工序标准工时
标准工时的定义
标准时间的设定一、标准工时概要1、什么是标准工时(StandardTime)标准工时是在正常的操作条件下,以标准的作业方法及合理的劳动强度和速度完成符合质量要求的工作所需的作业时间。
它具有以下五项主要因素:(1)正常的操作条件:工具条件及环境条件都符合作业内容要求并且不易引起疲劳,如女子搬运重量不超过4.5公斤。
(2)熟练程度:大多数中等偏上水平作业者的熟练度,作业员要了解流程,懂得机器和工具的操作与使用。
(3)作业方法:作业标准规定的方法。
(4)劳动强度与速度:适合大多数普通作业者的强度与速度。
(5)质量标准:以产品的质量标准为准,基本原则是操作者通过自检及互检完成。
由上述的定义可知标准时间是衡量一切工作的标准,它具有相当高的客观性与公平性。
IE的全部方法与手段都是为了保证所制定的标准时间公平合理,因为它是衡量效率的基准,同时也是进行科学的效率管理的基础,并最终被应用到销售、设计、采购、成本管理等相关领域。
2、标准时间的意义与用途制定合理的标准时间是科学管理的最基本工作,也是最重要的工作。
无标准时间就无管理的第一步。
通过标准时间的应用使参与工作的全部人都可以客观准确地计划、实施并评价工作结果。
标准时间的应用非常广泛,是制造业必不可少的作业管理基准。
标准时间的应用具体有以下几个方面:(1)制定生产计划;(2)人工工时计划及人员计划;(3)评价:不同作业者的工作表现,不同的供货商的效率成本,不同的作业方法的优劣;(4)用于制造产品的人工成本控制与管理,包括记件工资的标准;(5)对客户的估价与报价;(6)设备及工装的需求计划;(7)革新与改善的成绩评价。
特别要强调的是标准时间不是一成不变的,随着作业方法及产品工艺的改进,标准时间也是在不断更新与提高的。
3、标准时间的构成大多数的标准时间是由“标准主体作业时间”和“标准准备时间”构成。
此两项又分别由净作业时间和宽放时间构成。
如下图(1)标准主体作业时间与标准准备时间是完成工作所必须进行的作业包括有效的机械作业以及事前准备和中间准备所消耗的时间。
服装工序标准工时
104.5
26.折缝裤脚口
46.5
27.打扣眼
9
28.拉裤耳
12
29.打套结
68
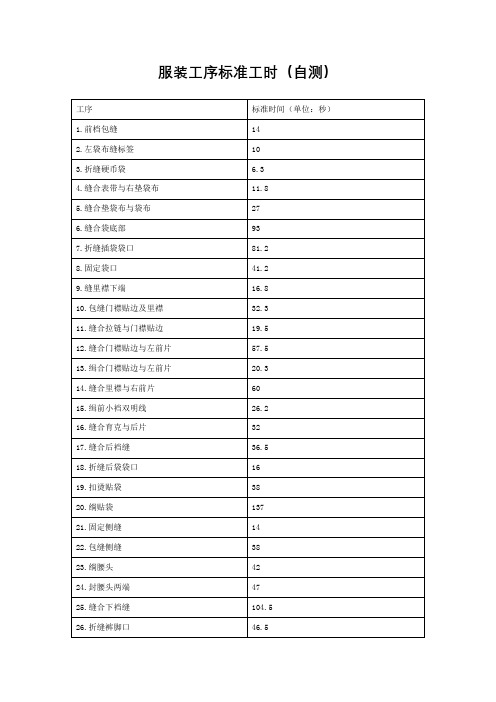
服装工序标准工时(自测)
工序
标准时间(单位:秒)
1.前档包缝
14
2.左袋布缝标签
10
3.折缝硬币袋
6.3
4.缝合表带与右垫袋布
11.8
5.缝合垫袋布与袋布
27
6.缝合袋底部
93
7.折缝插袋袋口
81.2
8.固定袋口
41.2
9.缝里襟下端
16.8
10.包缝门襟贴边及里襟
32.3
11.缝合拉链与门襟贴边
19.5
12.缝合门襟贴边与左前片
57.5
13.缉合门襟贴边与左前片
20.3
14.缝合里襟与右前片
60
15.缉前小裆双明线
26.2
16.缝合育克与后片
32
17.缝合后裆缝
36.5
18.折缝后袋袋口
16
19.扣烫贴袋
38
20.绱贴袋
137
21.固定侧缝
14
22.包缝侧缝
38
23.绱腰头
42
24.封腰头两端
47
工时计算方法大全(各机床工时、各工序工时)
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
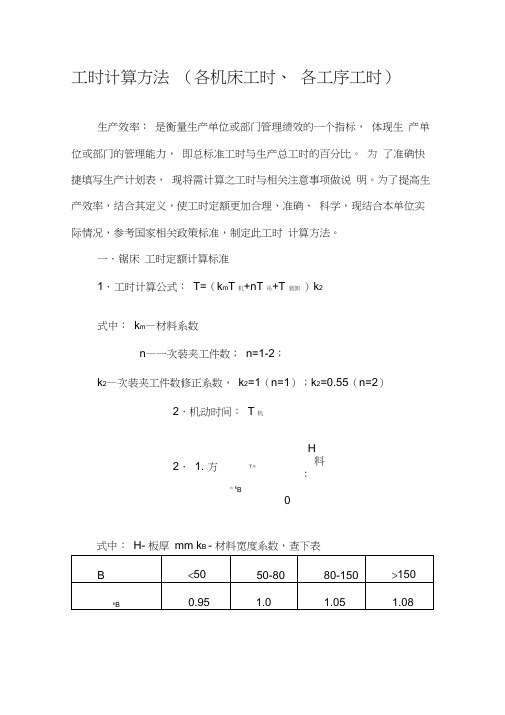
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k2式中:k m—材料系数n—一次装夹工件数;n=1-2;k2—次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2)2.机动时间:T 机H2.1. 方T =料:2机k B式中:H- 板厚mm k B - 材料宽度系数,查下表D2.2.棒料:T2 机= 4式中 D —棒料外径 mmDd 022.3. 管料 :T 机=2 — 1000 4 0 式中 d 0—管料内径; mmHH 0*B 0T 机 = —28000—方管外形高3.吊料时 L 间:T1吊=4.装卸料时 000 间及其它时间:装卸2.4..方管:式中: Hmm ;H 0—方管内腔高 mm ; B 0—方管内腔宽 mm ;800综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数; n=1-2;k 2—次装夹工件数修正系数, k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+ 403额:注:准备工时按100 件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T 校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a 为每折一刀的工时(理论计算:每刀0.15 分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时T 风割割长度× 公式:3+1.5修磨工时含补焊工时: T 修磨2= T 风割/2.焊接单件工时:T 焊接=T 工件装卸+T 点焊+ T 全焊2.1 装卸工件工时:T 工件装卸= (T01+0.2n)B式中:T01—装卸基本工时;(取T01=0.2);n-- 工件数B-- 重量系数(见表)2.2.点焊单件工时:T 点焊= T02+0.1J+0.1N式中:T02—点焊基本工时;J—点焊数;N—点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T03+0.1M+0.1N+L Σ/200+0.2NC式中:T03—全焊基本工时;M—焊缝段数;N—全焊时工件翻转次数;LΣ--焊缝长NC--- 焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时;重量系数(B)1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20 分钟5、点焊螺母按0.5 分钟一个四.钻床工时定额1、T=kT 机+ T 装卸其中k —难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T 机注:L/D ≥8 时,须另增排屑时间60% 3、装卸零件时间及辅助时间: T 装卸五.磨床铣床工时定额计算标准1.平面磨工时定额:工作台单行程横向进给量16~24mm/次工件运行行速度8m/min磨一次行程工时2. 无心磨工时定额(含辅助工时) LkT= 1d式中: L—单件被加工零件总长; k d—直径系数,d≤16, k d=1.0; d>16, k d=1.2203.铣端面工时加工段数系数B计算公式加×T= 工长度六。
标准工时的定义

标准工时的定义
标准工时是指采用系统方法,以工作节拍为基准,精确地测定各种劳动活动的规定的耗时。
它被用于检测工作的耗时,以及实现生产过程的优化,而且用于定额工资的计算。
另一方面,标准工时也是技术管理的工具。
标准工时的定义主要包括四部分内容:1) 工作节拍:指定每个任务应该完成多少个步骤,并指定完成每个步骤所需花费的时间;2)标准:指衡量活动所消耗的人力,用什么标准;3)指标:指由标准工时得出的每个工序的耗时指标;4)定额:指由标准工时得出的每个工序的定额,以及总的定额。
标准工时的使用可以帮助企业达到减少生产成本、提高效率、提高工作素质、提高质量等目标。
它不仅能准确地测量出每个生产工序需要花费多少时间,而且还能评估员工的工作效率。
它有助于企业更好地把控生产周期,确保生产过程中能顺利完成每个工序,有效地提升企业整体效率。
此外,标准工时还是一种定额管理的重要工具,它可以用来测量每件产品的投入成本,并有效地估算生产过程所需的成本。
将此信息作为计算工资的基础,可以让企业更加合理地支付工人的工资。
从上可以看出,标准工时的定义是指通过对活动的实际耗时的测量,精确的计算出每个工序所花费的时间和成本。
标准工时使企业可以减少生产成本、提高效率和质量,同时也能合理地支付员工的工资。
产线标准工时计算方法
产线标准工时计算方法嘿,你问产线标准工时计算方法啊?那咱就来说说。
要算产线标准工时呢,得先搞清楚几个事儿。
首先得知道生产一个产品都有哪些步骤。
就像做菜一样,得知道先干啥后干啥。
把生产过程分解成一个个小的工序,这样才能算得清楚。
然后呢,观察每个工序需要多长时间。
可以找几个熟练的工人,让他们正常干活,然后用秒表计时。
这就像给工人的动作拍个小电影,看看他们花了多少时间。
不过可不能只看一个人哦,得多找几个人,取个平均值,这样才比较准。
接着,还得考虑一些特殊情况。
比如说,工人有时候会休息一下,上个厕所啥的,这时间可不能算在标准工时里。
还有,如果机器出故障了,耽误了时间,也得排除掉。
就像走路的时候遇到了小坑,得绕过去,不能算在走路的时间里。
算标准工时的时候,还可以加上一些宽裕时间。
为啥呢?因为工人不可能一直像机器人一样不停歇地干活呀。
得有点时间让他们喘口气,调整一下状态。
这个宽裕时间一般是按照一定的比例加上去的,不能太多也不能太少。
还有哦,如果生产过程中有一些特殊的要求,比如质量检查得特别仔细,那可能也得花更多的时间,这也得考虑进去。
我给你讲个事儿吧。
有个工厂要算生产一种小零件的标准工时。
他们先把生产过程分成了几个工序,然后找了几个熟练工人计时。
结果发现,有的工人干得快,有的干得慢。
他们就取了个平均值,又考虑了休息时间和宽裕时间,最后算出了一个比较合理的标准工时。
有了这个标准工时,工厂就能更好地安排生产计划,提高效率啦。
所以啊,算产线标准工时可不能马虎,得认真仔细,才能让生产更顺利。
标准工时的应用方法

标准工时的应用方法标准工时是一种管理劳动力的方法,它在企业中广泛应用,帮助实现生产效率的提升和成本的控制。
以下是标准工时的应用方法:1. 设定标准工时:首先,根据工作任务和生产流程,制定标准工时。
标准工时是完成特定工作任务所需的合理时间,包括不同环节的工作时间、休息时间和其他非工作时间等。
2. 确定标准工时的测定方法:为了确定标准工时,可以采用直接观察、时间研究、工序分析等方法。
直接观察是指通过观察员工在工作过程中所花费的时间来确定标准工时。
时间研究是通过观察和记录员工完成某项工作所花费的时间来确定标准工时。
工序分析是将整个生产过程划分为各个工序,并计算每个工序的标准工时。
3. 加入标准工时的管理系统:将确定的标准工时加入到企业的管理系统中,用于员工工资的计算、绩效考核、生产计划的制定等方面。
通过标准工时,可以根据员工的实际工作时间和标准工时的差异,对员工进行绩效评估和薪酬调整。
4. 监控和评估标准工时的执行情况:企业应定期监控和评估标准工时的执行情况,以确保员工的工作时间与标准工时的一致性。
如果发现存在偏差,需要及时进行调整和纠正,以保证生产效率和质量。
5. 不断优化标准工时:企业应定期评估和优化标准工时。
随着生产流程和技术的不断变化,标准工时也需要相应调整。
通过优化标准工时,可以进一步提高生产效率和降低成本。
总之,标准工时是一种有效的管理工具,它可以帮助企业合理分配工作时间,提高生产效率和降低成本。
然而,在应用标准工时时,企业需要根据自身的情况进行调整和优化,以达到最佳的管理效果。
标准工时是一种基于时间管理的方法,它在企业中起到了重要的作用,可以帮助企业提高生产效率、降低成本和提升竞争力。
以下将继续探讨标准工时的应用方法及其相关内容。
6. 建立准确的工作量标准:为了确定标准工时,企业首先需要建立准确的工作量标准。
工作量标准是根据产品或服务的特点、制作流程和工作内容等因素来确定的,它主要包括产品数量、工作质量、作业环境等指标。
标准工时评定方法

标准工时评定方法标准工时是指在标准工作环境下,进展一道加工所需的人工时间。
标准工时=观测时间×评定系数×〔1+宽放率〕观测时间将每道工序的工作分成假设干个工作单元,分别进展计时。
注:重点强调:测时前操作方法应已标准化。
操作方法不同,所消耗的时间也不同。
假设操作方法尚未标准化,操作单元的划分及其时间研究将毫无意义。
划分单元时应注意:1、每一个单元应有明确且易辨识的起点和终点。
在工作循环中,一个操作单元中止另一个操作单元开场的瞬间,称为分解点或定时点。
2、人工操作单元与机器单元应分开,时间研究主要是测定人工单元。
3、不变单元和可变单元应分开,不变单元是指在各种情况下,其操作时间根本相等的单元,如焊接操作中的手拿焊枪为不变单元。
可变单元是指因加工对象尺寸、大小、重量的不同而变化的单元。
在焊接操作中的焊缝所需时间是随焊缝的长短而变化的,故为可变单元。
4、物料搬运时间应与其他单元时间分开。
因为搬运时间受工作场所布置的影响很大,别离出来便于单独研究。
测时方法:〔1〕归零测时法,即在每一个操作单元终了时,使指针回零的方法。
现场记录时,因为要归零,所以费时,且易漏记。
〔2〕累计测时法,即每次按停显示当时时间,再按那么显示累计走时。
〔3〕连续测时法,在整个过程中,秒表不停的连续走动,直到整个研究完毕为止,观测者将每个操作单元的终点时间读出,记录在表格内。
研究完毕后,将相邻两个操作单元的终点时间相减,即得出操作单元实际的持续时间。
优点是现场记录时,因秒表开动后不再归零,任其连续走动至各单元末记录时间,比拟方便,且一直连续计时,能保证所有时间均可记录无遗漏。
缺点是各单元的持续时间必须通过减法求得,处理数据的工作量较大。
评定系数评比时需要将操作者的速度和理想速度作准确的比拟,所以必须有具体的数字来表示其快慢,为了到达这个目的,就必须有一个评比的尺度。
评比方法:1、速度评定法,是比拟简单的评定方法,它完全根据观测者关于理想速度概念评定工人的工作速度,即将工人工作速度与观测者脑海中已有的标准水平概念进展比拟。
工序代码与标准工时
工序代碼 CC CU JY HY CT TD CJ DD BD CW WX WT BJ XJ NX JX SX CB ZC BC HP CS DT
工序名称 引线裁切及套管 铜箔裁切 引线浸锡 焊引线 穿套管 贴挡墙胶带 包铜箔两端胶带 打底 包挡墙 绕线CNC 手搖繞線 繞銅箔 包胶带 修脚 扭飛線 浸錫 刷锡渣,看外观 磁芯背胶 裝磁芯 包磁芯胶带 耐压测试 综合测试 点胶
HJ TP ZT 2X MJ ZP PK
含浸/烘烤 贴标签 整腳 二次浸锡 刷锡渣,看外观 合脚 包装
序中可能因機程操作要求
工藝﹐有二種以上的工藝標
工序代碼說明
P-CC-001
1.第一碼:P代表標准工序工時。S代表特殊工時(同一工序中可能因機程操作要求 不同造成工時與標准工序不一樣﹐特用S代號區分別。) 2.第二三碼:CC代表站別工序作業代碼。
3.第四五六碼:001代表流水碼區分別。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单位人时 23.6222 21.2444 25.5111 14.6778 16.5667 18.9444 18.4889 20.7889 22.5111 24.2333 20.8444 24.2333 24.2333 20.0111 11.5222 24.2778 28.8333 18.5444 20.9000 17.1333 17.3667 16.5333 32.6000 18.7667 26.5778 15.9778 17.7000 15.9778
29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 46 47 48 49 50 51 52 53
ZZ029 ZZ030 ZZ031 ZZ032 ZZ033 ZZ034 ZZ035 ZZ036 ZZ037 ZZ038 ZZ039 ZZ040 ZZ041 ZZ042 ZZ043 ZZ044 ZZ046 ZZ047 ZZ048 ZZ049 ZZ050 ZZ051 ZZ052 ZZ053
备注
机器上头改为手工上头,机器压头改为手工压 插管机管长较长,时间过短
大组装机和铝盖机时间过短 大组装机和铝盖机时间过短
手工压喷头需要沾油 手工压喷咀时间过短
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
计件编码 ZZ001 ZZ002 ZZ003 ZZ004 ZZ005 ZZ006 ZZ007 ZZ008 ZZ009 ZZ010 ZZ011 ZZ012 ZZ013 ZZ014 ZZ015 ZZ016 ZZ017 ZZ018 ZZ019 ZZ020 ZZ02Z028
0.0671 0.0773 0.0390 0.0531 0.0451 0.0553 0.0992 0.0946 0.0303 0.0303 0.0316 0.0245 0.0373 0.0188 0.0302 0.0302 0.0379 0.0379 0.0354 0.0441 0.0074 0.0423 0.0110 0.0101
20.0889 23.1333 11.7000 15.9222 13.5222 16.5667 29.7222 28.3222 9.0700 9.0700 9.4700 7.3300 11.1700 5.6400 9.0300 9.0300 11.3400 11.3400 10.6180 13.2130 2.2200 12.6700 3.3000 3.0240
产品名称 L#长转臂(普通螺丝盖+剂量 ≥0.17)-一代 L#长转臂(普通螺丝盖+剂量 ≤0.13)-一代 L#长转臂(星银螺丝盖+剂量 ≥0.17)-一代 横喷(普通螺丝盖)-一代 横喷(压扣盖)-一代 横喷(星银螺丝盖+剂量≥ 0.17)-一代 A#鼻喷-一代 C#鼻喷(Φ 18/Φ 20螺丝盖) -一代 D#鼻喷(普通)-一代 E#鼻喷-—代 F#鼻喷(普通)-一代 G#鼻喷(Φ 18/Φ 20螺丝盖) -一代 H#鼻喷(Φ 18/Φ 20螺丝盖) -一代 K#鼻喷-一代 糖浆泵-一代 小转臂喷雾泵(口腔) -一 代/改良 小转臂喷雾泵(口洁) -改 良 A#鼻喷 -改良 C#鼻喷(Φ 18螺丝盖)-改良 D#鼻喷(普通) -改良 D#鼻喷(德众) -改良 F#鼻喷(普通)-改良 F#鼻喷(PCG)-改良 F#鼻喷(矮螺丝盖)-改良 F#鼻喷(江门)-改良 G#鼻喷 -改良 E#鼻喷 -改良 H#鼻喷 -改良
计件单价-11.67提3% 0.0789 0.0710 0.0852 0.0490 0.0553 0.0632 0.0617 0.0694 0.0752 0.0810 0.0696 0.0810 0.0810 0.0668 0.0385 0.0811 0.0963 0.0619 0.0698 0.0572 0.0580 0.0552 0.1089 0.0626 0.0888 0.0534 0.0591 0.0534
L#长转臂(普通) -改良 L#长转臂(星银) -改良 K#鼻喷 -改良 R#鼻喷 -改良 横喷(普通螺丝盖) -改良 横喷(压扣盖) -改良 短直臂 西班牙小压扣横喷 -改良 一代轧口(H#)-一代 一代轧口(长转臂)-一代 L#长转臂(普通螺丝盖+剂量 ≥0.17) -一代 L#长转臂(普通螺丝盖+剂量 ≤0.13) -一代 L#长转臂(星银螺丝盖+剂量 ≥0.17)-一代 一代泵芯-一代 迷你灭火器-一代 小丑喷雾泵-一代 轧口泵(M#) 轧口泵(O#) L#/O#喷头 长转臂喷头 灭火器喷嘴头 M#喷头 小丑喷头 手雷喷头