玻璃表面缺陷检测系统
创视mvc-表面缺陷检测系统
表面检测, 精确的缺陷分类创视mvc-表面缺陷检测系统易用的工具软件,方便的参数设置高质量,高效率,低成本创视mvc-表面缺陷检测系统可以为产品在线生产提供一整套解决方案。
模块化的设计可以针对被检产品的材料宽度,生产速度及缺陷大小(分辨率)等特征进行不同的设置。
新一代高度整合的智能相机内建高速处理单元,可以确保高速、准确地检测产品上所有缺陷。
精确的缺陷分类mvc智能分类引擎可以根据缺陷类别中极其细微的差异进行准确分类。
通过使用提取出的上百种特种,结合独特的图像处理技术,可以容易地训练分类引擎,并对检测到的不同缺陷实现可靠分类。
mvc先进的缺陷分类功能极大地加强了产品分级、工艺改善及全程质量监控。
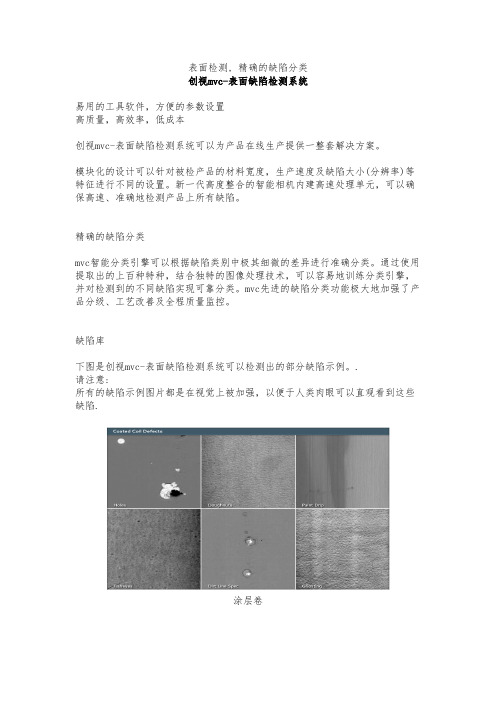
缺陷库下图是创视mvc-表面缺陷检测系统可以检测出的部分缺陷示例。
.请注意:所有的缺陷示例图片都是在视觉上被加强,以便于人类肉眼可以直观看到这些缺陷.涂层卷薄膜金属无纺布纸玻璃表面缺陷检测系统特点智能分类采用人工智能技术,可对用户定义的缺陷类别进行自学习,实现准确自动分类。
SQL数据库包含缺陷图像以及缺陷位置等所有缺陷特征的综合性缺陷数据库。
自动存档根据用户设定,将缺陷数据自动传输到外部设备或系统。
多样化报表以表格和图形的方式对检测结果和统计数据提供标准和定制的报表。
趋势分析自动监控周期性缺陷,并对生产质量状况做趋势分析。
匀整度分析以图形方式显示产品匀整度变化。
缺陷密度分析根据用户对缺陷分布点的指定标准进行缺陷的自动监控。
卷材分级根据用户定义的质量标准,自动对产品精确分级。
自定义I/O接口可定义警报、打标、换卷、断带、启停等输入输出信号。
多语言用户界面英语, 德语, 日语、韩语、中文等工厂接口基于Windows的开放式体系可以通过OPC、TCP/IP、SQL查询、以太网或自定义数字接口与其他系统和设备无缝连接。
远程访问通过互联网的远程访问对系统进行维护和软件升级。
技术支持24×7小时网络及热线电话支持无锡创视新科技有限公司国内领先的机器视觉检测方案提供商,主要有:带钢针孔检测系统、薄膜表面缺陷检测、金属表面缺陷检测、纸张表面缺陷检测、玻璃表面瑕疵检测、铝箔针孔检测仪、无纺布表面缺陷检测等。
一种平板玻璃缺陷在线检测系统的研究
对 实际的 目标 图像 ,通过 对其进 行 图像获 取 、图像 预 处理 、图像分 割 、特征提 取 和 区域参数 计 算
研 究 ,从 而获得玻 璃表 面锡 点 、气泡 、玻 筋等 缺 陷 图像 的识 别信 息 。实验 表 明 ,该 算 法简单 ,速
度 快 , 系统 抗 干 扰 能 力 强 。 系 统 处 理 周 期 最 大 不 超 过 4 0ms 能 检 测 出 最 小 0 3mm 的 缺 陷 。 0 , . 关键 词 :机 器 视 觉 ;玻 璃 缺 陷 ; 图像 处 理
视 觉技 术应 用 于玻璃 生产 线来 检测 玻璃 质量 , 对减
艺都 发生 了质 的变化 。 别是现 在 生产技 术 的不断 特 发展 , 端 产 品对 玻 璃原 板 的 质量 要 求越 来 越 高 , 高 因此 全 面保 证玻 璃 质 量提 高 其 等 级就 显 得尤 其 重 要 。 目前 , 璃缺 陷检 测 系统主要 是利 用人 工在 线 玻 检测、 激光检 测 和摩尔 干涉 原理 的方 法n ] 人工 检 。 测 易受 检测人 员 主观 因素 的影 响 , 易对玻 璃缺 陷 容 造 成漏 检 , 其是 变形 较 小 、 变不 大 的 夹杂 缺 陷 尤 畸 漏 检 ; 光检 测易 受到外 界 干扰 , 响检测 精度 。 激 影 摩 尔干涉 原理 由于 光栅 内的莫 尔条 纹 比较细 , 如要 求 光 栅有 很高 的 明暗对 比度 , 采用计 算 机 图形 处理 技 术 对 干涉 图形进 行 处 理 , 占用 大 量 的 检测 时 间 , 检
Ab t a t s r c :Ba e he p i i eofo ia n e f r nc n ii n d t c i n t c s d on t rncpl ptc li t r e e e a d v so e e to e hni u q e,a ma h ne ci vii b s d l s d f c i s e to s s e son a e g a s e e t n p c i n y t m wa d v l p d. Th t r t ma wa a qu r d, s e eo e e a ge i ge s c ie pr p o e s d n s g nt d. Is f a ur s we e e r c e a d r gi a pa a e e s we e e r c s e a d e me e t e t e r xt a t d n e on l r m t r r c lul t d. Th e e ti o ma i u h a i po s,ar b ac ae e d f c nf r ton s c s tn s t i ubb e d gl s i s ob a n d. l s an a s rbs wa t i e Thee e i nti dia e ha h l o ihm s smpl xp rme n c t s t tt e a g rt i i e,f s n e i b e a t a d r la l .Th y t m a e e t e s s e c n d t c de e t wn t 3 m m t xi f c sdo o 0. wih ma mum o e sng c c e l s ha 0 ms pr c s i y l e s t n 40 . Ke r s:ma hi i i y wo d c ne v son;g a s d f c ;i g r e sng l s e e t ma e p oc s i
玻璃缺陷在线检测系统设计
中国矿业大学科研创新论文玻璃缺陷在线检测系统设计姓名:连清学号:03101257专业:测控技术与仪器导师:刘万里摘要传统的玻璃质量检测主要采用人工检测的方法。
人工检测不仅工作量大,而且易受检测人员主观因素的影响,容易对玻璃表面缺陷造成漏检,尤其是变形较小、畸变不大的夹杂缺陷漏检,极大降低了玻璃的表面质量,从而不能够保证检测的效率与精度u。
目前,玻璃缺陷检测系统主要是利用激光检测和摩尔干涉原理的方法。
激光检测易受到外界干扰,影响检测精度。
摩尔干涉原理由于光栅内的莫尔条纹比较细,为保证莫尔条纹有很强的对比度便于计算机进行分析处理,就必须要求光栅有很高的明暗对比度,通过复杂计算机图形处理技术对干涉图形进行处理,占用大量的检测时间,检测周期非常缓慢而在实际检验中并无实用效果。
近年来,迅速发展的以图像处理技术为基础的机器视觉技术恰恰可以解决这一问题。
机器视觉主要是采用计算机来模拟人的视觉功能,从客观事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制。
本文介绍的玻璃表面缺陷检测系统采用机器视觉技术,完成对玻璃缺陷的提取、识别,为玻璃分级打标提供信息,满足玻璃表面缺陷检测的要求。
关键字:玻璃表面检测;图像处理;系统设计目录1、玻璃缺陷在线检测系统设计课题的提出 (4)1.1课题研究的背景 (4)1.2课题研究的意义及目的 (5)2、国内外玻璃缺陷在线检测系统的研究现状 (5)3、测量系统的简要介绍 (7)3.1检测系统的基本结构 (7)3.2检测系统原理 (8)3.3玻璃表面缺陷图像的处理(简介) (9)4、系统设计中重要的检测参数和部分要求 (9)5、课题研究的步骤及各阶段完成目标 (10)相关文献 (11)1、玻璃缺陷在线检测系统设计课题的提出1.1课题研究的背景玻璃在生产过程中,会产生各种各样的缺陷,比如:气泡、条纹和结石。
这些缺陷都会影响玻璃的外观质量,降低玻璃的透光性、机械强度和热稳定性,造成大量的废品和次品。
玻璃缺陷在线检测系统设计

玻璃缺陷在线检测系统设计玻璃制造过程中的缺陷会对产品质量产生重大影响,因此在玻璃制造过程中对缺陷进行在线检测是非常重要的。
本文将针对玻璃缺陷在线检测系统进行设计,以确保产品质量,并提高生产效率。
1.系统概述2.系统架构-图像采集模块:该模块用于采集玻璃表面图像,并将图像传输给图像处理模块。
可以采用相机等设备进行实时采集,也可以采用图像数据库进行离线处理。
-图像处理模块:该模块对采集到的图像进行预处理,包括图像去噪、图像增强、边缘检测等操作,以提高缺陷的检测效果。
-缺陷检测模块:该模块通过对预处理后的图像进行特征提取和分类,来判断图像中是否存在缺陷。
可以采用机器学习算法,如卷积神经网络(CNN)等进行缺陷检测。
-结果显示模块:该模块将缺陷检测的结果以图像或文字形式显示给操作员或自动控制系统。
显示结果可以包括缺陷位置、缺陷类型、缺陷严重程度等信息。
3.系统工作流程-图像采集:系统通过图像采集模块实时或离线地采集玻璃表面图像。
-图像预处理:采集到的图像经过图像处理模块进行预处理,包括去噪、增强和边缘检测等操作,以提高缺陷的检测效果。
-特征提取:预处理后的图像通过特征提取算法提取关键特征,如纹理特征、形状特征等,以用于缺陷分类。
-缺陷分类:特征提取后的图像通过机器学习算法进行缺陷分类,判断图像中是否存在缺陷,并确定缺陷类型和严重程度。
-结果显示:缺陷检测的结果通过结果显示模块以图像或文字形式显示给操作员或自动控制系统,以便及时采取相应的措施。
4.系统优化为了提高检测系统的性能和可靠性,可以考虑以下优化:-算法优化:针对不同类型的玻璃缺陷,设计和优化合适的特征提取算法和机器学习算法,以提高检测的准确性和效率。
-数据集构建:采集一定数量和多样性的玻璃缺陷图像,并标注缺陷位置和类型,构建起合适的训练数据集,以提高缺陷检测的泛化能力。
-实时性要求:对于需要实时监测的生产线,系统需要具备高速图像处理和缺陷检测的能力,保证检测结果的实时性。
基于偏振成像的玻璃表面缺陷检测
基于偏振成像的玻璃表面缺陷检测
郑钰钰;王艳红;武京治
【期刊名称】《舰船电子工程》
【年(卷),期】2024(44)1
【摘要】针对生物载玻片表面划痕缺陷检测的问题,提出了一种采用偏振成像的检测方法。
构建基于偏振相机的成像光学系统,获取玻璃表面图像,采用中值滤波和图像增强进行图像去噪和增强,采用合适图像分割算法对其中缺陷特征进行分割处理,识别缺陷。
实验研究了不同偏振角度对缺陷检测效果的影响,并与非偏振光成像检测进行了对比分析。
结果表明,与传统非偏振成像相比,采用偏振光成像检测,有效地避免了局部过曝光现象,获得低对比度划痕缺陷特征,识别同背景下传统成像无法检测的表面划痕,提高检测效率和准确度。
该方法也可推广到玻璃表面划痕缺陷的视觉检测中。
【总页数】5页(P129-132)
【作者】郑钰钰;王艳红;武京治
【作者单位】中北大学仪器与电子学院
【正文语种】中文
【中图分类】TD752
【相关文献】
1.基于主动偏振光的潜指纹偏振成像检测方法研究
2.基于稀疏成像与机器视觉的金属材料次表面缺陷检测方法
3.基于无人机成像的烟囱表面缺陷检测技术研究
4.基
于YOLO v5的带涂层钢结构亚表面缺陷脉冲涡流热成像智能检测5.基于全景成像的斜拉桥拉索表面缺陷检测研究
因版权原因,仅展示原文概要,查看原文内容请购买。
玻璃缺陷检测

玻璃片缺陷视觉检测1.玻璃缺陷特征玻璃片生产过程中,常见的缺陷有:气泡、划痕、结石、夹杂物,翘曲等。
各类缺陷的主要特点分:(1)气泡,该类缺陷是由于玻璃生产材料含有气体、外界环境气泡、金属铁丝等引起,主要特点为整体轮廓近似于圆形、线形、中空、具有光透射性等。
(2)结石,由于其热胀系数和外界环境热胀系数的差异,该类缺陷严重影响玻璃质量。
主要分为:原材料结石、耐火材料结石以及玻璃析晶结石等。
(3)夹锡,夹锡主要分为粘锡和锡结石,其特点是呈暗黑色、具有光吸收性。
(4)划伤,该缺陷主要是玻璃原板与硬质介质间的相互摩擦产生,外表呈线性。
(5)表面裂纹及线道,其特点表面呈线性。
具体的缺陷图如图1-1所示:(a)无缺陷玻璃图像(b)含气泡玻璃图像(c)含结石玻璃图像(d)含裂纹玻璃图像(e)含夹杂物的玻璃图像(f)划痕的玻璃图像图 1-1 玻璃典型缺陷图像2玻璃缺陷视觉监测系统工作原理2.1 玻璃缺陷视觉检测原理玻璃生产过程大体可分为:原料加工、备制配合料、熔化和澄清、冷却和成型及切裁等。
在各生产过程中,由于制造工艺、人为等因素,在玻璃原板的生产任一过程中都有可能产生缺陷,根据玻璃现行标准中的规定,玻璃常见的缺陷主要包括:气泡、粘锡、划伤、夹杂等。
无缺陷的玻璃其特点是质地均匀、表面光洁且透明。
玻璃质量缺陷检测是采用先进的CCD 成像技术和智能光源。
系统照明采用背光式照明,其原理如图2-1所示,即在玻璃的背面放置光源,光线经待检玻璃,透射进入摄像头[1]。
图 2-1 检测原理图示意图光线垂直入射玻璃后,当玻璃中没有杂质时如图2-2(a)所示,出射的方向不会发生改变,CCD 摄像机的靶面探测到的光也是均匀的;当玻璃中含有杂质时,出射的光线会发生变化,CCD 摄像机的靶面探测到的光也要随之改变。
玻璃中含有的缺陷主要分为两种:一是光吸收型(如沙粒,夹锡等夹杂物)如图2-2(b)所示,光透射玻璃时,该缺陷位置的光会变弱,CCD 摄像机的靶面上探测到的光比周围的光要弱;二是光透射型(如裂纹,气泡等)如图2-2(c)所示,光线在该缺陷位置发生了折射,光的强度比周围的要大,因而CCD 摄像机的靶面上探测到的光也相应增强。
玻璃表面缺陷检测
另外,我们可为您的特定要求而优化所有的运算法则,这些均可实时在线执行。 您无 需等待 SmartView 的结果。
我们的分类: SmartLearn® 多步分类器是一个用于 SmartView Glass 检验系统的专利分类工 具。 SmartLearn 非常灵活,可为您的特殊工艺和要求实施定制分类方案。 先进 的 SmartLearn 架构可使用多种学习分类。
只有 SmartView Glass 提供的高级检验技术才能保证完全实时检测所有玻璃缺陷, 而我们的专用检验软件只需简单配置,即可对缺陷进行自动识别和可视化,这是其 他系统远未能及的。 实时检验可加快工艺更正并提高产量。
我们的价值: SmartView 可为用户提供比其他表面检验系统更多的优势: 使产量最大化 在增值工艺前即对缺陷进行检测、识别和可视化 减少了对人工检验的需求 以您方便的格式提供所需的报告 我们在表面检验方面拥有近二十年的成功经验。 事实上,SmartView 系统每天要检测超过 30 亿平方米的材料。 我们的客户遍布五大洲,全球客户数量超出了业内任何一家公司。 越来越多的公司在使用 SmartView 系统取代其他检验系统来保证他们的质量。
分布于工厂网络的开放式网络检验查看程序,可让任何用户远程查看生产中任何步骤 的当前或历史检验结果。
SmartView 可使用自带的开放式通信接口连接到标记桥程序以标记缺陷,连接到切割 桥程序进行玻璃切割,以及连接到分配系统以确定切割位置和丢弃之处。
在线用户: 每个用户都在工厂内执行不同的职能,并需要与其工作相 关的信息。 SmartView Glass 检验系统的用户界面可简单 地进行配置,以便操作员、检验员、工艺工程师和生产经 理都可随时以其要求的格式获得所需的信息。Fra bibliotek谢谢观看!
基于机器视觉的玻璃检测系统设计

基于机器视觉的玻璃检测系统设计玻璃由于具有透明的特性,使其在生活中的应用越来越广泛,如建筑、汽车玻璃、日用品等。
由于玻璃制品的表面质量对产品外观的影响很大,因此玻璃表面缺陷检测是一项非常重要的工作。
传统的玻璃表面检测方法采用人工的方法,需要大量的人力投入,耗时耗力,而且检测结果的准确性也存在一定的局限性。
因此,基于机器视觉的玻璃检测系统的研究意义重大。
基于机器视觉的玻璃检测系统是指利用计算机和相应的软硬件设备来检测玻璃表面的质量状况。
该系统主要由摄像机、光源、图像处理器和计算机控制系统组成。
其主要工作原理是利用摄像机对检测物体的外观特征进行获取,然后对这些数据进行计算和分析,从而得到物体表面的缺陷信息。
在设计基于机器视觉的玻璃检测系统时,需要考虑一系列的因素。
首先,需要选择合适的摄像机和光源。
由于玻璃表面具有很强的反射性和折射性,因此需要选择相应的摄像机和光源。
其次,需要进行图像的采集和处理。
图像处理过程中需要进行分割、特征提取、分类等步骤。
最后,需要通过计算机控制系统来实现对检测结果的输出和控制。
在图像采集过程中,需要考虑多种因素。
首先是角度和距离的选择。
角度和距离的选择会影响图像的清晰度和获取的信息量。
其次是摄像机的分辨率。
摄像机的分辨率会影响图像的清晰度和准确度。
最后是光源的选择。
合适的光源可以提高图像的质量,同时也可以减少噪点。
在图像处理过程中,主要是对图像进行分割、特征提取和分类。
分割是指将图像中的对像与背景分开,提取出有用信息。
而特征提取是指对分割后的图像进行数学处理,从而提取出有用信息,如玻璃表面的缺陷、均匀度等。
分类则是将提取的特征进行处理和归类,进而得出玻璃的质量状况。
在计算机控制系统中,主要包括数据的存储与处理、控制结果的输出等功能。
需要采用高效的控制算法和可靠的控制系统,以实现对检测结果的准确性和实时性的要求。
同时,还需要考虑可扩展性和稳定性的问题,以便在后期的系统升级中进行扩展和优化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
玻璃表面缺陷检测系统
产品概述
玻璃表面瑕疵在线检测系统可及时发现玻璃中的瑕疵(气泡,污点,夹杂物等)并在线显示。
系统能在线对生产制造过程中产生的表面瑕疵进行高速、精确的检测。
系统能根据表面瑕疵的特征,实时截图瑕疵保存,按客户要求可以实时在线报警提示、记录保存瑕疵坐标位置。
检测对象
浮法玻璃,镀膜玻璃,钢化玻璃,汽车玻璃,液晶玻璃板等
主要性能
1.典型瑕疵:气泡、结点、锡点、结石、滴点、刮痕、可见波纹、夹杂物等;
2.检测宽度:任何宽度(增加相机的组合来满足不同的幅宽);
3.检测速度:最大2000m/min;
4.检测精度:最大检测精度1um(相机的数量来提高检测精度)
瑕疵举例。