夹爪夹紧力计算
斜楔夹紧机构的计算与卡盘卡爪夹紧图例
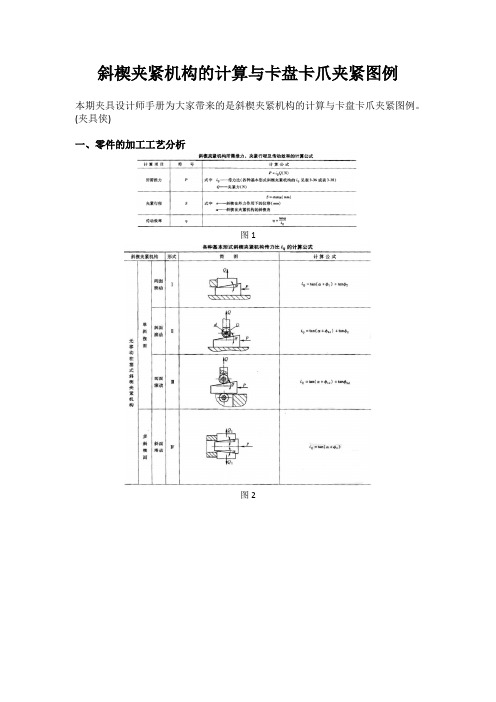
斜楔夹紧机构的计算与卡盘卡爪夹紧图例本期夹具设计师手册为大家带来的是斜楔夹紧机构的计算与卡盘卡爪夹紧图例。
(夹具侠)一、零件的加工工艺分析图1图2图3 (续)图4(续)表中 P —作用在斜楔夹紧机构上的外力(N);Q —斜楔面上所产生的夹紧力(N );Q 1—多斜楔面夹紧机构上,每一斜楔面上所产生的夹紧力〔N):n Q Q =1 n —多斜楔夹紧机构的斜楔作用面数;α—斜楔夹紧机构的斜楔角;1φ—平面摩擦时,作用在斜楔面上的摩擦角;2φ—平面摩擦时,作用在斜楔基面上的摩擦角;3φ—移动柱塞双头导向时,导向孔与移动柱塞间的摩擦角;d 1φ—滚子作用在斜楔面上的当量摩擦角:11tan tan φφD d d =d —滚子转轴直径(mm );D —滚子外径(mm );d 2φ—滚子作用在斜楔面上的当量摩擦角:22tan tan φφDd d = '3φ—移动柱塞单头导向时,导向孔与移动柱塞闻的摩擦角:3'3tan 3tan φφh l =h —移动柱塞导向孔长度(mm );L —移动柱塞导向孔中点到斜楔面的距离(mm )。
图5二、卡盘卡爪夹紧图例图793这些卡爪是供外购的三爪卡盘所用,在设计上用来夹持形状不规则的工件。
图794这种设计可在卡爪的退出距离不足以卸下工件时使用。
图796这些卡爪是供外购的三爪卡盘所用,在设计上用来夹持形伏不规则的工件。
图797当卡盘的三个卡爪的退出量不够而不能卸下工件时,可以采用这种结构。
爪A的退出量应做到让附加爪B向左移动足够的距离来使B的键槽能从A的榫C中脱出,以便B能向上转动,从而让出足够的空间来卸下工件。
三个卡盘卡爪中只有一个需带附加爪。
图6图7图8。
机械手,夹持器
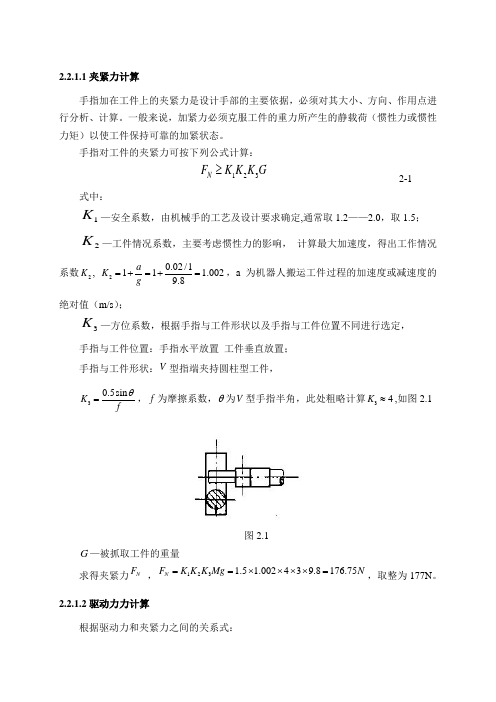
2.2.1.1夹紧力计算手指加在工件上的夹紧力是设计手部的主要依据,必须对其大小、方向、作用点进行分析、计算。
一般来说,加紧力必须克服工件的重力所产生的静载荷(惯性力或惯性力矩)以使工件保持可靠的加紧状态。
手指对工件的夹紧力可按下列公式计算:123N F K K K G≥ 2-1式中:1K —安全系数,由机械手的工艺及设计要求确定,通常取1.2——2.0,取1.5;2K —工件情况系数,主要考虑惯性力的影响, 计算最大加速度,得出工作情况系数2K , 20.02/111 1.0029.8a K g =+=+=,a 为机器人搬运工件过程的加速度或减速度的绝对值(m/s );3K —方位系数,根据手指与工件形状以及手指与工件位置不同进行选定,手指与工件位置:手指水平放置 工件垂直放置; 手指与工件形状:V 型指端夹持圆柱型工件,30.5sin K fθ=,f 为摩擦系数,θ为V 型手指半角,此处粗略计算34K ≈,如图2.1图2.1G —被抓取工件的重量求得夹紧力NF ,123 1.5 1.002439.8176.75N F K K K Mg N==⨯⨯⨯⨯=,取整为177N 。
2.2.1.2驱动力力计算根据驱动力和夹紧力之间的关系式:2sin N FcF b a=式中:c —滚子至销轴之间的距离; b —爪至销轴之间的距离;a —楔块的倾斜角可得2sin 177286sin16195.1534N F b a F N c ⨯⨯⨯===o,得出F 为理论计算值,实际采取的液压缸驱动力'F 要大于理论计算值,考虑手爪的机械效率η,一般取0.8~0.9,此处取0.88,则:'195.15221.7620.88FF N η=== ,取'500F N = 2.2.1.3液压缸驱动力计算设计方案中压缩弹簧使爪牙张开,故为常开式夹紧装置,液压缸为单作用缸,提供推力:2=4F D p π推式中 D ——活塞直径 d ——活塞杆直径 p ——驱动压力,'FF =推,已知液压缸驱动力'F ,且'50010F N KN =< 由于'10F KN <,故选工作压力P=1MPa据公式计算可得液压缸内径:25.231D mm===根据液压设计手册,见表2.1,圆整后取D=32mm 。
夹紧力计算
4.1.2 夹紧力计算及夹紧气缸的设计1、夹紧力的计算工件材料为AS9U3,大平面加工余量为1.5mm ,采用硬质合金端铣刀加工,切削力查参考文献〔1〕可根据如下公式计算:•式中:Fz ---铣削力(N)a f ---每齿进给量(mm/r)a w ---铣削宽度(mm)K FZ ---铣削力修正系数d 0---铣刀外径(mm)a p ---铣削深度(mm)z ---•铣刀齿数确定各参数值:(1).铣刀外径d 0=315mm ;(2).铣刀齿数Z =16;(3).每齿进给量af 是铣刀每转一个刀齿时铣刀对工件的进量:a f =V f /(z ·n)=360/(16×720)=0.031mm/r(4).铣削深度a p 对于端铣刀是指平行于铣刀轴线测量的被铣削层尺寸:a p =1.5mm(5). 铣削宽度a w 对于端铣刀是指垂直于铣刀轴线测量的被切削层尺寸:a w =240mmFZw q 0V w y f X P X F Z K n d Za a a c 25.0F f F F f F F ⋅⋅⋅⋅⋅⋅⨯=⋅(6). 修正系数K FZ 取1.6;由表查得: c F =7750 x F =1.0 y F =0.75u F =1.1 w F =0.2 q F =1.3 1.00.75 1.11.30.277501.50.031240160.25 1.6315720Z F ⨯⨯⨯⨯=⨯⨯⨯Fz=276.5N=28Kg(7). 理论所需夹紧力计算确定安全系数:总的安全系数k =k1·k2·k3·k4k 1---- 一般安全系数; k 1取1.7;k 2----加工状态系数; 由于是精加工,所以k 2取1;k 3----刀具钝化系数; k 3取1.4;k 4----断续切削系数; k 4取1.2;∴ k =1.7×1×1.4×1.2≈3W =k ·p =3×28kg =84kg2. 气缸的选择Q=W/(i ·η1·n )=84/(0.8×0.8×3)=44kg由气缸传动的计算公式:Q=P·(πD2/4)·η式中: P--压缩空气压力=6atm =6kg/cm2η--气缸摩擦系数,取0.8i —压板与工件的摩擦系数,取0.8n —夹紧气缸个数,本夹具为3D--气缸直径(cm)D ==D=34.2cm通过以上理论计算,可以选择直径为50mm 的气缸。
夹具压紧力计算公式
夹具压紧力计算公式
夹具压紧力计算公式可以根据夹具的设计和工件的特性来确定,一般来说,它包括以下几个要素:
1. 工件的材料特性,包括弹性模量、屈服强度等;
2. 夹具的设计参数,比如夹具的摩擦系数、夹紧长度等;
3. 工件和夹具的几何形状。
一般来说,夹具压紧力计算公式可以表示为:
F = k P.
其中,F表示夹具的压紧力,k表示夹具的摩擦系数,P表示工
件的加工力。
在实际工程中,通过这个公式可以计算出夹具需要施加的压紧力,从而保证工件被牢固地夹紧,不会发生位移或者变形,同时又
不会施加过大的压力导致工件损坏。
因此,夹具压紧力计算公式在工程领域中具有重要的意义,它可以帮助工程师们设计出合理的夹具结构,确保工件加工的质量和效率。
夹紧力计算
夹紧力计算夹紧力计算公式T=KFd,K为拧紧力矩系数,F为预紧力,d为螺纹的公称直径螺栓厂家会给出一定的参数,多大的扭矩对应多大的螺栓轴拉力,也可以通过试验确定,需要用到扭矩计和螺栓轴力计等实验设备。
对于你说的这种情况在实际操作中一般采用经过准确标定过的扭矩扳手进行拧紧。
例如手动型的扭矩扳手在拧紧螺栓的过程中,如果达到预定的扭矩值就会发出声音,提醒工人停止动作。
你提到的误差范围,我查了资料,施工用的扭矩扳手进行标定时,允许误差是不得大于使用扭矩值的±5%。
校正用的扭矩扳手,其误差应控制在±3%以内。
实际的力矩公差不就是由工具精度控制的吗?如果你按照44Nm 标定好扭矩扳手,那么最终施加的实际扭矩就一定会是在44Nm附近,误差不会超过±5%。
既然规范规定允许工具的公差在±5%范围,那么就是考虑了在这个范围能不会出现过松,或者扭断的危险。
夹紧力大小要适当,过大了会使工件变形,过小了则在加工时工件会松动,造成报废甚至发生事故。
采用手动夹紧时,可凭人力来控制夹紧力的大小,一般不需要算出所需夹紧力的确切数值,只是必要时进行概略的估算。
当设计机动(如气动、液压、电动等)夹紧装置时,则需要计算夹紧力的大小。
以便决定动力部件(如气缸、液压缸直径等)的尺寸。
进行夹紧力计算时,通常将夹具和工件看作一刚性系统,以简化计算。
根据工件在切削力、夹紧力(重型工件要考虑重力,高速时要考虑惯性力)作用下处于静力平衡,列出静力平衡方程式,即可算出理论夹紧力,再乘以安全系数,作为所需的实际夹紧力。
实际夹紧力一般比理论计算值大2~3倍。
夹紧力三要素的确定,是一个综合性问题。
必须全面考虑工件的结构特点、工艺方法、定位元件的结构和布置等多种因素,才能最后确定并具体设计出较为理想的夹紧机构。
冶金吊具参数化计算机辅助设计中摩擦式夹钳夹紧力的分析与计算

冶金吊具参数化计算机辅助设计中摩擦式夹钳夹紧力的分析与计算冶金吊具是一种结构精巧、使用方便、节省人力和能源的取物装置,用于许多高温、高湿、和人员不易接近的场合,除某些由动力驱动外,许多冶金吊具是靠机构本身重量产生起重物所需夹紧力。
在公司生产的吊具中,为数不少的是摩擦式机械夹钳,根据起重物的重量和大小及其他相关参数来确定夹钳机构的主要几何参数时,必须对机构进行夹紧力的计算和调整,由于用户对夹钳功能要求的多样性,随着吊起重物的增加,夹钳的自重和本身结构尺寸将越来越大,这在许多使用夹钳的场合无法容忍。
因此,通过摩擦式夹钳夹持力的分析与计算,通过计算机辅助设计、计算,来优化设计夹钳的结构尺寸参数和运动受力参数,使用户达到最满意的效果。
在我厂近年所开发吊具参数化计算机辅助设计系统中,对夹钳夹紧力计算均采用了公式计算, 以下是该计算公式的推导:进行判别,最后完成夹紧力的效核计算。
如果效核通不过,则可分析(26)式,可知有两个方面加以改进:一是改变夹钳钳口的材料及形状即增大摩擦系数来增加夹持力,这一点在实际操作中条件是有限的。
二是改变机构的几何尺寸。
如果是通过第二方面来改变夹钳机构的几何尺寸来增加夹持力,可从(16)式分析得知:可改变的项有两项,(1)杆长比L2/L4, (2)角度(3)对于杆长L2、L6,它受机构行程及整个结构的制约,在夹取物板坯尺寸参数确定下来以后, L6尺寸就基本确定下来,变化值己不大了,杆长L1基本上受杆长L2 及角度Q确定而确定,变化值也不大,角度c(由于机构结构的制约,变化值范围值较小,所以调整量不大,所以可以改变项实际上只有L2/L4o因此,如夹紧力效核通不过,可以增加L2或减少L4,但值得注意的是增加L2会增加整个夹钳的高度方向,并且使起重机有效起升高度减少,同时也增加了夹钳的宽度,而减少了L4,则会减少夹钳的开口度,并且使夹持有效高度减少。
并且单某一参数改变时,必需根据整个机构各杆间的相互制约关系进行调整,例如增加L2,则应同时按比例增加L1和适当调整角度,这样才能保正机构运动完整合理。
夹紧力计算
上海德珂斯机械自动化技术有限公司Tuenkers Machinery & Automation Technology Co., Ltd, Shanghai夹紧器夹紧力计算上海德珂斯机械自动化技术有限公司Tuenkers Machinery & Automation Technology Co., Ltd, Shanghai1.压块垂直夹紧时,此时夹紧力处于垂直方向, 其受力分析如下:夹紧力Fs 压块M缸径 5bar气压夹紧力矩L40夹紧力Fs50120Nm 160Nm63380Nm80600NmFs =有效夹紧力 L=夹紧点与转动轴中心距离当压块垂直夹紧时,夹紧力方向与力矩切线方向相同,此时产生的夹紧力最大,计算公式如下: Fs= M ÷ L举例: 当L=200mm时,缸径63mm. 夹紧力Fs=380Nm ÷0.2m=1900N上海德珂斯机械自动化技术有限公司Tuenkers Machinery & Automation Technology Co., Ltd, Shanghai2.压块水平夹紧时,此时夹紧力处于水平状方 向,其受力分析如下:夹紧力Fs压块M L2L1 Fs α FFs =有效夹紧力 L1=夹紧点与转动轴中心距离 F=切向力缸径 5bar气压夹紧力矩M40120Nm50160Nm63380Nm80600Nm当压块水平夹紧时,其有效夹紧力会相对减小,计算公式如下: Cos α =L2 ÷ L1 F= M ÷ L1 Fs= F × Cos α举例: 当L1=200mm,L2=100mm时,缸径63mm。
F=380Nm÷0.2=1900N Fs=F × Cos α=1900N×(100÷200)=950N上海德珂斯机械自动化技术有限公司Tuenkers Machinery & Automation Technology Co., Ltd, Shanghai谢谢!上海德珂斯机械自动化技术有限公司Tuenkers Machinery & Automation Technology Co., Ltd, Shanghai。
【机器人在线】SCARA机械结构参数计算说明 下
SCARA机器人机械结构参数计算说明下文章来源:机器人在线下面将对SCARA机器人抓手的夹紧力进行计算分析。
设抓手的抓握力为P,前文提到机器人所抓取物体的上限质量为1kg,现假定摩擦系数u为0.25,则由重量W≤P·u可以得到1 ≤P·0.25,所以有P≥4N。
而对于实际的夹紧力,还需要考虑安全系数、工作情况系数以及驱动效率等因素,因此,根据,其中K1为安全系数,通常的数值为1.2到2.0之间:K2为工作情况系数,主要考虑的是惯性力的影响,可近似按式K2=1 +b/a来计算其数值,其中,其意义是重力方向上的最大上升加速度,Vmax则是SCARA机器人运送物体时的最大速度,t响为系统从静止达到最大速度的响应时间,其数值一般选取在0.03s到0.5s之间。
设F为驱动力,则,其中,为螺纹倾斜角,P为摩擦角。
如果转动螺旋的转矩为T,那么转矩T与拧紧力P的关系为。
对于SCARA机器人手爪驱动电机的选择,假定前端手指的质量为0.2kg螺纹的导程Ph=1mm,当机器人空载时,工作台折算到电机轴上的转动惯量数值为:在最大的工作载荷下,工作台折算到电机轴上的转动惯量数值为:当机器人快速空载启动时,电动机转轴所承受的负载转矩Teq1为:3.21式中,Tmax表示机器人在快速空载启动时,折算到电动机转轴上的最大加速转矩,而Tf则表示移动部件在运动时,折算到电动机转轴上的摩擦转矩:在最大的工作负载状态下,电动机转轴所承受的负载转矩Teq2:3.23式中,Tt代表折算到电动机转轴上的最大工作负载转矩:由上面两式的结果可知,最大工作负载状态下电动机转轴所承受的负载转矩Teq2的数值为,从而可以得到Teg:步进电机的最大静转矩为:通过查询手册可知,可以选用北京飞凌东泰电子技术有限公司生产的FL57BYG41圆形步进电机,其中Tjmax=0.6N·m,能够满足SCARA机器人的设计要求。
FL57BYG41圆形步进电机的主要规格参数如表3.5所示。
夹紧力计算
夹紧力计算
对中夹紧类结构在自动化领域非常常见,什么结构可以把一个苹果(近似做圆柱体)串入到串糖葫芦的竹杆内?因为产品的特殊性,主要考虑夹紧力矩速度可控,避免损伤产品。
谈到夹紧,一般最先想到的就是夹爪气缸,最便捷快速的方式,只需要根据设计夹块部分,但是缺点也比较明显:夹紧速度不易控制,夹紧时有冲击力;夹紧行程有限,产品规格变化较大时不适用。
此处宽型气爪可以使用,但是夹紧不受控,容易夹伤产品(气爪动作原理有很多种,和下面讲的结构有一定相似性,就不一一说明了)。
从气爪的连杆结构很衍伸到连杆结构,如下图所示的连杆类零件也可以实现,实际相当于自制大型气爪,适用于夹紧大型物件,类似于气爪的使用效果。
产品是圆柱体,很容易想到我们的车床上的三爪卡盘,非常经典的结构:通过小伞齿轮带动碟形伞齿轮转动,蝶形伞齿轮背面的平面螺纹同时带动三个卡爪向中心靠近或退出,用以夹紧不同直径的工件。
三爪卡盘的自行对中精确度为0.05-0.15mm,较好的自锁性。
需要电动驱动夹紧,而且夹紧力不方便计算(影响因素多),不太适用于精准力矩场合。
三抓卡盘的动作原理如下视频:
三爪卡盘
三爪卡盘实际是用两组齿轮实现三爪同步,换个思路:使用齿轮加两条齿条,驱动两个夹爪,同样可以实现夹爪的夹紧张开,也解决了三爪卡盘平面螺纹不易计算夹紧力的局限性。
电机减速机驱动齿轮齿条(注意消隙),齿条带动夹爪,减去阻力矩和连个夹爪重量的差(竖直使用时),就可以得到夹紧力矩了。
而且,在靠近产品的时候可以减速,减少夹紧冲击。
油缸夹具夹紧力计算
油缸夹具夹紧力计算
油缸夹具夹紧力计算
一、基本原理:
在油缸夹具进行夹紧操作时,其夹紧力是由夹具杆螺母所造成的拉拔力来完成的。
拉拔力F的大小等于夹具杆螺母的螺纹螺距与螺纹螺缝锥度之比乘以螺母的最大扭矩M max 乘以螺纹螺距P。
F = M max × P / t
其中,t 为螺纹螺缝锥度,可以通过查询标准查得。
二、夹紧力计算公式:
夹紧力F的计算公式为:
F=K × P × M / t
其中,K 为压紧系数;P 为夹具杆螺母的螺纹螺距;M 为夹具杆螺母的实际扭矩;t 为螺纹螺缝锥度。
三、夹紧力计算的实际操作:
(1)设置夹具杆螺母要求的螺纹螺距,要求螺距不能大于规定的最大螺距。
(2)使用扭矩扳手按照规定的标准及设定的最大扭矩值来扭紧夹具杆螺母,确保扭紧夹具杆螺母到规定的最大扭矩。
(3)查询准确的螺纹螺缝锥度并计算设定最大扭矩和螺纹螺距的拉拔力(夹紧力)。
四、夹紧力的控制方法:
(1)选择合适的螺母,夹具杆螺母的螺纹螺距要符合标准要求,螺母的螺纹公差级别也要符合标准要求。
(2)正确的设定夹具杆螺母的最大扭矩,并严格按照最大扭矩来进行夹紧,确保螺母可以达到最佳的夹紧力。
(3)检查夹紧力是否达到规定的要求,可以使用专用的力计或扭矩扳手等工具来进行检查。
如果夹紧力未达到规定要求,可以考虑重新调整螺母的最大扭矩或者更换螺母。
(4)经常性的进行夹紧力检测,及时发现夹紧力不足的情况,及时进行调整,确保油缸夹具的稳定和安全使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
夹爪夹紧力计算
夹爪夹紧力计算需要考虑多个因素,包括夹爪类型、夹爪尺寸、工件材料、夹紧力大小等。
以下是一个基本的夹爪夹紧力计算示例: 假设我们使用一个四爪夹头来夹紧一个工件,工件材料为铝合金,夹爪尺寸为 20mm x 25mm,夹紧力大小为 500N。
我们需要计算夹爪
所需的夹紧力。
首先,我们需要确定夹爪的夹紧力方向。
一般来说,夹紧力应该作用在工件的主定位面上,以确保夹紧力垂直于工件的主定位面,从而提高夹紧精度。
接下来,我们需要计算夹爪所需的夹紧力。
这个夹紧力可以通过以下公式计算:
夹紧力 = (夹爪力矩 x 夹爪半径) / 2
其中,夹爪力矩是指夹爪在夹紧过程中所产生的力矩,通常可以通过夹爪的工作原理来计算。
夹爪半径是指夹爪的中心点到工件主定位面的距离。
根据上面的公式,如果我们使用一个四爪夹头来夹紧一个铝合金工件,夹爪尺寸为 20mm x 25mm,夹紧力大小为 500N,那么夹爪所
需的夹紧力为:
夹紧力 = (500N x 0.25m) / 2 = 125Nm
这是一个基本的夹爪夹紧力计算示例,实际情况可能会更加复杂,需要综合考虑多个因素,以确保夹紧力的准确性和稳定性。