百万吨甲醇三塔精馏的自动化控制
试析甲醇三塔精馏质量控制优化王强
试析甲醇三塔精馏质量控制优化王强发布时间:2021-09-14T07:03:20.512Z 来源:《防护工程》2021年17期作者:王强[导读] 本文以甲醇三塔精馏质量的影响因素和其工艺流程为基础,对其质量控制的优化措施进行分析,以促进甲醇精馏的产量和质量,降低其生产成本,提升企业经济利润。
王强陕西黄陵煤化工有限责任公司陕西黄陵 727307摘要:本文以甲醇三塔精馏质量的影响因素和其工艺流程为基础,对其质量控制的优化措施进行分析,以促进甲醇精馏的产量和质量,降低其生产成本,提升企业经济利润。
关键词:甲醇;三塔精馏;质量控制;优化措施Abstract:Based on the factors affecting the quality of methanol three-column distillation and its process flow,this paper analyzes the optimization measures of its quality control to promote the output and quality of methanol distillation,reduce its production cost,and increase the economic profit of the enterprise.Keywords:methanol;three-column distillation;quality control;optimization measures甲醇属于一种重要的有机材料,目前在世界范围年内,其生产规模排行第三,有着优质的性能,可用作车用燃料。
在甲醇精馏过程中,其需要消耗大量的水资源,而对其精馏工艺的优化可有效减少水资源的使用。
目前三塔精馏的方式是精馏甲醇的主要方式,在降低甲醇生产成本、保障与优化其精馏工艺的实施基础上,可全面提升甲醇的生产能力和产品质量,以此来减少精馏过程中的能源消耗,对于未来甲醇的生产和使用有着重要的推动作用。
甲醇三塔精馏质量的优化控制

#$$# 年第 % 卷第 # 期
化工生产与技术
&’()*+,- ./012+3*04 ,41 5(+’40-067
・!"・
塔、 常 压 塔 的 回 流 量 分 别 由 "# 8 "9 ): ; ’、 "" 8 ": : : : 回流比分 ) ; ’ 增加至 "< 8 #: ) ; ’、 "9 8 "< ) ; ’, 别在:= $和#= $左右, 工艺调整应根据塔的压力、 塔底 组分及产品质量综合考虑, 以保证产品质量为前提。
!
!" #
处理措施及优化操作
设备方面采取的措施 # $ % 常压塔再沸器配管不合理, 使再沸器出口的
甲醇形成 "+ , - 的液封, 降低了再沸器的换热面积, 消除了出口液封, 增加了换热 &""" 年 $$ 月整改完, 面积, 常压塔塔底温度提高了 ’ . ,* 。 # & % 把常压塔调节阀由一楼移至二楼 / 米平台, 取消了液封, 实现了压力调节之目的, 取得了较好的 效果。 # ’ % 预塔不凝气管道改为排放槽之后, 解决了预 塔压力不稳的问题,为整个精馏系统的稳定运行奠 定了基础。 !" $ 工艺方面采取的措施 # $ % 提高加压塔底甲醇浓度, 增加加压塔回流 “东西” 量, 减少加压塔采出量, 使常压塔有 可采 # 这 是造成常压塔负压主要原因之一 % 。这就要求加压 塔和常压塔的采出分配应控制合理,基本按 !0 ( 原 则来采出精甲醇。 # & % 提高常压塔回流液温度, 由设计的 !"* 提 高至 ,"* , 尽可能利用回流液的显热来加快甲醇液 体 的蒸 发 # 从这 一点 说 常压 塔顶 的 出口 管 道 应保 温%, 从而暂时达到提高常压塔塔顶压力的目的。 # ’ % 通过提高加压塔塔底温度来提高常压塔塔 底温度, 以保证常压塔精馏所需热量, 以解决常压塔 热负荷不足的问题。 # ! % 稳定常压塔的压力, 操作人员应根据常压塔 第四块塔板灵敏点温度及时调整回流量,应使温度 控制 /1"* , 减少常压塔采出量, 适当增加回流量, 以保证塔的汽液平衡。 # , % 我们根据操作实践, 将不凝气温度由设计的 2 ’)* 控制在 !" 3 &* ,既保证了轻组分杂质的去 除,又尽量避免甲醇蒸汽的流失。粗甲醇中含有一 些酸性物质和预蒸馏塔; #E 加压精馏塔; !E 常压精馏塔; BE 回流槽; 9E 冷凝器; >E 再沸器; 8E 冷凝再沸器; FE 回流泵; "E 冷却器; ;$E 预热器
甲醇精馏工艺三塔双效向三塔三效升级的研究与应用

128 |常压塔回流槽。
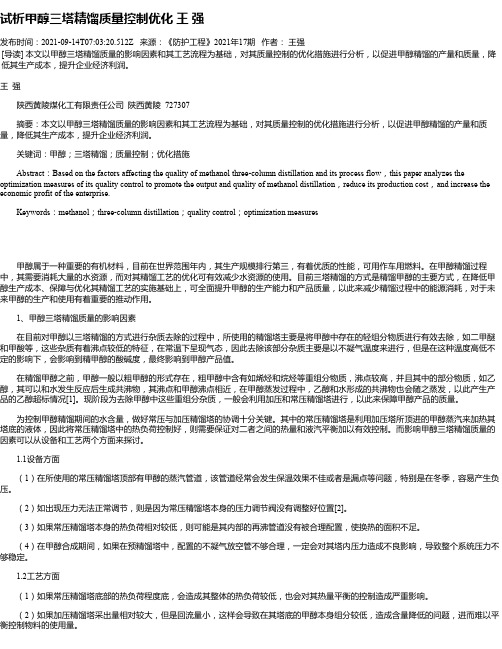
在常压塔下部设有侧线采出口,所采次甲醇溶液经次甲醇冷却器冷却后,进入次甲醇贮槽,经次甲醇泵送入罐区。
常压塔回流槽内的甲醇液,经常压塔回流泵加压。
一部分送至常压塔顶作为回流,一部分经精甲醇冷却器作为采出送罐区。
回流槽中气相送至排放槽洗涤后放空,洗涤下来的甲醇水去地下槽。
常压塔塔底废水通过残液泵经残液冷却器送至生化处理。
甲醇精馏三塔双效工艺流程简图如图1所示。
图1 甲醇精馏三塔双效工艺流程简图1.2 三塔双效向三塔三效工艺转变的方法甲醇精馏的工艺流程的优化控制对节能降耗、提高经济效益有着至关重要的作用。
为了高效利用加压塔的塔顶甲醇蒸汽,在原三塔双效基础上将工艺流程升级为三塔三效工艺。
三塔三效是指加压塔与常压塔热量耦合称为二效精馏,加压塔与预精馏塔热量耦合称之为三效精馏,因而形成三塔三效的工艺。
甲醇精馏三塔三效工艺流程较三塔双塔工艺流程相比,其区别在于加压塔向常压塔供热的基础上同时向预塔供热,达到节约蒸汽又节约冷却水的目的。
通过三塔三效的热耦合工艺,充分利用加压塔塔顶甲醇气相焓值,分配给预精馏塔和常压精馏塔再沸器提供热量,达到进一步节能降耗目的。
将加压塔顶甲醇蒸汽的能量分成两部分,一部分给常压塔再沸器加热,满足常压塔精馏所需能量,剩0 引言甲醇[1]是一种重要的有机化工基础原料,应用广泛。
2016年甲醇世界需求量达到9500万吨,其中我国占比80%[2],国内需求量大,产品质量要求较高。
而在甲醇化工生产过程中,分离单元直接决定最终产品的质量和收率。
其中占据分离方法主导地位的就是精馏,精馏操作是一个高耗能过程[3-5]。
据不完全统计化工过程中40%~70%的能耗用于分离,而其中95%的为精馏能耗[6]。
我国是能耗大国,随着能源的日益短缺,精馏过程如何能够更节能一直是挖潜降耗的热点。
本文就从精馏塔节能改造这一主题展开了简单的研究,以甲醇精馏三塔工艺作为研究对象,重点阐明介绍一种三塔双效工艺[7]向三塔三效工艺升级转变的方法。
精馏塔的控制方案(课堂PPT)

.
4
三、精馏塔的自动控制
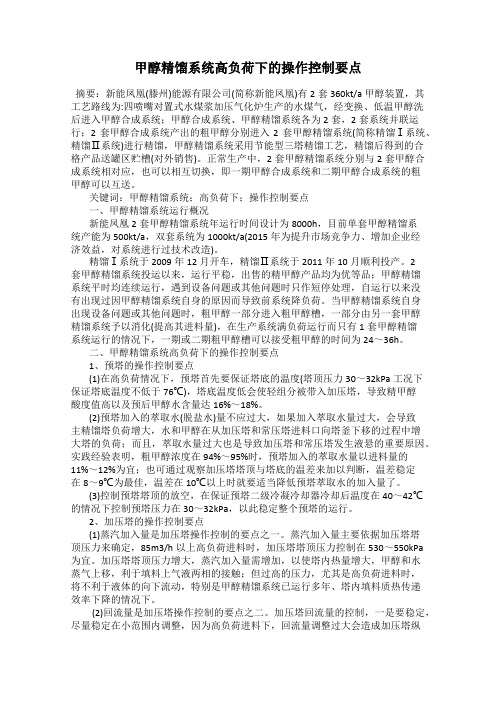
以乙醇-水的分离为例,采用精馏塔的精馏段温控方案
如果采用以精馏段温度作为衡量质量指标的间接指标, 而以改变回流量作为控制手段的方案,就称为精馏段温控。
图10-43 精馏段温控的控制方案示意图
.
5
被控变量的选择:塔顶产品的成分要求比较高,二元系统精 馏时,p-t-x三者之间有一定的关系,考虑精馏塔工艺合理 性,塔压需要固定,气液平衡和挥发度才能稳定,t-x单值 对应关系才成立,所以以精馏段温度为被控变量,进行间 接指标控制;
.
9
在采用精馏段温控时,当分离的产品较纯时, 由于塔顶或塔底的温度变化很小,对测温仪表的灵 敏度和控制精度都提出了很高的要求,但实际上却 很难满足。解决这一问题的方法,是将测温元件安 装在塔顶以下几块塔板的灵敏板上,以灵敏板的温 度作为被控变量。
.
10
.
11
操纵变量的选择:影响精馏段温度的因素很多,从工艺角度 看,回流液量和蒸汽流量为可控因素,从两个因素对精馏 温度的影响看,回流量通道短,更及时、更显著,所以选 择回流液量为操纵变量。
.
6
控制器正反作用的选择:
对象的作用:回流量增大,精馏塔温度降低,为反作用;
执行器作用:从安全考虑,当没有信号时,回流液量不 能过小,即没有信号时阀门要开,执行器采用气关式, 为反作用;
控制器作用:考虑整个控制系统为负反馈,控制器采用 反作用
当精馏塔温度偏高时,控制器是反作用,所以控制器 的控制作用减弱;执行器也是反作用,档控制作用减 弱时,执行器的阀门开度是增大的,使回流液量增大, 从而使精馏段的温度降低,达到控制目的。
.
7
我公司甲醇三塔精馏应用

压力同样也能反映出塔内物料 、 热量是 否平衡 。如果塔内压力增 加. 可能是加热 蒸汽量大 , 也可能是塔 内积存 的物料过多或 处理量过 大造成的。 ‘
3产 品 质 量 问题 及 处 理 。
31精甲醇水 含量 高 .
2精馏 操 作 .
a. 精 甲醇冷却器漏 。 停车检修 。 为 了确 保精 甲醇产 品的质量 和降低蒸汽 、 及电 的消耗 . 水 采用 三 b采出温度 高 , 出量 大, . 采 回流量小 , 造成重组分上移。 塔精馏 工艺流程 . 在预 塔、 加压塔 和常压塔 中将 粗 甲醇多次 部分气化 处理方 法 : 降低采 出量 , 加大 回流量 , 降低采出温度。 和冷凝 , 使其 中的水分 、 有机物和无机物杂质被除去 , 而得到纯度较 从 3 . 溶 性 不 合 格 2水 高的精 甲醇 。 精馏操作是维持系统 的物料平衡 、 热量平衡和气液平衡 . 般为高级醇烷或醛醚 等不溶水或难溶水物 多. 预精馏 塔塔顶温 需要掌握好 温度压力 液位流量及 物料组成 的变化规律及其 相互间 的 在萃取槽适量加大萃取水来 提高预塔塔顶温 联系 。 在操作时要依据 甲醇一 水系统 的气液相平衡关系 . 随时平衡加压 度偏 低造成 处理 方法: 保持预塔底 甲醇浓度在 8 8 . 5 8 %)从而减少高 级醇烷或醛醚 等在 塔、 常压塔所需物料和热量 。 在调节时 . 应全面分析各个参数 的相互影 度( 精 甲醇中的含量 。预塔顶温度适 当控制 高些 . 预塔 回流控制在 7 m/ 03 h 响关系 。 做到细调 、 慢调和超前调解 , 保证精馏工况正常运行 。 以上保证有较大 的蒸发量 。 21 衡 .平 为了长周期运行最好在停车时 , 用碱水清洗下塔 物料平衡对精 馏塔来说 , 入料量= 品采 出量+ 产 塔底 排放量+ 塔顶 33K 0 试验不合格 - Mn 气体排放量 。 如果人料多产品采 出少 。 出现塔 内温度低 、 会 压力大等现 a 甲醇质量差 . 太多。对合成调整 . . 粗 杂质 保证粗 甲醇质量 象, 更易造成液 泛 : 如果采 出量大 , 则采 出精 甲醇密 度不合格 . 内各 塔 b . 处理量大 , 分离效果不好。适当减小精馏负荷 . 格后在增加 待合 个温度点升高 热量平衡 , 加入 蒸汽量过 多 , 则产生塔底 压力大 、 液位升高 . 易发 负荷 。
甲醇精馏装置中先进控制的应用研究

甲醇精馏装置中先进控制的应用研究先进控制系统的成功实施有效克服了甲醇精馏生产过程中因管网蒸汽波动较大,塔釜热源关联性强等控制难题,提高了装置的自动化水平,降低了重点工艺参数的波动;同时解放了操作人员,降低了劳动强度,为岗位融合创造条件。
标签:甲醇精馏装置;先进控制;应用1先进控制系统的特点经过对先进控制实践应用的交流,万华化学(宁波)有限公司(以下简称万华化学)选用应用较为广泛的模型预测控制系统,其使用的PA VILION8控制软件系统是集合经验模型和机理模型的复合模型平台,该系统具有以下几方面的特点和内容。
(1)多變量、非线性优化控制算法的模型预测。
以预测模型、滚动优化和反馈校正3项基本原理为基础,其预测模型为对象的动态信息阶跃,经过一定的时域在单位阶跃控制作用产生阶跃响应的稳定值之间的算法;其滚动优化即通过对跟踪误差和控制量变化进行抑制,计算出优化后的控制增量作用于实际控制对象,到下一时刻,系统再次执行计算优化以作用于对象,如此反复在线进行实现滚动优化;其反馈校正即是下一时刻输入时,首先检查本时刻的计算输出和实际输出的误差,采用时间序列方法将预测误差修正到下一时刻的初始输入值,如此形成系统实际基础上的闭环控制算法[2]。
(2)系统由数据接口、数据服务器、控制器客户端和图形界面客户端4大部分组成:①数据接口负责完成底层控制系统和数据服务器之间的通讯工作,将软件应用中需处理的读入/写出数据通过各种驱动程序翻译成底层控制系统认可的方式;②数据服务器完成数据接口服务器与控制器客户端,及与图形界面客户端之间过程变量和参数的通信、缓存和传送功能,是控制系统与DCS之间的数据连接桥梁;③控制器客户端运行动态模型和控制器/优化器功能,其定义了被控变量(CV)、操纵变量(MV)和干扰变量(DV),通过有效的实时优化策略计算出操作变量的设定值和被控变量的预测值,使被控变量尽可能地接近目标值或者保持在约束条件内,以实时优化控制生产过程,称为主服务器;④图形界面客户端提供监控画面,可以管理应用程序,可让操作员或工程师设置控制参数等日常操作和维护,只与数据服务器通讯,可视化的界面更便于识别机遇,降低成本,提高决策的及时性和准确性。
三塔精馏精甲醇的酸度控制

在ห้องสมุดไป่ตู้始设计中, 不凝气的温度设计值为<3 8 0 C ,
实际上在此温度下,有些酸性物质难以脱除干净, 如 果不凝气温度过高 , 则粗 甲醇的物料损失较大 , 且排
出的不凝气易造成大气或环境污染 。 根据 甲醇工艺运
衰 2 甲醉合成入塔气气体成分 ( . 尔分数 )
后 ,又发现加压精馏塔残液和常压精馏塔侧线采 出
P H 值仍然降低, 呈酸性, 因此也造成常压精馏塔塔顶
馏分酸度超标。经工艺分析 , 发现常压精馏塔侧线采
贮槽, 从而造成精甲醇贮槽在开车后一段时间内产品
3 精甲醇酸度的控制方法
3 . 1 预精馏塔 p H值的控制 粗甲醇中含有一些酸性物质 , 在精馏系统 , 这些 易生成甲酸。反应方程式为: C O + H 刃二 已H C O O H ( 1 ) 酸性物质不仅会腐蚀塔的内件,降低塔的使用寿命, 如果脱除不净 , 很容易造成精甲醇的酸度超标。为了 乙酸主要 由下列反应生成 : 避免酸性腐蚀精馏塔内件和降低精甲醇的酸度 , 充矿 2 0 0 + 2 H 2 - C H 3 0 0 0 H ( 2 )
其酸性 中和 的反应为 :
了 召、
、,户
气)成分为: H 2 7 8 . 6 1 2 6 % ; C O 9 . 7 5 3 4 % ; C 0 2 3 . 1 7 8 % 。如 果甲醇合成反应控制不当, 粗甲醇中甲酸质量分数极
沌 性
H C O O H + N a O H - H C O O N a + H 2 0 C H 3 0 0 0 H + N a O H } - C H 3 0 0 0 N a + H 2 0
摘 要 分析了三塔精馏过程 中精 甲醇酸值高的原 因, 提出了精 甲醇酸度 的控制方法 : 预精馏塔 p H值 的
甲醇精馏系统高负荷下的操作控制要点
甲醇精馏系统高负荷下的操作控制要点摘要:新能凤凰(滕州)能源有限公司(简称新能凤凰)有2套360kt/a甲醇装置,其工艺路线为:四喷嘴对置式水煤浆加压气化炉生产的水煤气,经变换、低温甲醇洗后进入甲醇合成系统;甲醇合成系统、甲醇精馏系统各为2套,2套系统并联运行;2套甲醇合成系统产出的粗甲醇分别进入2套甲醇精馏系统(简称精馏Ⅰ系统、精馏Ⅱ系统)进行精馏,甲醇精馏系统采用节能型三塔精馏工艺,精馏后得到的合格产品送罐区贮槽(对外销售)。
正常生产中,2套甲醇精馏系统分别与2套甲醇合成系统相对应,也可以相互切换,即一期甲醇合成系统和二期甲醇合成系统的粗甲醇可以互送。
关键词:甲醇精馏系统;高负荷下;操作控制要点一、甲醇精馏系统运行概况新能凤凰2套甲醇精馏系统年运行时间设计为8000h,目前单套甲醇精馏系统产能为500kt/a,双套系统为1000kt/a(2015年为提升市场竞争力、增加企业经济效益,对系统进行过技术改造)。
精馏Ⅰ系统于2009年12月开车,精馏Ⅱ系统于2011年10月顺利投产。
2套甲醇精馏系统投运以来,运行平稳,出售的精甲醇产品均为优等品;甲醇精馏系统平时均连续运行,遇到设备问题或其他问题时只作短停处理,自运行以来没有出现过因甲醇精馏系统自身的原因而导致前系统降负荷。
当甲醇精馏系统自身出现设备问题或其他问题时,粗甲醇一部分进入粗甲醇槽,一部分由另一套甲醇精馏系统予以消化(提高其进料量),在生产系统满负荷运行而只有1套甲醇精馏系统运行的情况下,一期或二期粗甲醇槽可以接受粗甲醇的时间为24~36h。
二、甲醇精馏系统高负荷下的操作控制要点1、预塔的操作控制要点(1)在高负荷情况下,预塔首先要保证塔底的温度(塔顶压力30~32kPa工况下保证塔底温度不低于76℃),塔底温度低会使轻组分被带入加压塔,导致精甲醇酸度值高以及预后甲醇水含量达16%~18%。
(2)预塔加入的萃取水(脱盐水)量不应过大,如果加入萃取水量过大,会导致主精馏塔负荷增大,水和甲醇在从加压塔和常压塔进料口向塔釜下移的过程中增大塔的负荷;而且,萃取水量过大也是导致加压塔和常压塔发生液悬的重要原因。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
i d s y wi a a n a o t u o 1 8 n u t t n n u l up t f .6 mi i n o s f meh n l y t e i l n e d r d cin r h l o t n o t a o s n h ss a t f e p o u t l p o s c e su l n r d c d c u e me h n l h e tr e c l mn f me a o i i a o n t o t u e u c s f l a d p o u e r d t a o ,t h e o u s o t n l d s l t n u i u p t t y h t li h
q ai e e n d me a o rd c t u e3 , 0 1 : 6,p o u tq ai a e c e h B 3 u l d rf e t n lp o u ta n Байду номын сангаас 0 2 1 5 1 i f i h J 1 rd c u l yh sr ah d te G 3 8— t
t so e ao (6miint s f o poy n)itedm scpoutno s g eo aiu o f t nl 4 lo n l rpl e s o et rdci f nl st f xm m n m h l o op y e h i o ai e m
第 5期
吴 志刚 , : 等 百万吨甲醇 三塔精馏 的 自动化控制
・ 7・ 7
百万吨甲醇三塔精馏的 自动化控制
吴志 刚 , 育红 刘
( 大唐 内蒙古多伦煤化工有限责任公司, 内蒙古 多伦 0 70 2 30)
摘要 : 内蒙古多伦煤化工年产 18 t 大唐 6 万 甲醇(6万 t 4 聚丙烯 ) 目 国内已投产 的单套 最大生产 能力 的装置 。21 年 6月 2 是 前 01 1
关键词 : 大型煤化工 ; 甲醇三塔精馏 ; 自动化控制
中图分类号 :Q 2 .2 T 23 1 1 文献标 识码 : B 文章编号 :0 8—0 1 2 1 ) 5- 0 7一 2 10 2 X(0 2 0 0 7 O
M iin T n f eh n l r —c lmn e t yn o to tmain lo o so t a o i— ou sR c figC n r l l M T i Auo t o
l 项 目主要 工艺简 介
po u t n c p ct fted vc . J n 1,2 1 5: 8,D tn n e n oi u ln c a h mia rd ci a a i o h e ie u e2 o y 0 1 5 1 aa g I n rMo g l D ou o lc e c l a
U i—g n Zh a g.L U I Yu—Ho g n
( a n n rM n o aD ou ol h m cl o , t. D ou 0 7 0 ,C ia D t gI e o gl u lnC a C e i . Ld , u ln 2 3 0 hn ) a n i aC
2 0 ih—ca sp o u t n i ao s f rt e a t a i ain o p r t g s mmaie 0 4h g l s r d c d c tr .A t cu s u t f e a n , u i e h l t o o i r d,o e mi in t n z n lo s l o o t a o r e c lmn i i ain w t e a t ma in c n r l p l a in n r vd d e p r n e fr fmeh n l h e ou sd s l t i t u o t o t p i t s a d p o i e x e e c o t tl o h h o o a c o i a tma i c n r lo e mo e n lr e—s a e c a h mi a d s p r t g u o t o t ft d r a g c o h c l o lc e c li u t o e a i . n y r n Ke r s lr e c a h mia n u t ;t r e—tw rr ci c t n o t a o ; u o t o t l y wo d :a g o lc e c l d sr h e i y o e e t ai fme h n l a t ma i c n r i f o c o
11 3 5时5 8分大唐 内蒙古多伦煤化工年产 1 8万 t 6 甲醇合成装置投料开 车成功产 出粗 甲醇 , 三塔 甲醇精馏装 置于 2 1 0 1年 6月 3 0 日1 5时 1 6分产 出合格精 甲醇产 品, 品品质达 到了 G 3 8— 04优等品指标。经过生产操作实 际情 况 , 产 B 3 20 对百万吨 甲醇三塔精馏 的自动化控制应用进行 了总结 , 为现代大型煤化工的 自动化控 制提供操作经验 。