电机有限公司电机装配工艺流程改善
电动机装配工艺过程

待转子装配到位后,装配另一端端盖及轴承外盖。装配过程同、。在紧固螺钉过程中,应同时转动转子,转子转动应灵活。
面漆颜色要符合规定要求。
喷漆后,不准有漆瘤存在及表面厚薄不均,表观要整洁。
三、总装后检查及要求:
1.检查电动机头尾出线要正确,并且所测绝缘电阻要符合标准要求。
2.检查电机是否灵活,有无不正常噪音与轴承响声。
四、注意事项:
1.装配的零部件必须是清洁无损伤。特别是转子表面、定子内腔、轴承位,定子绕组端部。
2.装配前一定要进行全面检查,所有零部件合格、完整后,才能进行装配。
3.对于水冷电动机,要在嵌线前检查冷却系统是否完好。
4.轴承加热温度要符合要求,装配轴承过程中,禁止用锤直接敲打轴承,按照轴承装配要求装配轴承。
电动机装配工艺过程
文件编号
共3页
第3页
5.加入轴承润滑脂时,必须保证润滑脂清洁与油脂的数量,轴承清洁、严禁有杂质混入,所有零部件的配合部位,必须涂上清洁的机油。
二、装配过程及要求:
1.装配出线座。
根据图纸要求,将出线座装上机座上,注意弹簧垫圈、平垫等标准件要装齐全。
保证出线座内端子套应符合对于等级标准要求。
2.装配转子。
将轴承内盖套入转子轴配合内盖位上。对于防爆电动机要注意保护隔爆面。
取出加热好的轴承套入转子轴轴承位上,装配过程中,不应用蛮力,应轻轻的将轴承打到相应位置。
各零部件配合表面涂上清洁的机油。
4.检查冷却装置的完好性。
风冷电动机,则检查风扇、风罩的完好性或风管、散热片的完好性。
电机机壳加工工艺改进与新工艺分析
电机机壳加工工艺改进与新工艺分析我国作为电机生产和使用大国,多年以来,一直致力于各类电机的开发和改进。
电机机壳作为电机的主要支撑配件,其质量的好坏直接影响着整个电机的运转。
近年来,随着生产技术的进步和新材料的不断研发,机壳无论从工艺还是质量都有了很大的改善和提升。
1.电机机壳概述电机机壳作为电机的主要配件,对电机整体性能起着至关重要的作用。
无论是直流电机还是交流电机,都起到能量转化的作用,在能量转化过程中,必然会产生能量,产生的能量以散热的形式消耗,必然会使电机温度升高,如果电机的温度超过其极限温度,那么就会导致电机绝缘能力的减弱,而电机机壳的作用正是为了对电机起到保护作用。
电机机壳按制造工艺类型可以分为焊接电机机壳和铸造电机机壳,铸造电机机壳又可分为铸铁电机机壳和铸钢电机机壳。
2.铸造电机机壳铸造工艺根据铸型材料、造型工艺和浇筑方式不同,可分为型砂铸造和特种铸造两大类。
砂型铸造工艺使用范围很广,市场上90%以上的铸件都是由型砂铸造技术生产出来的。
这种铸造技术主要适用于金属材料、大小、形状和批量不同的各种铸件,成1/ 5本低廉。
特种铸造及其他的铸造工艺,优点是生产出的铸件品质、生产率等方面要高于型砂铸造,但是使用范围有限,而且成本要高于型砂铸造,因此市场占有率不高。
本文主要研究对象是采用型砂铸造技术生产的铸造电机机壳。
2.1电机机壳铸造缺陷分析由于制造工艺和设备的限制,我国虽然是制造业大国,但在制造技术方面与世界先进水平还是有一定差距,如何提高制造精度,提高产品质量,改进设备,都是我国制造业面临的主要问题,从目前市面上的电机机壳产品可以看出,由于机壳铸造过程中还是存在以下一些问题:2.1.1气孔气孔是铸造过程中最常见的问题,也是导致废品率升高最直接的原因。
如何在铸造过程中防止气孔的出现,一直是业内人员研究的重点。
气孔一般出现在铸件的上部,一般是由于浇筑速度等因素使气体未能充分排出造成的,从而在铸件上形成大面积孔洞。
电机装配工艺流程

电机装配工艺流程一、电机装配工艺流程概述电机是工业生产中广泛应用的一类机械设备。
在电机的生产过程中,需要进行装配工艺。
电机装配工艺流程的主要内容包括:预处理工艺、机械加工工艺、电绝缘处理工艺、零部件组装工艺和整机组装工艺。
下面将对每个环节进行详细描述。
二、预处理工艺预处理工艺是电机装配的第一步,它是为了确保电机的各个零部件表面光洁度以及外观质量,并采取一些措施去除各种污渍等。
其主要流程包括以下几个步骤:1、清洗工序:首先需要进入清洗工序,将电机各个零部件的表面污渍等清除掉,以确保电机的较好使用状态。
传统的清洗工艺可以采用人工、喷枪和清洗池的方式。
随着科技的进步,各种自动清洗设备被广泛应用。
2、烘干工序:电机零件清洗后需要烘干,以确保零件的绝对干燥和防止电机在使用过程中出现各种质量问题。
传统的烘干工艺可以采用自然风干和人工烘干的方式,但是随着工业生产的进步,各种智能烘干设备,如烘干箱,被广泛应用。
3、喷涂工艺:电机零部件在清洗和烘干之后应进行喷涂。
电机的喷涂有两个主要目的:一是保护以上清洗之后的机构表面免受氧化和腐蚀的影响;二是改进机构的机械性能。
电机的喷涂通常可采用喷涂机喷涂或手工喷涂,然后送到松香炉中烘干,直至强度达到要求即可进行下一步。
三、机械加工工艺机械加工工艺是电机装配的主要环节之一,其主要目的在于保证电机零部件的精度和质量,并满足制造和装配的要求。
其主要工艺包括以下几步:1、铣底工艺:通常需要使用铣刀或加工中心等专业机器工具。
不同的电机在铣底中所采用的铣刀或加工中心数量和操作策略不同。
2、车削工艺:此环节需要使用车床加工,其目的是擦除电机零部件的表面粗糙度,同时提高制造效率。
不同的电机在车削中所采用的车床数量和操作策略不同。
3、钻孔工艺:钻孔工艺通常是自动化生产环节的一个组成部分,需要使用高精度钻床或其他机床以保障零部件孔的准确度。
四、电绝缘处理工艺电绝缘处理工艺是电机装配的一个重要环节,其主要目的是在电机组装状态下有效地拉低电机的温升并延长电机的使用寿命,保证电机的安全性。
电机定子铁芯压装模具及工艺的改进
4 一涨 芯 ; 一并 帽 ; 一丝杆 5 6
电机 烧 坏 。
图 l 改进前 的模 具 结构
收 稿 日期 : O 0 2 2— 7—2 O 6
・
2 模 具 的改 进
3 - 4
维普资讯
涨 由于上 述 模具 和 压装 工 艺 所 存 在 的诸 多 弊端 及 圆与涨 芯外 圆为 锥 度 接 触 , 块 向 下 移 动 时 涨 工 艺
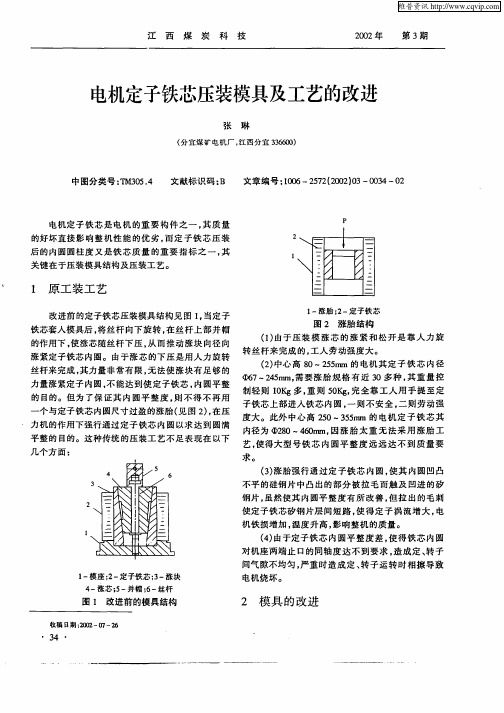
改进 前 的定 子铁 芯压 装模 具结 构 见 图 l 当定 子 , 铁 芯套 人模 具后 , 丝 杆 向下旋 转 , 丝 杆 上 部 并 帽 将 在 的作 用 下 , 涨 芯 随丝 杆 下 压 . 而推 动 涨 块 向径 向 使 从
涨 紧定 子 铁芯 内 圈。 由 于涨 芯 的 下 压是 用 人 力 旋 转
1 一涨 芯 ; 2一丝 杆 ; 一涨 块 ; 3
() 3 因压装 保 证 了铁 芯 内 圆 的 平 整 度 , 去 了铁 省
4 一定子铁 芯; 一橡皮 ; 5 6一模座
芯 内 圆涨胎 工 序 , 免 了 由于 强 行 涨 胎 而 造 成 的 片 避
问短路 现 象 以及 由此 产 生 的 质 量 问 题 , 时 也 降 低 同
1 一涨 胎 ; 一定 子 铁 芯 2
图 2 涨 胎 结构
() 1 由于 压 装 模 涨 芯 的 涨 紧 和 松 开 是 靠 人 力 旋
转 丝 杆来 完 成 的 , 工人 劳 动 强度 大 。
丝 杆来 完成 , 力量 非 常 有 限 。 法使 涨 块 有 足 够 的 其 无
() 心 高 8 25 m 的 电 机 其 定 子 铁 芯 内 径 2中 0 5m i 7 4m 需要 涨 胎 规 格 有 近 3 种 , 重 量 控 f5 25 m。 X O多 其 制轻 则 lI O< , 则 5 I , 全 靠 工 人 用 手 提 至 定 g多 重 O< 完 g
某电机公司电机装配工艺流程改善
某电机公司电机装配工艺流程改善1. 引言电机装配工艺是电机制造过程中的重要环节,对电机的性能、质量和可靠性有着直接影响。
本文旨在分析某电机公司电机装配工艺流程的问题,并提出改善建议。
2. 当前电机装配工艺流程的问题2.1 工艺流程不清晰当前电机装配工艺流程存在一定的模糊性,工人在进行装配工作时常常缺乏明确的指导和规范,造成装配工作的质量不稳定,难以实现标准化生产,影响了电机的性能和质量。
2.2 装配工时长当前电机的装配工时较长,主要原因是装配流程中存在一些不必要的繁琐操作,例如组件的重复调整和校准,这些操作不仅增加了装配的时间成本,也影响了生产效率。
2.3 人工操作难度高某些装配过程需要高度熟练的工人进行操作,例如电机的线缆连接和焊接,这对于新进员工来说存在一定的难度,容易出现操作失误和质量问题。
2.4 缺乏质量控制当前电机装配工艺流程中缺乏有效的质量控制措施,导致装配过程中的缺陷无法及时发现和纠正,进而影响电机的质量。
3. 改善建议3.1 优化工艺流程针对当前电机装配工艺流程不清晰的问题,建议制定详细的工艺流程、操作规范和标准化文档,确保每个装配过程都能得到明确的指导和规范,以提高装配工作的质量和一致性。
3.2 简化繁琐操作通过流程优化和工艺改进,减少不必要的繁琐操作和重复调整,确保装配工作的高效进行,减少装配工时,提高生产效率。
3.3 提供员工培训和辅助工具针对装配中的一些难度较高的操作,对新员工进行培训,提供操作指导和技术支持,确保装配操作的准确性和稳定性;同时,引入适当的辅助工具和设备,降低操作的难度,提高生产效率。
3.4 引入质量控制措施建立完善的质量控制体系,包括装配过程中的自我检查和互查环节,确保每个装配工序的质量,及时发现和纠正装配过程中的缺陷和问题,提高电机的质量。
4. 结论针对某电机公司电机装配工艺流程存在的问题,本文提出了相应的改善建议:优化工艺流程、简化繁琐操作、提供员工培训和辅助工具,以及引入质量控制措施。
电机装配工艺流程

电机装配(zhuāngpèi)工艺流程电机工艺装配实习(shíxǐ)报告(3篇)电机工艺(gōngyì)装配实习报告1一、概述(ɡài shù)顶岗实习是我们大学期间的最重要的一门课程,通过实习我深刻地到了社会与校园的区别。
通过在公司的实习体验到了做为一个(yī ɡè)社会人的责任和义务。
在顶岗实习中不断充实自己,锻炼自身各方面能力,进而逐步融入社会,开始从校园生活进入社会生活,更好更快地适应岗位要求,做好从学生族到上班族的过渡,为彻底成为一名社会人打好了根底。
争取做好社会的一份子,为建设社会尽一份力量。
保定长城内燃机制造成立于2022年5月,是长城汽车股份生产轻型汽车发动机的全资子公司。
公司位于保定市定兴县,占地面积400余亩,现有员工1800余人,现总资产6亿元。
公司主导产品为GW2.8TC、GW2.8TCI、GW2.5TCI 柴油机和汽油机。
产品除搭载长城系列汽车外,还为厦门金龙、天汽美亚、常州东风、金龙联合、南海福迪、天马、大迪等十几家整车厂配套,目前年生产能力20万台。
2022年始,公司为扩大规模,把握关键零部件的产品主动权,投资近3亿元进行了二、三期扩建,工程主要包括6万平方米的生产车间和铸造车间、技术中心、试验室、体育馆和职工公寓等。
其中产品试验室投资5000万元引进奥地利AVL公司及国内先进的测试设备,可进行发动机及零部件性能试验、可靠性试验、气道试验、整车排放试验;精密测量室投资近2022万元,引进国外先进的圆度仪、三坐标、粗糙度仪等设备,有效保证了整机质量。
二、实习内容电机工艺装配实习报告我们学的专业是汽车检车与维修,来长城工作还算是对口,公司主要生产的是汽车发动机,正是大学里所学的课程,所以对发动机还是比拟了解的,但公司有规定来这工作必须从基层做起,所以我理所当然的就被分配到了生产车间,幸运的是我被分到了车间技术组,成为了车间的一名技术员。
电机制造工艺及装配pdf
电机制造工艺及装配pdf电机,作为现代工业的重要动力源,其制造工艺和装配技术对于确保电机的性能、效率和寿命至关重要。
本文将详细介绍电机的制造工艺和装配过程。
一、制造工艺1. 原材料准备:电机制造的第一步是准备原材料,包括电磁线、绝缘材料、轴承、转子、定子等。
这些材料必须具备优异的电气性能和机械性能。
2. 绕线:绕线是电机制造的关键步骤,涉及到将电磁线绕在定子上。
这一步需要精确控制线圈的匝数、线径和绕线方式,以确保电机性能。
3. 浸渍:绕线完成后,需要对电机进行浸渍处理,以增强电机的绝缘性能和机械强度。
浸渍过程通常使用绝缘漆或树脂。
4. 烘烤:烘烤是使浸渍的绝缘漆或树脂固化,进一步增强电机的性能。
烘烤过程中需严格控制温度和时间,以免对电机造成损坏。
5. 装配:将转子、轴承等部件装配到定子上,形成完整的电机。
这一步需确保各部件安装位置精确,以保障电机正常运行。
6. 测试:完成装配后,需要对电机进行测试,检查其性能是否符合要求。
测试包括耐压测试、负载测试等。
二、装配工艺1. 转子与轴承的装配:将轴承安装在转子上,确保轴承与转子配合紧密,无松动现象。
这一步需使用专用的装配工具,以保证装配精度。
2. 定子与机座的装配:将装配好的转子放入定子中,然后将机座与定子固定在一起。
这一步需确保定子与机座之间的安装位置精确,以保障电机的稳定运行。
3. 引出线与接线盒的装配:将引出线连接到电机接线盒中,并进行固定。
这一步需保证引出线与接线盒之间的连接紧密、安全。
4. 油封与端盖的装配:在装配端盖之前,需先安装油封,以防止电机内部润滑油泄漏。
端盖应紧密地与机座配合,以确保电机的密封性能。
5. 整体调试与检验:完成装配后,需要对电机进行整体调试与检验,检查电机的性能是否符合要求。
调试包括调整电机的旋转方向、振动、噪声等参数。
检验包括外观检查、尺寸测量等。
总结:电机的制造工艺和装配技术是确保其性能、效率和寿命的关键因素。
从原材料准备到整体调试与检验,每一道工序都需要严格控制,以确保电机的品质和可靠性。
基于精益生产的电机装配线生产流程优化

基于精益生产的电机装配线生产流程优化摘要:在社会经济不断增长下,微电机市场开始朝着需求多元化的趋势发展,同时市场从卖方市场慢慢转变成了买方市场,各企业之间的竞争达到了白热化阶段,可以短时间之内制造出符合市场具体需求的高质低价产品已经成为一个企业稳定发展的前提。
关键词:精益生产;电机装配线;生产流程;优化一、生产流程出现的问题(一)水泵电机的具体生产流程一般来说,水泵电机的具体生产可以包括两个方面的内容:前端盖组装以及电机总装,实际生产流程可以见图1。
图1 优化前的水泵电机装配生产流程(二)装配生产线平衡研究从实际情况而言,装配线生产线平衡的意思就可以表达成:产品在进行装配的时候,是由各种不能再加以细分的装配元素所组合而成的,而且各个作业元素都要有着与其相一致的作业时间,一些元素间还具备装配顺序方面的前后约束联系。
所以说,装配生产线平衡就是在符合顺序约束,同时使不同装配时间小于固定生产节奏的前提下,把全部作业内容进行过科学的改进之后,再配置至生产线的不同工位上,确保工位数是最小的。
还可以是在符合顺序约束的前提下,把全部的作业元素进行整合之后,再配置至固定工位,保证装配线生产消耗的时长最少,并且不同工序符合水平平衡的措施,防止一系列的浪费情况,增强生产线实际效率。
首先是作业时长以及瓶颈流程的调查研究。
通常来说,生产线在运行过程中所需要的人力成本实际上就是产品成本。
不同流程有没有出现用人过度以及空闲问题,往往把作业工序里面生产速度最为缓慢的环节称为是瓶颈。
瓶颈既阻碍着工序产出的速度,同时还会给别的环节生产水平的凸显带来不利影响。
通过对优化之前的前端盖组装以及电机总装生产流程,通过秒表对不同的工序内容还有时长展开测试后可以发现,原工序规划出现了瓶颈,实地视察之后就得知生产线的构造缺少科学性,可增加设备来缓解员工作业负担,增强生产率。
(1)工作闲余流程:①在前端盖组装生产中工序1,前盖入轴承;②工序5,前盖总成检验;③电机总装生产的工序6,前盖总成上弹簧;④工序10,铆装电机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
哈尔滨商业大学德强商务学院毕业论文(设计)***电机有限公司电机装配工艺流程改善摘要本文基于工业工程(IE)理论,综合运用工艺流程的相关知识和方法,通过系统的分析,对***电机股份有限公司电机装配车间的电机装配工艺流程进行了研究改善。
本文论述了工业工程和工艺流程主要应用技术和理论。
特别对当前工业工程的实际应用中涉及的重要理论进行了阐述,并对工艺流程改善的方法进行了系统论述。
利用工业工程的知识对电机装配车间的改善过程进行了深入的分析和研究。
主要通过对装配车间的定子,转子各自的装配以及之后的组装进行工艺流程分析,充分的利用了5W1H,ECRS,动作经济原则等方法进行分析,同时,通过改善前后的装配车间线路图、工艺流程图、人型和物料流程程序图进行分析,电机装配的工艺流程中检验由改善前的5步简化为改善后的3步;等待由改善前的4步简化为改善后的2步;搬运由改善前的16步简化为改善后的13步;储存由改善前的4步简化为改善后的3步;物流的路线缩短了160米;达到了消除浪费作业,简短制造周期,综合提高该车间生产效率,降低生产成本,增强产品竞争力的目的。
关键词:工艺流程;路线图;工艺流程图;流程程序图i哈尔滨商业大学德强商务学院毕业论文(设计)The improvement of Motor assembly process which used in Jiamusi electrice co.,ltdAbstractIn Industrial Engineering (IE) theory, the integrated use of knowledge and lean production methods, through systematic analysis, Jiamusi Electric Co., Ltd. Click the motor assembly plant has been studied to improve the assembly process; this article discusses the major industrial engineering and process technology and application of theory. In particular, the practical application of current industrial engineering major theories involved are described, and process improvement methods to the system discussed Use of industrial engineering knowledge of motor assembly plant in the improvement process conducted in-depth analysis and research.Mainly through the stator assembly plant, the rotor assembly and after their assembly to process analysis, Full use of the 5W1H, ECRS, the principle of action and other methods of economic analysis, the same time, before and after the assembly plant by improving route map, flow chart, one chart type and material flow analysis procedures, Motor assembly process inspection by improving the 5 steps before for improved 3 steps, By improving the waiting before four steps to improve the simplified after two step, By improving the 16 before handling for improved step 13 step, By improving the store before four steps to improve the simplified after three steps, Logistics routes shortened 160 meters, to achieve the elimination of waste operations, short manufacturing cycle, integrated to enhance the plant efficiency, reduce production costs, the purpose of enhancing the competitiveness of productsKey words: process;circuit diagram;flow chart;process flow chartii哈尔滨商业大学德强商务学院毕业论文(设计)目录摘要 (i)Abstract ............................................................................................................................................i i 绪论 .. (1)1 论文研究的理论方法 (4)1.1 工业工程概述 (4)1.2 工业工程理论的作用和意义 (5)2 程序分析 (7)2.1 程序分析概述 (7)2.1.1 程序分析目的 (7)2.1.2 程序分析所用记录符号 (7)2.1.3 程序分析的方法 (8)2.2 工艺流程分析 (9)2.2.1 工艺程序分析概述 (9)2.2.2 工艺程序分析意义 (9)2.2.3 工艺程序图的内容 (10)2.3 流程程序分析 (10)2.3.1 流程程序分析概述 (10)2.3.2 流程程序图的意义 (10)2.4 线路图分析 (11)3 ***电机有限公司电机装配工艺流程现状分析 (12)3.1 企业及产品简介 (12)3.2 企业产品需要改善的必要性 (12)3.3 电机装配工艺程序分析 (12)3.3.1 电机的主要结构 (12)3.3.2改进前电机装配工艺程序 (13)4 电机装配工艺流程改善方案 (16)4.1 作业流程优化方法 (16)4.1.1 电机定子装配过程存在的问题 (16)4.1.2 电机转子装配过程的存在问题 (17)4.2 电机装配工艺流程改善 (19)4.2.1 电机定子装配工艺流程改善 (19)哈尔滨商业大学德强商务学院毕业论文(设计)4.2.2 电机转子装配工艺流程改善 (20)4.3 电机装配车间线路图 (24)4.3.1 电机装配车间布置存在的问题 (24)4.3.2 电机装配车间布置改善 (26)4.4 改善成果对比 (28)结论 (29)参考文献 (30)致谢 (32)附录 (33)哈尔滨商业大学德强商务学院毕业论文(设计)绪论随着全球经济一体化进程的不断加速,IT技术的飞速发展,人类社会从工业经济时代带进入了信息经济时代,企业所处的商业环境也发生了剧变:顾客需求瞬息万变、技术创新不断加速、产品生命周期不断缩短、市场竞争日趋激烈,这一切构成了影响现代企业生存与发展的巨大力量。
当今开放的市场使企业感到巨大的压力,对企业来说,这是一场全世界范围内的生存竞争,而竞争规则就是强者生存,能迅速生产出市场需要的质优价廉产品的企业即为强者。
传统的生产和管理模式已经不能适应新的外部环境,企业为了生存和发展必需要进行一场改善革命去创造新的生存空间近代生产管理观点均强调公司应对生产装配流程进行全面性分析改善或彻底改造,以符合近年来顾客对公司的新期望,并且解决问题。
电动机原理最早的提出者是英国的科学家法拉第,他首先证明了电力可以转变为旋转动力,而后据说是德国的雅克比最先将之付诸实践,制造出了第一台电动机。
电动机最早先的样子是在两个U型磁铁中间安装了一个六臂轮,并在每个臂上带两根棒型磁铁,通电后磁铁的吸引力和排斥力推动轮轴转动。
电动机在雅克比手上还有进一步的发展,他制造了一个大型的装置为小艇提供动力,并在易北河上试航,虽然当时的时速只达到了2.2公里,但这不影响电动机实验的成功。
电动机的另一个发展者美国的达文波特,在几乎相同的时间里,也成功的制造了电动的印刷机,只可惜这个型号的印刷机成本太大,几乎没有商业价值[1]。
1821年英国科学家法拉第首先证明可以把电力转变为旋转运动。
最先制成电动机的人,据说是德国的雅可比。
他于1834年前后成了一种简单的装置:在两个u型电磁铁中间,装一六臂轮,每臂带两根棒型磁铁。
通电后,棒型磁铁与u型磁铁之间产生相互吸引和排斥作用,带动轮轴转动。
后来,雅可比做了一具大型的装置。
安在小艇上,用320个丹尼尔电池供电,1838年小艇在易北河上首次航行,时速只有2.2公里,与此同时,美国的达文波特也成功地制出了驱动印刷机的电动机,印刷过美国电学期刑《电磁和机械情报》。
但这两种电动机都没有多大商业价值,用电池作电源,成本太大、不实用。
电动机被广泛应用的推动力来自直流电动机的问世,在1870年时比利时的工程师格拉姆发明了这种实用机械,并把它大量制造出来,而后还不断的对电动机的效率进行提高。
电动机的另一个研究单位德国西门子也在努力研究,几乎也是在格拉姆成功的同一时间,西门子推出了电机车,这个不烧油的车在柏林工业展览会上获得一片喝彩声。
1哈尔滨商业大学德强商务学院毕业论文(设计)交流电动机问世之后,同步电动机、串激电动机、交流换向器电动机等也逐步被人们发明出来,并投入实际的生产,为人们的生活提供更多便利。
电动机的发明和应用对人类来说具有极大的意义,可以说它为人类生活带来了翻天覆地的变化。
距有关部门统计,我国中型电机行业主要企业单位有345家,从业人数30万人以上。
据“九五”前三年产销统计,年产量在100万KW以上的企业有7家,年产量在50万~100万KW的企业有12家,年销售收入在1亿~1.5亿元的企业有14家。
1998年度在国家宏观调控政策制约下,外有金融危机冲击,出口难于增长,内受特大洪涝灾害影响,机床、水泵、风机等相关行业滑坡,减少电机配套,国内外市场需求乏力,是历年来生产经营最为艰难的一年。