山特维克-刀柄系统
瑞典工程集团Sandvik

瑞典工程集团Sandvik简介目录集团简介: (1)经营理念: (1)所有制: (1)集团管理层: (2)研发: (2)各业务范围数据: (2)业务遍及全球: (2)集团数据: (3)产品类型: (3)近期新闻: (4)联系方式: (4)集团简介:山特维克集团是一家高科技工程集团,拥有先进的产品,处于世界同行业领导地位。
山特维克的业务范围遍及全球,在130多个国家设有代表处,2010年,集团拥有47,000名员工,年销售额约为830亿瑞典克朗。
山特维克在材料技术领域独具优势,在客户流程方面有着丰富经验,凭借技术优势和客户经验,山特维克在三个主要领域独占鳌头:1、山特维克刀具:金属切削工具机刀具系统坯料及零件。
2、山特维克矿山工程机械:为矿山及机械行业提供设备和工具。
3、山特维克材料科技:高级不锈钢、钛材、特种合金产品、金属及陶瓷电阻材料、传动系统。
经营理念:山特维克开发、制造并销售高科技产品和服务,帮助客户提高生产和盈利能力。
所有制:截止2010年12月31日,山特维克集团最大的股东(按表决权计算)为瑞典AB industriaerden公司(11.7%)、瑞典银行罗伯基金(5%)和瑞典商业银行养老基金会(4%)。
集团管理层:山特维克集团董事长为Anders Nyren ,总裁及首席执行官为Olof Faxander 。
研发:每年,山特维克在研发方面的投入高达30亿瑞典克朗,有超过2400名员工参与研发过程,目前集团拥有约5000项专利。
各业务范围数据:业务遍及全球:员工人数(截止2010年12月31日)集团数据:2010年2009年2008年2007年销售额(单位:百万瑞典克朗)82,65471,93792,65486,338年同比(%)15-22719组织因素(%)17-30518结构因素(%)1023货币因素(%)-2100-2营业利润(单位:百万瑞典克朗)11,029-1,41212,79414,394占开票金额比例13-21417财政项目后收益(单位:百万瑞典克朗)9,412-3,47210,57712,997占开票金额比例11-51115年度净利润(单位:百万瑞典克朗)6,943-2,5967,8369,594股东权益(单位:百万瑞典克朗)33,81329,95736,72529,823产权比率38333635净债权率0.7 1.00.9 1.0资本周转率9273101112现金及现金等价物(单位:百万瑞典克朗)4,7837,5064,9982,006股东权益回报率22.1-7.924.834.4以投资资本回报率17.4-1.319.927.0物业、工厂及设备投资(单位:百万瑞典克朗)3,3784,0066,6344,811总投资(单位:百万瑞典克朗)4,4936,1617,7669,480运营现金流(单位:百万瑞典克朗)12,14911,7929,3355,076现金流(单位:百万瑞典克朗)- 2,6422,4712,764179员工人数(截至2010年12月31日)47,06444,35550,02847,123产品类型:1、高级不锈钢特种合金及钛材:钢棒、空心棒及钻钢、坯料及方坯、热等精压机产品、金属粉末及铈合金产品、钢带及钢带衍生产品、管材产品、焊接产品、钢丝。
山特维克方案(割断与切槽)

• 尽可能使用湿式切割。
H
材料
I
B8
信息/索引
切屑控制
改善切屑的形状会帮助排屑。长切屑是较差的切屑形状。这可能导致切屑阻塞,使表 面质量变差甚至刀具断裂,特别是在小孔切槽时尤其应注意。 不良切屑形状问题可能是下述原因导致的: • 工件材料 • 错误的槽形 • 错误的切削参数 • 错误的切削方法。在长屑材料加工中,可采用步进(微停)的方式帮助断屑,
但是,该方法会降低刀具寿命。 • 倒置安装刀具也是改善排屑的一种方法。 为了在加工钛合金等长屑材料时能够断屑并延长刀具寿命,我们推荐在机床上安装高 压冷却系统并应用CoroTurn HP刀具。参见普通车削,第A章。
好
硬零件加工
H
现代制造技术对一次装夹完成所有加工有更高的要求,提出了加工硬零件的需求。
火或时效处理会对后续加工特性产生显著影响,因为硬度会由于处理方式不同而在HB150-440之
S
间变化。
B 与普通钢铁和不锈钢相比,HRSA的加工性普遍较差。
我们推荐将带有PVD涂层的CoroCut单刃和双刃刀片用于半精加工,将MTCVD涂层的刀片用于粗加 工。
对于更高的切削速度,陶瓷刀片将显著提高生产率。
I
B4
材料
信息/索引
方法选择 – 示例
切断和切槽操作可以用几种方式,使用一个或几个工作步骤来完成。
下面的示例是加工带有倒角的槽。
切倒角的一种方式是使用例如CoroCut GF刀片上的刀尖。首刀切槽,第二刀和第三刀 切倒角。
在大批量生产中,一种比较好的方式是订购具有精确的倒角形状的定制刀片。这样整 个操作只需一刀切削便可完成。
C
切断与切槽
普通车削
螺纹加工
高精度小直径定位销孔的加工
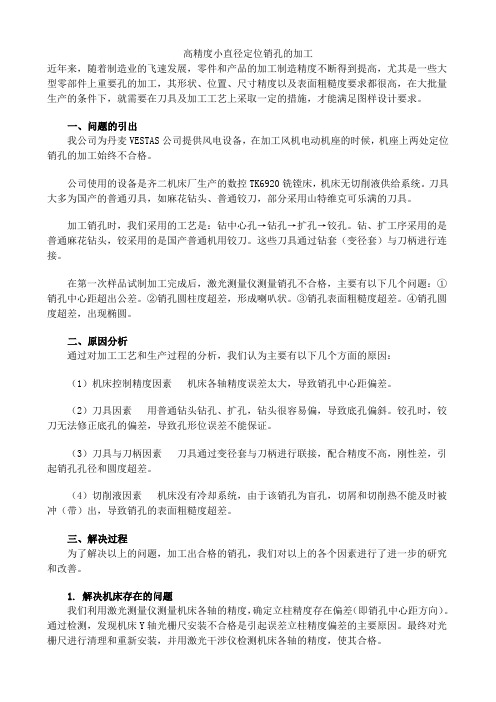
高精度小直径定位销孔的加工近年来,随着制造业的飞速发展,零件和产品的加工制造精度不断得到提高,尤其是一些大型零部件上重要孔的加工,其形状、位置、尺寸精度以及表面粗糙度要求都很高,在大批量生产的条件下,就需要在刀具及加工工艺上采取一定的措施,才能满足图样设计要求。
一、问题的引出我公司为丹麦VESTAS公司提供风电设备,在加工风机电动机座的时候,机座上两处定位销孔的加工始终不合格。
公司使用的设备是齐二机床厂生产的数控TK6920铣镗床,机床无切削液供给系统。
刀具大多为国产的普通刃具,如麻花钻头、普通铰刀,部分采用山特维克可乐满的刀具。
加工销孔时,我们采用的工艺是:钻中心孔→钻孔→扩孔→铰孔。
钻、扩工序采用的是普通麻花钻头,铰采用的是国产普通机用铰刀。
这些刀具通过钻套(变径套)与刀柄进行连接。
在第一次样品试制加工完成后,激光测量仪测量销孔不合格,主要有以下几个问题:①销孔中心距超出公差。
②销孔圆柱度超差,形成喇叭状。
③销孔表面粗糙度超差。
④销孔圆度超差,出现椭圆。
二、原因分析通过对加工工艺和生产过程的分析,我们认为主要有以下几个方面的原因:(1)机床控制精度因素机床各轴精度误差太大,导致销孔中心距偏差。
(2)刀具因素用普通钻头钻孔、扩孔,钻头很容易偏,导致底孔偏斜。
铰孔时,铰刀无法修正底孔的偏差,导致孔形位误差不能保证。
(3)刀具与刀柄因素刀具通过变径套与刀柄进行联接,配合精度不高,刚性差,引起销孔孔径和圆度超差。
(4)切削液因素机床没有冷却系统,由于该销孔为盲孔,切屑和切削热不能及时被冲(带)出,导致销孔的表面粗糙度超差。
三、解决过程为了解决以上的问题,加工出合格的销孔,我们对以上的各个因素进行了进一步的研究和改善。
1. 解决机床存在的问题我们利用激光测量仪测量机床各轴的精度,确定立柱精度存在偏差(即销孔中心距方向)。
通过检测,发现机床Y轴光栅尺安装不合格是引起误差立柱精度偏差的主要原因。
最终对光栅尺进行清理和重新安装,并用激光干涉仪检测机床各轴的精度,使其合格。
山特维克-刀柄系统 共41页

刀柄系统 – 刀具夹持
弹簧夹头
/April 20, 2006
29
刀柄系统 – 刀具夹持
三爪夹头
/April 20, 2006
30
刀柄系统 – 刀具夹持
侧压夹头
/April 20, 2006
31
几种夹持方式测量径跳比
——长径比为3的验棒头部径跳
CoroGrip液压夹头 Runout 0.003-0.006mm
山特维克可乐满 大中华区效率中心
金属切削基础及刀具应用
---刀柄系统
/1
1
刀柄系统
/April 20, 2006
刀柄系统组成 机床主轴接口形式 刀具接口形式 夹紧形式 中间接杆 模块化刀具 刀具夹持 组装工具 常见的配刀限制
2
刀柄系统 – 组成
机床主轴
7:24定位锥面
9
刀柄系统 – 机床主轴的接口形式
HSK接口
使用者可以按如下方面进行选择: HSK A和C 型 :适度中等的扭矩,中等或 高速的主轴转速; HSK B和D 型 :扭矩刚性最大,中等或高 速的主轴转速; HSK E和F 型 :低的扭矩刚性,但主轴转 速允许极高。 HSK刀柄最关键的不在于制造精度,而在于严 格的钢材质和热处理标准
Hydro-Grip 精密夹头 Runout 0.003 - 0.008mm
Weldon/Whistle Notch 夹柄 Runout 0.01 - 0.03mm
弹簧夹套 Runout 0.03-0.06mm
/April 20, 2006
32
刀柄系统 – 刀具夹持
丝锥夹头
/April 20, 2006
切削振动产生原因和解决

细长杆立铣刀铣削深型腔时 常采用插铣方法
插铣就是刀具象钻头一样轴向 进刀,当铣削深的型腔时,通 常长杆的悬伸大于3倍的刀杆 直径,我们推荐使用轴向进刀 的插铣方法,但是立铣刀刀片 刃口有一定的径向切削刃,刀 具供应商有技术资料证明此刀 具在插铣时的最大吃刀宽度 PlungeMill是专门用于模具和 航空工业的大直径插铣刀,它 最大的特点是高效率和超大切 宽,通常用于大型深腔模具的 开粗。
切削振动的原因
刀具在切削工件时发生振动需要有下面三 个条件同时存在: 第一是包括刀具在内的工艺系统刚性不足 导致其固有频率低, 第二是切削产生了一个足够大的外激力, 第三是这个外激力的频率与工艺系统的固 有频率相同随即产生共振
分清自激振动和强迫振动
。
刀具振动实际应该叫“切削振动,通常发生在长悬臂刀杆的镗削和铣削,薄 壁件的切削加工,细长杆的车削等等。当环保做为车间考核的标准时,高速 钻削产生的高频啸叫也和振动噪音一起列为技术公害。 切削振动顾名思义只有在刀具进行切削时才产生,如果振动来自非切削因素 如不稳定的机床地基,机床丝杠的间隙,主轴轴承的损坏甚至几百米以外火 车的经过而产生的震动我们叫做强迫振动,这种振动不伴随噪音而非我们讨 论的话题。 切削振动产生噪音,但噪音并不是全由切削振动引起发生,机夹刀片铣刀在 100米以上的切削速度每齿走刀在0.1毫米以上铣削3毫米的切深,即便是铣削 灰口铸铁也会产生接近90分贝的噪音,而低频切削振动噪音常低于此值。 切削振动是自激振动是一种正弦波振动,除了用专业仪器测量振频与波长外 ,最明显的是工件被加工表面有振纹。
薄壁工件的铣削加工
薄壁工件铣削发生振动的原因完全来自于工件,这种工件被叫做箱式或者 碗式零件(box like or bowl like shape workpiece),由于振动来自于工件本身 ,那么技术人员各显神通,国外在处理这类零件的铣削加工主要以改善工 件夹持为主,例如增加合适的辅助支撑点,在夹具和机床工作台面之间加 装一层木板,用粗大的橡皮条或者弹簧勒在壳体的外面,在箱体内部充满 湿沙子等等,奇思妙想不一而足。在铣削薄腹板时,推荐使用90度面铣刀 以减小对腹板的轴向切削力。
山特维克减振刀具应用指南3-3
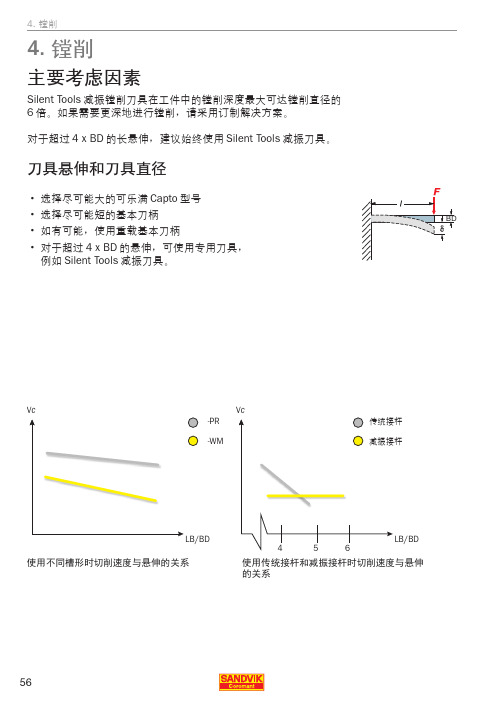
4. 镗削
选择具有正前角切削槽形的轻快切削刀片。首选是刀形切削刃刀片(TCGT L-K)。使用半径为 0.2 mm(0.008 inch),最大为 0.4 mm(0.016 inch)· 的小刀尖。
孔径公差
使用一个刀片进行精加工时,可在良好工况下实现 IT7 公差。公差 将受到刀柄夹紧情况、零件固定情况和刀片磨损情况的影响。建议 采用试切的办法对孔的最终尺寸的保障来调节精镗头。为了实现理 想的表面质量和小的孔公差,还必须使用切削液来防止对切屑进行 再切削,并防止刀具和工件出现热膨胀。
4. 镗削 65
4. 镗削
应用实例
案例 1:凸耳孔:起落架
加工这种长度为 2.1 m(7 ft)、宽度为 0.91 m(3 ft)的航空零件是· 对悬伸刀具长度的一种挑战。这个零件有两个在外面的一条直线上 的凸耳孔,原来的加工工艺是从一侧用镗刀完成两个孔的半精镗, 然后对近端的孔进行精镗和铰削。再接着是将零件的安装调整到相 对的一侧,旋转它,使它对中,最后是另一个孔的一次精加工和铰 削走刀。 山特维克可乐满的非标解决方案将精加工和铰削合并为一把镗刀, 并使用了减振刀杆设计,一次镗削两个凸耳孔。通过免除零件移动 和重新找正的装夹时间,由此简化了整个加工过程。我们能够在一 侧即可完成全部加工,而且无需铰削工序。 如下面所显示的数据,可以运用更高的切削速度和进给量,加工 了 9 个零件之后,即可收回投资!完成零件加工的生产效率提高了 228%!
镗削范围 镗削深度 孔公差 切削液 刀片型号/类型:
25-150 mm (0.984–5.906 inch) 6 x DC (23.6–27.6 inch) IT9 内冷 90°(0°) CoroTurn 107°, 75°(15°) CoroTurn 107°
山特维克可乐满刀具介绍
金属切削技术和可乐满刀具粗镗刀和精镗刀CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™镗刀系列CoroBore 825精镗孔CoroBore 820粗镗孔用CoroBore 820粗镗孔和用CoroBore 825精镗孔-相同的直径范围和刀具长度真正有效率的搭配CoroBore™820粗加工镗削刀具新的高生产率镗削解决方案3个滑块CoroTurn107和T-Max P 刀片易于调整CoroPak03.2CoroBore™820镗削范围:35 -260 mm镗削深度: 4 x 刀柄直径孔公差:IT 9刀片:CoroTurn107T-Max P接口:可乐满CaptoHSK内冷却液:1200 m/min最大vcCoroPak03.2CoroBore ™820CoroTurn 107CoroTurn RC 滑块90°84°75°90°84°CoroPak 03.2CoroBore™820负前角刀片用的新滑块——高效率粗镗 镗削范围106-167 mmCoroTurn®RC刚性夹紧CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820粗调刻度用于径向调整的调整螺钉CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820高生产率镗削台阶镗削单刃镗削应使用90°滑块使用:3滑块1 刀垫组1接杆使用:3滑块1接杆使用:1滑块2盖1接杆CoroPak 03.2 -TRAINING Technical InformationCoroBore™820 v c= 1200 m/min时要求的力矩CoroPak 03.2 -TRAINING Selling FeaturesCoroBore ™820材料材料::GG 25 CMC 08.1Duobore CoroBore 820提高穿透率50%,并保持刀具寿命刀片数32v c m/分150150f n mm/转0,3750,25进给率v f mm/分7550刀具寿命分150150米6845CoroPak 03.2 -TRAINING Machining StrategiesCoroBore ™和Duobore ®一对高生产率粗镗刀具CoroBore ™820Duobore ®3切削刃2切削刃CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825精加工高精度镗刀适合高生产率镗削 用修光刃刀片容易调整CoroBore™825:精镗刀具系统适用于高精度的孔精加工CoroPak04:2稳定的精确度配有可乐满Capto®和HSK刀杆独特的小刀架CoroTurn®107 刀片第一选择备选Wiper刀片高精度的表面质量和高的生产效率CoroTurn®111刀片振动问题的解决者镗削小直径孔可转换刀夹:容易实现高精度尺寸调整直径微调的单位增量是0.01mm通过刀具切削液CoroBore ™825可获得高生产率和高精度表面质量的刀具系统CoroPak 04:2性能表面光洁度Ra < 1µm 公差等级IT6镗削直径范围从镗削直径范围从¢¢2323mm mm mm到到¢107107mm mm 三个三个CoroTurn CoroTurn 和111111刀片尺寸刀片尺寸刀片尺寸,,包括包括Wiper Wiper用CoroBore 820粗镗孔和用CoroBore 825精镗孔-相同的直径范围和刀具长度真正有效率的搭配CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825镗削直径: 23 -107 mm 镗削深度: 4 x 刀柄直径孔公差: IT 6粗糙度:< Ra 1 μm 刀片: CoroTurn ®107CoroTurn 111 接口:Coromant Capto ®HSK内冷却液Max. v c :1200 m/minCoroPak 04.2 -TRAINING Technical InformationCoroBore ™825转盘D c 0,01 mm 游标D c 0,002 mmCoroBore825与391.38A 精镗刀的比较镗削直径(mm) 23-107 25-103.5 镗削深度: 1.5-4xD5m 3.5xD5m 孔公差: IT6 IT6 直径调整间隙(mm): 0.002 0.01 切削液: 内冷内冷 刀片类型: TC,TP,wiper CC,TC,TP,wiper主偏角Kr(度): 9275,92,95CoroPak 04:2CoroBore825391.38ACoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825刀夹-3种尺寸 刀片TC..06, 09 & 11TP..06, 09 & 11主片角92°CoroPak 04.2 -TRAINING Technical InformationCoroBore™825椭圆形接口平面接触FtFrCoroBore™825精镗刀---反镗直径调节范围小于正常调节范围(避免刀体干涉)CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825TCGX 06T104L-WK 1025TCGX 090204L-WK 5015, 1025TCGX 110204L-WK5015, 1025TPMT 06T102-PF/MF/KF 5015, 1025, 3005TPMT 090204-PF/MF/KF 5015, 1025, 3005TPMT 110204-PF/MF/KF 5015, 1025, 3005CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825D cMin MaxAdaptorCartridgeCoroPak 04.2 -TRAINING Cutting DataCoroBore ™825CoroBore825切削初始值推荐一般初始值Vc 不大于车削样本上外园车削推荐值的50%,Vc=180mm/minCoroPak 04:2CoroPak 04.2 -TRAINING Technical InformationCoroBore ™825CoroBore™825精镗刀CoroBore™825Dc 0,01 mmDc .0004”使用游标刻度盘Dc 0,002 mmDc .00008”CoroBore ™8250.05mm微调刻度每格微调刻度每格::CoroBore™82523.65mmCoroBore ™8250.01/5=0.002mm 微调刻度每格微调刻度每格::假设现在直径23.500mmCoroBore ™825现在读数为23.5+0.08+0.004=23.584mmCoroPak 04.2 -TRAINING Cutting Data 材料:SS1672材料: 中碳钢l, CMC 01.2 HB =180 -2001 Coromant U, dia 52mm v c = 200 m/minf n = 0,15 mm/rn = 1225 rpm v f = 184 mm/min2粗镗接柄:C6-R820C-AA3104A 刀夹:R820C-AR16SCFC09A 刀片:CCMT 09T308-PM 4025D c = 60,0 mm z = 3v c = 120 m/min f Z = 0,3 mm f n =0,9 mm/r a p = 4 mm n = 637 rpm v f= 573 mm/min 3 精镗接柄:C6-R825C-AAE097A 刀夹:R825C-AF23STUC1102A 刀片:TCGX110204L-WK 5015D c = 60,5 mm z = 1v c = 200 m/min f n =0,15 mm/r a p = 0,25 mm Ra= 0,8n = 1053rpm v f= 158 mm/min孔加工实例。
山特维克金属切削技术指南3

材料
I
C6
信息/索引
A 螺纹加工 – 应用指南
普通螺纹牙型
普通车削
适用于机械工业所有领域的 一般性用途
适用于机械工业所有领域的 一般性用途
燃气、水和污水的管道配件 和连接件
蒸汽、燃气和水管的管螺纹
B
V型60° V型55°
内螺纹
公制 (MM) UN
外螺纹
惠氏螺纹 (WH)
BSPT (PT)
PMK N S H
在分析螺纹特性之后,需要查看工件: • 工件能否安全夹紧?
• 排屑有无问题?材料是否具有良好的断屑性能?
铣削
• 工件批量。螺纹的大批量加工理应需要采用优化刀
具以最大限度地提高加工效率。
E
• 单头螺纹或多头螺纹。
钻削
镗削
F
3. 机床
G 最后,让我们看看有关机床的一些重要考虑因素:
• 稳定性、功率和扭矩要求,特别对于较大直径螺纹加工 • 工件夹紧 • 刀具位置 (倒置可便于排屑) • 螺纹加工循环应该易于编程
钻削
ϕ = 螺纹螺旋升角
d = 外螺纹大径
D = 内螺纹大径
F
d1 = 外螺纹小径
D1 = 内螺纹小径
d2 = 外螺纹中径
D2 = 内螺纹中径
镗削
中径,d2 / D2 螺纹的有效直径。大约在大径和小径之间一半的位置处。
G
刀柄/机床
螺纹的几何形状基于螺纹中径 (d, D) 和螺距 (P) :工件上沿着螺纹从牙型上的一点到相应的下一 点的轴向距离。这也可以看作是从工件绕开的一
T-Max Twin-Lock® 用于石油管螺纹的螺纹加工系统。主要 用于油管、套管和接头的大批量生产领 域。刀片夹紧为杠杆设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Hydro-Grip 精密夹头 Runout 0.003 - 0.008mm
Weldon/Whistle Notch 夹柄 Runout 0.01 - 0.03mm
弹簧夹套 Runout 0.03-0.06mm
/April 20, 2006
32
刀柄系统 – 刀具夹持
丝锥夹头
/April 20, 2006
/April 20, 2006
26
刀柄系统 – 刀具夹持
液压夹头HydroGrip
/April 20, 2006
27
刀柄系统 – 刀具夹持
液压夹头HydroGrip
Pressure screw
Cover ring open position
/April 20, 2006
28
Cover ring closed position
Clamping part Collet
刀柄系统 – 刀具夹持
弹簧夹头
/April 20, 2006
29
刀柄系统 – 刀具夹持
三爪夹头
/April 20, 2006
30
刀柄系统 – 刀具夹持
侧压夹头
/April 20, 2006
31
几种夹持方式测量径跳比
——长径比为3的验棒头部径跳
CoroGrip液压夹头 Runout 0.003-0.006mm
液压夹头CoroGrip
20秒
/April 20, 2006
24
刀柄系统 – 刀具夹持
液压夹头CoroGrip
Normal run-out values in mm:
Assembly No. 1
Assembly No. 2
Solid CoroGrip
Coromant Capto CoroGrip +
/April 20, 2006
16
刀柄系统 – 夹紧方式
/April 20, 2006
17
刀柄系统 – 中间接杆
/April 20, 2006
18
刀柄系统 – 中间接杆
/April 20, 2006
19
刀柄系统 – 模块化刀具
/April 20, 2006
20
刀柄系统 – 模块化刀具
Modular
山特维克可乐满 大中华区效率中心
金属切削基础及刀具应用
---刀柄系统
/1
1
刀柄系统
/April 20, 2006
刀柄系统组成 机床主轴接口形式 刀具接口形式 夹紧形式 中间接杆 模块化刀具 刀具夹持 组装工具 常见的配刀限制
2
刀柄系统 – 组成
机床主轴
7:24定位锥面
/April 20, 2006
33
刀柄系统 – 刀具夹持
惠式削平柄钻铣夹头
/April 20, 2006
34
刀柄系统 – 刀具夹持
惠式削平柄钻铣夹头
/April 20, 2006
35
刀柄系统 – 刀具夹持
可调式刀柄
/April 20, 2006
36
刀柄系统 – 刀具夹持
Shrink fit 高精度夹头
Coromant Capto C4, C5 and C6刀柄 ,夹持刀具柄部直径从6mm到32mm
40
5
DIN 2079
刀柄系统 – 机床主轴的接口形式
Capto®接口
20000-40000转/分 钟的高速度
车刀和回转刀具 共用的主轴接口 形式
/April 20, 2006
8
刀柄系统 – 机床主轴的接口形式
Capto®接口
/April 20, 2006
+/- 0.002mm
9
刀柄系统 – 机床主轴的接口形式
11
刀柄系统 – 刀具的接口形式
/April 20, 2006
12
刀柄系统 – 刀具的接口形式 Capto ®
/April 20, 2006
13
刀柄系统 – 刀具的接口形式
/April 20, 2006
14
刀柄系统 – 刀具的接口形式
/April 20, 2006
15
刀柄系统 – 夹紧方式
Extension
0.002 - 0.004 mm
Total
0.010 - 0.024 mm
Holder
0.002 - 0.006 mm
Collet
0.002 - 0.003 mm
Endmill
0.003 - 0.010 mm
Total
0.017 - 0.037 mm
/April 20, 2006
25
38
刀柄系统 – 组装工具
•安装中间接柄的老 虎钳391.201 •用于装配和拆卸主 刀柄的装卸台 391.200 / 390.203 •模块化刀具的组装 工具
/April 20, 2006
39
刀柄系统 – 常见配刀限制
•最大刀长 •最大刀重 •最大弯矩 •最大刀径
/April 20, 2006
Spindle
0.003 - 0.005 mm
extension + basic holder
Holder
0.002 - 0.006 mm
Spindle
0.006 - 0.010 mm
Collet
0.002 - 0.003 mm
Basic holder
0.002 - 0.004 mm
Endmill
0.003 - 0.010 mm
抓刀及扭 矩槽
3
刀具
面铣刀接口
刀刀接口 接口拉钉 中间接杆 刀机接口 基本刀柄 刀柄拉钉
刀柄系统 – 组成
/April 20, 2006
4
刀柄系统 – 机床主轴接口形式
DIN69871-A/B ISO7388-1
MAS BT403
CAT -V
/AprilΒιβλιοθήκη 20, 2006YAMAZAKI
DIN 2080
HSK接口
使用者可以按如下方面进行选择: HSK A和C 型 :适度中等的扭矩,中等或 高速的主轴转速; HSK B和D 型 :扭矩刚性最大,中等或高 速的主轴转速; HSK E和F 型 :低的扭矩刚性,但主轴转 速允许极高。 HSK刀柄最关键的不在于制造精度,而在于严 格的钢材质和热处理标准
/April 20, 2006
所夹持的刀具的柄部直径公差必须为h6 或更严
动平衡等级为在15000转时 G6.3
为保证刀柄性能、刀具切削性能以及安全、简易的装夹过程, 需要使用Bilz 的ThermoGrip® ISG感应加热装置
/AprilC2o0ro,P2ak00056.2 Training – Customer benefits
Solid
Total: 4+2+30+10 = 46 items
/April 20, 2006
21
Total 480 items
刀柄系统 – 刀具夹持
液压夹头CoroGrip
/April 20, 2006
22
刀柄系统 – 刀具夹持
液压夹头CoroGrip
F
/April 20, 2006
23
刀柄系统 – 刀具夹持