山特维克-刀柄系统 共41页
山特维克Tool maint

金属切削技术和可乐满刀具刀具维护为什么要了解刀具维护知识??刀具维护的好刀具维护的好,,能延长刀具寿命 它是机械加工的重要组成部分 能减少停机时间维护好比用坏了再修理维护好比用坏了再修理,,能节省很多人力能节省很多人力、、财力做好刀具维护都要用到些什么?? 所有的推荐刀具都在样本里所有推荐的备件也都在样本里要用到的备件不同的扳手扭矩扳手的好处“咔嗒”,表示拧紧⇒更自信更自信!!确保合适的扭矩安全柄部更易把握用二硫化钼(Molykote)做什么?做什么?怎样涂二硫化钼?怎样涂二硫化钼?查看哪些部位查看哪些部位??查看哪些部位查看哪些部位??查看哪些部位查看哪些部位??模块化刀具为什么要使用配套的扭距扳手??延长刀片、、螺钉和扳手寿命延长刀片避免螺钉因为被拧的过紧而取不出来Torx Plus vs. Torx如何正确的拧紧刀片螺钉?? 使用合适的扭距扳手在样本上查相应的扭距值人体工程范围内用力即可Common Sense!!损坏的刀具 刀片失去支撑严重影响刀具寿命检查拉钉损坏了的刀柄会引起主轴磨损损坏了的刀柄会引起主轴磨损,,使得刚性变差丢弃损坏严重的刀具刀片的存放用刀片盒存放,,以免碰碎 用刀片盒存放Handling Carbide请不要将刀具随意混放在一起!!刀具使用的注意事项-121刀具使用的注意事项-222刀具使用的注意事项-323刀具使用的几点建议: 刀具使用的几点建议:刀垫、刀垫螺钉、夹紧组件、刀片、刀片螺钉等都要清洁干净, 刀垫、刀垫螺钉、夹紧组件、刀片、刀片螺钉等都要清洁干净,否 则容易造成“假夹紧 假夹紧”; 则容易造成 假夹紧 ; 重载切削的刀片螺钉要涂二硫化钼,防止螺钉焊死到刀体上; 重载切削的刀片螺钉要涂二硫化钼,防止螺钉焊死到刀体上; 夹紧螺钉时,使用扭距扳手, 夹紧螺钉时,使用扭距扳手,可以防止因夹紧力过大造成的螺纹滑 从而保护刀体。
牙,从而保护刀体。
24刀具使用注意事项: 刀具使用注意事项:刀具、刀柄、备件和机床连接面:无损坏,干净。
山特维克可乐满刀具介绍
金属切削技术和可乐满刀具粗镗刀和精镗刀CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™镗刀系列CoroBore 825精镗孔CoroBore 820粗镗孔用CoroBore 820粗镗孔和用CoroBore 825精镗孔-相同的直径范围和刀具长度真正有效率的搭配CoroBore™820粗加工镗削刀具新的高生产率镗削解决方案3个滑块CoroTurn107和T-Max P 刀片易于调整CoroPak03.2CoroBore™820镗削范围:35 -260 mm镗削深度: 4 x 刀柄直径孔公差:IT 9刀片:CoroTurn107T-Max P接口:可乐满CaptoHSK内冷却液:1200 m/min最大vcCoroPak03.2CoroBore ™820CoroTurn 107CoroTurn RC 滑块90°84°75°90°84°CoroPak 03.2CoroBore™820负前角刀片用的新滑块——高效率粗镗 镗削范围106-167 mmCoroTurn®RC刚性夹紧CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820粗调刻度用于径向调整的调整螺钉CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820高生产率镗削台阶镗削单刃镗削应使用90°滑块使用:3滑块1 刀垫组1接杆使用:3滑块1接杆使用:1滑块2盖1接杆CoroPak 03.2 -TRAINING Technical InformationCoroBore™820 v c= 1200 m/min时要求的力矩CoroPak 03.2 -TRAINING Selling FeaturesCoroBore ™820材料材料::GG 25 CMC 08.1Duobore CoroBore 820提高穿透率50%,并保持刀具寿命刀片数32v c m/分150150f n mm/转0,3750,25进给率v f mm/分7550刀具寿命分150150米6845CoroPak 03.2 -TRAINING Machining StrategiesCoroBore ™和Duobore ®一对高生产率粗镗刀具CoroBore ™820Duobore ®3切削刃2切削刃CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825精加工高精度镗刀适合高生产率镗削 用修光刃刀片容易调整CoroBore™825:精镗刀具系统适用于高精度的孔精加工CoroPak04:2稳定的精确度配有可乐满Capto®和HSK刀杆独特的小刀架CoroTurn®107 刀片第一选择备选Wiper刀片高精度的表面质量和高的生产效率CoroTurn®111刀片振动问题的解决者镗削小直径孔可转换刀夹:容易实现高精度尺寸调整直径微调的单位增量是0.01mm通过刀具切削液CoroBore ™825可获得高生产率和高精度表面质量的刀具系统CoroPak 04:2性能表面光洁度Ra < 1µm 公差等级IT6镗削直径范围从镗削直径范围从¢¢2323mm mm mm到到¢107107mm mm 三个三个CoroTurn CoroTurn 和111111刀片尺寸刀片尺寸刀片尺寸,,包括包括Wiper Wiper用CoroBore 820粗镗孔和用CoroBore 825精镗孔-相同的直径范围和刀具长度真正有效率的搭配CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825镗削直径: 23 -107 mm 镗削深度: 4 x 刀柄直径孔公差: IT 6粗糙度:< Ra 1 μm 刀片: CoroTurn ®107CoroTurn 111 接口:Coromant Capto ®HSK内冷却液Max. v c :1200 m/minCoroPak 04.2 -TRAINING Technical InformationCoroBore ™825转盘D c 0,01 mm 游标D c 0,002 mmCoroBore825与391.38A 精镗刀的比较镗削直径(mm) 23-107 25-103.5 镗削深度: 1.5-4xD5m 3.5xD5m 孔公差: IT6 IT6 直径调整间隙(mm): 0.002 0.01 切削液: 内冷内冷 刀片类型: TC,TP,wiper CC,TC,TP,wiper主偏角Kr(度): 9275,92,95CoroPak 04:2CoroBore825391.38ACoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825刀夹-3种尺寸 刀片TC..06, 09 & 11TP..06, 09 & 11主片角92°CoroPak 04.2 -TRAINING Technical InformationCoroBore™825椭圆形接口平面接触FtFrCoroBore™825精镗刀---反镗直径调节范围小于正常调节范围(避免刀体干涉)CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825TCGX 06T104L-WK 1025TCGX 090204L-WK 5015, 1025TCGX 110204L-WK5015, 1025TPMT 06T102-PF/MF/KF 5015, 1025, 3005TPMT 090204-PF/MF/KF 5015, 1025, 3005TPMT 110204-PF/MF/KF 5015, 1025, 3005CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825D cMin MaxAdaptorCartridgeCoroPak 04.2 -TRAINING Cutting DataCoroBore ™825CoroBore825切削初始值推荐一般初始值Vc 不大于车削样本上外园车削推荐值的50%,Vc=180mm/minCoroPak 04:2CoroPak 04.2 -TRAINING Technical InformationCoroBore ™825CoroBore™825精镗刀CoroBore™825Dc 0,01 mmDc .0004”使用游标刻度盘Dc 0,002 mmDc .00008”CoroBore ™8250.05mm微调刻度每格微调刻度每格::CoroBore™82523.65mmCoroBore ™8250.01/5=0.002mm 微调刻度每格微调刻度每格::假设现在直径23.500mmCoroBore ™825现在读数为23.5+0.08+0.004=23.584mmCoroPak 04.2 -TRAINING Cutting Data 材料:SS1672材料: 中碳钢l, CMC 01.2 HB =180 -2001 Coromant U, dia 52mm v c = 200 m/minf n = 0,15 mm/rn = 1225 rpm v f = 184 mm/min2粗镗接柄:C6-R820C-AA3104A 刀夹:R820C-AR16SCFC09A 刀片:CCMT 09T308-PM 4025D c = 60,0 mm z = 3v c = 120 m/min f Z = 0,3 mm f n =0,9 mm/r a p = 4 mm n = 637 rpm v f= 573 mm/min 3 精镗接柄:C6-R825C-AAE097A 刀夹:R825C-AF23STUC1102A 刀片:TCGX110204L-WK 5015D c = 60,5 mm z = 1v c = 200 m/min f n =0,15 mm/r a p = 0,25 mm Ra= 0,8n = 1053rpm v f= 158 mm/min孔加工实例。
最新刀柄部分的结构图例

Taper:1/10 Angle: 2°51 47
4
4
刀柄系统 – 机床主轴的接口形式
Capto®接口
20000-40000转/分 钟的高速度
车刀和回转刀具 共用的主轴接口 形式
5
5
刀柄系统 – 机床主轴的接口形式
Capto®接口
+/- 0.002mm
6
6
刀柄系统 – 夹紧方式
• 利用差动螺钉和一 对锯齿形夹爪将刀 柄/刀具夹紧。
• 中心拉钉夹紧。
7
7
刀柄系统 – 刀具的接口形式
8
8
刀柄系统 – 刀具的接口形式
9
9
刀柄系统 – 刀具夹持
三爪夹头
10
10
刀柄系统 – 刀具夹持
侧压夹头
11
11
刀柄系统 – 组成
12
12
刀柄系统 – 模块化刀具
Modular
Solid
Total: 4+2+30+10 = 46 items
山特维克可乐满 大中华区效率中心
金属切削基础及刀具应用
--主轴接口形式
DIN69871-A/B ISO7388-1
MAS BT403
CAT -V
YAMAZAKI
2
DIN 2080
2
DIN 2079
刀柄系统 – 机床主轴的接口形式
BBT 接口
传统7:24接口
3
3
刀柄系统 – 机床主轴的接口形式
弹簧夹套 Runout 0.01-0.03mm
15
15
刀柄系统 – 刀具夹持
液压夹头CoroGrip
F
山特维克-刀柄系统

本课件仅供大家学习学习 学习完毕请自觉删除
谢谢 本课件仅供大家学习学习
学习完毕请自觉删除 谢谢
刀柄系统
2
刀柄系统组成 机床主轴接口形式 刀具接口形式 夹紧形式 中间接杆 模块化刀具 刀具夹持 组装工具 常见的配刀限制
2
刀柄系统 – 组成
机床主轴
7:24定位锥面
•安装中间接柄的老 虎钳391.201 •用于装配和拆卸主 刀柄的装卸台 391.200 / 390.203 •模块化刀具的组装 工具
39
39
刀柄系统 – 常见配刀限制
•最大刀长 •最大刀重 •最大弯矩 •最大刀径
40
40
Capto®接口
20000-40000转 /分钟的高速度
车刀和回转刀具 共用的主轴接口 形式
8
8
刀柄系统 – 机床主轴的接口形式
Capto®接口
+/0.002mm
9
9
刀柄系统 – 机床主轴的接口形式
HSK接口
使用者可以按如下方面进行选择: HSK A和C 型 :适度中等的扭矩,中等或 高速的主轴转速; HSK B和D 型 :扭矩刚性最大,中等或高 速的主轴转速; HSK E和F 型 :低的扭矩刚性,但主轴转 速允许极高。 HSK刀柄最关键的不在于制造精度,而在于严 格的钢材质和热处理标准
弹簧夹套 Runout 0.03-0.06mm
32
32
刀柄系统 – 刀具夹持
丝锥夹头
33
33
刀柄系统 – 刀具夹持
惠式削平柄钻铣夹头
34
34
刀柄系统 – 刀具夹持
惠式削平柄钻铣夹头
35
35
刀柄系统 – 刀具夹持
山特维克减振刀具应用指南3-3
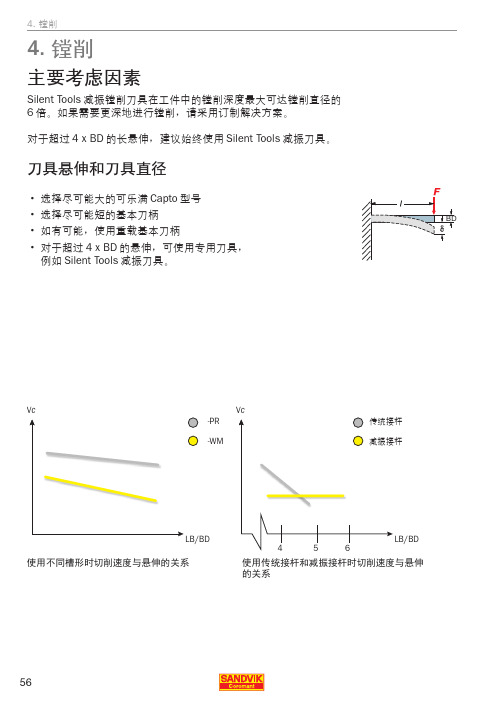
4. 镗削
选择具有正前角切削槽形的轻快切削刀片。首选是刀形切削刃刀片(TCGT L-K)。使用半径为 0.2 mm(0.008 inch),最大为 0.4 mm(0.016 inch)· 的小刀尖。
孔径公差
使用一个刀片进行精加工时,可在良好工况下实现 IT7 公差。公差 将受到刀柄夹紧情况、零件固定情况和刀片磨损情况的影响。建议 采用试切的办法对孔的最终尺寸的保障来调节精镗头。为了实现理 想的表面质量和小的孔公差,还必须使用切削液来防止对切屑进行 再切削,并防止刀具和工件出现热膨胀。
4. 镗削 65
4. 镗削
应用实例
案例 1:凸耳孔:起落架
加工这种长度为 2.1 m(7 ft)、宽度为 0.91 m(3 ft)的航空零件是· 对悬伸刀具长度的一种挑战。这个零件有两个在外面的一条直线上 的凸耳孔,原来的加工工艺是从一侧用镗刀完成两个孔的半精镗, 然后对近端的孔进行精镗和铰削。再接着是将零件的安装调整到相 对的一侧,旋转它,使它对中,最后是另一个孔的一次精加工和铰 削走刀。 山特维克可乐满的非标解决方案将精加工和铰削合并为一把镗刀, 并使用了减振刀杆设计,一次镗削两个凸耳孔。通过免除零件移动 和重新找正的装夹时间,由此简化了整个加工过程。我们能够在一 侧即可完成全部加工,而且无需铰削工序。 如下面所显示的数据,可以运用更高的切削速度和进给量,加工 了 9 个零件之后,即可收回投资!完成零件加工的生产效率提高了 228%!
镗削范围 镗削深度 孔公差 切削液 刀片型号/类型:
25-150 mm (0.984–5.906 inch) 6 x DC (23.6–27.6 inch) IT9 内冷 90°(0°) CoroTurn 107°, 75°(15°) CoroTurn 107°
山特维克刀柄系统

38
刀柄系统 – 组装工具
•安装中间接柄的老 虎钳391.201 •用于装配和拆卸主 刀柄的装卸台 391.200 / 390.203 •模块化刀具的组装 工具
/April 20, 2006
39
刀柄系统 – 常见配刀限制
•最大刀长 •最大刀重 •最大弯矩 •最大刀径
/April 20, 2006
所夹持的刀具的柄部直径公差必须为h6 或更严
动平衡等级为在15000转时 G6.3
为保证刀柄性能、刀具切削性能以及安全、简易的装夹过程, 需要使用Bilz 的ThermoGrip® ISG感应加热装置
/AprilC2o0ro,P2ak00056.2 Training – Customer benefits
Modular
Solid
Total: 4+2+30+10 = 46 items
/April 20, 2006
21
Total 480 items
刀柄系统 – 刀具夹持
液压夹头CoroGrip
/April 20, 2006
22
刀柄系统 – 刀具夹持
液压夹头CoroGrip
F
/April 20, 2006
15
刀柄系统 – 夹紧方式
/April 20, 2006
16
刀柄系统 – 夹紧方式
/April 20, 2006
17
刀柄系统 – 中间接杆
/April 20, 2006
18
刀柄系统 – 中间接杆
/April 20, 2006
19
刀柄系统 – 模块化刀具
/April 20, 2006
20
刀柄系统 – 模块化刀具
刀柄系统和拉钉

刀柄系统和拉钉刀柄系统和拉钉加工中心的主轴锥孔通常分为两大类:即锥度为7:24的通用系统和1:10的锥柄系统。
一. 1:10的锥柄系统。
1:10的锥柄系统有几种,比较有影响的有德国的HSK真空刀柄(标准DIN69873)和一些大的公司的企业标准与日本的NC5实心刀柄。
HSK真空刀柄靠刀柄的弹性变形,不但刀柄的1:10锥面与机床主轴孔的1:10锥面接触,而且使刀柄的法兰盘面与主轴面也紧密接触,1∶10空心工具锥柄目前已有国家标准GB19449.1-2004(带有法兰接触面的空心圆锥接口第1部分:柄部—尺寸)。
它等同采用了国际标准ISO12164-1:2001的内容。
原德国标准DIN69893-1:1996已被新的标准DIN69873-1:2003代替,新的德国标准也等同采用了国际标准ISO12164-1:2001的内容。
其它常见结构的1∶10工具锥柄基本采用企业标准,具有垄断性,如美国肯纳公司的KM型系列、瑞典山特维克公司的Capto 系列、德国瓦尔特公司的NOVEX系列等。
这种双面接触系统在高速加工、连接刚性和重合精度上均优于7:24的通用刀柄系统,但也有其缺点,如加工困难、刀具悬伸大而影响刀具刚性、刀柄重磨困难等。
日本的NC5刀柄采用的是实心结构。
二.7:24的通用系统。
锥度为7:24的通用刀柄通常有四种国际标准和规格:IS0 7388/1-1983(E)(等同于DIN69871.A和GB/T10944-1989);DIN 69871(德国标准);ANSIB5.50CAT(美国标准);MAS403BT(日本标准)。
1).IS0 7388/1-1983(E)(等同于DIN69871.A和GB/T10944-1989):该标准的刀柄的国内代号是JT,如JT30、JT40、JT50等。
中国国家标准GB10944-89是参照采用国际标准ISO88/1:1983制定的,除对极个别项目数据进行了圆整(如尾部螺纹底孔深度13)或未规定数据(如法兰上的键槽根底倒角)外,其它数据完全相同。
Coromant Capto模块化刀柄系统

削、 铣削和钻削加工的工具系统 。 ” 在 20 00年前后 , 复合加 工 当
功能 , 因此 它最 初被 应用 于 车床 ( 车加工 ) 铣/ 机床的应用开始变得
上 。山特 维 克可 乐满 公 司称 ,at 日益流行时, at刀柄开始进入加 C po Cp o
刀柄的换刀速度比采用偏心轴夹紧 工领域 。米尔斯说 ,C p 刀柄 的 “ at o 方式 的常规刀具快 5 0 。该公 设计或许比其所处的时代稍微超前 —1 倍 司的工具系统产 品专家布伦特 ・ 戈
(0 5 mm) C 6 mm) C ( 0 m) 、 6(3 、 8 8 r 和 换刀具 中,at刀柄和肯纳公司的 a Cp o
C x 一种凸缘直径 10 m的 C 多 K 8( 0m 8 M工具 系统各占有4 %的份额。 3 边形 )一种新的 C 0 ; 1 规格( 凸缘直
2 0 年 3 1日上市 。 09 月
1O 2
C po at刀柄采 用与其他刀柄截
10 0
, l
.
~T 涂 N 层 i
/
然不同的三棱多边形。它的发明者 安德森提出 ,为什么模块化刀柄系 “ 统非得采用圆形呢?我发现三棱 多 边形可以提供极好的稳定性。 ”
山特 维 克 可 乐 满 公 司称 , 边 多
j ● / ‘ 无, 涂 \ . ( { l / A层 层 / l r N 涂 嫠6 0
司开发的 C r at at( oo n C po以下简称 哥国际机床展览会( T ) m I S上首次展 已在 使 用 C p 刀 柄 的用 户 造 成 一 M at o C po刀柄 系统 而言 , 可 以用模 出了C p 刀柄的完整样 品。从那 些 问题。我们希望确保任何人生产 at) 则 at o
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀柄系统 – 刀具夹持
弹簧夹头
/April 20, 2006
29
刀柄系统 – 刀具夹持
三爪夹头
/April 20, 2006
30
刀柄系统 – 刀具夹持
侧压夹头
/April 20, 2006
31
几种夹持方式测量径跳比
——长径比为3的验棒头部径跳
CoroGrip液压夹头 Runout 0.003-0.006mm
山特维克可乐满 大中华区效率中心
金属切削基础及刀具应用
---刀柄系统
/1
1
刀柄系统
/April 20, 2006
刀柄系统组成 机床主轴接口形式 刀具接口形式 夹紧形式 中间接杆 模块化刀具 刀具夹持 组装工具 常见的配刀限制
2
刀柄系统 – 组成
机床主轴
7:24定位锥面
9
刀柄系统 – 机床主轴的接口形式
HSK接口
使用者可以按如下方面进行选择: HSK A和C 型 :适度中等的扭矩,中等或 高速的主轴转速; HSK B和D 型 :扭矩刚性最大,中等或高 速的主轴转速; HSK E和F 型 :低的扭矩刚性,但主轴转 速允许极高。 HSK刀柄最关键的不在于制造精度,而在于严 格的钢材质和热处理标准
Hydro-Grip 精密夹头 Runout 0.003 - 0.008mm
Weldon/Whistle Notch 夹柄 Runout 0.01 - 0.03mm
弹簧夹套 Runout 0.03-0.06mm
/April 20, 2006
32
刀柄系统 – 刀具夹持
丝锥夹头
/April 20, 2006
Modular
Solid
Total: 4+2+30+10 = 46 items
/April 20, 2006
21
Total 480 items
刀柄系统 – 刀具夹持
液压夹头CoroGrip
/April 20, 2006
22
刀柄系统 – 刀具夹持
液压夹头CoroGrip
F
/April 20, 2006
/April 20, 2006
26
刀柄系统 – 刀具夹持
液压夹头HydroGrip
/April 20, 2006
27
刀柄系统 – 刀具夹持
液压夹头HydroGrip
Pressure screw
Cover ring open position
/April 20, 2006
28
Cover ring closed position
/April 20, 2006
抓刀及扭 矩槽
3
刀具
面铣刀接口
刀刀接口 接口拉钉 中间接杆 刀机接口 Байду номын сангаас本刀柄 刀柄拉钉
刀柄系统 – 组成
/April 20, 2006
4
刀柄系统 – 机床主轴接口形式
DIN69871-A/B ISO7388-1
MAS BT403
CAT -V
/April 20, 2006
/April 20, 2006
11
刀柄系统 – 刀具的接口形式
/April 20, 2006
12
刀柄系统 – 刀具的接口形式 Capto ®
/April 20, 2006
13
刀柄系统 – 刀具的接口形式
/April 20, 2006
14
刀柄系统 – 刀具的接口形式
/April 20, 2006
15
刀柄系统 – 夹紧方式
/April 20, 2006
16
刀柄系统 – 夹紧方式
/April 20, 2006
17
刀柄系统 – 中间接杆
/April 20, 2006
18
刀柄系统 – 中间接杆
/April 20, 2006
19
刀柄系统 – 模块化刀具
/April 20, 2006
20
刀柄系统 – 模块化刀具
Extension
0.002 - 0.004 mm
Total
0.010 - 0.024 mm
Holder
0.002 - 0.006 mm
Collet
0.002 - 0.003 mm
Endmill
0.003 - 0.010 mm
Total
0.017 - 0.037 mm
/April 20, 2006
25
所夹持的刀具的柄部直径公差必须为h6 或更严
动平衡等级为在15000转时 G6.3
为保证刀柄性能、刀具切削性能以及安全、简易的装夹过程, 需要使用Bilz 的ThermoGrip® ISG感应加热装置
/AprilC2o0ro,P2ak00056.2 Training – Customer benefits
Spindle
0.003 - 0.005 mm
extension + basic holder
Holder
0.002 - 0.006 mm
Spindle
0.006 - 0.010 mm
Collet
0.002 - 0.003 mm
Basic holder
0.002 - 0.004 mm
Endmill
0.003 - 0.010 mm
YAMAZAKI
DIN 2080
5
DIN 2079
刀柄系统 – 机床主轴的接口形式
Capto®接口
20000-40000转/分 钟的高速度
车刀和回转刀具 共用的主轴接口 形式
/April 20, 2006
8
刀柄系统 – 机床主轴的接口形式
Capto®接口
/April 20, 2006
+/- 0.002mm
38
刀柄系统 – 组装工具
•安装中间接柄的老 虎钳391.201 •用于装配和拆卸主 刀柄的装卸台 391.200 / 390.203 •模块化刀具的组装 工具
/April 20, 2006
33
刀柄系统 – 刀具夹持
惠式削平柄钻铣夹头
/April 20, 2006
34
刀柄系统 – 刀具夹持
惠式削平柄钻铣夹头
/April 20, 2006
35
刀柄系统 – 刀具夹持
可调式刀柄
/April 20, 2006
36
刀柄系统 – 刀具夹持
Shrink fit 高精度夹头
Coromant Capto C4, C5 and C6刀柄 ,夹持刀具柄部直径从6mm到32mm
23
刀柄系统 – 刀具夹持
液压夹头CoroGrip
20秒
/April 20, 2006
24
刀柄系统 – 刀具夹持
液压夹头CoroGrip
Normal run-out values in mm:
Assembly No. 1
Assembly No. 2
Solid CoroGrip
Coromant Capto CoroGrip +