中心孔标准
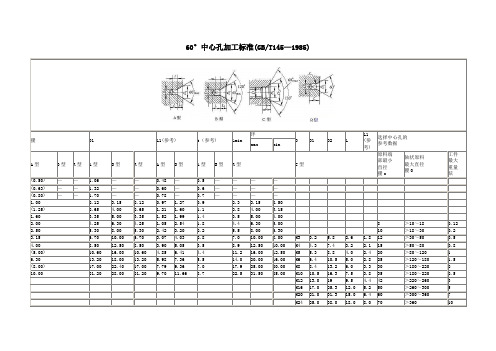
60°中心孔加工标准(GBT145—1985)
10.00
21.20
28.00
21.20
9.70
11.66
8.7
22.5
31.50
25.00
M10
10.5
16.3
7.5
3.8
35
>180~220
2.5
M12
13.0
19
9.5
4.4
42
>220~260
3
M16
17.0
25.3
12.0
5.2
50
>260~300
5
M20
21.0
31.3
15.0
6.4
5.括号内尺寸尽量不用。
60°中心孔加工标准(GB/T145—1985)
獶
D1
L1(参考)
t(参考)
Lmin
玶
D
D1
D2
L
L1
(参
考)
选择中心孔的
参考数据
max
min
A型
B型
R型
A型
B型
R型
A型
B型
A型
B型
R型
C型
原料端
部最小
直径
獶c
轴状原料
最ห้องสมุดไป่ตู้直径
獶0
工件
最大
重量
玹
(0.50)
—
—
1.06
—
—
0.48
—
0.5
—
—
—
—
(0.63)
>80~120
1
6.30
13.20
18.00
13.20
5.98
7.36
5.5
中心孔的标准方法(GB4459.5-1999)之欧阳数创编
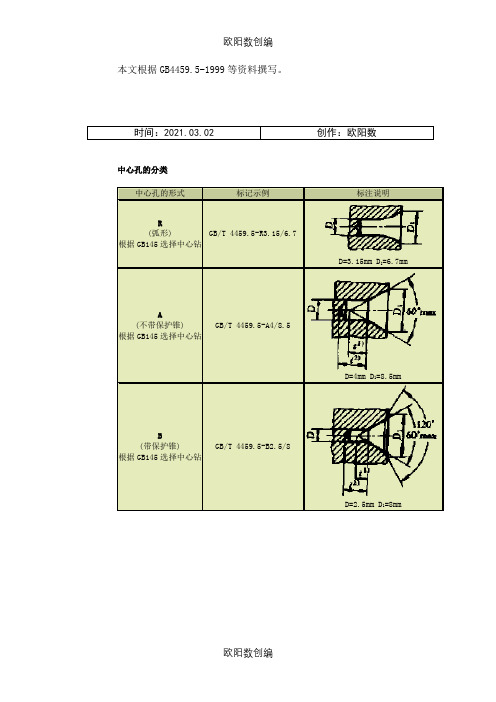
本文根据GB4459.5-1999等资料撰写。
时间:2021.03.02 创作:欧阳数中心孔的分类中心孔的形式标记示例标注说明R(弧形)GB/T 4459.5-R3.15/6.7根据GB145选择中心钻D=3.15mm D1=6.7mmA(不带保护锥)GB/T 4459.5-A4/8.5根据GB145选择中心钻D=4mm D1=8.5mmB(带保护锥)GB/T 4459.5-B2.5/8根据GB145选择中心钻D=2.5mm D1=8mmC(带螺纹)根据GB145选择中心钻GB/T 4459.5-CM10L30/16.3D=M10 L=30mm D2=16.3mm中心孔的符号要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔D=2.5 D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D=1.6D1=3.35在完工的零件上不允许保留d'=1h 10H1=1.4hh=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6时间:2021.03.02创作:欧阳数。
标准中心孔

-0.5-0.63-0.81-1.25 1.62 2.5 3.154-5 6.3-8101.06 1.32 1.7 2.12 2.65 3.35 4.25 5.3 6.78.510.613.21721.20.480.60.780.97 1.21 1.52 1.95 2.42 3.07 3.9 4.85 5.987.799.7t参考0.50.60.70.91.11.41.82.22.83.54.45.578.71-1.251.622.53.154-56.3-810注:1. 尺寸 l ₁ 取决于中心钻的长度 l ₁ ,即使中心钻重磨后再使用,此值也不应小于 t 值。
2. 表中同时列出了 D 和 l ₂ 尺寸,制造厂可任选其中一个尺寸。
3. 括号内的尺寸尽量不采用。
B 型中心孔d中心孔 [GB/T 145-2001]A 型中心孔d D l 22.12 2.653.354.255.36.78.510.613.21721.23.1545 6.381012.5161822.4281.27 1.6 1.99 2.54 3.2 4.03 5.05 6.417.369.3611.66t参考0.91.11.41.82.22.83.54.45.578.7M3M4M5M6M8M10M12M16M20M243.24.35.36.48.410.5131721264. 括号内的尺寸尽量不采用。
C 型中心孔d D 1D 1D 2l 2注:1. 尺寸 l ₁ 取决于中心钻的长度 l ₁,即使中心钻重磨后再使用,此值也不应小于 t 值。
2. 表中同时列出了 D ₂ 和 l ₂ 尺寸,制造厂可任选其中一个尺寸。
3. 尺寸 d 和 D ₁ 与中心钻的尺寸一致。
5.36.78.19.612.214.918.12328.434.25.87.48.810.513.216.319.825.331.3382.6 3.24567.59.5121518t参考1.82.12.42.83.33.84.45.26.481-1.25 1.62 2.5 3.154-5 6.3-8102.12 2.65 3.35 4.25 5.3 6.78.510.613.21721.2l min 2.3 2.8 3.5 4.4 5.578.911.21417.922.5max3.15456.381012.516202531.5rl R 型中心孔d1d2D 2D 3rmin 2.5 3.1545 6.381012.5162025注:括号内的尺寸尽量不采用。
中心孔深度标准
中心孔深度标准嘿,咱聊聊中心孔深度标准这事儿吧!中心孔,那可是个重要的小地方。
你想想,这中心孔就像一个小小的神秘洞穴,它的深度可是有讲究的呢。
要是深度不合适,那可就麻烦啦。
就好比你穿了一双不合脚的鞋子,走路都别扭。
中心孔要是不符合标准,那机器运转起来能顺畅吗?肯定不行啊!不同的零件对中心孔深度的要求可不一样。
有的零件就需要浅浅的中心孔,就像一个小酒窝,不深不浅刚刚好。
而有的零件呢,则需要深深的中心孔,就像一个深不见底的井。
这可不能瞎来,得严格按照标准来。
那这标准是咋来的呢?这可不是随便定的哦。
这是经过无数次的试验和实践得出来的。
就像厨师做菜,得不断地尝试各种调料的比例,才能做出美味的菜肴。
中心孔深度标准也是这样,是经过工程师们的精心研究和计算得出来的。
要是中心孔深度太浅了会咋样呢?那零件就没法稳稳地固定住,就像一个站不稳的小孩,摇摇晃晃的。
这在机器运转的时候可危险了,说不定啥时候就出问题了。
你说这能行不?肯定不行啊!要是中心孔深度太深了呢?那也不好啊。
浪费材料不说,还可能影响零件的强度。
就像一个人吃得太多了,反而不舒服。
中心孔太深了,零件的结构可能就会受到影响,这可不是闹着玩的。
所以啊,咱得重视中心孔深度标准。
在加工零件的时候,一定要严格按照标准来。
不能马虎大意,不能想当然。
就像医生做手术一样,得精确无误,才能保证手术的成功。
这中心孔深度标准虽然看起来是个小问题,但却关系到整个机器的性能和安全。
你可别小看了它哦。
一个小小的中心孔,可能会影响到大大的机器。
我的观点结论就是:中心孔深度标准至关重要,在加工零件时必须严格遵守,以确保机器的性能和安全。
中心孔选用标准

中心孔选用标准全文共四篇示例,供读者参考第一篇示例:中心孔是工件上用来固定、定位和传动力矩的孔,是加工中最基本的定位孔。
在机械加工中,中心孔的选用标准对于加工精度、效率和质量起着至关重要的作用。
合理选择中心孔标准,能够确保工件的加工精度、能耗、生产效率和质量,提高生产效率,降低成本,是加工中不可忽视的重要环节。
中心孔的选用标准应符合工件的实际要求。
在进行中心孔选用时,需根据工件的形状、尺寸、材质、加工量等因素来选择合适的中心孔标准。
通常情况下,标准中心孔有A、B、C、D四种类型,其中A为精密型、B为一般型、C为普通型、D为特殊需求型。
对于高精度要求的工件,应选择精密型的中心孔标准;而对于一般加工要求的工件,则可以选择一般型或普通型的中心孔标准。
中心孔的选用标准应考虑加工方式和精度要求。
不同的加工方式对中心孔的选用标准也有所要求,如钻孔、铣削、车削等加工方式对中心孔的要求也不尽相同。
根据工件的加工精度要求来选择合适的中心孔标准也是至关重要的。
在加工高精度工件时,应选择更高精度的中心孔标准,以保证加工精度和质量。
中心孔的选用标准还需考虑被加工零件的后续加工工序。
有些工件在中心孔定位时需要进行多次加工,因此需要考虑后续加工工序对中心孔的要求,选择适合的中心孔标准。
在选择中心孔标准时还要考虑工件加工后的稳定性和可靠性,以确保全过程加工的顺利进行。
第二篇示例:中心孔是机械设备上常见的一种孔型,其作用是用来定位和固定零件。
为了保证设备的正常运行和使用寿命,选用合适的中心孔标准至关重要。
下面我们来详细介绍中心孔选用标准及其重要性。
一、中心孔的作用中心孔通常位于轴端或座部,用来定位轴心位置和确保零件间的相对位置。
在安装和组装机械设备时,通过中心孔可以快速准确地定位零件,提高生产效率和产品质量。
中心孔还可以起到固定零件的作用,避免零件在运动过程中发生错位或脱落。
1. 直径尺寸:中心孔的直径应符合相应的标准规定,可以避免因孔径过大或过小导致的轴心不准确或轴心偏移现象。
中心孔的标准方法GB

本文根据等资料撰写。
中心孔的分类中心孔的形式标记示例标注说明R(弧形)根据GB145选择中心钻GB/TD=3.15mm D1=6.7mmA(不带保护锥)根据GB145选择中心钻GB/TD=4mm D1=8.5mmB(带保护锥)根据GB145选择中心钻GB/TD=2.5mm D1=8mmC(带螺纹)根据GB145选择中心钻GB/T 10LD=M10 L=30mm D2=16.3mm中心孔的符号为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的符号。
要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔 D= D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=在完工的零件上是否保留都可以在完工的零件上不用A型中心孔D= D1=在完工的允许保留中心孔零件上不允许保留符号的尺寸及其各部分的比例关系如图1。
d'=1h10H1=h=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为μm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6。
中心孔标准在机械手册哪
中心孔标准在机械手册哪中心孔标准在机械手册中的应用机械手册是机械工程师和技术人员的重要工具,其中包含了各种机械零件的设计和制造标准。
在机械手册中,中心孔标准是一个非常重要的内容,它在机械设计和制造中起着关键的作用。
中心孔是一种常见的机械零件,它通常用于定位和连接其他零件。
中心孔标准规定了中心孔的尺寸、形状和公差要求,以确保零件之间的精确对位和连接。
在机械手册中,中心孔标准通常被列为一个独立的章节,详细描述了各种类型的中心孔及其应用。
首先,机械手册中介绍了不同类型的中心孔。
常见的中心孔类型包括圆柱形中心孔、锥形中心孔和球形中心孔等。
每种类型的中心孔都有其特定的应用场景和优势。
例如,圆柱形中心孔适用于需要高精度对位的场合,而锥形中心孔则适用于需要较大的连接力和刚性的场合。
其次,机械手册中详细介绍了中心孔的尺寸和公差要求。
中心孔的尺寸通常由直径和深度来表示,而公差则用于描述中心孔的精度要求。
机械手册中列出了各种尺寸和公差的标准数值,以供设计师和制造商参考。
这些标准数值是经过长期实践和经验总结得出的,可以确保中心孔的质量和性能。
此外,机械手册还介绍了中心孔的加工方法和工艺要求。
中心孔的加工通常采用钻孔、铰孔或铣孔等方法,具体的选择取决于零件的要求和加工设备的能力。
机械手册中对于不同加工方法的优缺点进行了比较,并提供了相应的工艺参数和操作指南。
最后,机械手册还包含了中心孔的检测和测量方法。
中心孔的质量和精度对于机械零件的性能和可靠性至关重要,因此需要进行严格的检测和测量。
机械手册中介绍了常用的检测方法,如测量中心孔的直径、深度和圆度等。
同时,还介绍了一些常见的测量工具和设备,如千分尺、显微镜和三坐标测量机等。
综上所述,中心孔标准在机械手册中起着重要的作用。
它不仅规定了中心孔的尺寸、形状和公差要求,还介绍了中心孔的加工方法、工艺要求和检测方法。
机械工程师和技术人员可以通过机械手册中的中心孔标准,选择合适的中心孔类型和加工方法,确保零件的精确对位和连接,提高机械设备的性能和可靠性。
中心孔的标准
中心孔的标准
中心孔是用来定位和固定工件的孔,在工业制造中应用广泛。
中心孔的标准有以下几种:
1. DIN规范:德国工程师协会(Deutsches Institut für Normung)制定了一系列关于中心孔的标准,如DIN332、DIN333等。
这些标准规定了中心孔的尺寸、角度等参数。
2. ISO规范:国际标准化组织(International Organization for Standardization)针对中心孔也有相应的标准,如ISO 8188。
这些标准与DIN规范相似,但有些细节上可能有所不同。
3. ANSI规范:美国国家标准学会(American National Standards Institute)也发布了一系列关于中心孔的标准,如ANSI B32.9。
这些标准与DIN和ISO规范有一定差异。
此外,不同行业和应用领域可能还有自己的标准和规范,如机械加工、汽车制造等。
因此,在选择中心孔时,需要根据具体需求考虑哪种标准适用于自己的应用。
中心孔的标准方法(GB4459.5-1999)之欧阳育创编
本文根据GB4459.5-1999等资料撰写。
时间:2021.02.04 创作:欧阳育中心孔的分类中心孔的形式标记示例标注说明R(弧形)GB/T 4459.5-R3.15/6.7根据GB145选择中心钻D=3.15mm D1=6.7mmA(不带保护锥)GB/T 4459.5-A4/8.5根据GB145选择中心钻D=4mm D1=8.5mmB(带保护锥)GB/T 4459.5-B2.5/8根据GB145选择中心钻D=2.5mm D1=8mmC(带螺纹)根据GB145选择中心钻GB/T 4459.5-CM10L30/16.3D=M10 L=30mm D2=16.3mm中心孔的符号要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔D=2.5 D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D=1.6D1=3.35在完工的零件上不允许保留d'=1h 10H1=1.4hh=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6时间:2021.02.04创作:欧阳育。
din332-2中心孔标准中文版
din332-2中心孔标准中文版DIN332-2是德国标准化组织制定的有关中心孔的标准。
中心孔是一种常用的加工工艺,用于定位和固定工件。
它通常具有圆柱形,在工件上打孔,以便将其与其他零件或设备连接。
按照DIN332-2标准,中心孔的加工过程应遵循一系列步骤。
首先,确定加工的工件类型和目的。
根据工件的尺寸、形状和用途,选择合适的中心孔直径和深度。
第二步是选择合适的工具和设备。
根据工件材料的硬度和加工要求,选择适合的钻头或铣刀,并确保设备的稳定性和精确度。
为了确保中心孔的质量,工具和设备的选择至关重要。
接下来,准备工件表面。
清洁工件表面,确保其平整度和无杂质。
如果表面有缺陷或不平整,可能会影响中心孔的加工质量。
采取适当的措施来消除这些问题,例如使用砂纸或其他工具进行研磨和抛光。
在加工之前,进行定位和固定工件。
使用合适的夹具或夹具将工件固定在加工台上,确保其位置准确和稳定。
这样可以避免加工过程中的误差和变形。
开始加工中心孔。
根据选择的工具和设备,进行准确的切削和加工操作。
在整个加工过程中,需要保持工具和工件之间的稳定接触,并控制切削速度和深度,以确保加工质量。
完成加工后,检查中心孔的质量。
使用测量工具,如千分尺或游标卡尺,检查中心孔的直径和深度是否符合要求。
如果有任何偏差或不合格,需要采取相应的措施进行修正或重新加工。
最后,清洁和保养工具和设备。
及时清除切削剩余物和杂质,以保持工具的切削效果和寿命。
定期检查和维护设备,确保其正常运行和精确度。
总之,按照DIN332-2标准的步骤进行中心孔加工,可以确保加工质量和精度。
正确选择工具和设备,准备工件表面,定位和固定工件,精确控制加工操作,并进行质量检查和设备保养,都是保证中心孔加工成功的重要环节。