性差回火加热500~650℃,保温2h,油冷30~36HRC回火索氏体组织下料锻造正火清洗淬火回火加工渗碳包装清洗检验气体渗碳加热900~920℃,以0.15~0.2mm/h 计保温时间加热温度不超过920℃,以避免晶粒长大渗碳后淬火与回火淬火:加热820~850℃,保温后油冷 60~63HRC 心部保持良好韧性的同时,表层获得高的强度、硬度、耐磨性与耐蚀性回火:加热180~200℃,保温2h ,空冷表:56~62HRC心:35~40HRC气体碳氮共渗共渗温度840~860℃,出炉油冷 60~65HRC 心部保持良好韧性的同时,表层获得高的强度、硬度、耐磨性与耐蚀性回火温度160~180℃,出炉空冷表:58~62HRC心:35~40HRC固体渗硼渗硼温度900℃,保温4h ,油冷(渗硼剂:85%SiC+10%B4C+5%KBF4 。
20钢铁材料渗层深度测定及组织检验.doc

第四节钢铁材料渗层深度测定及组织检验一、渗碳层检测钢的渗碳层检测包括渗碳层深度测定和渗碳层组织检验。
渗碳层深度检测方法有金相法、硬度法、断口法、剥层化学分析法,其中硬度法是仲裁方法。
(一)金相法一般来说,以过共析层+共析层+(1/2)亚共析过渡层之和作为总渗碳层深度,常用于碳钢;以过共析层+共析层+亚共析过渡层之和作为总渗碳层深度,常用于合金渗碳钢。
以上两种试样应为退火状态。
(二)硬度法硬度法是从试样边缘起测量显微硬度分布的方法。
执行标准为GB/T9450-2005《钢件渗碳淬火有效硬化层深度的测定与校核》和GB/T9451-2005《钢件薄表面总硬化层深度或有效硬化层深度的测定》。
被检测试样应在渗碳、淬火后采用维氏硬度试验方法进行,淬硬层深度是指从零件表面到维氏硬度值为550HV1处的垂直距离。
渗碳层的深度就是渗碳淬火硬化层深度,用CHD表示,单位为mm,如CHD=0.8mm;测定维氏硬度时试验力为1kg(9.807N);硬度测试应在最终热处理后的试样横截面上进行。
测试时,一般宽度在1.5mm的范围内,垂直于渗碳层表面沿着两条平行线呈之字形打压痕,在一条直线上两相邻压痕的距离S不小于压痕对角线的2.5倍,两条直线上相错位的压痕间距不应超过0.1mm。
测量压痕中心至试样表面的距离精度应在±0.25μm的范围内,每个压痕对角线的测量精度应在±0.5μm以内。
在适当条件下,可使用HV0.1至HV1的试验力进行试验,并在足够的放大倍数下测量压痕。
测试时至少应在两条硬化线上进行,并绘制出每条线的硬度分布曲线(硬度值为纵坐标,至表面的距离为横坐标),用图解法分别确定硬度值为550HV处至表面的距离,如果两数值的差≤0.1mm,则取二者的平均值作为淬硬层深度,否则应重复试验。
上述方法适用于渗碳和碳氮共渗淬火硬化层,距表面3倍于硬化层深度处硬度值小于450HV且硬化层深度大于0.3mm的零件。
20CrMnTi钢表面稀土硼碳共渗层组织及性能

2021年 第1期 热加工7320CrMnTi 钢表面稀土硼碳共渗层组织及性能白公民瓦房店轴承集团有限公司技工学校 辽宁瓦房店 116300摘要:采用固体粉末包埋方法在20CrMnTi 钢表面制备了稀土镧硼碳共渗层,利用光学显微镜、显微硬度计和X 射线衍射仪研究了共渗温度和稀土镧含量对渗层组织及性能的影响。
结果表明:温度和稀土含量对渗层组织及性能影响显著,稀土含量(质量分数)为0时,随着温度的增加,显微硬度先增加、后减小,850℃时显微硬度最大。
850℃下,随着稀土含量的增加,显微硬度先增加、后减小,稀土含量5%时最大。
试验中当温度850℃、时间8h 、稀土含量5% La 2O 3时共渗层中渗硼组织致密,渗碳层组织细小,渗层硬度较高。
关键词:20CrMnTi 钢;硼碳共渗;氧化镧;显微组织1 序言20C r Mn Ti 钢作为一种低合金钢,常用于制造承受高速重载及耐冲击耐磨齿轮及轴类等零件。
为了满足零件外硬内韧的使用性能要求,需要对20CrMnTi 钢进行渗碳、渗硼等表面强化处理。
渗碳是20CrMnTi 钢常用的表面处理方法,但是渗碳层硬度有限,且渗碳后进行磨削加工会降低齿轮的弯曲疲劳强度[1]。
渗硼因其渗层具有较高的硬度(Fe 2B 相:1290~1680HV ;FeB 相:1890~2340HV )、良好的耐磨性能,尤其是其抗磨粒磨损性能优于渗碳和渗氮层,高的热硬性和抗高温氧化性能及较高的耐蚀性能,因此其广泛应用于各种耐磨件表面处理[2]。
研究表明,同单一渗碳齿轮相比,碳硼复合渗齿轮具有较高的接触疲劳强度及良好的抗擦伤、抗胶合能力[3]。
在保证渗碳层、渗硼层质量和深度的前提下,如果碳硼共渗层能承受足够的弯曲疲劳应力,则可以满足重载齿轮高性能要求。
但是先渗碳、后渗硼的两步表面处理工艺容易引起零件的变形,故研究人员开始采用碳硼共渗处理方法[4]。
稀土元素在钢中应用广泛。
例如,高碳合金钢中添加稀土La 能改善其高温抗氧化能力[5]。
20crmnti渗碳碳势

20CrMnTi是一种低合金高强度结构钢,主要用于制造机械零件和机械传动零件。
渗碳是一种提高钢材表面硬度和耐磨性的方法,可以通过在钢材表面加入一定的碳元素来达到这个目的。
本文将介绍20CrMnTi渗碳碳势相关知识。
一、渗碳的作用渗碳是一种提高钢材表面硬度和耐磨性的方法,它可以使钢材表面形成一层高碳化合物层,从而提高钢材表面的硬度和耐磨性。
此外,渗碳还可以改善钢材的疲劳性能和抗拉强度,并且可以提高钢材的耐腐蚀性能。
二、20CrMnTi的特点20CrMnTi是一种低合金高强度结构钢,具有高强度、良好的韧性和可焊性等特点。
其化学成分为:C:0.17-0.23,Si:0.17-0.37,Mn:1.20-1.60,Cr:1.00-1.30,Ti:0.07-0.12。
该钢材硬度较高,但耐磨性较差,因此需要进行渗碳处理以提高其耐磨性。
三、渗碳碳势的定义渗碳碳势是指在一定温度下,在一定时间内,钢材表面碳元素的浓度与其在深度方向上的分布关系。
渗碳碳势是渗碳工艺参数中的一个重要参数,它对渗碳层的厚度和硬度等性能有着重要影响。
四、20CrMnTi渗碳碳势的控制方法1.温度控制渗碳温度是影响渗碳碳势的重要因素之一。
一般来说,渗碳温度越高,渗碳层的碳化程度越深,渗碳层的硬度也会相应增加。
但是当渗碳温度过高时,会导致钢材表面的脆性增加,从而影响钢材的使用寿命。
因此,在进行20CrMnTi渗碳处理时,要根据具体情况控制温度,一般控制在850-950℃之间。
2.渗碳时间控制渗碳时间也是影响渗碳碳势的重要因素之一。
一般来说,渗碳时间越长,渗碳层的厚度和硬度就会增加。
但是当渗碳时间过长时,会导致钢材表面的碳化程度过高,从而影响钢材的韧性和可加工性。
因此,在进行20CrMnTi渗碳处理时,要根据具体情况控制渗碳时间,一般控制在4-8小时之间。
3.渗碳介质控制渗碳介质也是影响渗碳碳势的重要因素之一。
常用的渗碳介质有固体渗碳剂、气体渗碳剂和液体渗碳剂等。