立磨磨辊及磨盘在线堆焊合同
修理磨辊座和磨辊轴合同范本

修理磨辊座和磨辊轴合同范本甲方(委托方):____________________乙方(承修方):____________________鉴于甲方需要对磨辊座和磨辊轴进行修理,乙方具有相应的修理资质和能力,双方本着平等自愿、诚实信用的原则,经协商一致,订立本合同,以资共同遵守。
第一条修理内容1.1 乙方负责对甲方提供的磨辊座和磨辊轴进行专业检查、维修和更换必要的零部件。
1.2 修理范围包括但不限于磨辊座的磨损修复、磨辊轴的轴承更换、润滑系统的检查与维护等。
第二条修理标准2.1 乙方应按照国家或行业相关标准进行修理工作,确保修理质量达到甲方的要求。
2.2 修理后的磨辊座和磨辊轴应能正常运转,无明显缺陷,符合甲方的使用需求。
第三条修理期限3.1 本合同自签订之日起,乙方应在____天内完成修理工作。
3.2 如遇不可抗力或甲方原因导致修理工作延期,双方应协商确定新的修理期限。
第四条修理费用4.1 乙方根据修理内容和难度,向甲方提供详细的费用清单。
4.2 甲方在确认费用清单无误后,应于合同签订之日起____日内支付修理费用的____%作为预付款。
4.3 修理完成后,甲方应在验收合格后的____日内支付剩余的修理费用。
第五条验收与保修5.1 修理完成后,乙方应通知甲方进行验收。
5.2 甲方应在接到通知后的____日内完成验收,如有异议,应在验收后____日内提出。
5.3 乙方对修理后的磨辊座和磨辊轴提供____个月的保修期,保修期内因修理质量问题导致的损坏,乙方负责免费维修。
第六条违约责任6.1 如乙方未能按时完成修理工作,应按日支付未完成部分修理费用____%的违约金。
6.2 如甲方未按期支付修理费用,应按日支付未支付部分费用____%的滞纳金。
第七条争议解决7.1 本合同在履行过程中,如发生争议,双方应友好协商解决;协商不成时,可提交乙方所在地人民法院通过诉讼方式解决。
第八条其他8.1 本合同一式两份,甲乙双方各执一份,具有同等法律效力。
立磨机生产承包合同范本

立磨机生产承包合同范本甲方(委托方):_______________乙方(承包方):_______________鉴于甲方需要立磨机的生产制造服务,乙方具备相应的生产能力和资质,双方本着平等自愿、互利互惠的原则,经友好协商,就立磨机的生产承包事宜达成如下合同:一、合同标的本合同所涉及的立磨机型号为_____,数量为_____台,具体技术参数和要求详见附件。
二、生产周期与交付1. 乙方应于合同签订后的_____个工作日内完成立磨机的生产工作,并按照约定时间交付给甲方。
2. 如遇不可抗力因素影响生产周期,乙方应及时通知甲方,并协商确定新的交付日期。
三、质量要求1. 乙方必须保证生产的立磨机符合国家相关标准及甲方提供的技术要求。
2. 立磨机在交付前应进行严格的质量检测,并提供相应的检测报告。
四、价格与支付方式1. 立磨机的总价为人民币(大写)_______________元整(¥_______)。
2. 甲方应于合同签订后_____日内支付合同总价的30%作为预付款。
3. 余款应在立磨机交付验收合格后_____日内一次性付清。
五、安装调试与售后服务1. 乙方负责立磨机的安装调试工作,确保设备正常运行。
2. 乙方应对甲方的操作人员进行必要的培训,并提供一年的免费售后服务。
六、违约责任1. 如乙方未按合同约定时间交付立磨机,应按每日未交付部分总价的_____%支付违约金。
2. 如立磨机存在质量问题,乙方应负责无偿修复或更换,并承担由此给甲方造成的损失。
七、争议解决合同执行过程中发生争议,双方应首先通过友好协商解决;协商不成时,可提交至_____仲裁委员会进行仲裁。
八、其他事项1. 本合同自双方授权代表签字盖章之日起生效。
2. 本合同一式两份,甲乙双方各执一份,具有同等法律效力。
九、附件本合同的附件包括立磨机的技术规格书、质量标准等相关文件,与本合同具有同等法律效力。
甲方(盖章):_____________ 乙方(盖章):_____________代表人签字:_____________ 代表人签字:_____________签订日期:_____________ 签订日期:_____________。
磨辊 磨盘、轧辊、轴齿等硬面堆焊修复技术及施工方案
磨辊、磨盘、轧辊、轴齿等硬面堆焊修复技术及施工方案磨辊、磨盘、轧辊、轴齿等设备由于工艺特点,在运行过程中,其表面磨损减薄极为严重,影响设备使用寿命,因此必须采取防磨和修复措施。
目前堆焊工艺是硬面修复最先进的工艺技术之一。
针对上述设备磨损特点,根据我公司长年从事该行业实际防护施工经验,我们设计选用明弧堆焊工艺,对被磨损表面进行修复,能满足要求,可提高焊件的使用寿命1.5-2.0倍(如磨辊、磨盘,使用寿命可由6000小时提高到8000小时以上)。
用堆焊修复焊件只需新件费用的20-30%,还可缩短修理和更换零件的时间,从而提高生产率,降低成本。
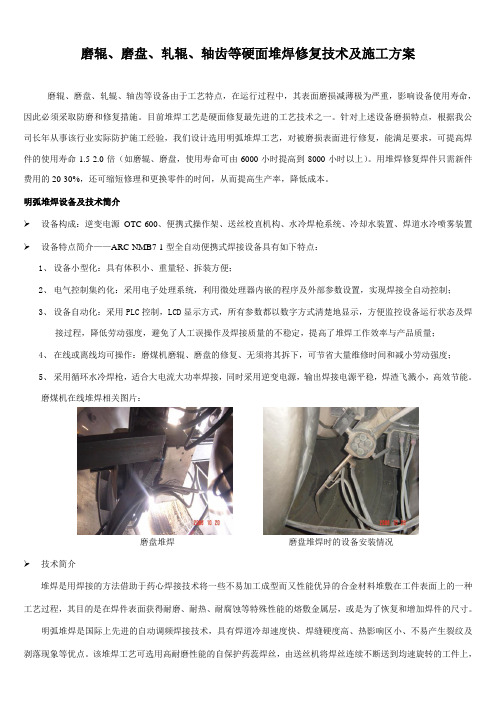
明弧堆焊设备及技术简介➢设备构成:逆变电源OTC-600、便携式操作架、送丝校直机构、水冷焊枪系统、冷却水装置、焊道水冷喷雾装置➢设备特点简介——ARC-NMB7-1型全自动便携式焊接设备具有如下特点:1、设备小型化:具有体积小、重量轻、拆装方便;2、电气控制集约化:采用电子处理系统,利用微处理器内嵌的程序及外部参数设置,实现焊接全自动控制;3、设备自动化:采用PLC控制,LCD显示方式,所有参数都以数字方式清楚地显示,方便监控设备运行状态及焊接过程,降低劳动强度,避免了人工误操作及焊接质量的不稳定,提高了堆焊工作效率与产品质量;4、在线或离线均可操作:磨煤机磨辊、磨盘的修复、无须将其拆下,可节省大量维修时间和减小劳动强度;5、采用循环水冷焊枪,适合大电流大功率焊接,同时采用逆变电源,输出焊接电源平稳,焊渣飞溅小,高效节能。
磨煤机在线堆焊相关图片:磨盘堆焊磨盘堆焊时的设备安装情况➢技术简介堆焊是用焊接的方法借助于药心焊接技术将一些不易加工成型而又性能优异的合金材料堆敷在工件表面上的一种工艺过程,其目的是在焊件表面获得耐磨、耐热、耐腐蚀等特殊性能的熔敷金属层,或是为了恢复和增加焊件的尺寸。
明弧堆焊是国际上先进的自动调频焊接技术,具有焊道冷却速度快、焊缝硬度高、热影响区小、不易产生裂纹及剥落现象等优点。
磨辊加工合同书样本
磨辊加工合同书样本一、合同双方:甲方:(全称)地址:电话:法定代表人:乙方:(全称)地址:电话:法定代表人:二、合同内容:1. 加工产品名称及规格:磨辊,具体规格以甲方提供的设计图纸和技术要求为准。
2. 加工数量:____个。
3. 加工质量:乙方应严格按照甲方提供的技术要求和设计图纸进行加工,保证加工产品的质量。
4. 加工价格:双方经协商一致,确定加工价格为____元/个。
5. 交货时间:自合同签订之日起计算,乙方应在____天内完成加工并交付给甲方。
6. 交货地点:____。
7. 付款方式:甲方在收到乙方交付的加工产品并验收合格后,应在____天内支付全部加工费用。
三、合同履行:1. 乙方应按照约定的时间、地点交付加工产品,并提供相应的质量证明。
2. 甲方有权对乙方交付的加工产品进行验收,验收合格后方可支付加工费用。
3. 如乙方未能按照约定的时间、地点交付加工产品,或交付的产品不符合质量要求,甲方有权要求乙方承担违约责任。
四、违约责任:1. 如乙方未能按照约定的时间、地点交付加工产品,每逾期一天,应支付合同总金额____%的违约金。
2. 如乙方交付的产品不符合质量要求,甲方有权拒收,并要求乙方在____天内重新交付符合要求的产品,否则甲方有权解除合同,并要求乙方支付合同总金额____%的违约金。
五、争议解决:本合同在履行过程中,如发生任何争议,双方应首先通过友好协商解决;协商不成的,任何一方均有权向合同签订地的人民法院提起诉讼。
六、其他:本合同自双方代表签字(或盖章)之日起生效,一式两份,甲乙双方各执一份。
甲方代表:(签字)乙方代表:(签字)日期:____年____月____日以上内容仅供参考,具体条款应根据实际情况进行调整。
磨煤机磨辊堆焊修理合同
广东**集团***发电有限公司和广东**电力工程技术有限公司关于磨煤机磨辊堆焊修理合同**集团**电厂合同号:广东**合同号:二○○九年十二月磨煤机磨辊堆焊修理合同磨煤机磨辊堆焊修理合同甲方:*广东**集团***发电有限公司乙方:广东**电力工程技术有限公司甲乙双方根据《中华人民共和国合同法》及其他有关法律、法规的规定,结合**电厂生产管理要求,在平等互利、自愿有偿、诚实信用的原则下,经协商一致,双方同意达成*磨煤机磨辊堆焊修理合同。
为明确双方的权利和义务,本合同共分合同技术部分,商务部分,管理部分及合同附件,双方共同遵照执行。
第一部分:合同技术部分一、合同的范围及内容:(一)项目名称:磨煤机磨辊堆焊修理(二)项目地点:**市*(三)项目范围:*磨煤机磨辊堆焊二、合同工期本合同工期为完成2010年1月1日至2010年12月31日合同范围内的堆焊修理工作。
三、技术指标(一)管理指标1.诚信指标:无本单位员工重度失信、重度行为违规事件。
2.资源管理指标:乙供材料合格率100%。
(二)技术标准1.符合国家、行业有关规程及标准规定;2.符合设备制造厂家技术规程、图纸、文件的要求;3.达到甲方上级公司颁布的专业标准和技术措施要求;4.达到**集团**电厂颁布的技术标准要求;5.达到各专业检修规程及技术措施要求;6.达到审批方案技术措施要求;7.其它经甲方认可的标准和要求。
(三)质量标准1.采用进口(英国/德国)焊接合金有限公司的专用明弧焊焊机和专用磨煤机堆焊焊丝(进口堆焊焊丝型号:HC—O(WA) 直径2.8mm);乙方如更换焊丝品牌,需经甲方(设备部点检长、生技部专工)同意并能满足性能要求,同时不能在甲方设备上进行试验。
2.此处省略。
若干7.焊后使用过程中,正常工况下保证堆焊部位无剥落。
8.如乙方在修复工作前发现有缺陷,应及时通知甲方,并等候处理决定。
否则造成的磨辊套损害由乙方负第1页共26页责。
在乙方修复过程中,由于乙方的责任造成的设备损害,报废,由乙方负全部责任。
磨辊加工合同书样本

磨辊加工合同书样本合同书样本。
合同编号,__________。
甲方(委托方),__________(以下简称甲方)。
乙方(承包方),__________(以下简称乙方)。
鉴于甲方拥有磨辊加工的需求,乙方具备相应的加工能力和技术,双方经协商一致,达成以下合作协议:一、合作内容。
1. 乙方承担甲方委托的磨辊加工任务,包括但不限于磨辊的加工、修复、翻新等工作。
2. 乙方应按照甲方的要求,严格按照技术标准和质量要求进行加工,并保证加工后的磨辊符合相关标准和规定。
二、合作期限。
本合同自____年____月____日起生效,至____年____月____日止。
三、合作报酬。
1. 甲方应按照双方约定的报酬标准,及时支付乙方加工磨辊的费用。
2. 乙方应在约定的时间内提供加工磨辊的相关费用清单和发票。
四、质量保证。
1. 乙方保证加工后的磨辊质量符合国家标准和甲方的要求,如有质量问题,乙方应承担相应的责任并进行修复或退换。
2. 甲方在收到加工后的磨辊后应及时进行验收,如有质量问题应及时提出异议。
五、保密条款。
双方在合作过程中可能涉及到的技术、商业机密等信息,均应保密,未经对方书面同意,不得向第三方透露。
六、违约责任。
1. 若一方未能履行合同约定,应承担相应的违约责任。
2. 如因不可抗力等原因导致无法履行合同,双方应及时协商解决,并尽最大努力减少损失。
七、其他条款。
1. 本合同一式两份,甲乙双方各执一份,具有同等法律效力。
2. 本合同未尽事宜,由双方协商解决。
甲方(盖章),__________ 乙方(盖章),__________。
签署日期,____年____月____日。
以上为磨辊加工合同书样本,甲乙双方应严格遵守合同约定,共同维护合同的合法性和有效性。
原料立磨磨盘衬板和辊压机辊面堆焊

中图分类号 : Q1 2 T 7
原料五磨磨 盘对撅和 辊压 扎辊面准焊
史 庆 国( 唐山冀东水泥股 份有限 公司, 北 唐山033) 河 601
我公 司原 料粉 磨选 用丹 麦史 密斯 A O 5 立 T X 0型 磨。 水泥 预粉 磨选 用辊 压机 。生 产管 理 中 , 根据 立 要 磨 磨 盘 衬 板 和 辊 压 机 辊 面 的 磨 蚀 情 况 及 时进 行 堆
层 硬度 一般 在 H C 0以上 , 常 只能 采 用碳 弧气 刨 R 6 通 的方法 去 除 , 但碳 弧气 刨方 法有 较 多缺 点 , 见表 1 。
表 1 碳弧气刨 和短 电弧切削特点对 比
焊维修。本文就我们的实践经验 , 对堆焊材料的选 择 和堆焊工艺操作 以及堆焊后 的使用情况进行 总
结介 绍 。 1 焊 丝的选 择
立磨 衬板 和辊 压机 辊 面 的受 力 形 式虽 然 不 同 , 但其 对耐丝的性 能和使用业绩情况进行 广 泛的调研后 ,我们在维修中最终选用的是英国 WA
公 司 的焊丝 。 2 原 料立磨 磨 盘衬 板的 堆焊 维修 ( )堆焊 维修操 作 。 先 , 准备 直径 为 6l且 1 首 要 I l 有 一定 承 重 能力 并 能 在 电机 带 动下 回转 的 钢平 台 ; 将2 4块 ( 1 t ) 盘 衬 板 平 放 在 钢 平 台上 , 约 -t- 磨 3/  ̄ 调 整 相 对位 置 , 成一 个 整 圆 ( 似 于 在磨 内的 安装 ) 拼 类 并 将每 块衬 板用 压板 固定 。 后 , 用 全 自动焊 机经 然 采 明弧堆 焊工 艺逐 层进 行堆 焊 :期 间钢平 台带 动 衬板 匀速转 动 , 每堆 焊完 一 圈 , 头沿径 向前 进一 个 焊道 焊 的距 离 。全部 堆 焊层 均选 用 WAC O焊 丝 , 有 打 N 没 底 层和过 渡层 ,硬 度都 保持 在 H C 0 6 间 。最 R 6 4之 后 ,利用 堆焊 后衬 板表 面 的微小 龟裂 充分 释放 焊 接 应 力 ,并 要保 证整 套磨 盘工 作表 面 的平 面度 不大 于
立磨堆焊合同

立磨堆焊合同签订地点及时间:吴忠全文结束》》-4-5一、产品名称、型号、金额、交货期、产品名称型号修复单价实际焊丝用量实际结算金额交货期备注立磨磨辊套/衬板MPS16020元/kg焊后计算焊后计算10天3只辊套,8块衬板合计人民币: 金额(大写)(含普通增值税发票)以上价款包含磨辊焊前除锈,探伤处理; 堆焊修复人工费,机械费,电费等; 和普通增值税发票、焊丝由甲方负责提供,来回运费由甲方负责,现场装卸由乙方负责、2、施工方式及质量要求标准:1 合同生效后甲方把磨辊/衬板运到乙方工厂(宁夏吴忠工业园),进厂前双方指定一磅房进行过磅,卸完货以后过空磅,计算出焊前总重量、2 乙方收到磨辊后开始焊前除锈,探伤处理, 在处理过程中若发现磨辊/衬板有裂纹或缺陷时,应及时通知甲方、若甲方未接到通知将视为磨辊/衬板正常,在堆焊过程中出现磨辊/衬板炸裂和损坏,乙方负全责、3 用甲方提供的焊丝进行堆焊,经堆焊后的磨辊/衬板焊接牢固,堆焊表面均匀平整,外表面与原始尺寸一致、4 焊接后的磨辊/衬板耐磨性与乙方无关,但在正常使用前提下出现脱落掉块等问题,由乙方负全责、三、工期:进厂之日起10天。
四、结算方式:焊后经验收合格后,到同一磅房过磅,焊后净重减焊前净重20元,即为合同总金额、五付款方式: 合同生效后磨辊/衬板修复好并验收合格后,乙方出具普通增值税发票,甲方一次性付清全款、六违约责任: 乙方逾期交货每天按合同总金额的2%计违约金;甲方逾期付款每天按合同总金额的2%计违约金、七解决合同纠纷方式:双方协商解决,如协商不成由起诉方所在地人民法院判决、八合同生效:本合同需双方签字盖章后生效,扫描件具有同等法律效力、甲方单位名称(章):上海锐蓝合金材料有限公司单位地址:上海市金沙江路1628弄5-905 法人委托代理人:电话:021- 传真:021-开户银行:招商银行上海曹杨支行帐号:-0001 乙方单位名称(章):单位地址:法人委托代理人:电话:传真:开户银行:帐号:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
立磨磨辊及磨盘在线堆焊合同
甲方:贵州博宏实业有限责任公司水泥分公司
乙方:江西恒大高新技术股份有限公司
依照《中华人民共和国合同法》及其他相关法律、行政法规、遵循平等、自愿、公平和诚实守信的原则,双方就甲方生料立磨磨辊及磨盘进行在线堆焊事项协商一致,订立本合同。
一、施工内容:在甲方2012年年修期间对生料立磨磨辊及磨盘进行在线堆焊。
二、施工工期:施工工期以甲方检修期为主,工期共6天,施工前3天甲方提前通知乙方。
双方签订《安全协议》,严格按照《安全生产法》的相关规定进行施工,并按规定交纳安全保证金。
《安全协议》作为本合同的附加协议,与本合同具有同等的法律效应。
三、技术要求
1、质量要求:对立磨磨辊及磨盘进行在线堆焊,要求堆焊后表面均匀,无裂纹,具有高抗磨性。
2、施工技术要求
(1)焊前处理:去除焊件表面锈体,杂质等并检查母材是否有剥离或开裂等缺陷,如有及时处理再进行堆焊,堆焊直至满足工艺厚度要求。
(2)焊接电流:Φ3.2---500~530安培;Φ4.0---500~580安培。
电弧电压:35~40伏特。
速度:Φ3.2---1600mm/分以上;Φ4.0---1800mm/分以上。
冷却方式:水冷喷雾,保持层间温度≤100℃。
以防止工件变形和熔合线剥
离。
(3)焊丝要求:明弧堆焊磨辊及磨盘的焊丝选用 HD930 系列明弧焊丝。
焊丝规格:Φ2.8mm;硬度:≥60HRC
四、结算单价:该工程综合单价为110元/公斤焊丝,结算时按实际工作量进行结算。
(注:综合单价含人工费、材料费等)。
五、支付方式:工程竣工验收完成后,待乙方开具17%的增值税专用发票(合同总价),甲方支付结算价的90%,留10%作为质保金,正常运行一年后无异议支付。
六、质量保证:质保期一年。
一年内如堆焊部位出现任何质量问题,乙方无条件及时进行维修,同时承担甲方所造成的经济损失。
七、解决纠纷:甲、乙双方友好协商解决,协商不成时,可向六盘水市钟山区人民法院起诉。
八、合同生效:双方签字盖章后生效,传真件有效,本合同一式四份,甲、乙双方各执两份,。
九、合同有效期:签订之日起至质保期结束。
甲方乙方
单位:贵州博宏实业有限责任单位:江西恒大高新技术
公司水泥分公司股份有限公司
代表人:代表人:
签订日期:2012年月日。