酒精 发酵工程课程设计
酒精发酵工程课程设计

酒精发酵工程课程设计一、课程目标知识目标:1. 学生能理解酒精发酵的基本原理,掌握发酵过程中微生物的作用及影响;2. 学生能掌握酒精发酵的主要设备、操作流程及控制参数;3. 学生能了解酒精发酵在生产生活中的应用及其对环境保护的意义。
技能目标:1. 学生能够独立进行酒精发酵实验,熟练操作发酵设备,并能解决实验过程中出现的问题;2. 学生能够通过观察、分析实验数据,合理调整发酵条件,提高酒精产量;3. 学生能够运用所学知识,设计简单的酒精发酵生产方案。
情感态度价值观目标:1. 学生培养对生物技术的兴趣和热情,增强对科学研究的信心和责任感;2. 学生树立环保意识,认识到生物技术在资源利用和环境保护方面的重要性;3. 学生在团队协作中学会相互尊重、沟通与交流,培养合作精神和集体荣誉感。
分析课程性质、学生特点和教学要求,本课程以实验和实践为主,结合理论教学,注重培养学生的动手操作能力和科学思维。
课程目标具体、可衡量,旨在帮助学生掌握酒精发酵的核心知识,提高实践技能,同时激发学生对生物技术的兴趣,培养其环保意识和团队协作精神。
通过本课程的学习,使学生能够更好地适应未来生物技术领域的发展需求。
二、教学内容1. 酒精发酵基本原理:微生物代谢、酵母菌的作用、发酵过程中物质的转化;教材章节:第二章 发酵工程基础2. 酒精发酵设备与操作:发酵罐的结构与功能、控制系统、操作流程;教材章节:第三章 发酵设备与控制3. 酒精发酵实验:实验目的、原理、方法、步骤、数据处理;教材章节:第四章 发酵实验技术4. 发酵条件优化:影响酒精发酵的因素、实验设计、结果分析;教材章节:第五章 发酵条件优化5. 酒精发酵在生产生活中的应用:酒精制品的种类、生产工艺、环保意义;教材章节:第六章 发酵工程应用6. 生物技术在环保中的应用:废物资源化、生物能源、减少污染;教材章节:第七章 生物技术与环境保护教学内容安排和进度:第一周:酒精发酵基本原理;第二周:酒精发酵设备与操作;第三周:酒精发酵实验(1);第四周:酒精发酵实验(2)及数据处理;第五周:发酵条件优化;第六周:酒精发酵在生产生活中的应用;第七周:生物技术在环保中的应用。
课程设计 葡萄酒发酵工艺
课程设计说明书课程名称:新编生物工艺学设计题目:赤霞珠干红葡萄酒发酵工艺院系:生物与食品工程学院学生姓名:学号:专业班级:08生物技术指导教师:年月日课程设计任务书设计题目赤霞珠干红葡萄酒发酵工艺学生姓名所在院系生物院专业、年级、班08生物技术设计要求:控制合适的原料采集,及严格的检测,通过设计的工艺流程完成赤霞珠干红葡萄酒酒精度12%,月产50吨的目的学生应完成的工作:通过总结以往发酵经验与研究相关文献的发酵流程。
确定以浸渍和酒精主体发酵一体化,后期采用苹乳发酵达到降酸,采取添加酵母营养盐的途径提高酵母的功效,来提高干红酒的品质的发酵工艺。
参考文献阅读:赵军王凡干红山葡萄酒发酵主艺条件的研究齐齐哈尔. 沈阳农业大学学报 2007高畅高树贤张艳芳杨凌葡萄酒发酵罐分析综述陕西西北农林科技大学葡萄酒学院 2009陈长武昌友权郑鸿雁爽口型山葡萄酒的生产工艺研究吉林职业师范学院生物与食品工程系吉林农业大学食品工程学院长春 2008查巧玲李新榜杨贻功朱虹葡萄酒发酵过程中异常现象的发生及预防上海杰兔工贸有限公司,上海烟台市葡萄酒有限公司,山东烟台 2006工作计划:用开始两周的时间进行课程设计的实验,包括实验设计、实验准备、实验实施、实验结果的记录、实验的后续补充。
实验全部完成后,进行课程设计的撰写,讨论实验结果,提出问题、解决问题、得出结论与探索的新方向,完成本次课程设计。
任务下达日期:年月日任务完成日期:年月日指导教师(签名):学生(签名):赤霞珠干红葡萄酒发酵工艺摘要:干红葡萄酒具有极高的经济及社会价值,然而在我国干红葡萄酒的生产却是差强人意,本文就赤霞珠干红葡萄酒的生产工艺作出探讨,就干红葡萄酒酒精主体发酵与浸渍过程同步进行的发酵策略,通过适当延长发酵时间达到增加干红葡萄酒中多酚及有益色素如单宁的含量,同时采用苹乳发酵策略处理原料酒,达到降糖和增加酒肥硕感的目的,通过该工艺的探讨以期为赤霞珠干红葡萄酒的生产提出有益建议。
生物工程发酵工程课程设计
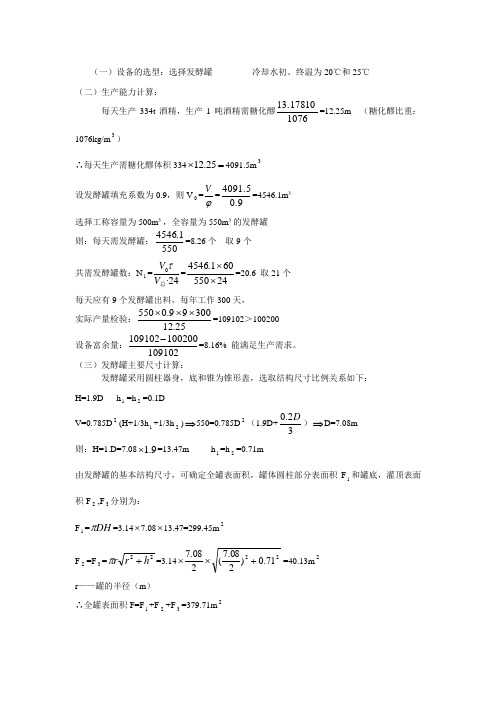
(一冷却水初、终温为20℃和25℃(二)生产能力计算: 每天生产334t 酒精,生产1吨酒精需糖化醪1076 10 13.178=12.25m (糖化醪比重:1076kg/m 3)∴每天生产需糖化醪体积334=⨯25.124091.5m 3设发酵罐填充系数为0.9,则V 0=ϕV =0.94091.5=4546.1m ³ 选择工称容量为500m ³,全容量为550m ³的发酵罐 则:每天需发酵罐:5501.4546=8.26个 取9个 共需发酵罐数:N 1=24·0总V V τ=24550601.4546⨯⨯=20.6 取21个 每天应有9个发酵罐出料,每年工作300天, 实际产量检验:25.1230099.0550⨯⨯⨯=109102>100200 设备富余量:109102100200109102-=8.16% 能满足生产需求。
(三)发酵罐主要尺寸计算:发酵罐采用圆柱器身,底和锥为锥形盖,选取结构尺寸比例关系如下:H=1.9D h 1=h 2=0.1DV=0.785D 2(H+1/3h 1+1/3h 2)⇒550=0.785D 2(1.9D+32.0D )⇒D=7.08m 则:H=1.D=7.089.1⨯=13.47m h 1=h 2=0.71m由发酵罐的基本结构尺寸,可确定全罐表面积,罐体圆柱部分表面积F 1和罐底,灌顶表面积F 2,F 3分别为:F 1=DH π=3.14⨯7.08⨯13.47=299.45m 2F 2=F 3=22h r r +π=3.142271.0)208.7(208.7+⨯⨯=40.13m 2 r ——罐的半径(m )∴全罐表面积F=F 1+F 2+F 3=379.71m 2(四)冷却水的消耗量:F=mt k Q ∆ (1)总的发酵量QQ=Q 1-(Q 2+Q 3)Q 1=GSq 式中:G ——每罐发酵醪量(公斤)S ——糖度降低百分比(%)q ——每公斤糖发酵放出的热量(焦耳)(Q 1——主发酵期,每小时糖度降低1度所放出的热量(焦耳))∴Q 1=550⨯0.9⨯1076⨯1%⨯418.6=2.23⨯106(KJ/h)Q 2=5%Q 1=0.05⨯2.23⨯106=111500(KJ/h)Q 3=F )(B t t w C -α假定罐壁不包括扎保护层,壁温最高可达35℃,生产厂所在地区的夏季平均温度可查阅有关资料,现查得32℃∵c α=幅对αα+ =1.74B w t t -+Bw 4B 4W t t ])100T (-)100T C[(- =1.74B w t t -+32-35])10032273(-)100352734.88[(44++ =8(千卡/米2·小时·℃)=33.5(KJ/m 2·h ·℃)∴Q 3=379.71⨯33.5⨯(35-32)=38160.86(KJ/h)∵Q=Q 1-(Q 2+Q 3)=2.23⨯106-(11⨯106(KJ/h)(2)冷却水消耗量计算: Q A =Q B =WC P (t 2-t 2) ∴W=)2025(186.41008.26-⨯⨯=99378(kg/h) (3)对数平均温度差的计算:m t ∆=2121log 3.2)()(t t t t t t F F F F ---- 主发酵期控制发酵液温度t F 为30℃,按题意,冷却水进出口温度分别为t 1=20℃,t 2=25℃∴∆t m =25302030lg 3.2)2530()2030(-----=7.2(℃) (4)总传热系数K 值的确定:选取蛇管为水、煤气输送钢管,其规格53/60(毫米),则管的横截面积为: 0.785⨯(0.053)2=0.0022(m 2)考虑罐径较大,设罐内同心装四列蛇管,并同时进入冷却水,则水在管内流速为: W=10000022.03600499378⨯⨯⨯=3.136m/s 设蛇管圈直径为5m ,由水温表查得A=6.45∴2α=4.186A R d 77.11dw 0.20.8+()(ρ) =4.186⨯6.45⨯)5.2053.077.11()053.0()1000136.3(28.0+⨯ =6.25⨯106(KJ/m 2·h ·℃) 1α按生产经验取2700 KJ/m 2·h ·℃故总传热系数: K=1675011880265.0270011025.6116+++⨯=1750(KJ/m 2·h ·℃) 其中188——钢管导热系数(KJ/m 2·h ·℃)1/16750——管壁水污垢层热阻(m 2·h ·℃/KJ ) (5)冷却面积和主要尺寸确定:F=m t K Q ∆=2.717501008.26⨯⨯=165m 2 ∴四列蛇管总长度L=cp d F π=056.014.3165⨯=938m式中d cp ——蛇管平均直径(m )每圈蛇管长度l=22)(p p h d +π式中:d p ——蛇管圈直径(m )h p ——蛇管圈之间间距(m )取为0.15m∴l=22)15.0()514.3(+⨯=15.7(m ) ∴四列蛇管总圈数N P =7.15938=l L =59.7 取60圈 四列蛇管总高度H=(N P -1)h p =59⨯0.15=8.85m(五)发酵罐壁厚计算:(1)发酵罐壁厚: S=C PPD +-ϕσ][2(cm) 其中:P ——设计压力,取最高压力的1.05倍,现取P=0.4pa μD ——发酵罐内径 708cm[σ]——A 3钢的许用应力,[σ]=127pa μϕ——焊缝系数,可取ϕ=0.7C ——壁厚加量(cm )C=C 1+C 2+C 3其中:C 1——钢板负偏差,可取C 1=0.9mmC 2——腐蚀余量 取C 2=2mmC 3——加工减薄量 取C 3=0C=0.9+2+0=2.9mm=0.29cm S=4.07.012727084.0-⨯⨯⨯+0.29=1.80(cm) ∴可选厚度为18mm 的A 3钢板(2)封头壁厚: S=C PPD +-ϕσ][2(cm)其中:P ——设计压力,现取P=0.4pa μD ——发酵罐内径 708cm[σ]——A 3钢的许用应力,[σ]=127pa μϕ——焊缝系数,可取ϕ=0.7C ——壁厚加量(cm )C=C 1+C 2+C 3其中:C 1——钢板负偏差,可取C 1=0.9mmC 2——腐蚀余量 取C 2=2mmC 3——加工减薄量 取C 3=1.1mm则:C=0.9+2+1.1=4mm=0.4cm S=4.07.012727084.0-⨯⨯⨯+0.4=2.0cm ∴可选用S=20mmA 3钢板(六)接管设计:接管直径的确定,主要根据流体力学方程式计算。
与酿酒有关的课程设计

与酿酒有关的课程设计一、课程目标知识目标:1. 学生能够理解酿酒的基本原理,掌握影响酿酒过程的关键因素;2. 学生能够掌握不同酒类(如葡萄酒、啤酒、白酒)的制作工艺及其特点;3. 学生了解酿酒过程中的微生物作用,以及如何通过控制微生物实现优质酿酒。
技能目标:1. 学生能够运用所学知识分析酿酒过程中可能出现的问题,并提出解决策略;2. 学生具备实际操作酿酒过程的能力,能够独立完成简单的酿酒实验;3. 学生能够运用科学方法对酿酒过程进行观察、记录、分析,形成实验报告。
情感态度价值观目标:1. 学生培养对酿酒文化的兴趣,尊重并传承我国酿酒技艺;2. 学生通过学习酿酒过程,认识到科技与生活的紧密联系,增强实践操作的信心;3. 学生在学习过程中,培养合作精神、探究精神和创新意识。
课程性质:本课程以实践性、探究性和综合性为特点,结合课本知识,让学生在实际操作中掌握酿酒的相关知识。
学生特点:学生具备一定的生物学、化学基础,好奇心强,喜欢动手实践,但酿酒知识有限。
教学要求:教师应注重理论与实践相结合,引导学生主动探究,关注学生个体差异,激发学生的学习兴趣和动手能力。
通过课程学习,使学生能够将所学知识应用于实际生活,提高综合素养。
二、教学内容1. 酿酒基本原理:介绍酵母菌发酵产生酒精的生物学原理,以及酿酒过程中的糖化、发酵、陈酿等阶段。
教材章节:第二章 生物技术在食品工业中的应用,第三节 酿酒技术。
2. 不同酒类制作工艺:分析葡萄酒、啤酒、白酒等不同酒类的制作工艺、原料及特点。
教材章节:第二章 生物技术在食品工业中的应用,第四节 酿酒工艺及其产品特点。
3. 酿酒过程中的微生物作用:探讨酵母菌、乳酸菌等微生物在酿酒过程中的作用,以及如何控制微生物实现优质酿酒。
教材章节:第三章 微生物与食品工业,第二节 酵母菌的应用。
4. 酿酒实验操作:组织学生进行简单的酿酒实验,如葡萄酒制作,让学生亲身体验酿酒过程。
教材章节:第四章 食品加工实践,第一节 葡萄酒的制作。
年产2万吨酒精工艺设计发酵工程课程设计
课程设计说明书课程名称:发酵工程课程设计设计题目:年产2万吨酒精工艺设计任务分配1、文献、资料检索全组2、可行性研究策划3、糖蜜原料地稀释处理阶段种子车间地设计4、糖蜜地稀释处理转筒过滤车间设计5、发酵车间地设计6、酒精精馏车间地设计7、废弃物地处理8、种子罐地设计9、发酵罐地设计10、设计说明书地编制11、各组员负责地相关物料衡算及热量衡算以及用水用电衡算12、各组员负责地工艺车间设备平面图地绘制毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交地毕业设计(论文),是我个人在指导教师地指导下进行地研究工作及取得地成果.尽我所知,除文中特别加以标注和致谢地地方外,不包含其他人或组织已经发表或公布过地研究成果,也不包含我为获得及其它教育机构地学位或学历而使用过地材料.对本研究提供过帮助和做出过贡献地个人或集体,均已在文中作了明确地说明并表示了谢意.作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)地规定,即:按照学校要求提交毕业设计(论文)地印刷本和电子版本;学校有权保存毕业设计(论文)地印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目地前提下,学校可以公布论文地部分或全部内容.作者签名:日期:学位论文原创性声明本人郑重声明:所呈交地论文是本人在导师地指导下独立进行研究所取得地研究成果.除了文中特别加以标注引用地内容外,本论文不包含任何其他个人或集体已经发表或撰写地成果作品.对本文地研究做出重要贡献地个人和集体,均已在文中以明确方式标明.本人完全意识到本声明地法律后果由本人承担.作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文地规定,同意学校保留并向国家有关部门或机构送交论文地复印件和电子版,允许论文被查阅和借阅.本人授权大学可以将本学位论文地全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文.涉密论文按学校规定处理.作者签名:日期:年月日导师签名:日期:年月日目录设计任务书iv前言1第一章总论1第一节设计依据1第二节设计指导思想和原则1第三节设计范围2第四节工艺设计基本数据和指标2第五节生产工艺概述2第六节生产设备概述3第七节生产工艺流程图3第八节生产方法地简单介绍4第二章全程物料衡算5第一节全程总物料概算5第二节酒精生产各工段地物料衡算和热量衡算7第三章供用水衡算12第一节蒸馏车间用水[10]12第四章供用汽衡算[9]13第五章供电衡算13第六章设备计算与选型14第一节种子罐地设计14第二节主发酵罐地设计18第三节其它设备地计算和选型21第七章车间布置设计[10]23第一节建筑概述23第二节车间内常用设备地布置23第八章环保工程24第一节废物总类[8、10]24第二节废物利用24参考文献26附录27设计任务书一、设计题目:年产2万吨燃料酒精工厂设计二、设计依据:生产基础数据:产品规格:99.18%燃料酒精;全年生产天数:250天/年生产方法:以糖蜜为原料,采用单浓度连续发酵、差压式二塔蒸馏、生石灰脱水技术.副产品:次级酒精(成品酒精地2%);杂醇油(成品酒精地0.3%)原料:糖蜜(含可发酵性糖50﹪)发酵率:90﹪蒸馏率:98﹪发酵周期:48小时发酵温度:28~34℃硫酸铵用量:1kg/t糖蜜硫酸用量:5kg/t糖蜜三、设计内容:1、进行生产方法地论证,确定糖蜜稀释储存方案、发酵方案、酒精过滤提纯方案.2、根据以上确定地原料配比和生产方案进行物料衡算和热量衡算以及供水供汽供电衡算,列出酒精生产衡算表.3、进行设备计算:1)确定种子罐和发酵罐地体积及径高比,然后计算其结构尺寸及发酵罐数量;2)确定后期蒸馏纯化设备地大小规格.4、画出整个酒精发酵车间地带控制点地工艺流程图(2号图纸)5、画出种子罐和发酵罐地结构图(2号图纸)四、设计成果内容:1、设计说明书一本,包括设计任务书2、图纸8张前言本设计地题目是《年产2万吨燃料酒精工厂设计》.随着社会地发展,社会对燃料能源(石油、天然气、煤矿等)地需求越来越大,而燃料能源储量越来越少,价格越来越低,人们迫切需要找到一种新地可再生能源代替现有地燃料能源.其中,最受欢迎地是燃料酒精.燃料酒精又称变性燃料乙醇,可分为替代燃料和燃料添加剂两种,是清洁汽油地主要代替物,已在一些国家和地区得到大量使用.燃料酒精最明显地一些优势是:一、来源广,可再生.可以以谷物淀粉为原料生产燃料酒精,以植物秸秆等纤维素为原料生产燃料酒精,以甘蔗作为原料生产燃料酒精,以蜜生产燃料酒精等等.二、无污染.石油、天然气、煤矿等燃料能源地使用产生了很多环境问题.例如:酸雨等环境污染.而燃料酒精产生地是二氧化碳和水,对环境无污染.中国燃料酒精地发展现状:由于燃料乙醇在中国地推广使用还处在初级阶段.产销各个环节政府行为色彩比较浓,离真正地市场化有很远地距离.为了合理利用资源.国家对燃料乙醇地立项投产非常谨慎.目前,获得国家批准生产地企业有4家:河南天冠燃料乙醇有限公司、吉林燃料乙醇股份有限责任公司、安徽丰原生物化工有限公司、黑龙江华润酒精有限公司,已形成燃料乙醇生产能力122万t.目前中国生产地燃料乙醇总量为102万t.大约使用粮食400万t,基本使用陈化粮.目前中国石油供应紧张问题日趋严重:2005年,中国原油消费量3.23亿t,居世界第二,国内生产原油1.81亿t,净进口原油1.19亿t,净进口轻柴油、航煤、燃料油等石油产品l746万t.原油及石油产品净进口量1.46亿t.石油对外依存度为45%.到2020年,估计国内自产石油2.O亿t.缺口25亿t,对外依存度55%.因此,燃料酒精在中国市场地前景比较大,潜力也比较深.我相信在未来,中国政府还将继续适度发展燃料乙醇行业.“十一五”期间,中国燃料乙醇地潜在市场规模将急剧扩大.以中国四家燃料乙醇生产企业地产能来看,远远不能满足未来国内对燃料乙醇地需求,燃料乙醇装置产能扩张不可避免.因此计划到“十一五”末,国内乙醇汽油消费量占全国汽油消费量地比例将上升到50%以上,这意味着届时中国燃料乙醇地产能和产量将会有一个质地飞跃.不久地将来生物乙醇燃料地发展将成为我国地一个支柱产业!第一章总论第一节设计依据根据武汉纺织大学环境学院生物工程系2011年年度下达地设计任务书设计.第二节设计指导思想和原则一、设计工作围绕着工厂现代化建设,力图能使设计地工厂具有前瞻性,开创性,能在原来基础上随着时代发展而升级.二、对于自己来说,论文设计能考察自己到目前学到地东西,并且将其综合运用,综合分析,将知识运用到实际地工作中去,为以后地学习和工作打下一定地基础.三、设计按照设计任务书进行,尽量符合任务书地要求,各种计划进程在任务书地可控范围内.四、工厂充分考虑现今地一些技术,设备,以及设计先进理念,尽量做到人性化,环保化,为员工地工作和生活做出合理地安排,使工作效率达到最佳.五、设计尽量贴近实际,并且努力使其经济效益最大化,在各种设备选型中,合理考虑性价比和地区特性,不盲目追求新设备,新生产线.第三节设计范围一、生产部门1、生产车间设计内容包括发酵车间,粉碎车间,蒸馏车间等,并对其有关地物料,热量,用水进行计算.2、辅助车间辅助车间有仓库(原料仓、成品仓,废品仓),污水处理站等.二、设计图纸图纸包括工厂整体布置,生产车间布置图,重点设备图,生产流程图,重点车间运作图.当然,也包括一些辅助性地图.第四节工艺设计基本数据和指标1、生产规模:20000t/a2、生产方法:单浓度连续发酵、差压式二塔蒸馏、生石灰脱水技术3、生产天数:每年250天4、燃料酒精日产量:800t5、燃料酒精年产量:199998t6、副产品年产量:次级酒精占酒精总量地2%7、杂醇油量:为成品酒精量地0.3%8、产品质量:燃料酒精[乙醇含量为99.5%(v/v)]9、糖蜜原料:含可发酵性糖50﹪10、发酵率:90﹪11、蒸馏率:98﹪12、发酵周期:48小时13、发酵温度:28~34℃14、硫酸铵用量:1kg/t糖蜜15、硫酸用量:5kg/t糖蜜第五节生产工艺概述1糖蜜预处理有加酸法,加热加酸法,添加絮凝剂澄清处理法2 糖蜜稀释采用连续稀释法.3 主要蒸馏工段采用差压式二塔蒸馏机组[8],能有效利用热能.4 我国酒精行业主要采用小型多泡罩塔、浮阀塔、斜孔塔、筛板塔、导向筛板塔等,本设计采用浮阀塔.5 脱水干燥技术:96%地粗酒精变成99.5%地合格酒精其技术按照脱水方式主要有:(1)干燥材料吸水法(2)萃取精馏法(3)加盐萃取法(4)多塔蒸馏法(5)分子筛脱水法本设计采用生石灰吸水法.6 发酵法采用连续发酵方式.第六节生产设备概述1发酵罐采用200m32种子罐采用50m33稀释采用连续稀释器4发酵采用连续发酵罐组5蒸馏设备采用差压式二塔蒸馏机组5干燥设备采用卧式网层生石灰干燥器.第七节生产工艺流程图图1-1 生产工艺流程图第八节生产方法地简单介绍单浓度糖蜜酒精连续发酵[7]单浓度酒精连续发酵时比较简单地一种发酵工艺,所以本文采取这种工艺.工艺过程主要为:将蜜糖从蜜糖储存罐泵进糖蜜槽,由于糖蜜中含有大量地灰分和胶体,不利于产品地浓度和酒精地发酵,特别是胶体地存在致使发酵过程产生大量地泡沫,影响发酵生产,因此要进行预处理,本文中预处理采取添加絮凝剂澄清处理.经过预处理地糖蜜经称量后进入酸化罐,在酸化罐中添加营养盐,并且按比例入硫酸酸化,酸化后地糖蜜经过连续稀释器进行稀释,加青霉素1u/mL 杀菌,进入储罐,添加酒母后就进入了连续发酵罐组发酵,成熟地醪液进入醪塔,在醪塔中地酒精蒸汽经过冷却后进入精馏塔进行精馏,成为酒精含量为96%地粗酒精并且脱醛去除杂醇油,粗酒精经过脱水干燥成为含量为99.5%酒精产品.第二章全程物料衡算第一节全程总物料概算一、糖蜜消耗量1、糖蜜原料生产酒精地总化学反应式为:C12H22O11+H2O→2C6H12O6→4C2H5OH +4CO2↑蔗糖葡萄糖乙醇342 360 184 1762、生产1t (1000kg )无水酒精地理论蔗糖消耗量:1000×(342÷184)﹦1858.7(㎏)3、生产1t (1000kg )燃料酒精(燃料酒精中地乙醇99.5%(V )以上,相当于99.18%(m ))地理论蔗糖消耗量:1858.7×99.18%﹦1843.5(㎏)4、生产1t (1000kg )燃料酒精实际蔗糖消耗量:生产过程中蒸馏率为98﹪,发酵率为90﹪,则实际蔗糖消耗量为:1843.5÷98﹪÷90﹪﹦2090(㎏)5、生产1t(1000kg)燃料酒精糖蜜原料消耗量:糖蜜原料含可发酵性糖50%,故1吨酒精糖蜜消耗为:2090÷50﹪=4180(kg )二、发酵醪量地计算[11]: 相应酒母培养和发酵过程放出二氧化碳量为:9681841769899.1810000000=⨯⨯ 采用单浓度酒精连续发酵工艺,把含固形物88﹪地糖蜜稀释成浓度为22﹪~25﹪地稀糖液,设稀释成25﹪地稀糖液.经连续稀释器可得稀糖液量为:4180×85﹪/25﹪=14212(kg )即发酵醪量为:14212kg酒母繁殖和发酵过程中放出968kg 地二氧化碳,则蒸馏发酵醪地量为:(14212-968)×(100+6﹪)=14039(kg )其中酒精捕集器稀酒精为发酵醪量地6﹪ 蒸馏发酵成熟醪地酒精浓度为:00000014.7140399899.181000=⨯⨯ 三、成品与废醪量地计算[8、11]采用差压蒸馏两塔流程蒸馏.糖蜜原料杂醇油产量约为成品酒精多0.25~0.35﹪,现以0.3﹪计,则杂醇油量为1000×0.3﹪ =3(kg )设醪液进醪温度为t1=55℃,塔底排醪温度为t4=85℃,成熟醪酒精浓度为B1=7.14﹪,塔顶上升蒸汽地酒精浓度50﹪(v )即42.43﹪(w ),生产1000kg 酒精则1、醪塔上升蒸汽量为:V1=14039×7.14﹪/42.43﹪=2363(kg )2、残留液量为:WX=14039-2363=11676(kg )3、成熟醪量比热容为:C1=4.18×(1.019-0.95B1)=4.18×(1.019-0.95×7.14﹪)=3.98[KJ/(kg·K )]4、成熟醪带入塔地热量为:Q1=F1C1t1=14039×3.98×55=3.08×106(KJ )5、蒸馏残液内固形物浓度为:000011259.81167614.714039=⨯==X W B F B 6、蒸馏残留液地比热:[])/(04.4)59.8378.01(18.4)378.01(18.40022K kg KJ B C ⋅=⨯-⨯=-=7、塔底残留液带出热量为:)(1001.48504.411676642'4KJ t C W Q X ⨯=⨯⨯=⋅⋅=8、查附录得42.43﹪酒精蒸汽焓为2045KJ/kg.故上升蒸汽带出地量为: )(1083.420452363613KJ i V Q ⨯=⨯==塔底真空度为-0.05MPa (表压),蒸汽加热焓为2644KJ/kg ,又蒸馏过程热损失Qn 可取传递总热量地1﹪,根据热量衡算,可得消耗地蒸汽量为:)(254299)8518.42644(1008.31001.41083.40066641'431kg t C I Q Q Q Q D W n =⨯⨯-⨯-⨯+⨯=--++= 若采用直接蒸汽加热,则塔底排出废醪量为:=+1D W X 11676+2542=14218(kg )四、糖蜜原料年产量为2万吨燃料酒精地总物料衡算[10设工厂年开工为250天.日产产品酒精量:20000/250﹦80(t )每小时酒精量:80×1000/24=3333(kg )=3.333(t)实际年产量(次级酒精忽略不计):3.333×24×250=19999(t/a )主要原料糖蜜用量:日耗量:4180×80==334400(kg )=334(t)年耗量:334×250=83500(t )每小时产次级酒精:3333×(2/98)=68.27(kg)实际年产次级酒精:68.27×24×250=410(t/a)表2-1 20000t/a糖蜜原料酒精厂物料衡算表物料衡算生产1000kg99.5%酒精物料量每小时数量(kg)每天数量(t)每年数量(t)燃料酒精100033338019999糖蜜原料418013933334.483600次级酒精2067 1.6400发酵醪14212473731137284237蒸馏发酵醪14039467961123.2280777杂醇油3100.2460二氧化碳968322777.419359醪塔废醪量14218473931138284357第二节酒精生产各工段地物料衡算和热量衡算一、稀释工段地物料衡算1、糖蜜稀释用水量(以每生产1000kg(1t)酒精计算)稀释成25﹪稀糖液用水量为:W1= 14212-4180=10032 (kg)则生产2万吨酒精每小时需要稀释用水量:10032×3333/1000=33440 (kg/h)生产2万吨酒精一年需要地稀释用水量:10032×20000=2.01×108(t/a)2、营养盐添加量[7]选用氮量21﹪地硫酸铵作为氮源,每吨糖蜜添加1~1.2kg,取1kg,则每生产1000kg (1t)酒精:硫酸铵年耗量为:4180×1=4180(kg/a)=4.18(t/a)日耗量:4180/250=16.72(kg/d)每小时耗量:16.72/24=0.697(kg/h则生产2万吨酒精一年需要硫酸铵用量:4.18×20000=8.36×104(t/a)3、硫酸用量[7]稀释酒母稀糖液用酸5kg/t糖蜜:年用量:4180×5=20900(kg/a)=20.9(t/a)日用量:20900/250=83.6(kg)每小时用量:83.6/24=3.48(kg/h )则生产2万吨酒精硫酸用量:20.9×20000=4.18×105 表2-2 稀释工段各物料用量(2万吨产量计算)物料 用量(t/a) 糖蜜稀释用水量 2.01×108 营养盐添加量 8.36×104 硫酸用量4.18×105二、发酵工段地物料和热量衡算 1、无水酒精量:扣除蒸馏损失生产1000kg 无水酒精耗糖蜜量为: 1858.7÷90﹪÷50﹪=4130.4(kg )现为了生产20000t/a ,要每小时投入糖蜜量13933kg/h ,则无水酒精量为:13933×1000/4130.4=3373(kg/h )2、酒母热量[11]:以葡萄糖为碳源,酒母发酵每生成1kg 酒精放出地热量约为1170KJ 左右,则发酵和培养酒母每小时放出地热量为: Q=1170×3373.36=3.95×106(KJ/h )取工段发酵酒母冷却水初'1w t =20℃,终温''2w t =27℃,平均耗水量为:)/(6.134996)2027(18.461095.3)(''2'1酒母发酵h kg t tC Q W w w e =-⨯⨯=-=酒母酒精捕集用水为:(待蒸馏发酵醪液量为F=46796kg/h ) 5﹪F/1.06=5﹪×46796/1.06=2207.37(kg/h ) 发酵洗罐用水为:(每15天洗一次)1﹪F/1.06=1﹪×23398.33/1.06=441.47(kg/15天)则在发酵工段总用水量W 发酵工段=2207.37+441.47+134996.6=137645.44(kg/h )三、蒸馏工段地物料与热量衡算[11、12、13]按采用差压蒸馏两塔流程计算,进醪塔浓度为7.14﹪,出醪塔酒精蒸汽浓度为50﹪ 1图2-1 醪塔地物料和热量平衡图醪液预热至55℃,进入醪塔蒸馏,酒精质量分数为7.14﹪,沸点92.4℃,取上升蒸汽浓度为50﹪(v ),即42.43﹪(w ).塔顶温度75℃,塔底温度85℃.则塔顶上升蒸汽热焓量i1=2045kJ/kg.加热蒸汽取0.05MPa 绝对压力,则其热焓量I1=2644KJ/kg.总物料衡算:1111D W V D F X ++=+即X W V F +=11 2-1酒精衡算式:111111)(W X F x D W y V x F ++= 2-2式中:xF1—成熟发酵醪内酒精含量[﹪(W )],xF1=7.14﹪. y1—塔顶上升蒸汽中酒精浓度[﹪(W )],y1=42.43 ﹪.XW1—塔底排出废糟内地酒精浓度[﹪(W )],塔底允许逃酒在0.04﹪以下,取xW1=0.04﹪.热量衡算式:11e 11111111)(n W W X F F Q t C D C W i V I D t C F +++=+ 2-3设CF1=3.98KJ/(kg·h ),CW=4.04KJ/(kg·k ),Ce=4.18KJ/(kg·k ),并取热损失Qn1=1﹪D1I1,tF1=55℃,tW1=85℃,F1=46796(kg/h )联解2-1、2-2、2-3求得V1=7830(kg/h ),Wx=38966.2(kg/h ),D1=8483(kg/h ) 一般醪塔采用直接蒸汽加热,塔底醪排出量为: G1=WX+D1=38966.2+8483=47449.2(kg/h )表2-3 年产2万吨酒精厂蒸馏工段醪塔物料热量汇总表进入系统离开系统工程 物料(kg/h ) 热量(kJ/h ) 工程 物料(kg/h )热量(kj/h ) 符号 数量 符号 数量 符号 数量 符号数量成熟醪 F146796F1CF1tF1 1.02×107 蒸馏残液 WX38966WXC WtW1 1.34×107加热蒸汽D18483 D1I12.24×107上升蒸汽 V17830 V1i11.60×107加热蒸汽 D18483D1tW1Ce 3.14×106热损失Qn12.24×105累计552793.26×107累计552793.26×1072、精馏塔(1)粗酒精液相进入精馏塔,塔顶温度105℃,塔底130℃,进汽温度130℃,出塔浓度为96﹪(v ),即93.84﹪(w ).出塔酒精量为:P=3333×99.18/93.84=3523(kg/h)(2)每小时醛酒量因为醛酒占出塔酒精地2﹪,则每小时地醛酒量为:A=2﹪×3523=70.5(kg/h)(3)P′= P–A =3523- 70.5=3452.5(kg/h)图2-2 精馏塔地物料和热量衡算图(4)在精馏塔中,塔顶酒精蒸汽经粗馏塔底再沸器冷凝后,除回流外,还将少量酒精送到洗涤塔再次提净.据经验值,此少量酒精约为精馏塔馏出塔酒精地2%左右,则其量为:Pe=P ,×2%=3452.5×2%=69(kg/h )(5)酒精被加热蒸汽汽化逐板增浓,在塔板液相浓度55﹪(v)出汽相抽取部分冷凝去杂醇油分离器,这部分冷凝液称杂醇油酒精,数量为塔顶馏出塔酒精地2﹪左右,其中包括杂醇油:m0=0.3﹪(P′+A)=0.3%×3523=10.6(kg/h)故H=(P′+Pe)×2﹪=(3452.5+69)×2﹪=3521.5×2﹪=70.4(kg/h)在杂醇油分离器内约加入4倍水稀释,分油后地稀酒精用塔底地蒸馏废水经预热到tH=80℃,仍回入精馏塔,这部分稀酒精量为:H′= (1+4)H–m0 = 5H –m0=5×70.4-10.6=341.4(kg/h)(6)物料平衡:F2 + D2 + H′= P′+ Pe + H + D3 +W’x 则: W’x= F2 + H′-P′-Pe -H=7830+341.4-3452.5-69-70.4 =4580 (kg/h) (7)热量平衡:P P e 22F2F22C t )P'P (R 'I D t C F ++++H H t C H=2W2X2H P P 2Cw t )W D (Hi C t P'i )P'Pe )(1R (n Q +'++++++ 式中 R —精馏塔回流比一般为3~4,取3I2—精馏塔加热蒸汽热含量,0.6Mpa 绝对压力,I2=2652(kJ/h)tH —为回流稀酒精进塔温度tH=80℃CH —为杂醇油分离器稀酒精比热,稀酒精浓度为:0'20.1331.3417)69.1056.704(2.75')(=-⨯=-=H m H x x H H,查得起比热为CH =4.43KJ/(kg·k ),75.2﹪—为杂醇油酒精地重量百分浓度,与液相浓度55﹪(v )相平衡. tP —出塔酒精地饱和温度(78.3℃)CP —出塔酒精地比热,应为2.80[kJ/(kg.K )] i2—塔顶上升蒸汽热含量,i2=1163.2 (kJ/kg) iH —杂醇油酒精蒸汽热含量,应为iH=1496(kJ/kg) tw2—精馏塔塔底温度,取130℃Cw 取4.04KJ/(kg·k ) Qn2—精馏塔热损失,Qn3=2%D2I2 CF2—进塔酒精地比热,取CF3=4.16(kJ/kg) tF2—进料温度,取90℃W’x 上面算得4580kg/h 计算可得:D2=6700(kg/h) 塔底排出地废水:G=D2+W ,x=6700+4580=11280(kg/h )计算蒸馏工段地蒸馏效率:%196.984679627.14%83.3522993.13%F x P x 1F1P P =⨯⨯==η 表2-4 年产2万吨酒精工厂蒸馏工段精馏塔物料热量衡算汇总表 进入系统离开系统工程 物料(kg/h ) 热量(kJ/h ) 工程 物料(kg/h ) 热量(kj/h ) 符号 数量 符号 数量 符号 数量 符号 数量 脱醛液 F2 7830 F2CF2t F2 2.93×106 96﹪酒精 P′ 3452.5 P′CPtP 7.57×105 加热蒸汽 D26896D2I21.83×107 次级酒精 Pe69——稀酒精 'H341.4'H CHtH 1.21 ×105 杂醇油酒精蒸汽 H 70.4 HiH1.05×105 回流液— —R(Pe+ P`)Cptp2.32×106蒸馏废水 Wx+D2 11476(Wx+D2) tW 2Cw 6.03×106上升蒸汽 — — (R+1) (Pe+ P`) i2 1.64×107热损——Qn23.7×1累计150672.40×107累计 150672.4×1074、脱水工艺流程[8、9]图2-3 石灰干燥器简单示意图采用生石灰法,将精馏塔塔顶蒸汽引到卧式干燥其中,如干燥器设备图.干燥器中上部由密孔筛网盛放生石灰,最下面一层又金属板承接.干燥器壁设置挡板,增加接触面积.由于生石灰便宜,而且在后续地污水处理中,可将使用过地生石灰按照程序设定投入污水池.干燥器采用并联三个,再串联一个地比例布置.第三章供用水衡算第一节蒸馏车间用水[10]一、醪塔冷却用水利用酒母发酵地冷却废水进行冷却,这样可以节省冷凝水用量. 二、精馏塔分凝器冷却用水[10]从精馏塔出来地酒汽,做为初馏塔再沸器地热源,热量衡算有: (R2+1)(P′+Pe )i2= W 精馏CW ('3H t -tH3)则W 精馏分凝)'(P P 1R i 33e 2H H W t t C -++=))((, R 为精馏塔回流比,取R 为3Pe 为回流入醛塔地次等酒地数量,由前面数据可得Pe =69.05kg/h P′=3452 .5(kg/h)i2为塔顶上升蒸汽热焓量,i2=116.3KJ/kgtH3、'3H t 冷却水进出口温度,取tH3=20℃,'3H t =85℃ Cw 取4.04kj/kg代入上式,则精馏塔冷凝器冷却用水为:W 精馏分凝=6.24×104 kg/h三、成品酒精冷却用水成品酒精冷却使用20℃地深井水,根据热量衡算,耗水量为:)()(P'2'2'H H W P P P t t C t t C W --=成品式中:P‘为3452 (kg/h)CP 为成品酒精比热容为2.90KJ/(kg·K )P t 、'P t 为成品酒精冷却前后地温度,分别为78.3℃、30℃ 2H t 、'2H t 为冷却水进出口温度,分别为20℃、40℃Cw=4.04 KJ/(kg·K ) 则成品酒精冷却水用量为:W 成品=2.42×104kg/h四、杂醇油分离器稀释用水在杂醇油分离器内加入4倍地水稀释,则稀释用水量为:W 杂醇油分离=4 H=4×70.4=281.6kg/h五、蒸馏车间总用水量为:W 蒸馏工段=W 精馏分凝+W 成品+W 杂醇油分离=6.24×104+2.42×104+281.6=8.69×104(kg/h )第四章供用汽衡算[9]由前面计算所得数据可知蒸馏工段蒸汽消耗:D =D1+D2=8483+6896=15380(kg/h )年耗蒸汽量为: 15380×24×250=92280t酒精厂每小时平均蒸汽消耗量主要供给蒸馏工段,因此其消耗量由蒸馏量和损失组成,蒸汽总损失取蒸馏工段蒸汽消耗量地4%,则锅炉需要蒸发量为:15380×(100﹪+4%)=15995kg/h=16t/kg使用热值为4000大卡地煤,假设锅炉效率为80%,则每吨煤能供生产使用50t 新鲜蒸汽,则连续蒸馏煤消耗量为:15995÷50÷80﹪=400(kg/h )本设计选用地锅炉为工业中压(1.47—5.88Mp )中型(20—75t )地煤粉锅炉型号为YG80/3.82—M7 蒸发量为80t/h ,额定温度为450℃第五章供电衡算参考我国糖蜜酒精连续发酵工艺技术指标[9],设生产每吨酒精耗电40度,可估算酒精厂地用电:40×20000=8×105(度/年)=3200(度/日)考虑到此值为估算值,所以乘以一个富裕系数为120﹪:3200×120﹪=3840(度/日)=9.6×105(度/年)第六章设备计算与选型第一节种子罐地设计一、种子罐类型、容积和个数地确定[15](1)培养菌种:酵母菌(2)发酵罐类型:机械搅拌通风发酵罐 (3)种子罐个数地确定:根据实际情况,选取 50m3地种子罐3个. 二、种子罐地基本数据根据工艺参数和高径比确定各部几何尺寸高径比H/D=2.5初步设计:设计条件给出地是种子发酵罐地公称体积. 公称体积--罐地筒身(圆柱)体积和底封头体积之和. 全体积--公称体积和上封头体积之和: H/D=1.7~3.5Di/D=1/2~1/3B/D=1/8~1/12 C/Di=0.8~1.0S/Di=2~50H /D=2 Di -搅拌叶直径D -罐体直径0H -罐体直筒部位高度B -挡板宽度ha -椭圆封头短半轴长度 S -搅拌叶间距C -底搅拌叶至底封头高度 hb -椭圆封头地直边高度设H/D=2.5,且公称体积为50m3 Di = 1/3D Ho = 2 D B = 0.1D ha = 0.25D S = 3Di C = Di 由图得D DD D h H H h a b 125.0225.025.220=--=--=则⎪⎭⎫ ⎝⎛+-⎥⎦⎤⎢⎣⎡⎪⎭⎫ ⎝⎛++=-D h D D h H D V V b b 61461242210ππ=()D h H D b 6/142++π =()D D D D 6/125.105.242++π=50m3解得D=2.8358m查表得当公称体积为50m3时D=3000mm 所以取D=3m则H=2.5D=7.5mDi = 1/3D=1mHo = 2 D=6m B = 0.1D=0.3mha = 0.25D=0.75m S = 3Di=3mC = Di=1m 全体积⎪⎭⎫ ⎝⎛+⨯+=⎥⎦⎤⎢⎣⎡⎪⎭⎫ ⎝⎛++=D D D D D h H D V b 31125.025.246124220ππ=33844.3657083.70m D =π表2-2 50m3种子发酵罐地几何尺寸三、主要部件尺寸地设计计算考虑压力,温度,腐蚀因素,选择罐体材料和封头材料,封头结构、与罐体连接方式发酵罐材料可以选用碳钢、不锈钢、合金钢等.相对其他工业来说,发酵液对钢材地腐蚀不大,但必须能耐受一定地压力和温度,通常要求耐受130-150 ℃地温度和0.3MPa 地压力.例如:腐蚀性不大地发酵液,如酶制剂发酵可以选用16MnR 钢;柠檬酸为弱酸,对罐体使用A3钢会有腐蚀,使用不锈钢成本较高.考虑使用A3钢为材料,内涂环氧树脂防腐.即可达到要求,又降低成本.综合各因素,该发酵罐发酵生产红霉素,由于发酵液腐蚀性不大,我们选择不锈钢16MnR 钢1、罐体壁厚:取决于罐径及罐压地大小[])(21mm C ppD +-=ϕσδ取D=3m, p=0.3MPa, 双面焊缝φ=0.8,[]σ=137MPa, C=3mm则mm 1.73103.08.010********103.06661=+⨯-⨯⨯⨯⨯⨯=δ 根据《发酵工厂工艺设计概论》,中国轻工业出版社,2006年.附录地表17查询可知:选用10mm 厚A3钢板制作D -罐体直径(mm ) p -耐受压强 (设计压力)φ-焊缝系数,双面焊取0.8,无缝焊取 1.0 [σ ] -罐体金属材料在设计温度下地许用应力(不锈钢焊接压力容器许用应力为150℃,137MPa)C -腐蚀裕度,当δ-C<10mm 时,C =3mm 压力容器设计规范和制造技术标准 全国压力容器标准化技术委员会:GB150《钢制压力容器》在1989年3月第一版,1998年第二版 JB4732《钢制压力容器-分析设计标准》 1995年 JB/T4735《钢制焊接常压容器》 1989年 JB/T4700-4707《压力容器法兰》 2000年钢材地使用上限不超过GB150-1999地各许用应力表地各钢号所对应地上限温度. 2、封头壁厚计算:常大于罐体壁厚[]Cmm PKPD t td +-=5.02ϕσ已知:取双面焊φ=0.8、D=3000mm 、P=0.3MPa 、K=2.3、[]MPa 137=σ、t=1 求得:mm t d 45.1233.05.08.0137230003.03.2=+⨯-⨯⨯⨯⨯=根据《发酵工厂工艺设计概论》,中国轻工业出版社,2006年.附录地表17查询可知:选用15mm 厚A3钢板制作D -罐体直径(mm ) p -耐受压强 (取0.3MPa)K -开孔系数,取 2.3φ-焊缝系数,双面焊取0.8,无缝焊取 1.0 [σ ] -设计温度下地许用应力(不锈钢焊接压力容器许用应力为150℃,137MPa ) C -腐蚀裕度,当δ-C<10mm 时,C =3mm 3、挡板通常挡板宽度b 取(0.1~0.12)D ,装设4~6块即可满足全挡板条件.根据下式计算挡板数n :()5.012.0~1.0==⎪⎭⎫⎝⎛n D D n D b 取b=0.1D, 得出挡板数n=5块式中 b ——挡板宽度,mm ;D ——罐内径,mm ; n ——挡板数,mm.4、搅拌器采用涡轮式搅拌器,选择搅拌器种类和搅拌器层数,根据d 确定h 和b 地值尺寸:六平叶涡轮式搅拌器已标准化,称为标准型搅拌器;搅动液体地循环量大,搅拌功率消耗也大;叶径: d=(0.3~0.4)D 盘径: di= 0.75 d 叶高: h = 0.3d 叶长: b = 0.25 d根据D=3m,得叶径d=0.35D=1.05m 所以:盘径: di= 0.75 d=0.7875m 叶高: h = 0.3d=0.315m 叶长: b = 0.25 d=0.2625m 5、人孔和视镜人孔地设置是为了安装、拆卸、清洗和检修设备内部地装置.本次设计只设置了1个人孔,标准号为: HG21515-1995 人孔(R·A -2707) 450,开在顶封头上,位置:角度75.视镜用于观察发酵罐内部地情况.本次设计只设置了2个视镜,开在顶封头上,位置:角度6030、. 6、接口管 管道接口:进料口:采用焊接,接口管径∅78*4 mm ,开在封头上,位置:角度45度; 排料口:采用焊接,接口管直径∅78*4 mm ,开在罐底;进气口:采用焊接,接口管直径∅72*3.5mm ,开在封头上,位置:角度75度; 排气口:采用焊接,接口管直径∅89*45 mm ,开在封头上,位置:角60度; 冷取水进、出口:采用焊接,接口管直径∅68*4 mm ,开在罐身圆柱体上; 补料口:采用焊接,接口管直径∅78*4 mm ,开在封头上;取样口:采用外螺纹连接∅21*3 mm ,开在罐身圆柱体上. 仪表接口:液位计:采用标准:HG5—1368 型号:R —61 温度计:Pt100型压力表:弹簧管压力表(径向表),d1=20mm,精度2.5,型号Y-250Z,开在封头上 溶氧探头:SE-N-DO-F pH 探头:PHS-2型 法兰地标准国家标准(GB91112~9131-88)《钢制管法兰》 《管法兰》(HG5001~5028-58)《压力容器法兰标准》(JB1157~1164-82)。
酒精 发酵工程课程设计

长春工业大学化学与生命科学学院生物技术(工程)专业《发酵工程与设备》课程设计说明书一、总论1.1 概述中国的酒精工业始于1900年黑龙江省哈尔滨市,虽经1900~1949年月50年的演变和设备技术的发展,但全国酒精总产量还不到1万吨。
1949~2000年,中国的酒精产量迅速增长到300万吨,跃居世界第三位。
新中国成立后,历经50年的发展,初步形成了企业生产、工程设计、科学研究、人才培养、设备制造综合利用、环境保护、标准制定、检验检测、成品运输、产品销售等一个完整的酒精工业体系。
中国现有发酵法酒精生产能力已达500万吨,其中年产5万吨以上的企业10家(最大的华润酒精有限公司年产24万吨)、3万吨级的企业20家、万吨级的企业70家。
中国酒精产业虽然有专业厂200家,设有酒精车间的企业700家,总体上看,生产规模小、生产技术落后的小型酒精企业的数量还很多。
酒精的化学名称是乙醇,分子式C2H5OH,相对分子质量46.07.分析纯级的无水乙醇是无色透明、易挥发、具有特殊芳香和强烈刺激味的易燃液体等性质。
酒精的用途俺需求量多少可分为三方面:用量最大的燃料酒精;调制酒精饮料用的食用酒精;化工医药用酒精。
目前中国酒精产品以食用酒精(GB 10343—2002)为主产品,此外还有一定产量的高纯度酒精、化学试剂用无水酒精、化学试剂95%分析纯酒精和工业酒精等。
中国发酵法生产酒精的原料主要是玉米、小麦、大米、薯类、糖蜜等,陈化粮也开始有一定比例的使用。
中国酒精的快速发展是从20世纪90年代开始的近事多年。
2002年9月1日开始实施的食用国家标准(GB 10343—2002)标志着中国酒精生产的质量水平已基本接近国际上发达国家酒精标准。
发酵法生产酒精的能力将成为一个国家经济实力的标志。
因为作为可再生能源的酒精,在经历一个多世纪的发展中,始终与能源密切相关,特别是巴西从1975年久开始的以甘蔗、糖蜜为原料生产酒精的成功实践,提醒各国政府:10%以上的能源添加储备在自己的国土上。
酒精发酵工厂设计

XXXXX大学生物工程设备课程设计任务书一、课程设计内容1、通过查阅机械搅拌发酵罐的有关资料,熟悉基本工作原理和特点,根据酒精生产工艺流程设计100m3的机械搅拌嫌气发酵2、根据实际情况,对物料、热量等进行工艺计算;3、主要设备工作部件尺寸的设计;4、绘制装配图;5.绘制生产工艺流程图。
5、撰写课程设计说明书。
二、课程设计的要求与数据1.高径比为H/D=1.5,中部某地。
2.应用发酵工程酶发酵生产工业酒精,此产物是初级代谢产物。
牛顿型流体。
3.每个发酵罐的进料量为20t/h,每4h装满一个发酵罐,发酵周期为72h,由于还要进行清洗、灭菌、装料,综合考虑为4天一个周期。
4.蛇管冷却,冷却水的初始水温20℃,出水温度30℃。
5.糖化醪密度为1076kg/m3三、课程设计应完成的工作1.课程设计任务书及说明书(纸质版和电子版)各1 份2.设备装配图(A2 号图纸420×594mm)1 张3. 生产工艺流程图(A2号图纸420×594mm)一张四、课程设计进程安排五.参考文献[1].金风孌,安家彦。
酿酒工艺与设备选用手册,化学工业出版社。
[2].梁世中等。
生物工程设备,中国轻工业出版社。
[3].章克昌。
酒精与蒸馏酒工艺学,中国轻工业出版社。
[4].酒精与白酒工艺学,华南理工大学等四所院校编。
[5].周明衡,成德功。
管路附件设计选用手册,化学工业出版社。
[6].郑裕国. 生物工程设备[M]. 北京:化学工业出版社,2007[7].李功祥, 陈兰英, 崔英德. 常用化工单元设备的设计[M]. 广州:华南理工大学出版社,2006[8].陈英南, 刘玉兰. 常用化工单元设备的设计[M]. 杭州:华东理工大学出版社,2005发出任务书日期:2011 年11月12日指导教师签名:计划完成日期:2011 年12月21日基层教学单位责任人签章:主管院长签章:课程设计说明书目录前言 (6)设计依据1. 淀粉的糖化 (7)2. 酒精发酵 (7)3.以木薯为原料的酒精发酵工艺 (8)工艺设计1.物料衡算 (10)2. 冷却面积和冷却装置主要结构尺寸的确定 (19)3.搅拌功率及电机的选择 (21)设备计算1、发酵罐个数 (23)2. 发酵罐结构尺寸的确定 (23)3.冷却面积的主要尺寸的确定 (24)4.罐壁厚度 (24)5.搅拌器设计 (25)设计小结 (27)参考文献 (28)前言发酵罐是反应设备(化工生产中实现化学反应)的主要设备。
发酵过程课程设计

发酵过程课程设计一、教学目标本课程旨在让学生了解和掌握发酵过程的基本知识,包括发酵的定义、原理、类型及其在食品、药品等领域的应用。
通过本课程的学习,学生将能够:1.描述发酵的基本原理和过程。
2.识别和区分不同类型的发酵。
3.解释发酵在食品、药品等领域的应用。
4.设计简单的发酵实验,并能够分析实验结果。
二、教学内容本课程的教学内容主要包括以下几个部分:1.发酵的定义和原理:介绍发酵的定义,解释发酵的基本原理。
2.发酵的类型:讲解不同类型的发酵,如酒精发酵、乳酸发酵等。
3.发酵的应用:介绍发酵在食品、药品等领域的应用实例。
4.发酵实验:设计并完成简单的发酵实验,分析实验结果。
三、教学方法为了激发学生的学习兴趣和主动性,本课程将采用多种教学方法,如讲授法、讨论法、案例分析法和实验法等。
1.讲授法:用于讲解发酵的基本原理、类型和应用。
2.讨论法:通过小组讨论,让学生更深入地理解发酵过程和应用。
3.案例分析法:分析具体的发酵应用实例,让学生了解发酵在实际生产中的应用。
4.实验法:设计并完成发酵实验,让学生亲身体验发酵过程。
四、教学资源为了支持教学内容和教学方法的实施,丰富学生的学习体验,我们将选择和准备以下教学资源:1.教材:选用合适的教材,如《微生物学》、《发酵工艺学》等。
2.参考书:提供相关的参考书籍,以便学生深入了解更多关于发酵的知识。
3.多媒体资料:制作多媒体课件,通过图片、视频等形式展示发酵过程和应用。
4.实验设备:准备实验所需的设备,如发酵罐、显微镜等。
五、教学评估本课程的评估方式将包括平时表现、作业和考试等方面,以全面客观地评价学生的学习成果。
1.平时表现:通过观察学生在课堂上的参与程度、提问和回答问题的情况,以及小组讨论的表现等,评估学生的学习态度和理解程度。
2.作业:布置适量的作业,包括练习题和小论文等,让学生巩固所学知识,并通过作业的完成情况评估学生的掌握程度。
3.考试:进行定期的考试,包括期中考试和期末考试,以评估学生对课程内容的掌握情况。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
长春工业大学化学与生命科学学院生物技术(工程)专业
《发酵工程与设备》课程设计说明书
一、总论
1.1 概述
中国的酒精工业始于1900年黑龙江省哈尔滨市,虽经1900~1949年月50年的演变和设备技术的发展,但全国酒精总产量还不到1万吨。
1949~2000年,中国的酒精产量迅速增长到300万吨,跃居世界第三位。
新中国成立后,历经50年的发展,初步形成了企业生产、工程设计、科学研究、人才培养、设备制造综合利用、环境保护、标准制定、检验检测、成品运输、产品销售等一个完整的酒精工业体系。
中国现有发酵法酒精生产能力已达500万吨,其中年产5万吨以上的企业10家(最大的华润酒精有限公司年产24万吨)、3万吨级的企业20家、万吨级的企业70家。
中国酒精产业虽然有专业厂200家,设有酒精车间的企业700家,总体上看,生产规模小、生产技术落后的小型酒精企业的数量还很多。
酒精的化学名称是乙醇,分子式C2H5OH,相对分子质量46.07.分析纯级的无水乙醇是无色透明、易挥发、具有特殊芳香和强烈刺激味的易燃液体等性质。
酒精的用途俺需求量多少可分为三方面:用量最大的燃料酒精;调制酒精饮料用的食用酒精;化工医药用酒精。
目前中国酒精产品以食用酒精(GB 10343—2002)为主产品,此外还有一定产量的高纯度酒精、化学试剂用无水酒精、化学试剂95%分析纯酒精和工业酒精等。
中国发酵法生产酒精的原料主要是玉米、小麦、大米、薯类、糖蜜等,陈化粮也开始有一定比例的使用。
中国酒精的快速发展是从20世纪90年代开始的近事多年。
2002年9月1日开始实施的食用国家标准(GB 10343—2002)标志着中国酒精生产的质量水平已基本接近国际上发达国家酒精标
准。
发酵法生产酒精的能力将成为一个国家经济实力的标志。
因为作为可再生能源的酒精,在经历一个多世纪的发展中,始终与能源密切相关,特别是巴西从1975年久开始的以甘蔗、糖蜜为原料生产酒精的成功实践,提醒各国政府:10%以上的能源添加储备在自己的国土上。
一个国家,尤其是石油资源匮乏的国家如果能自主解决10%以上的能源添加,对发展本国经济、维持国家安定将起到极其重要的作用。
垄断石油资源、争取石油资源造成的两次石油危机,两次伊拉克战争均与石油有直接关系。
现在可以说石油和用于乙醇发酵的谷物等原料都源于太阳能的储备。
发酵法生产乙醇比石油更有优势的地方是发酵法效率高,其原料年年种、年年收,不用像开采石油那样投资巨大。
根据当今农业、酒精生产能力、改造汽油发动机和柴油发动机的能力,相信不久的将来,一个良性循环的能源资源将更多地出现在世人面前。
1.2 设计依据
1.2.1 长春工业大学生物技术(工程)课程设计指导书。
1.2.2 长春工业大学生物技术(工程)课程设计任务书。
1.2.3 《发酵工程与设备》、《发酵工艺原理》、《发酵工厂工艺设计概论》、《化工工艺设计手册》及生物技术(工程)专业基础理论课本等参考资料。
1.3设计指导思想
1.3.1尽量采用先进的生产技术与设备,认真吸取和借鉴国内外各种产品生产的成熟新工艺、新技术、新设备。
1.3.2 合理利用资源,节约能源,降低消耗指标。
1.4 设计范围
1.4.1确定工艺流程及生产操作条件
1.4.2工艺及主要设备计算(物料衡算、设备计算)
1.4.3绘制生产工艺流程图
1.4.4编制课程设计说明书
二、生产工艺
2.1产品产量及方案
产量:年产酒精61000吨
产品品种:含乙醇95%(V)相当于92.41%(W)食用酒精
2.2生产方法的选择
工艺方法:利用玉米为原料,双酶糖化,添加酒精酵母连续发酵、三塔蒸馏的工艺是目前最成熟、最典型的生产工艺。
酒精生产工艺流程简图:
α-淀粉酶糖化酶酒母醪
↓↓↓
玉米→粉碎→调浆→连续蒸煮→蒸煮醪冷却→糖化→糖化醪冷却→连续发酵→
↑↓
排醛废水 CO2回收
↑↑
成熟发酵醪→粗馏→醛塔→精馏→成品酒精
↓↓
废糟杂醇油
↓
DDGS(全价干酒糟)
2.3主要工艺参数
年生产天数:300
玉米含水:15%
玉米粉产率:87%
玉米含淀粉:63%
玉米淀粉实际出酒率:53%
发酵周期:55-60h
原料粉碎度:1.5-2.5 mm
原料加水比:1:3
α-淀粉酶用量:5-6u/g原来蒸煮温度:90-110℃
蒸煮时间:100 min
糖化酶用量:100-150u/g原料糖化温度:58~60℃
糖化时间:45 min
糖化醪固形物浓度:16~18% 糖化醪PH值:4.0~4.5
接种量:10%~20%
稀释速度:0.05~0.1
发酵温度:31~33℃
发酵罐装料系数:85~90%
发酵醪酒精浓度:8~10%(V)
2.4物料衡算
三、设备选择
3.1主要工艺设备选型计算 (1)发酵罐容积计算
糖化醪流量108.4t/h ,醪液比重为1.07,则糖化醪体积流量为:
F=108.4/1.07=101.3 m 3/h
采用多罐连续发酵工艺,双罐流加法,即预发酵罐和罐组首罐流加糖化醪,预发酵罐流加量为总量的17%,控制稀释速率D 0=0.09;罐组首罐糖化醪流加量为总量的83%,稀释速率D 1=0.05。
预发酵罐和发酵罐的填充系数为Φ=0.9,则
预发酵罐糖化醪流量F 0=17%×101.3=17.2 m 3/h 预发酵罐V 0有效=F 0/D 0=17.22/0.09=191.4 m 3 预发酵罐V 0全=V 0有效/Φ=191.4/0.9=212.7 m 3 首发酵罐糖化醪流量F 1=83%×101.3=84.1 m 3/h 首发酵罐V 1有效=F 1/D 1=84.1/0.05=1682 m 3 首发酵罐V 1全=V 1有效/Φ=1682/0.9=1868.9 m 3
预发酵罐和发酵罐直径d 与高H 的关系H=1.5d,锥形封头高、锥底高与直径的关系h 1=h 2=0.1d,V 全=(π/4)d 2(H +h 1/3+h 2/3), V 全=1.23d 3,所以经计算得d 0=5.571 m; d 1=11.50 m 。
取预发酵罐d 0=5.6 m,则H 0=8.4 m, h 01=h 02=0.56 m,验算 V 0全=216.0 m 3>212.7 m 3;
取首发酵罐d 1=11.5 m,则H 1=17.25 m,h 11=h 12=1.15 m,验算 V 1全=1871.0 m 3>1868.9 m 3。
所以预发酵罐、首发酵罐体积可满足生产需要。
(2)发酵罐组个数确定
设发酵周期为60h ,发酵液的体积流量为16.6 m 3/h,发酵罐组设1个成熟醪贮罐,发酵罐组个数为:
n=101.3×60/(1868.9×0.9)+1=4.6个
取整数n=5个,故本设计选取预发酵罐1个,发酵罐5个。
(3)发酵罐换热器换热面积计算
F=Q
总/K△t
m
Q
总=Q
生
-Q
蒸发
-Q
罐壁
由于罐体较大,所以采用罐外螺旋板换热器循环换热,传热系数K=860×4.186~2580×4.186kJ/m3·h·℃。
首发酵罐料液流量108.4t/h,醪液浓度由18%→4.4%,放热量最大。
可取麦芽糖发酵放热613.6kJ/kg,则
Q
生
=108.4×1000×(18%-4.4%)×613.6=9045936kJ/h
Q
蒸发+Q
罐壁
=8%Q
生
=72374kJ/h
Q
总
=9045936-723674=8322262kJ/h
平均温度差△t
m =(△t
1
-△t
2
)/ln(△t
1
/△t
2
),
31℃←31℃发酵液 20℃→25℃冷却水
△t
1=11 △t
2
=6 代入△t
m
=(11-6)/ln(11/6)=8.2℃
首发酵罐换热器面积:
F=Q
总/K△t
m
=8322262/(1200×4.186×8.2)=202.0 m3
首发酵罐换热器冷却水流量:
W=Q
总/c
p
(t
2
-t
1
)
=8322262/4.18(25-20)=398194kg/h=398.2/h
3.2发酵工段身边一览表
表2 主要生产设备一览表
四、发酵工段工艺流程图(附)。